Электроды для сварки резервуаров
Обновлено: 03.05.2024
При разработке конструкции резервуара в рабочей документации КМ должны быть определены требования к механическим свойствам сварных соединений и дифференцированно, в зависимости от уровня расчетных напряжений и условий работы соединений, назначен класс сварных швов (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, должен быть назначен объем контроля физическими методами различных сварных соединений резервуара.
Способы сварки, геометрические параметры кромок соединяемых элементов, сварочные материалы, а также технология выполнения монтажных сварных соединений резервуара определяются технологическим проектом сооружения резервуара (ППР) и учитываются в проекте КМ. Применительно к соединениям, выполняемым на заводе, указанные вопросы решаются при разработке технологических карт или технических условий на изготовление резервуарных конструкций и учитываются в рабочей документации КМД.
Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик, а также соответствующих нормам по предельно допустимым размерам и видам дефектов с учетом коэффициентов концентрации напряжений.
Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом (процедурами), в котором должны быть предусмотрены:
требования к форме и подготовке кромок деталей, подлежащих сварке;
способы и режимы сварки, сварочные материалы, а также последовательность выполнения технологических операций;
конкретные указания по закреплению деталей перед сваркой;
мероприятия, исключающие образование прожогов, смещение шва от его оси и образование других видов дефектов;
мероприятия, направленные на снижение сварочных деформаций.
Монтажную сварку резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть предусмотрены:
наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
сварочные материалы, удовлетворяющие требованиям рабочей документации КМ по уровню механических свойств;
требуемая форма подготовки кромок монтируемых элементов под сварку;
последовательность сварки и порядок выполнения каждого шва,
обеспечивающие минимальные деформации и перемещения свариваемых элементов;
режимы и указания по технике сварки, которые должны обеспечить необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
необходимая технологическая оснастка и оборудование для выполнения сварных соединений.
Кроме того, в ППР должны быть предусмотрены:
мероприятия по обеспечению требуемого качества подготовки и сборки под сварку свариваемых кромок, а также схема их закрепления и необходимая для этого технологическая оснастка;
допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
условия обеспечения требуемого диапазона скоростей охлаждения сварных соединений резервуарных конструкций при сварке;
указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
В ППР должны быть предусмотрены мероприятия, направленные на обеспечение требуемой геометрической точности резервуарных конструкций, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин и выпуклостей его поверхности.
В случаях, когда в рабочей документации КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР следует разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений.
В ППР должна быть разработана программа контроля качества сварных соединений, включающая способы и объемы контроля каждого сварного соединения резервуара.
Рекомендуемые способы сварки
Выбираемые способы и технология сварки резервуарных конструкций должны обеспечивать:
высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки (массы наплавленного металла), затрат на сварочное оборудование и организацию технологического процесса;
высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
минимальный уровень деформаций свариваемых конструкций.
При заводском изготовлении резервуарных конструкций основными способами сварки являются автоматизированная сварка под флюсом для листовых конструкций и механизированная сварка в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. При автоматизированной сварке под флюсом резервуарных полотнищ необходимым является оснащение сварочного оборудования системами слежения электрода за стыком.
Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в табл. 6.1 и 6.2.
Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящего к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при сооружении резервуаров должно быть ограничено.
При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра.
Для всех типов сварных соединений возможно использование ручной дуговой сварки с учетом п. 6.3.3.
Требования к подготовке и сборке конструкций под сварку
До начала сварочных работ любые соединения резервуаров должны быть проконтролированы и приняты под сварку по следующим конструктивным и технологическим критериям:
геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), должны укладываться в поле допусков, предусмотренных проектом;
поверхность кромок, а также прилегающие к ним зоны шириной 20 мм должны быть зачищены от любых загрязнений;
сборочные приспособления, закрепляющие кромки свариваемых элементов, должны обеспечивать достаточную прочность и жесткость, чтобы исключить чрезмерные усадку швов и перемещения свариваемых элементов.
Закрепление кромок свариваемых элементов должно выполняться преимущественно с помощью сборочных приспособлений.
При необходимости постановки электроприхваток на монтажных стыках стенки их рекомендуется располагать с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток должен быть минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки, выполняемые в угловых и нахлесточных соединениях, можно переплавлять только после их зашлифовки и визуального контроля качества, при этом такие прихватки должны выполняться квалифицированными сварщиками.
Приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале контроля качества монтажно-сварочных работ.
Требования к технологии выполнения сварных соединений
Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
требуемый уровень механических свойств сварных соединений, предусмотренный проектом;
необходимую однородность и сплошность металла сварных соединений;
оптимальную скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
минимальный коэффициент концентрации напряжений;
минимальную величину сварочных деформаций и перемещений свариваемых элементов;
коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость осаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Требуемая температура и схема подогрева должны быть определены в ППР. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, также должны указываться в технологических проектах. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки должна указываться в ППР в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварка должна быть прекращена или должны быть устроены соответствующие защитные укрытия.
Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ±5 %.
Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с указаниями ППР, исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций. При выполнении монтажных стыков стенки первыми, как правило, должны выполняться швы изнутри резервуара.
Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить визуальный контроль, а обнаруженные дефекты должны устраняться.
Удаление дефектных участков сварных швов производится механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений должна быть занесена в журнал контроля качества монтажно-сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне должно согласовываться с разработчиком технологического проекта.
Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла.
Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов
Постановление Госгортехнадзора России от 09.06.2003 N 76
Федеральный горный и промышленный надзор России
Общие для всех или нескольких областей надзора, Нефтегазодобывающая промышленность, магистральный трубопроводный транспорт, геологоразведка, Химические, нефтехимические, нефтеперерабатывающие и другие взрывопожароопасные и вредные производства
Действующий
Дата изменения в БД: 12.03.2004
Дата внесения в БД: 17.02.2004
В этом же разделе:
Данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями статьи 437 Гражданского кодекса РФ. Для получения информации об условиях сотрудничества, пожалуйста, обращайтесь к сотрудникам компании «Газовик».
© 2007–2022 «Газовик». Все права защищены.
Использование материалов сайта без разрешения владельца запрещено и будет преследоваться по закону.
18. Сварка
Требования настоящего раздела распространяются на сварку конструкций резервуаров при изготовлении и монтаже.
18.1.1. Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик и геометрических параметров, а также по предельным размерам и видам дефектов, допускаемых настоящим Стандартом.
18.1.2. Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом (процедурами), в котором должны быть предусмотрены:
- требования к форме и подготовке кромок деталей, подлежащих сварке;
- способы и режимы сварки, сварочные материалы, а также последовательность выполнения технологических операций;
- конкретные указания по закреплению деталей перед сваркой;
- мероприятия, исключающие образование прожогов, смещение шва от его оси на величину более 2 мм для толщины деталей до 10 мм и на величину более 3 мм для толщины деталей свыше 10 мм;
- мероприятия, направленные на снижение сварочных деформаций.
18.1.3. Монтажную сварку резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть предусмотрены:
- наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
- сварочные материалы, удовлетворяющие требованиям проекта КМ по уровню механических свойств;
- требуемая форма подготовки кромок монтируемых элементов под сварку;
- последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
- режимы и указания по технике сварки, которые должны обеспечить необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
- необходимая технологическая оснастка и оборудование для выполнения сварных соединений;
- допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
- указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
18.1.4. В ППР должны быть предусмотрены мероприятия, направленные на обеспечение требуемой геометрической точности резервуарных конструкций, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин или выпуклостей его поверхности.
18.1.5. Руководство сварочными работами должно возлагаться на специалиста, имеющего специальное образование и прошедшего аттестацию на знание настоящего Стандарта и ПБ 03-273-99.
Руководитель сварочными работами назначается приказом по предприятию: заводу-изготовителю или монтажной организации.
18.1.6. Руководитель сварочных работ перед началом монтажа резервуара обязан:
- изучить проектную документацию на монтаж и сварку резервуара;
- укомплектовать объект в соответствии с ППР оборудованием и материалами;
- отобрать для сварки резервуара сварщиков, имеющих допуск к сварке ответственных конструкций, провести их инструктаж и организовать сварку каждым сварщиком пробных образцов соединений, которые им предстоит выполнять.
18.1.7. Сварщики должны быть аттестованы в соответствии с действующими Правилами аттестации, утвержденными Росгортехнадзором, что должно быть подтверждено удостоверениями.
Окончательное решение о допуске сварщиков к сварке соответствующих типов сварных соединений на резервуаре принимается руководителем сварочных работ на основании результатов контроля образцов, выполненных каждым сварщиком.
Каждому сварщику, допущенному к сварке резервуаров, приказом по заводу (монтажной организации) присваивается личное клеймо.
18.2. Рекомендуемые способы сварки
18.2.1. Применяемые способы и технология сварки резервуарных конструкций должны обеспечивать:
- высокую производительность и экономическую эффективность сварочных процессов;
- высокий уровень однородности и сплошности металла сварных соединений с учетом требований прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых конструкций.
18.2.2. При заводском изготовлении резервуарных конструкций основными способами сварки должна быть автоматизированная сварка под флюсом и механизированная сварка в углекислом газе или в смеси газов на основе аргона, при этом рекомендуется следующее соотношение газов: аргон - 82 %; углекислый газ - 18 %.
18.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при монтаже резервуаров методами рулонной, полистовой или комбинированной сборки, приведены в таблицах 18.1 и 18.2.
Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящим к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при монтаже резервуаров должно быть ограничено.
Таблица 18.1
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка порошковой проволокой
3. Механизированная сварка в углекислом газе
1. Механизированная сварка в углекислом газе.
2. Механизированная сварка порошковой проволокой
3. Автоматизированная сварка под флюсом.
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию,
обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра;
Таблица 18.2
1. Автоматизированная сварка с принудительным формированием шва порошковой или активированной проволокой.
2. Механизированная сварка в углекислом газе.
1. Автоматизированная сварка под флюсом.
2. Механизированная сварка в углекислом газе.
3. Сварка порошковой проволокой с полупринудительным формированием шва.
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра;
18.3. Требования к подготовке и сборке конструкций под сварку
18.3.1. До начала сварочных работ любые соединения резервуаров должны фиксироваться в проектном положении, что может быть обеспечено применением кондукторов, специальных сборочных приспособлений, привариваемых к деталям соединений, или постановкой прихваток.
Сборочные приспособления должны иметь достаточную прочность и жесткость, чтобы исключить чрезмерную усадку швов и перемещения свариваемых элементов.
Если при сварке соединений ожидаются значительные деформации, приводящие к изменению проектной формы, тогда при сборке деталей или узлов конструкций необходимо предусматривать соответствующие компенсирующие мероприятия (предварительный прогиб, строительный подъем, переменный зазор и пр.).
18.3.2. Прихватки, предназначенные для соединения свариваемых деталей, должны располагаться в местах расположения основных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения.
Наложение шва поверх прихваток допускается производить только после зачистки последних от шлака и брызг металла.
Прихватки с порами, раковинами и трещинами должны быть удалены и вновь заварены.
Прихватки должны выполняться сварочными материалами и с использованием технологий, рекомендуемых для сварки основных швов сварных соединений.
Постановка прихваток при монтажной сборке конструкций должна выполняться аттестованными сварщиками.
18.4. Требования к технологии сварки
18.4.1. Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
- требуемый уровень механических свойств и хладостойкости сварных соединений, предусмотренный проектом КМ;
- необходимую однородность и сплошность металла сварных соединений;
- минимальную величину сварочных деформаций и перемещений свариваемых элементов;
- коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
18.4.2. При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость охлаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Требуемая температура и схема подогрева должны быть определены в ППР. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм. Контроль температуры подогрева следует выполнять термокрасками, термокарандашами, контактным термопарным термометром, оптическим пирометром.
18.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. При превышении допускаемой скорости ветра, величина которой указывается в ППР, сварка должна быть прекращена или устроены соответствующие защитные укрытия.
18.4.4. Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ±5 %.
18.4.5. Последовательность выполнения сварных соединений конструкций резервуара и схемы выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с заводскими процедурами или указаниями ППР, исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций.
18.4.6. Не допускается выполнение каких-либо сварочных работ по поверхностям или соединениям, покрытых влагой, маслом, скоплениями окалины, шлака или другого рода загрязнениями. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
18.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить контроль внешним осмотром, а обнаруженные дефекты должны устраняться. Не допускается возбуждать дугу и выводить кратер на основной металл за пределы шва.
18.4.8. Удаление дефектных участков сварных швов должно выполняться механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
18.4.9. Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю внешним осмотром или физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне конструкций группы А должно согласовываться с разработчиком технологического процесса.
18.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
18.4.11. После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла.
18.4.12. Каждый сварщик должен ставить личное клеймо на расстоянии 40. 60 мм от границы выполненного им шва сварного соединения: одним сварщиком в одном месте; при выполнении несколькими сварщиками - в начале и в конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
Руководителем сварочных работ по каждому резервуару ведется «Журнал сварочных работ».
18.5. Термообработка врезок в стенку резервуаров
18.5.1. Термообработке после сварки должны подвергаться врезки с условным проходом 300 мм и более в листы стенки резервуаров толщиной:
- свыше 25 мм для стали с пределом текучести менее 295 МПа;
- свыше 18 мм для стали с пределом текучести от 295 МПа до 345 МПа;
- свыше 12 мм для стали с пределом текучести свыше 345 МПа.
В состав врезки (термообрабатываемого узла) входит:
- обечайка (труба) люка или патрубка, утолщенная окрайка днища (только для придонного очистного люка по п. 8.12.3).
Примечание: Сварной шов приварки фланца к обечайке люка или патрубка термообработке может не подвергаться.
Термообработка врезок должна осуществляться до приварки термообрабатываемых узлов к смежным листам стенки и днищу резервуара.
Термообработка должна производиться в печах по технологическому процессу, разработанному с учетом следующих требований:
- термообрабатываемый узел должен быть полностью собран на заводе и термообработан при температуре от 590°С до 640°С из расчета 25 минут на каждые 10 мм толщины листа стенки;
- температура печи в момент помещения в нее узла не должна превышать 315°С, повышение температуры нагрева, начиная с 315°С, не должно превышать 200°С в час;
- во время нагрева перепад температуры узла не должен превышать 150°С;
- во время нагрева и периода выдержки атмосфера печи должна контролироваться, чтобы избежать чрезмерного окисления поверхности обрабатываемого материала, не должно быть непосредственного воздействия пламени на материал;
- узел должен охлаждаться в печи до температуры 400°С со скоростью не более 240°С в час. Ниже температуры 400°С узел может охлаждаться на открытом воздухе при температуре не ниже 5°С;
- после термообработки сварные швы узла должны быть проконтролированы методом магнитопорошковой или цветной дефектоскопии.
7. Сварка резервуаров
7.1.1. При проектировании металлоконструкций резервуара в КМ рекомендуется определять требования к механическим свойствам сварных соединений и дифференцированно, в зависимости от уровня расчетных напряжений и условий работы соединений, назначен класс сварных швов (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, рекомендуется назначить назначить объем контроля физическими методами различных сварных соединений резервуара.
7.1.2. Рекомендуется, чтобы технологические процессы заводской и монтажной сварки обеспечивали получение сварных соединений, в полной мере удовлетворяющих требованиям КМ по всему комплексу физико-механических характеристик, а также соответствующих нормам по предельно допустимым размерам и видам дефектов с учетом коэффициентов концентрации напряжений. Рекомендуется применять технологии сварки аттестованные в соответствии с Порядком применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03), утвержденным постановлением Госгортехнадзора от 19 июня 2003 года N 103.
7.1.3. Монтажную сварку металлоконструкций резервуара рекомендуется выполнять в соответствии с указаниями ППР, в котором предусматриваются:
- наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
- сварочные материалы, удовлетворяющие требованиям КМ по уровню механических свойств;
- требуемая форма подготовки кромок монтируемых элементов под сварку;
- последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
- режимы и указания по технике сварки обеспечивающие необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
- технологическая оснастка и оборудование для выполнения сварных соединений;
- мероприятия по обеспечению требуемого качества подготовки и сборки под сварку свариваемых кромок;
- допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
- указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
7.1.4. Рекомендуется в ППР предусмотреть мероприятия, направленные на обеспечение требуемой геометрической точности металлоконструкций резервуара, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин и выпуклостей его поверхности.
7.1.5. В случаях, когда в КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР рекомендуется разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений.
7.1.6. Руководство по безопасности сварочными работами рекомендуется возложить на специалиста, имеющего специальное образование и прошедшего аттестацию на знание настоящего Руководства по безопасности и Правил аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденных постановлением Госгортехназора от 30 октября 1998 года N 63. Рекомендуется, что руководитель сварочными работами назначается приказом монтажной организации.
7.1.7. Руководителю сварочных работ перед началом монтажа резервуара рекомендуется:
- изучить проектную документацию на монтаж и сварку резервуара;
- укомплектовать объект в соответствии с ППР оборудованием и материалами;
- отобрать сварщиков, имеющих допуск к сварке ответственных металлоконструкций резервуара, провести их инструктаж и организовать сварку каждым сварщиком пробных образцов соединений, которые им предстоит выполнять.
7.1.8. Сварщики аттестуются в соответствии с Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02), утвержденным постановлением Госгортехнадзора от 25 июня 2002 года N 36 и Правилами аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденных постановлением Госгортехназора от 30 октября 1998 года N 63.
Каждому сварщику, допущенному к сварке резервуаров, приказом монтажной организации присваивается личное клеймо.
7.2. Рекомендуемые способы сварки
7.2.1. Рекомендуется, чтобы применяемые способы и технология сварки металлоконструкций резервуара обеспечивали:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых металлоконструкций резервуара.
7.2.2. При заводском изготовлении металлоконструкций резервуара основными способами сварки являются автоматизированная сварка под флюсом для листовых конструкций, механизированная сварка в углекислом газе или в смеси газов на основе аргона и механизированная сварка порошковой проволокой.
7.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в таблице 26 настоящего Руководства по безопасности.
Таблица 26. Рекомендуемые способы монтажной сварки резервуаров
| Сварное соединение | Рекомендуемый способ сварки |
|---|---|
| 1. Стыковые соединения окраек днища | 1.1. Механизированная сварка в углекислом газе. |
1.2. Механизированная сварка порошковой проволокой
2.2. Механизированная сварка порошковой проволокой.
2.3. Механизированная сварка в углекислом газе
4.2. Механизированная сварка в углекислом газе
5.2. Механизированная сварка в углекислом газе.
5.3. Сварка порошковой проволокой с полупринудительным формированием шва
6.2. Механизированная сварка порошковой проволокой.
6.3. Автоматизированная сварка под флюсом
9.2. Ручная дуговая сварка
10.2. Механизированная сварка порошковой проволокой
11.2. Механизированная сварка порошковой проволокой
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра.
2. Для всех типов сварных соединений возможно применение ручной дуговой сварки.
7.2.4. Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящего к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при сооружении резервуаров не рекомендуется.
7.3. Рекомендации к подготовке и сборке металлоконструкций под сварку
7.3.1. До начала сварочных работ любые соединения резервуаров рекомендуется контролировать и принимать под сварку по следующим конструктивным и технологическим критериям:
- геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), укладывались в поле допусков, предусмотренных проектной документацией;
- поверхность кромок, а также прилегающие к ним зоны шириной 20 мм зачищались от любых загрязнений;
- сборочные приспособления, закрепляющие кромки свариваемых элементов, обеспечивали достаточную прочность и жесткость, и исключали чрезмерную усадку швов и перемещения свариваемых элементов.
7.3.2. Рекомендуется закрепление кромок свариваемых элементов выполнять преимущественно с помощью сборочных приспособлений.
Электроприхватки на монтажных стыках стенки располагаются с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток выбирать минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки, выполняемые в угловых и нахлесточных соединениях, перевариваются только после их зашлифовки и визуального контроля качества, при этом такие прихватки выполняются квалифицированными сварщиками.
7.3.3. Рекомендуется, что приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале пооперационного контроля монтажно-сварочных работ при сооружении вертикального цилиндрического резервуара Приложения N 5 к настоящему Руководству по безопасности.
7.4. Рекомендации к технологии выполнения сварных соединений
7.4.1. Рекомендуемые способы, режимы и техника сварки металлоконструкций резервуара:
- уровень механических свойств сварных соединений, предусмотренный КМ;
- однородность и сплошность металла сварных соединений;
- оптимальная скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
- минимальная величина сварочных деформаций и перемещений свариваемых элементов;
- коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
7.4.2. При сварке металлоконструкций резервуара в зимнее время рекомендуется систематически контролировать температуру металла. Температура и схема подогрева определяются в ППР. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, указываются в технологических картах на сварку. При осуществлении подогрева кромок рекомендуется нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
7.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ рекомендуется систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки указывается в ППР в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварку рекомендуется прекратить или оборудовать соответствующие защитные укрытия.
7.4.4. Сварка производится при стабильном режиме. Не рекомендуется подключать сварочное оборудование к сети колебания величины сварочного тока и напряжения в которой превышают 5%.
7.4.5. Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности соблюдаются в соответствии с указаниями ППР исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов металлоконструкций резервуара.
7.4.6. Не допускается выполнение каких-либо сварочных работ по поверхностям или соединениям, покрытых влагой, маслом, скоплениями окалины, шлака или другого рода загрязнениями. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
7.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке рекомендуется выполнять, не менее чем в два слоя. Каждый слой сварных швов проходит ВИК, а обнаруженные дефекты устраняются. Не рекомендуется возбуждать дугу и выводить кратер на основной металл за пределы шва.
7.4.8. Удаление дефектных участков сварных швов проводится механическим методом (шлифовальными машинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
7.4.9. Заварку дефектных участков сварных швов рекомендуется выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва рекомендуется подвергать повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва выполняется при контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений заносится в журнал пооперационного контроля монтажно-сварочных работ при сооружении вертикального цилиндрического резервуара по образцу 7 Приложения N 5 к настоящему Руководству по безопасности.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне основных конструкций группы А рекомендуется согласовать с разработчиком технологического процесса.
7.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, рекомендуется производить механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
7.4.11. После сварки швы и прилегающие зоны очищаются от шлака и брызг металла.
7.4.12. Идентификация сварных соединений осуществляется клеймлением или составлением исполнительных схем с подписями сварщиков. Каждый сварщик ставит личное клеймо на расстоянии от 40 до 60 мм от границы выполненного им шва сварного соединения: одним сварщиком в одном месте; при выполнении несколькими сварщиками - в начале и в конце шва.
Руководителем сварочных работ по каждому резервуару ведется журнал сварочных работ в соответствии с приложением N 2 СНиП 3.03.01-87 "Несущие и ограждающие конструкции", утвержденного постановлением Госстроя СССР от 4 декабря 1987 года N 280.
7.5. Рекомендации к механическим свойствам сварных соединений
7.5.1. Механические свойства (кроме твердости) металла угловых, нахлесточных и тавровых соединений рекомендуется определять на образцах, вырезанных из стыковых сварных соединений-имитаторов. Стыковые соединения-прототипы рекомендуется выполнять с использованием марок сталей, сварочных материалов и оборудования, предназначенных для сварки указанных выше типов соединений.
7.5.2. Рекомендации к прочностным характеристикам.
Металл сварных соединений выбирается равнопрочным основному металлу. Испытания рекомендуется проводить на трех образцах типа XII или XIII по ГОСТ 6996-66 "Сварные соединения. Методы определения механических свойств", утвержденному постановлением Госстандарта СССР от 3 марта 1996 года N 4736. К металлу сварного шва сопряжения стенки с днищем (уторного шва) рекомендуется дополнительно проверить на равнопрочность с основным металлом по нормативному значению предела текучести.
7.5.3. Рекомендации к ударной вязкости сварных соединений.
Рекомендуемая ударная вязкость при установленной температуре испытаний указана в разделе 2.6 настоящего Руководства по безопасности.
Температуру испытаний устанавливают в соответствии с положениями пункта 2.6.2 настоящего Руководства по Безопасности.
Испытания на ударный изгиб (ударную вязкость) рекомендуем проводить для металла сварного шва и зоны термического влияния стыковых соединений основных конструкций групп А и Б. При этом рекомендуем определить ударную вязкость металла шва и зоны термического влияния на трех поперечных образцах (по шву - три образца; по зоне термического влияния - три образца) с острым надрезом типа IХ (для толщины основного металла 11 мм и более) и типа Х (для толщины основного металла от 6 до 10 мм) по ГОСТ 6996-69* "Сварные соединения. Методы определения механических свойств", утвержденного постановлением Госстандарта СССР от 3 марта 1996 года N 4736.
________________
* Вероятно, ошибка оригинала. Следует читать: "ГОСТ 6996-66". - Примечание изготовителя базы данных.
7.5.4. Рекомендации к технологическим испытаниям на изгиб сварных соединений.
Рекомендуемое средне-арифметическое значение угла изгиба шести поперечных образцов при испытаниях сварных соединений на статический изгиб (тип XXVII по ГОСТ 6996-69* "Сварные соединения. Методы определения механических свойств", утвержденного постановлением Госстандарта СССР от 3 марта 1996 года N 4736) не менее 120°, а минимальное значение угла изгиба одного образца - не ниже 100°. При толщине основного металла до 12 мм включительно испытания рекомендуется проводить изгибом образца с корнем шва внутрь (на трех образцах) и корнем шва наружу (на трех образцах), а при толщине основного металла более 12 мм - изгибом образцов "на ребро" (на шести образцах).
Технологии сварки резервуаров, сосудов, аппаратов и емкостного оборудования

Сварка металлоконструкций резервуаров является основным способом сборки емкостей при их производстве. Для вертикальных резервуаров, изготовляемых методом рулонирования, в заводских условиях свариваются стальные заготовки до получения нужного размера рулонируемого полотнища. На строительной площадке опять же применяется сварка: полотнища свариваются в единый цилиндрический корпус, который приваривается к днищу и к которому приваривается крыша и другие вспомогательные конструкции. Горизонтальные резервуары, состоящие из полотнища, днищ и опор, полностью свариваются в заводских условиях до получения уже готового к монтажу изделия. На объекте к корпусу привариваются лестница, площадка обслуживания и горловина.
В данной статье мы рассмотрим процедуры различных типов сварочных работ, выполняемых на Заводе.
Технологии сварки
Выбор подходящей технологии напрямую зависит от металлопроката, его толщины, и направлен на сохранение прочного соединения, которое способно выдержать сложные условия эксплуатации изделия.
Сваркой называется технологический процесс получения неразъемного соединения путем создания межатомных связей свариваемых элементов. При сварке на элементы осуществляется воздействие трех типов:
- механическое
- термическое
- комбинация механического и термического
В первом случае предполагается деформация деталей под физическим воздействием, при котором элементы соединяются на молекулярном уровне в процессе перехода механической энергии в кинетическую, результатом которой становится нагрев поверхности до температуры сварки.
Второй тип характеризуется выполнением сварочных работ с использованием дополнительных материалов и при обязательном нагреве поверхностей за счет различных источников тепла. Простыми словами, во время нагрева деталей их края плавятся, и расплавленное вещество заполняет пространство между свариваемыми элементами.
Термомеханическая сварка отличается сочетанием двух процессов: внешнего воздействия (например, давление) и нагрева.
На Саратовском резервуарном заводе, в основном, применяется термическая сварка металлоконструкций резервуаров, которая также делится на несколько видов в зависимости от типа источника энергии.
Особенности термической сварки
Процесс термической сварки сопровождается образованием сварочной ванны из основного и присадочного металла, получаемой в результате термического воздействия от сварочной дуги, пламя газа, потока лучей или термита.
Дуговая сварка происходит под воздействием электрического разряда в среде газов при ионизации дугового пространства. Сварочные работы, а именно, подача электрода, может производится в ручном режиме, полуавтоматическом и автоматическом. В зависимости от материала и количества электродов выделяют сварку плавящимся или неплавящимся электродом дугой прямого действия, а также сварку косвенной или трехфазной дугой.
Газовая (газоплазменная) сварка очень удобна для проведения работ на строительных площадках или других местах без возможности подвода электричества. Пламя, полученное при горении смеси горючих газов в кислородной среде, - вот источник тепла, не требующий электрического питания, и за счет которого происходит расплавление стыкуемых поверхностей. В качестве газов применяется, в основном, пропан. Нагрев пламенем и затем остывание полученного шва происходит постепенно, что очень важно при сварке элементов из цветных металлов или тонкостенной стали.
Лучевая сварка происходит в вакууме под воздействием светового луча или потока электронов и применяется в радиодеталях, схемах и иных микроизделий, в связи с чем мы не будем подробно ее описывать.
Термитная сварка осуществляется под воздействием порошковой смеси алюминия, магния и металлической окалины, горение которой нагревает поверхности, соединяется с ними и образует сварочный шов. Результатом становится высокопрочное соединение, позволяющее использовать этот метод для работы с крупногабаритными деталями.
Для соединения изделий толщиной более 5 см и до 3-х метров подходит только электрошлаковая сварка. Для ее выполнения детали устанавливаются вертикально и закрываются подвижными медными ползунами с водяным охлаждением. В горизонтальный поддон размещается флюс, под которым зажигается дуга. В результате флюс плавится и начинает проводить ток, тем самым соединяя свариваемые детали с присадочным материалом. Этот способ максимально подходит для сварки изделий в промышленных масштабах.
Механический и термомеханический типы сварки
За счет механических способов воздействия, таких как, например, ультразвук, давление, трение, взрыв, на поверхности происходит их нагрев, за счет которого расплавленные кромки соединяются.
Термомеханическая сварка применяется в тех случаях, когда другие способы сварки не позволяют получить ровный и качественный шов. Так, среди таких методов выделяют кузнечную, контактную и диффузионную сварку, которые подходят для работы с мелкими изделиями.
Ниже мы рассмотрим используемые на Заводе способы сварки более подробно. На все нижеприведенные способы специализированными сотрудниками САРРЗ получены Свидетельства НАКС.
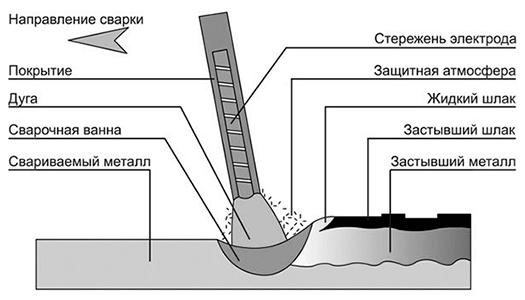
Ручная дуговая сварка покрытыми электродами (РД)
Этот способ применяется для соединения элементов, выполненных из углеродистых марок стали обычного качества, а также качественных, низколегированных, легированных, жаропрочных и жаростойких марок стали.
Такая сварка выполняется за счет зажиганием электрической дуги, которое происходит в результате касания электродов к элементу. В процессе работы необходимо поддерживать длину дуги, перемещая электроды. За счет образования короткого замыкания в том месте, где электрод касается изделия, металл нагревается, происходит возгорание дуги, результатом чего материал электрода или используемой проволоки переносится в место соединения. По мере плавления электрод перемещается вдоль свариваемого соединения по траектории, которая зависит от типа и формы шва, свойств металла и самого изделия.
За счет нагрева и расплавления поверхностей свариваемых деталей происходит выделение газа и образование шлака, который образует защитный слой и предотвращает контакт поверхности и окружающего воздуха. Сварочные газы параллельно вытесняют кислород и азот из зоны сварки, что способствует качественному выполнению шва. Таким образом, состав покрытия электродов защищают сварочную ванну, а также способствуют очистке металла уже после завершения сварки.
Покрытые электроды, используемые в качестве посредника при передаче тока от его источника к металлу, имеют вид стержня с покрытием длиной 250-700 мм. Для установки электрода в держатель один из концов стержня не имеет покрытия.
Преимуществами ручной дуговой сварки покрытыми электродами является возможность выполнения работ в труднодоступных местах, в неудобных свариваемых положениях. Универсальность, способность сваривать большой диапазон сталей и конструкций соединяемых изделий.
Автоматическая сварка под флюсом (АФ)
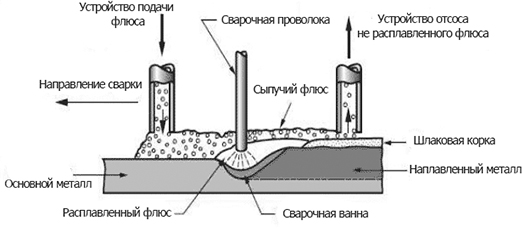
Сварка под флюсом относится к дуговому способу сварки, но с применением флюса в качестве защиты сварочной ванны и выполняемой автоматическими сварными аппаратами. Этим методом выполняются стыковые и угловые швы на металлах из углеродистых, легированных и высоколегированных марок.
Автоматическая сварка, с одной стороны, ускоряет процесс работы за счет высокой скорости подачи сварочной проволоки и движения дуги. С другой стороны, выполнение швов при помощи автоматизированных аппаратов требует более тщательной подготовки поверхности.
В качестве защиты сварочной ванны применяется флюс - порошковое, гранулированное, пастообразное или жидкое вещество, которое напрямую подается в зону сварки. Химический состав флюса защищает место сварки от воздействия кислорода, который приводит к более быстрому окислению шва, тем самым разрушая все изделие в целом.
Среди основных преимуществ этого способа можно перечислить широкую сферу использования, в том числе на крупносерийных производствах, высокую скорость сварки, а также качество выполненных швов, которое так важно при изготовлении изделий для ответственных отраслей промышленности.
Механизированная сварка плавящимся электродом в среде активных газов (МП)
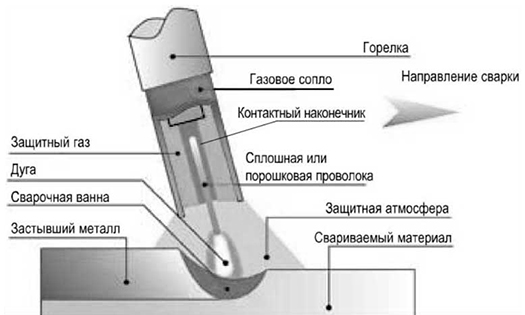
Данный вид сварки также относится к дуговой сварке, выполняемой полуавтоматическим способом, то есть подача проволоки осуществляется автоматически, а перемещение дуги вдоль сварного шва производит сварщик.
Применяется для соединения элементов из среднеуглеродистых и низкоуглеродистых марок стали толщиной от 4 мм до 50-80 мм.
В процессе механизированной сварки электрод и поверхность металла плавятся. Расплавленный состав автоматически подается в сварочную ванну для перемешивания. Уже перемешанный состав заполняет пространство между свариваемыми деталями.
В качестве защиты сварочной ванны от окисления кислородом используется углекислый газ. Дополнительным оборудованием, кроме автоматических и полуавтоматических сварочных аппаратов тракторного типа, выступают баллоны с углекислым газом, подогреватели газа и осушители.
Использование механизированной сварки в углекислом газе позволяет выполнять высокотехнологичные и качественные швы, в том числе в труднодоступных местах, что очень актуально в процессе производства емкостного оборудования для нефтегазовой и химической отраслей.
Это может быть полезно
| Русский термин | Европейская аббревиатура | Американская аббревиатура | Наименование на английском языке |
|---|---|---|---|
| ручная электродуговая сварка покрытыми электродом | EA | MMA | manual metal arc welding |
| AA | SMAW | shielded metal arc welding | |
| механизированная дуговая сварка самозащитной порошковой проволокой | EA | FCAW | flux-cored wire metal arc welding without gas shield |
| AA | FCAW | flux-cored arc welding | |
| дуговая сварка под флюсом | УА/АА | SAW | submerged-arc welding |
| механизированная сварка плавящимся электродом в среде защитных газов | EA | MIG/MAG | gas shielded metal arc welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка плавящимся электродом в инертном газе | EA | MIG | metal-arc inert gas welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка плавящимся электродом в среде активных газов | EA | MAG | metal-arc active gas welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка порошковой проволокой в среде активных газов | EA | FCAW | flux-cored wire metal arc welding with active gas shield |
| AA | FCAW | flux-cored arc welding | |
| механизированная сварка порошковой проволокой в инертном газе | EA | FCAW | flux-cored wire metal arc welding with inert gas shield |
| AA | FCAW-S | flux-cored arc welding | |
| ручная дуговая сварка неплавящимся электродом в инертном газе | EA | TIG | tungsten inert gas welding |
| AA | GTAW | gas tungsten arc welding |
- Русские аббревиатуры способов сварки
РД - ручная дуговая сварка покрытыми электродами (111);
РДВ - ванная ручная дуговая сварка покрытыми электродами;
РАД - аргонодуговая сварка плавящимся электродом (131);
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях (135);
ААД - автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ - автоматическая сварка плавящимся электродом в среде активных газов и смесях;
ААДП - автоматическая аргонодуговая сварка плавящимся электродом;
АФ - автоматическая сварка под флюсом (12);
МФ - механизированная сварка под флюсом;
МФВ - ванная механизированная сварка под флюсом;
МПС - механизированная сварка самозащитной порошковой проволокой (114);
МПГ - механизированная сварка порошковой проволокой в среде активных газов (136);
МПСВ - ванная механизированная сварка самозащитной порошковой проволокой;
МСОД - механизированная сварка открытой дугой легированной проволокой;
П - плазменная сварка (15);
ЭШ - электрошлаковая сварка;
ЭЛ - электронно-лучевая сварка;
Г - газовая сварка (311);
РДН - ручная дуговая наплавка покрытыми электродами;
РАДН - ручная аргонодуговая наплавка;
ААДН - автоматическая аргонодуговая наплавка;
АФЛН - автоматическая наплавка ленточным электродом под флюсом;
АФПН - автоматическая наплавка проволочным электродом под флюсом;
КТС - контактно-точечная сварка;
КСС - контактная стыковая сварка сопротивлением;
КСО - контактная стыковая сварка оплавлением;
ВЧС - высокочастотная сварка.
Читайте также: