Электроды для сварки размеры какие бывают
Обновлено: 21.09.2024
Электроды для сварки – это металлические стержни, которые имеют специальное покрытие, защищающее стержень от прогрева по всей длине и горение которого способствует более качественному созданию сварочного шва.
История сварочных электродов уходит корнями в далекий 19-й век.
Впервые сварочные электроды были использованы профессором Петровым в 1802 году.
В начале 20 века были разработаны сварочные электроды для ручной сварки. А затем начались разработки сварочных покрытий, материалов. В наше время, с усовершенствованием технологий, мастера борются за качество работы, поэтому разработка сварочных электродов не стоит на месте. Как результат — сегодня мы имеем огромное разнообразие электродов, созданных специально под конкретные задачи и для работы с конкретными сплавами/металлами и в обозначенных условиях.
Сварочные электроды изготавливают из электропроводного материала, для того, чтобы обеспечивалась хорошая токо-проводимость между электродом и заготовкой. Это необходимо для создания равномерной и мощной электрической дуги, которая и нагревает металл, обеспечивая сваривание. Как правило, электроды изготавливают из специальной сварочной проволоки, которая может отличаются по составу сплава, для обеспечения качественной проварки деталей из различных сталей и сплавов.
Самый главный и наиболее популярный материал, для которого применяют сварочные электроды – это углеродистая сталь.
Сварочные электроды, какие бывают покрытия и типы
Существуют определенные покрытия, использующиеся в создании электрода:
- Стабилизирующие. Такие покрытия наносят тонким слоем. Как правило, такие электроды предназначены для ручной сварки ;
- Защитные. Такие покрытия наносят толстым слоем, и, как правило, состоят из нескольких элементов;
- Магнитные. Такие покрытия наносят в результате электромагнитного взаимодействия. Как правило, уже в процессе самой сварки. Но электродные покрытия могут быть разными.
Самые популярные покрытия представлены ниже:
- Рутиловые. Эти покрытия появились тогда, когда стали добывать рутил. Но вместе с рутилом вводят еще некоторые элементы. Например, карбонат кальция или магния;
- Фтористо-кальциевые. В эти покрытия входит карбонат кальция;
- Органические покрытия. Как правило, основным компонентом являются органические вещества. Покрытия могут наноситься как тонким слоем, так и толстым. Все зависит от материала.
Диаметры сварочных электродов
Качественная сварка металла электродами подразумевает их правильный выбор для проведения конкретно взятой задачи. Из главных факторов, которые влияют на выбор электродов стоит отметить:
- толщину металла свариваемых деталей;
- состав сплавов, из которых сделаны детали;
- условия в которых нужно проводить работы (под водой и т.д.).
Хотя есть еще ряд других факторов, эти три как правило только используются на практике.

Россия

Беларусь

Молдова
Итак, определяя сварочные электроды какие использовать для сварки, важно понимать, что главным фактором различия прежде всего является диаметр и материал (металл из которого сделаны электроды). Относительно металла электродов речь пойдет ниже, а сейчас хотим обратить внимание на выбор диаметров.
Именно диаметры электродов играют ключевую роль при выборе рабочего тока сварки. Стоит отметить, что диаметром электрода считается диаметр самой металлической проволоки, без учета покрытия. Такой подход регламентирован ГОСТ- 9466-75.
В целом, ассортимент электродов содержит экземпляры с диаметром от 1мм до 12мм. при этом шаг между отдельными предложениями 1мм или 0,5мм. Соответственно существуют электроды таких диаметров: 1мм, 1,6мм, 2мм, 2,5мм, далее диаметры изменяются через 1мм., тоесть 3, 4, 5, 7 … 12мм.
Диаметр электродов и сварочный ток
Логично заключить, что с увеличением диаметра электрода нужно увеличивать и ток сварки. Однако это увеличение не происходит с какой то пропорциональностью и чаще всего рабочие токи подбираются индивидуально, прямо на месте работы, но для начала подбора тока выбирают номинальные значения. Такой подход обусловлен необходимостью изменения силы тока в зависимости от таких факторов как:
- загрязненность металла (далеко не всегда на практике получается работать с хорошо зачищенными заготовками);
- условия сварки (влажность, температура окружающей среды и т.д.);
- сплавы с которыми приходится работать (большинство электродов для легированных сталей «универсальны» в том смысле, что могут применяться для работы со сплавами разного состава (различные проценты включения легирующих элементов));
- толщина металла.
Существует приблизительные значения, на которые стоит ориентироваться, определяя рабочий ток:
Важно отметить, что приведенные значения несколько усредненные и более точный выбор силы тока производится непосредственно на месте. При этом, сила тока при определенным диаметре для различных марок электродов может заметно отличаться. Так для электродов 3мм УОНИ 13/55 сила тока в диапазоне 70-100А, а для МР такого же диаметра — 80-140А. Поэтому производитель обычно указывает значение на упаковках. Если же упаковки нет в наличии или даже нет возможности определить продукция какого производителя перед вами — можно уверенно использовать описанные выше усредненные данные, которые по ходу работы подкоретировать для лучшего результата.
Оставьте свой комментарий Отменить ответ
Работая со сварочным аппаратом, наверняка вы не однократно сталкивались с…
Размеры электродов для сварки
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.

Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителейПроизводители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
Выбираем сварочные электроды: виды и назначение
Сварка металлов — это основной метод соединения металлических деталей в строительстве, машиностроении, производстве судов и транспортных средств. Она применяется практически во всех сферах промышленного производства и в быту. Главный расходный материал, от которого зависит качество соединений — сварочный электрод.
Возможно Вам нужно:

Электроды АНО-4, d=3,25 мм СпецЭлектрод (5 кг)

Электроды МР-3, d=4,0 мм СпецЭлектрод (5 кг)

Электроды УОНИ-13/55, d=4,0 мм СпецЭлектрод (5 кг)
Виды и назначение сварочных электродов
С помощью сварки можно:
- соединять металлические детали;
- изготавливать металлические конструкции любых размеров;
- резать металл;
- устранять трещины;
- прорезать круглые и фасонные отверстия;
- наплавлять металл для восстановления мест износа;
- выполнять ремонт и другие виды работ.

Промышленность производит множество видов электродов, их около двух сотен. Каждый из них наиболее эффективен в ограниченных рамках характеристик этих работ, поэтому выбор электродов для сварки является весьма ответственным этапом. Делать его следует после тщательного изучения темы либо с помощью специалистов.
Критериями выбора электродов служат конструктивные параметры, характеристики и назначение, указываемое производителем изделий. Основными из них являются:
- марка электрода;
- назначение;
- диаметр сердечника;
- тип обмазки электрода;
- длина электрода;
- величина рабочей силы тока;
- род тока и полярность подключения;
- состав центрального стержня;
- положение сварки;
- особые технологические характеристики процесса сварки.
Назначение
В марке электрода, как правило, зашифровано его назначение. Например, изделия типов:

- УОНИ — предназначены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под небольшими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей толщиной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- недорогие электроды ОЗС-12 универсального применения рекомендованы для сваривания углеродистых сталей, отличаются простотой применения;
- рутиловые изделия марки АНО-4 применяют для сварки низколегированных и низкоуглеродных сталей; работают и на постоянном, и на переменном токах; хорошо варят загрязнённый ржавчиной металл, обладают устойчивым горением дуги, легко очищаются от шлака.
Специалисты различают электроды для сварки, прихватки, наплавки и резки. Большим спросом пользуются универсальные изделия, с которые экономится много времени при выполнении разнородных работ.
Диаметр
Выбор диаметра электрода (сердечника) определяется толщиной свариваемых деталей и величиной максимального тока применяемого сварочного аппарата. Чем они выше, тем более толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в специальных таблицах, которыми удобно пользоваться перед работой и закупкой электродов. Так, для деталей толщиной 3-4 мм нужно использовать электроды диаметром 3 мм с регулировкой рабочего тока в пределах 80-160 А.

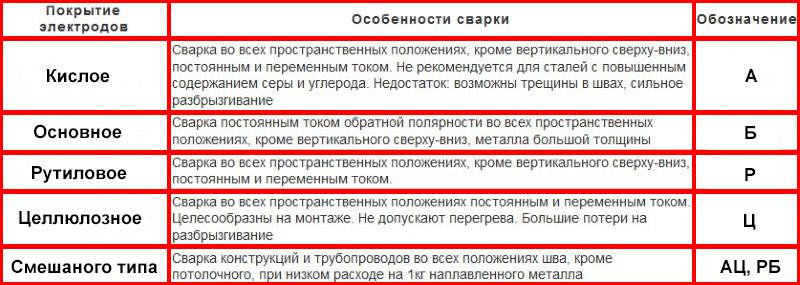
Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Рутиловая обмазка
Рутил — это диоксид титана. Кроме него, в обмазке присутствуют кремний и кислород.
Рутиловое покрытие характеризуется следующими свойствами:
- образование качественного шва при любом пространственном положении электрода;
- стабильное горение дуги;
- минимальное разбрызгивание расплава и обмазки;
- возможность сварки как на постоянном, так и на переменном токах;
- возможность сварки ржавых и грязных деталей;
- быстрый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Длина
Длина электродов колеблется в диапазоне 30-50 см. Чем длиннее изделие, тем больше время работы без его замены. Иногда это имеет весомое значение, например, при выполнении длинного шва высокого качества. Короткие электроды могут быть более удобны в труднодоступных местах.
Источник тока
Для сварки металлов электродами используют сварочные трансформаторы, выпрямители, инверторы и другие устройства, работающие в режиме ручной дуговой сварки. Инвертор получил широкое применение благодаря компактности, небольшому весу и широким возможностям.
Он обеспечивает работу как на постоянном, так и на переменном токе, а малый вес его объясняется тем, что трансформация напряжения выполняется на частоте не в 50 Гц, а в 100 кГц, для которой размеры и масса сердечника трансформатора уменьшается на порядок.
При сварке на постоянном токе имеет значение полярность подключения. При прямой полярности массу (сварочную деталь) подключают к «+» источника, а держак с электродом – к «-». При обратной полярности — наоборот. На прямой полярности можно сваривать тонкие детали, а на обратной – массивные.
При выборе электродов с помощью таблицы и данных о сварочном аппарате можно определить, сможет ли источник обеспечить требуемую величину тока.
Состав стержня
Материал стержня должен подходить для сварки конкретного металла, поэтому стоит строго следовать соответствующим указаниям производителя изделий.
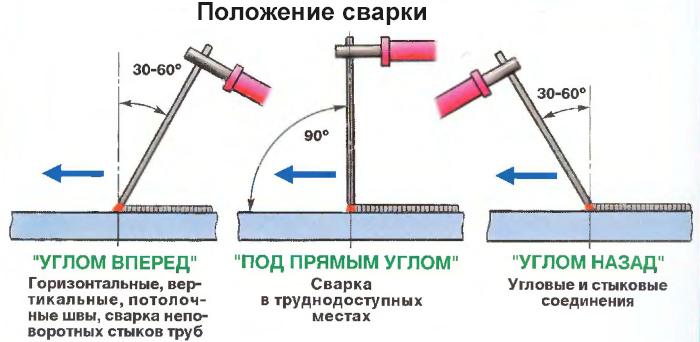
Положение сварки
Пространственное положение электрода также входит в его маркировку. Цифрой 1 обозначают электроды, для сварки которыми используется только нижнее положение детали (электрод сверху).
Цифрой 2 маркируют изделия, применяемые при горизонтальном или вертикальном расположении шва (потолочное исключается).
Цифра 3 применяется для потолочных электродов (электрод упирается в деталь снизу). Эти маркировки сварщик должен принимать во внимание во избежание получения некачественного шва или травмы.
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.
Как установить качество электродов при покупке?
Лучшим вариантом будет опробование нескольких электродов из приобретаемой партии в рабочем процессе сварки. Если это невозможно, нужно обратить внимание на следующие факторы:
- срок годности изделий;
- название компании-производителя (для опытных сварщиков это важная информация);
- качество обмазки в части равномерности толщины нанесения вокруг стержня, отсутствие крошения.
Если при опробовании появляются признаки излишней влажности, следует просушить электроды и провести проверку повторно.
Чтобы сварка деталей была выполнена по всем правилам нормативов, а качество шва не подвергалось критике, крайне важно хорошо изучить сварочные технологии. Выбор типа электрода — это составная часть этих знаний, которые нужно постоянно пополнять и совершенствовать.
Самые тонкие сварочные электроды
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.

Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.

Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.

Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.

Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | – 20 |
Производительность наплавки, г/мин
Относительный выход наплавленного металла, %
Расход материала на 1 кг наплавленного шва, кг
Размеры тонких электродов от различных фирм производителейСамый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного соединения металлов. Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Важно не только правильно выбрать их, но и правильно использовать. Здесь требуется не только мастерство сварщика, так как правильно подобранный режим оборудования также вносит свою долю в успешность процедуры. Опыт прошлых поколений уже помог вывести основные данные, как подобрать правильно параметры для того или иного материала и как проходит зависимость сварочного тока от диаметра электрода. Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.

Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.

Выбор диаметра электрода для сварки
Подбор силы токаДиаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
«Обратите внимание! Неправильный выбор режима приведет к тому, что металл не будет провариваться, если тока не будет хватать, а при превышении, заготовка будет пропаливаться.»
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного токаРежим подбора тока для сварки стандартных стыковых соединений:
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Читайте также: