Электролизный сварочный аппарат своими руками
Обновлено: 28.09.2024
Аппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает. Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение.
А вот у сторонников малой механизации - любителей создавать всё своими руками такой аппарат наверняка имеется. Возможно, даже самодельный, выполненный по эскизам и с учётом рекомендаций, которые были опубликованы на страницах «Моделиста-конструктора» (№7 за 1980 г. и № 10 за 1985 г.).
О том, как смастерить усовершенствованный вариант малогабаритного, но достаточно мощного аппарата для газовой резки и сварки, работающего по принципу получения водородно-кислородной горючей смеси с помощью электролиза водного раствора щёлочи, рассказывает очередная публикация журнала.
Первая «водогорелка», способная резать и сваривать даже тугоплавкие металлы, у меня с 1985 года. Изготовил её (а сейчас наладил мелкосерийный выпуск аналогов для продажи) по материалам журнала «Моделист-конструктор». Теперь выношу на суд читателей свою последнюю разработку, в основе которой хотя и усовершенствованный (большее число рабочих пластин, модифицированные боковые платы и надёжный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
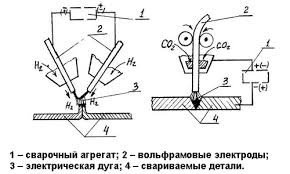
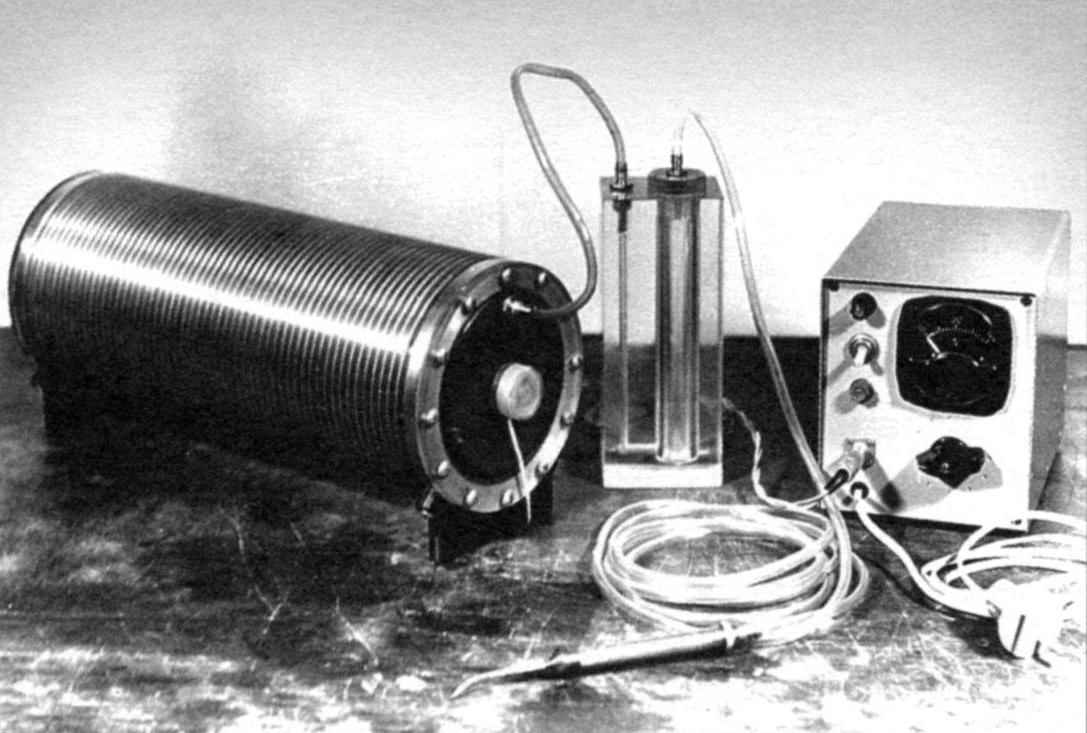
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а - блок-схема, б - готовая самодельная конструкция; ё - блок питания выпрямленным напряжением электросети, 2 - электролизер, 3 - затвор жидкостный, 4 - горелка газовая, 5 - амперметр, 6 - ручка включения аппарата, 7 - ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 - ручка управления потенциометрами, 9 - скоба хранения электрошнура в свёрнутом состоянии, 10 - корпус переносной деревянный, 11 - штепсельная вилка.
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 - плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 - пластина-электрод (жесть, s0,5; 81 шт.), 4 - кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 - втулка-изолятор (кембриковая трубка 6,2x1, L35, 12 шт.), 6 - шпилька М6 (4 шт.), 7 - гайка М6 со стопорной шайбой (8 шт.), 8 - трубка вывода горючей газовой смеси, 9 - раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 - вывод контактный (медь рафинированная, 2 шт.), 11 - штуцер («нержавейка»), 12 - гайка накидная M10, 13 - шайба штуцера («нержавейка»), 14 - манжета (резина кислото- и щёлочеупорная), 15 - горловина заливная («нержавейка»), 16 - гайка накидная Ml8, 17 - шайба заливной горловины («нержавейка»), 18 - шайба герметизирующая (резина кислото- и щелочеупорная), 19 - крышка заливной горловины («нержавейка»), 20 - прокладка герметизирующая (резина кислото- и щёлочеупорная).
Между боковыми платами, соединёнными четырьмя шпильками, размещены металлические пластины-электроды, разделённые резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2. 3/4 объёма заполнена слабым водным раствором щёлочи (КОН или NaOH).
Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру - около 1800° С.
Производительность электролизера зависит от концентрации щёлочи в растворе и прочих факторов. А самое главное - от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания - мощностью и напряжением (из расчёта 2. 3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надёжную работу даже «восьмидесятиячеистого» (пластин-электродов у такого - 81 шт.) электролизера, а тем более - «тридцатиячеистого».
Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени - 0. 1,7 кВт, на второй (при включении SA1) - 1,7. 3,4 кВт.
И пластины для электролизера предлагаются соответствующие - 150x150 мм. Изготавливаются они из кровельного железа толщиной 0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы.
Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надёжной, как лампа Эдисона: включил - заработала, выключил - работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию. керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет - наблюдается лишь небольшая вспышка.
Наконец, в- третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
Рис.3. Керосиновый затвор и принцип его действия (а - при работающем электролизере, б - в момент отключения аппарата): 1 - баллон (2 шт.), 2 - пробка (2 шт.), 3 - штуцер вводный, 4 - штуцер выводной, 5 - керосин, 6 - переходник (стальная труба).
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3).
Потом - барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При её включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа.
Соединительные трубки в аппарате - полихлорвиниловые. Лишь к самой горелке ведёт тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками - и пламя, выдав напоследок легкий хлопок, потухнет.
Рис.4. Принципиальная электрическая схема блока электропитания.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко.
И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0. 1,7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера - поменьше и попроще (рис. 5). По сути, это - двухполупериодный, известный многим самодельщикам регулируемый выпрямитель.
Причём со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприёмнике).
Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнитопровода применён набор Ш16x32 из трансформаторной стали. Обмотки содержат: первичная - 2000 витков ПЭЛ-0,1; вторичная - 2x220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряжённой эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера.
Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязнённый солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щёлочи.
К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щёлочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
Преимущества водородной сварки в сравнении с другими видами газопламенной обработки

Виды сварки
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.

Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Несмотря на многочисленные достоинства атомно-водородной сварки, она не лишена недостатков. Главные из них – это трудности работы с медными изделиями, некоторыми легированными сталями, а также с массивными материалами.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость

Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера

Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Электролизный сварочный аппарат своими руками
Евросамоделки - только самые лучшие самоделки рунета! Как сделать самому, мастер-классы, фото, чертежи, инструкции, книги, видео.
- Лучшие самоделки
- Самоделки для дачи
- Самодельные приспособления
- Автосамоделки, для гаража
- Электронные самоделки
- Самоделки для дома и быта
- Альтернативная энергетика
- Мебель своими руками
- Строительство и ремонт
- Самоделки для рыбалки
- Поделки и рукоделие
- Самоделки из материала
- Самоделки для компьютера
- Самодельные супергаджеты
- Другие самоделки
- Материалы партнеров
Когда наступают очередные праздники, нужно ехать с палатками на природу, и дабы не занимать много места в багажнике, по-быстрому сделал вот такой мангал.
На дачном участке выкопали колодец. Но я сразу не хотел шаблонные домики с крутилкой ставить на бетонное кольцо. Мне кажется как-то это некрасиво что-ли. Да, и в дачный мой стиль немного не вписывается данная конструкция. Решено было придумать что-то своё!
Реализация моей давней мечты. Постарался уместить все то, что, на мой взгляд, должно быть в печном комплексе, чтобы все необходимое было под рукой.
Экономичный сварочный трансформатор
Электрическая дуга была впервые получена в 1802 г. русским академиком В.В. Петровым. За свою более чем 200-летнюю историю она из обычного электрического явления превратилась в мощную технологическую составляющую современного производства. Технический прогресс в промышленности неразрывно связан с постоянным совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического, кузнечно-прессового, химического и энергетического оборудования, в сельскохозяйственном и тракторном машиностроении, в производстве строительных и других конструкций.
Начиная с середины 80-х годов прошлого столетия, стало увеличиваться количество сварочных аппаратов, предназначенных для домашнего применения. Сегодня их изготавливают не только любители-одиночки, но и всевозможные акционерные общества, появившиеся при крупных промышленных предприятиях.
Однако приобрести надежный и удобный сварочный аппарат для личных нужд не так то просто. Дело в том, что при изготовлении подобных устройств очень часто копируются их "старшие братья" (сварочные аппараты для промышленного применения) как бы в уменьшенном виде. Такой подход нельзя считать правильным. Как известно, сварочные аппараты являются энергоёмкими устройствами. Эта особенность, с которой мирятся на производстве, может стать существенным препятствием для применения их в домашних условиях. Попробуем разобраться в причинах этого явления. Почему бытовые сварочные аппараты так же "прожорливы" как и их "старшие братья"? На первый взгляд кажется, что причина кроется в неверных электротехнических расчётах сварочного трансформатора или ошибках, допущенных при его намотке. Такое часто случается, когда трансформатор изготавливают в любительских условиях. Но дело не только в этом. Даже безупречно грамотно рассчитанный сварочный трансформатор потребляет в рабочем режиме значительное количество энергии. Здесь требуется дать некоторые пояснения. В теоретической электротехнике при расчётах используются понятия "идеального источника тока" и "идеального источника напряжения". Первый на любой нагрузке обеспечивает неизменный ток, а второй- неизменное напряжение. Чтобы выйти на такие режимы "идеальный источник тока" должен иметь бесконечно большое внутреннее сопротивление (r=∞), а "идеальный источник напряжения" – бесконечно маленькое внутреннее сопротивление (r=0). Реальные источники электрической энергии имеют внутреннее сопротивление:
и их режим определяется внешней нагрузкой R:
при r > R- мы имеем дело с источником тока,
Так как на внутреннем сопротивлении бесполезно расходуется часть энергии источника, то разным оказывается и КПД данных источников: источник тока имеет коэффициент полезного действия : 0
Все сварочные трансформаторы для ручной дуговой сварки должны работать в режиме источника тока, т.к. постоянство тока электрической дуги обеспечивает высокое качество сварного шва. С этой целью в сварочных трансформаторах принимают меры для увеличения их внутреннего сопротивления ( увеличивают магнитное рассеяние, включают дроссели и т.д.). Платой за качество является сравнительно низкий КПД (близкий к 50%), и, как следствие, значительное потребление энергии.
Чтобы не быть голословным, покажем это на примере бытового сварочного аппарата, рекомендации по изготовлению которого были опубликованы в популярном научно-техническом журнале "Радио" (В. Володин. Сварочный трансформатор: расчёт и изготовление. Радио, 2002 г, №11, №12). По расчётам самого автора его сварочный трансформатор в рабочем режиме будет потреблять мощность около 10 кВт. Можно ли его безопасно эксплуатировать в домашних условиях? Скорее всего нет. Дело в том, что на такую мощность не рассчитана домашняя электропроводка. Сечение её проводов имеет стандартнее значения (S=2,5–4мм2) и, в лучшем случае, позволяют к ней подключать устройства мощностью 3–4 кВт (да и то с соблюдением мер предосторожности). Устройства мощностью в 10 кВт будут вызывать столь значительный разогрев подводящих проводов, что может привести к расплавлению изоляции, образованию коротких замыканий и даже пожару. Кроме того, мощные броски тока, достигающие в сети при работе трансформатора 45 А (а в режиме зажигания дуги до 90 А!), вызовут значительное падение напряжения на проводах электропроводки. Напряжение в осветительной сети станет меняться в диапазоне от 170 до 220 В. Это вызовет неустойчивую работу холодильников, электронасосов, стиральных машин и т.д. и может стать причиной их преждевременного выхода из строя не только у хозяина сварочного аппарата, но и у его ближайших соседей. В дальнейшем состоится неприятный контакт с инспектором Энергонадзора со всеми вытекающими отсюда последствиями.
Попытаемся показать, как, не ухудшая качества, можно снизить энергопотребление сварочного трансформатора до 3,5–4 кВт, сделав его работу безопасной не только для себя, но и окружающих.
Известно, что мощность, потребляемая сварочным трансформатором из сети, в основном определяется мощностью, передаваемой им во вторичную обмотку:
где Р2–полная мощность вторичной обмотки, В·А;
U2хх–напряжение холостого хода вторичной обмотки, В;
I2р–рабочий ток вторичной обмотки, А.
Величина I2р нормирована для каждого диаметра электрода и уменьшать её не рекомендуется, т.к. это ухудшает качество сварного шва. Например, для электродов Ø3 I2р=100-120 А, для электродов Ø4 I2р=180–200 А и т.д. Остаётся напряжение холостого хода U2хх. Для сварочных трансформаторов промышленного назначения его величина выбирается равной 65–70 В. И это вполне оправдано, если не обращать внимание на энергопотребление сварочного аппарата.
Около 14 лет назад автор данной статьи также столкнулся с проблемой снижения энергопотребления при постройке собственного сварочного аппарата. Эксперименты показали, что современная обмазка электродов позволяет зажигать дугу и поддерживать устойчивым её горение даже при напряжении холостого хода U2хх=28 В! Конечно, дуговой промежуток был очень маленьким, и любое небрежное движение сварщика приводило к гашению дуги. Кроме этого, дуга становилась "капризной" на зажигание, если поверхность свариваемых изделий содержала ржавчину или была покрыта оксидной плёнкой. Да и не все типы электродов допускали такой режим. Лучшие результаты сварки под низким напряжением показали электроды Ø3 АНО-21(торговая марка "Тигарбо") Каменского опытного механического завода. (Эти электроды очень популярны на Юге России!).
Уйдём от этой нижней границы. Оказалось, что напряжение U2хх=36–40 В позволяет успешно варить даже начинающему сварщику. При таком напряжении валик сварочного шва получался ровным, т.к. отсутствовало разбрызгивание капель жидкого металла, а шлаковая плёнка была тонкой и легко отслаивалась от изделия. Но самое главное – резко снизилось энергопотребление сварочного трансформатора до 3,5–4 кВт, что сделало его абсолютно пригодным для домашнего применения. Семейный бюджет получил при этом существенный выигрыш.
С учётом изложенного выше, можно сделать вывод: в любом сварочном трансформаторе, после несложной доработки, можно ввести экономичный режим. Для этого во вторичной обмотке необходимо сделать отвод на напряжение 36–40 В. Желательно в трансформаторе также иметь возможность плавного регулирования сварочного тока. Предлагаю один из вариантов экономичного сварочного трансформатора для домашнего применения. В качестве объекта для модернизации был выбран сварочный аппарат, сконструированный В. Мотузасом (В. Мотузас. Компактный, безопасный, бесшумный – журнал "Сельский механизатор", 1987 г., № 2, с. 26). Т.к. большинство читателей журнала не знакомо с этим узкоспециализированным изданием, я, там, где это необходимо, повторю некоторые технологические приёмы его изготовления.
После модернизации сварочный аппарат имел следующие технические характеристики:
экономичный режим
форсированный режим
- напряжение холостого хода 36 В,
- рабочий ток 20-100 А,
- диаметр электрода Ø 1,5; 2; 3,
- мощность, потребляемая из сети
минимальная 750 Вт
максимальная 3800 Вт
- регулирование раб. тока: плавное,
- род тока: переменный
- напряжение холостого хода 50 В,
- рабочий ток 80-140 А,
- диаметр электрода Ø 3,
- мощность, потребляемая из сети
минимальная 4500 Вт
максимальная 7500 Вт
- регулирование раб. тока: плавное,
- род тока: переменный.
В качестве магнитопровода используется статор от списанного электродвигателя, мощностью 12-15 кВт. Чтобы извлечь магнитопровод из корпуса статора, его надо разбить и удалить обмотку электродвигателя. Получится чистый магнитопровод (рис.1).
Зубилом вырубываем на магнитопроводе 12 пазов для намотки первичной обмотки. Вырубывать пазы зубилом нетрудно, металл магнитопровода мягкий. При этом обязательно используются защитные очки: срубленные пластинки могут попасть в глаза. Вырубленный участок обмотаем куском ткани и пропитаем его эпоксидным клеем или лаком. Когда клей высохнет, на этот участок намотаем первичную обмотку W1 (рис.2).
Рис.2 Расположение обмоток.
Наматываем её в несколько слоёв так, чтобы начало и конец обмотки были внизу катушки. Каждый слой друг от друга изолируем тканью, пропитанной эпоксидной смолой или лаком. Верхний слой покрывается двумя слоями ткани, пропитанной эпоксидной смолой.
Рис.3 Каркас вторичной обмотки.
После высыхания клея, целлофан и вспомогательная обмотка удаляются.
Для придания жесткости, каркас вторичной обмотки покрывается ещё одним слоем ткани, пропитанной эпоксидной смолой. После высыхания смолы можно приступать к намотке вторичной обмотки. В качестве материала используется медная (алюминиевая) шина или провод круглого сечения в изоляции. Для расчёта числа витков первичной и вторичной обмоток вначале определяется сечение магнитопровода (S, см2): S=а×в (см. рис.1) Затем определяем число витков на один вольт:
Рассчитываем число витков в первичной W1 и вторичной W2 обмотках:
W2=36 · Т – экономичный режим,
W2=50 · Т – форсированный режим.
ПРИМЕЧАНИЕ. Вторичную обмотку наматывают в такой последовательности:
наматывают витки экономичного режима,
рассчитывают число витков форсированного режима,
доматывают " разницу" между числом витков форсированного и экономичного режимов.
Схема модернизированного трансформатора показана на рис. 4а.
Рис.4а Схема трансфоматора после модернизации.
В качестве примера приведу данные своего сварочного трансформатора. У него форсированный режим введен по-другому: в первичной обмотке делается отвод W1ф, положение которого рассчитывается по формуле:
S=46 см2, Т = 40/46 = 0,87; W1 = 191, W1ф = 143, W2 = 32.
Первичная обмотка содержит 191 виток с отводом от 143 витка, провод ПЭТВ Ø 2,12мм, вторичная обмотка намотана алюминиевым проводом круглого сечения в изоляции, Ø 8 мм.
Чтобы быстро переходить от экономичного режима к форсированному поступают следующим образом. Из изоляционного материала (текстолит, гетинакс) толщиной 5–6 мм вырезают пластину для выводов первичной обмотки. В ней сверлят 3 отверстия Ø 5 мм на расстоянии 20 мм друг от друга по одной прямой. Из медной проволоки Ø 5 мм отрезают 3 куска длинной 45 мм. На них с одного края нарезают резьбу М5. С помощью гаек эти стержни укрепляют на пластине, и, сюда же, присоединяют выводы от первичной обмотки в определённой последовательности (рис.4 б,с).
Рис.4б Экономичный режим трансформатора.
Рис.4с Форсированный режим трансформатора.
Сама пластина крепится к основанию трансформатора с помощью двух уголков. Сетевой шнур с одной стороны имеет штекерный разъём, который позволяет легко переходить от экономичного режима к форсированному.
Последним готовится основание трансформатора. Здесь подойдёт любой изоляционный материал достаточной прочности, например, многослойная фанера, древесина и т.п. Для мобильности к основанию можно приспособить небольшие колёсики от стиральных машин старых выпусков типа "Волга", "Ока". Общий вид сварочного трансформатора показан на рис.5.
Рис.5 Общий вид сварочного аппарата.
При работе в домашних условиях используют, в основном, экономичный режим. Переход в форсированный режим осуществляется перестановкой сетевого разъёма на щитке выводов первичной обмотки. Однако работать в этом режиме длительное время не рекомендуется по причине, указанной в начале статьи. Плавная регулировка тока в обоих режимах осуществляется простым перемещением вторичной обмотки по магнитопроводу Наибольшего значения сварочный ток достигает в положении, когда вторичная обмотка находится поверх первичной. Чтобы зафиксировать вторичную обмотку в определённом положении, используют деревянные брусочки, вставляя их в пазы статора. Если есть возможность подключения сварочного трансформатора к автономному источнику питания (домашней электростанции), то работа в форсированном режиме осуществляется без ограничений.
Конечно, изготовление такого трансформатора - достаточно трудоёмкий процесс. Но, построив его, вы, действительно, забудете все проблемы.
Литература.
Ю.А. Денисов , Г.Н. Кочева, Ю.А. Маслов и др. Справочник сварщика. М.: Машиностроение, 1982.
В. Володин. Сварочный трансформатор: расчёт и изготовление. Радио, 2002 г, № 11, № 12.
В. Мотузас. Компактный, безопасный, бесшумный.- журнал "Сельский механизатор", 1987 г. № 2, с 26
Статья опубликована в журнале "Сделай сам" 2004, №3 с.35–39
Электролиз или волшебство !

Доброго времени суток друзья, по многочисленным просьбам в прошлой записи состряпал небольшой отчёт о том что такое Электролиз, как это работает и как это делал я : Электро́лиз — физико-химический процесс, состоящий в выделении на электродах составных частей растворённых веществ или других веществ, являющихся результатом вторичных реакций на электродах, который возникает при прохождении электрического тока через раствор . Упорядоченное движение ионов в проводящих жидкостях происходит в электрическом поле, которое создается электродами — проводниками, соединёнными с полюсами источника электрической энергии. Анодом при электролизе называется положительный электрод, катодом — отрицательный . Положительные ионы — катионы — (ионы металлов, водородные ионы, ионы аммония и др.) — движутся к катоду, отрицательные ионы — анионы — (ионы кислотных остатков и гидроксильной группы) — движутся к аноду.
И так что нам понадобится : 1) идём в хозмаг и покупаем пару пачек Соды кальцинированной (пропорция — одна столовая ложка на литр воды, я действовал по принципу : кашу маслом не испортишь и высыпал сразу всю пачку на ведро) 2) Находим пластиковое ведро из под эмульсии, так как его и не жалко и оно большое по диаметру . 3) Находим сварочный аппарат инверторный . 4) Понадобится кусок нержавейки (рекомендуется использовать именно нержавейку) . 5) Куски проволоки и деревянный брусок чтобы подвешивать обрабатываемые детали . 6) Перчатки резиновые, так как раствор получается едкий, может разъесть руки . 7) Если кипятить одновременно несколько деталей то понадобится хороший провод, медный чтоб их соединить между собой .
Проделывать данную процедуру лучше на улице, потому что запахон стоит аж глаза режет .
Приступим :
Сначала разводим раствор, 1 столовая ложка на литр воды, затем подвешиваем ржавую деталь и нержавейку рядом но чтоб они не касались друг друга, иначе будет БАХ !

Закрепляем всё это чтоб в процессе не оторвалось и не замкнуло ничего .

Минус подключаем на деталь а плюс на нержавейку (питание должно быть отключено)

Только когда всё закрепили, подвесили, проверили полярность, только после этого включаем сначала в розетку а затем и переключателем на сварочнике, при этом выставляем минимальный ток, смотрим что происходит и только потом добавляем ампераж, я начинал с 20ти ампер, потом поднял до 50ти и далее до 100 ампер, больше не рискнул .
Через два часа получаем первые результаты .

Красота, но это я уже щёточкой прошёлся, можно конечно дождаться когда оно само всё отвалится, но это опять таки время, в моём случае через два часа основной слой отвалился сам а то что осталось было мягким и с лёгкостью отлетело при паре движений щёткой .

В процессе варки всё кипит, бурлит, не пугайтесь, так и должно быть, не забывайте что вода испаряется и иногда нужно подлить свежей, чтоб детали были полностью погружены в раствор, прежде чем чего то там трогать и доливать, обязательно отключайте питание, работайте в перчатках .

Далее просто фото покраски и готовых результатов .


Всё кипит, ржавчина всплывает .





Спасибо за внимание, спасибо Docent86 за его поучительные отчёты, есть вопросы, задавайте !
СВАРКА… ВОДОЙ
Я давний подписчик вашего журнала, многое использую из напечатанного в нем. Особенно мне понравилась статья «Огонь… из воды», напечатанная в «М-К» № 7, 1980. По описанию изготовил электролизёр, и он стал необходимым инструментом в моей мастерской.
Однако вскоре конструкция вызвала разочарование. Большая (20 кг) масса электролизёра, почти такая же — источника питания, недостаточная для некоторых работ производительность, быстрый нагрев при работе, наличие напряжения на неизолированных электродах, постоянные протечки электролита через стыки, вспенивание и выброс электролита в затвор и горелку, быстрое растворение электродов — все эти недостатки нужно было устранять.
В результате появилась конструкция, избавленная от перечисленных недостатков. Предлагаемый электролизёр работает уже много лет без нареканий. Конструкция его достаточно проста, а многократное облегчение достигнуто за счёт уменьшения расхода материалов (кроме электролита).
Аппарат понравился многим моим друзьям и знакомым, изготовлено ещё несколько экземпляров (названных в шутку «плазмотронами»: название прижилось — наверное потому, что легче выговаривать) различной производительности — от 200 до 500 л/ч газовой смеси. Просьбы помочь в изготовлении электролизёра продолжаются, и я решил написать в ваш журнал.
Устройство электролизёра
Основная часть электролизёра — корпус 1 (рис.1), футерованный внутри диэлектриком 2; в нём установлены внутренние электроды 5, отделённые один от другого резиновыми кольцами 12. По концам корпуса установлены фланцы 3 с концевыми электродами 6, герметичными токоподводами 7 и штуцерами 4. Прозрачные фланцы 3 (из оргстекла) и прорези по краям концевых электродов 6 служат для визуального контроля уровня электролита и процесса электролиза.
Электроды изготовлены из нержавеющей стали, не растворяющейся при работе электролизёра. Так как внутренние электроды не несут технической нагрузки, не выполняют функции теплоотвода и не растворяются при работе, то их можно изготавливать из очень тонкого материала — фольги толщиной 0,05…0,2 мм.
Все электроды 5 имеют по два отверстия 11 в верхней части для выхода газа и заливки электролита. В нижней части электродов делать отверстия нельзя, т.к. они резко ухудшают работу электролизёра, шунтируя электрическую цепь ячеек и вызывая «передавливание» электролита к выходному штуцеру. Электролизёр с такими электродами (с отверстиями внизу) быстро нагревается; возникают и выбросы электролита через выходной штуцер.
Электроды разделены резиновыми кольцами 12 — прямоугольного сечения. Кольца по наружному диаметру несколько больше (на 1 …2%) внутреннего диаметра электролизёра, что при сборке обеспечивает достаточно хорошую герметичность ячеек без применения герметиков и препятствует перетеканию электролита при наклонах электролизёра.
Штуцеры 4 служат для заливки электролита, воды и отвода выработанной газовой смеси. При работе один из штуцеров закрыт заглушкой 10. Подвод питающего напряжения к концевым электродам производится через герметичные токоподводы 7. На фланцах они закрыты изолирующими крышками (на рис. 1 не указаны, см. фото). При этом втулка (рис. 3) с натягом крепится на гайке, фиксирующей токоподвод и на неё навинчивается крышка.
Изготовление аппарата
Предлагаемые описание и эскизы относятся к варианту электролизёра производительностью до 200 л/ч смеси кислорода и водорода.
Корпус 1 (рис. 1) электролизёра изготавливается на токарном стенке. Материал корпуса — алюминиевый сплав марки Д1Т, Д16Т, АК8Т. Оси резьбовых отверстий М4 в торцах корпуса для крепления фланцев должны совпадать.
Изолятор 2 корпуса является важной частью электролизёра, так как обеспечивает электробезопасность и защиту корпуса от электролита. Он изготавливается из листового материала толщиной 1 мм (если толще, то необходимо скорректировать размеры фланца и электродов или же корпуса). В качестве изолятора можно использовать листовую резину, пластифицированный винипласт, полиэтилен, хлорвинил. Из листовой заготовки свёртывается труба длиной 420 — 450 мм; стык сваривается любым доступным способом (например, нагревом обеих кромок по всей длине ленточкой-нагревателем, с последующим сжатием в специально сделанном приспособлении). Можно просто с помощью паяльника, через разделительную прокладку из плёнки лавсана или фторопласта, чтобы расплавившийся пластик не прилипал к жалу паяльника.
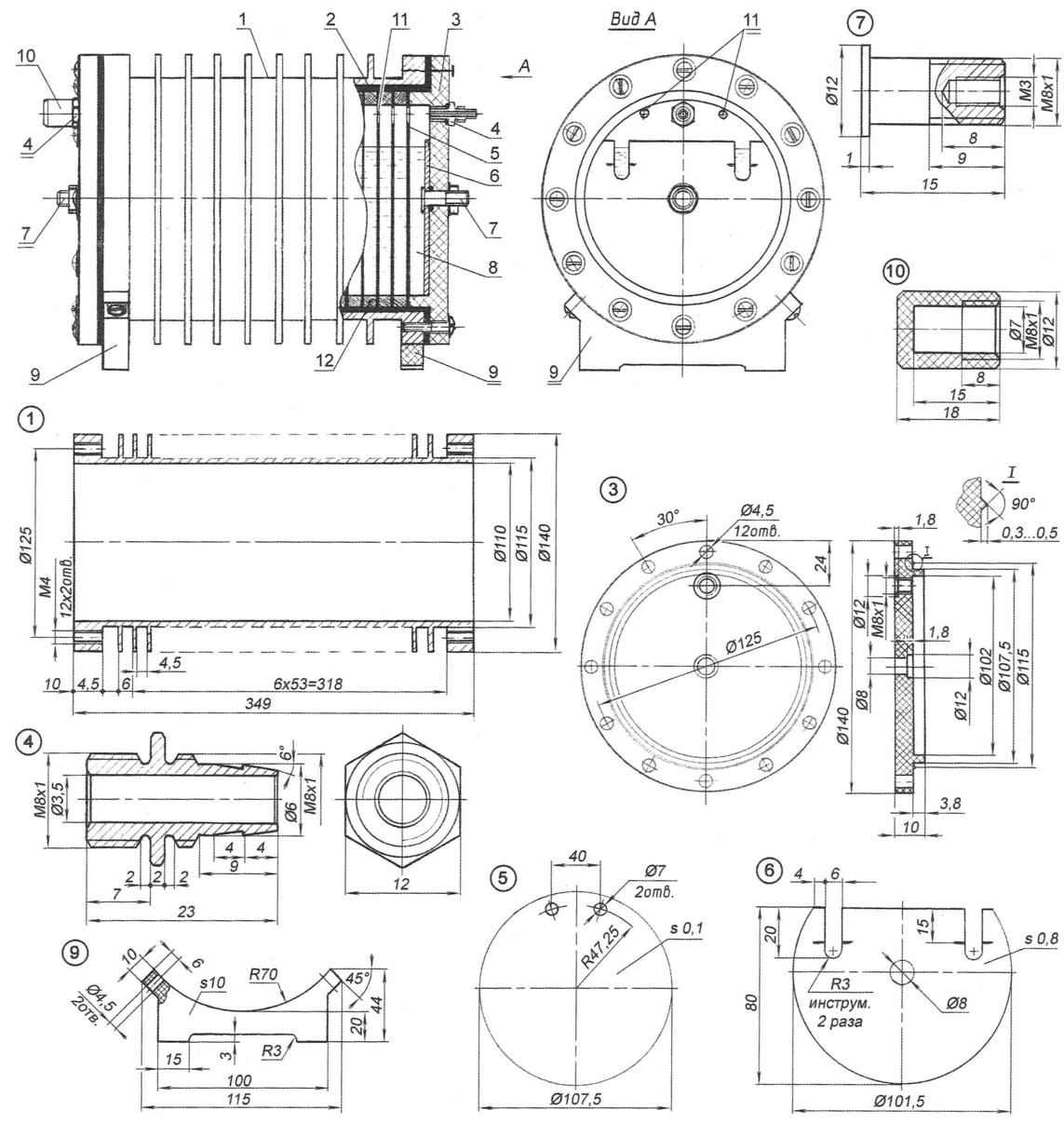
Рис. 1. Электролизёр:
5 — внутренний электрод;
6 — концевой электрод;
10 — заглушка штуцера;
12 — резиновое кольцо.
При изготовлении изолятора из резины края нужно соединить с помощью сырой резины и вулканизатора. Вулканизатор самодельный, из алюминиевого бруска на всю длину стыка.
Заготовка изолятора должна быть такой ширины, чтобы диаметр получившейся трубы был больше внутреннего диаметра корпуса на 1 — 1,5%. Труба из изолятора вставляется внутрь корпуса с равными выступами по концам. Эти выступающие концы у пластиковой трубы вместе с частью корпуса разогрейте в кипящей воде и после их размягчения заверните на корпус (для резины нагрев, конечно, не потребуется). Подойдет и сантехническая труба из полиэтилена диаметром 110 мм. Необходимо учесть, что алюминиевые сплавы бурно реагируют с растворами щелочей, поэтому герметичность изолятора должна быть гарантированной.
Резиновые кольца 12 — из листа толщиной 2 — 2,5 мм. Сначала изготавливается труба диаметром на 1 — 1,5% больше внутреннего диаметра изолятора корпуса, потом на деревянной оправке на токарном станке нарезаются кольца шириной 3 мм.
Фланцы 3, заглушки 10 и крышки для токоподводов выполняются из листового оргстекла толщиной 10 мм. Фланцы полируются до хорошей прозрачности.
Штуцеры 4, электроды 5 и 6, токоподводы изготавливаются из нержавеющей стали 12Х18Н9. Электроды 5 — из фольги, вырезаются вручную ножницами, с последующей обработкой комплекта их на токарном станке (или без обработки, если они вырезаны очень аккуратно). Количество электродов 110 шт. Отверстия в верхней части электродов пробиваются с помощью простейшего штампа: берётся стальная полоса толщиной 2 — 3 мм и размерами 20×60 (сталь У7) и сгибается пополам с зазором 0,2 — 0,5 мм. В пластинке сверлится сквозное отверстие сверлом диаметром 6 — 7 мм, после чего пластина закаливается. Вместо пуансона можно использовать заточенный хвостовик сверла, подобранного так, чтобы сверло входило в штамп как можно с меньшим зазором, но не туго. Отверстия в электродах получаются хорошего качества, без рваных краёв и заусенцев.
Концевые электроды 6 крепятся на фланце с помощью токоподводов 7 и низкой гайки М8х1. Для герметизации в проточку на фланце устанавливается резиновое кольцо. Штуцеры 4 на фланцах — также с резиновыми кольцами для герметизации.
Подставки 9 — из любой пластмассы: они крепятся на корпусе так, чтобы стык изолятора оказался в верхней части.
Все внутренние детали электролизёра перед сборкой должны быть хорошо промыты горячей водой с содой.
После установки одного из фланцев начинается монтаж внутренних электродов. Делается это так. Корпус устанавливается вертикально, опускается электрод и ориентируется в корпусе (например, с помощью толстой вязальной спицы). Потом опускается резиновое кольцо и прижимается к электроду специальным приспособлением. Оно представляет собой диск из толстой ровной фанеры с диаметром, равным диаметру электрода; в центре прикреплена длинная (300 — 350 мм) деревянная круглая ручка. В диске должны быть отверстия для прохода воздуха. После установки нескольких колец и электродов нужно их с силой «утрамбовать».
По окончании монтажа проверяется герметичность электролизёра в ванне с водой: накачивается воздух давлением 1,5 — 2 кгс/см2 от автомобильного насоса. Герметичность должна быть полная.
Перед заливкой электролита с обоих штуцеров снимаются заглушки: электролитом нужно заполнить весь объём электролизёра. После заливки аппарат приводится в рабочее состояние. На штуцеры надеваем резиновые трубки и концы их опускаем в трёхлитровую стеклянную банку. Подключаем электролизёр к источнику питания. Увеличиваем ток до 4 А ступеньками через 0,5 А с выдержкой по 3 — 5 минут. Выходящий газ вынесет из электролизёра вместе с образующейся пеной остатки грязи на деталях. Максимальный рабочий ток 3,5 А.
При нормальной работе электролизёра уровень электролита при включении тока поднимается всего на несколько миллиметров без образования пены. Если она всё же образуется и при работе выносится из электролизёра через штуцер, то необходимо заменить электролит свежим и повторить операцию подготовки электролизёра к работе.
Для приготовления электролита используется только чистый едкий натрий и дистиллированная вода. Концентрация электролита 10 — 20%.
До начала эксплуатации, а также периодически в процессе пользования аппаратом проверяйте сопротивление изоляции мегомметром на 500 В (или в крайнем случае тестером на пределе измерения МОм). Сопротивление изоляции должно быть не менее 0,5 МОм.
Источник питания может быть выполнен на тиристорах или в виде автотрансформатора со ступенчатым регулированием тока, с железом, рассчитанным на 120 — 150 ВА мощности.
Читайте также: