Электромуфтовая сварка полипропиленовых труб
Обновлено: 17.05.2024
Полипропилен является относительно дешевым материалом для прокладки водопровода, отопления и других коммуникаций, который, в отличие от металла, не подвержен коррозии. Чтобы соединить трубы из полимера, необходим сварочный аппарат. В зависимости от вида стыковки труб применяют разные паяльники, лучшие из которых описаны в нашем обзоре. Еще мы рассмотрим советы по выбору оборудования для сварки полипропилена, чтобы Вы лучше ориентировались в характеристиках при выборе.
Как выбрать сварочный аппарат для полипропиленовых труб
Торцы коммуникаций из полимера для водопровода и отопления плавятся при температуре от 260 градусов, поэтому все производители паяльников ориентируются именно на этот показатель. Большинство моделей имеет рабочий диапазон от 260 до 320º С и сильно переживать об этом значении не стоит. Но есть критерии выбора аппарата, способного соединять полипропилен, которые важно учесть при покупке:
- Конфигурация нагревательного элемента. Среди моделей для муфтового соединения бывает два типа: мечевидный и цилиндрический. У первого есть одно, два или три фиксированных отверстия для расположения насадок. Это оптимально для работы за столом или на полу. У второго варианта матрицы одеваются в виде хомутов и могут располагаться на любом расстоянии от края, что удобно для пайки близко у стены или другого препятствия.
- Мощность. От величины показателя зависит скорость нагрева полипропилена и время исполнения каждого стыка. Характеристика аппаратов варьируется от 500 до 2000 Вт. Промышленные модели бывают на 4000 Вт.
- Количество ТЭНов. Для разогрева полипропилена внутри аппарата могут применяться один или два ТЭНа. От их числа зависит время выхода на рабочую температуру.
- Тип регулятора температуры. Бывает механический или электронный. Аппараты с первым дешевле, а со вторым функционируют более точно.
- Число насадок в комплекте. Обычно производители кладут в набор несколько насадок с тефлоновым покрытием (3-7 шт). Чем их больше, тем шире возможности аппарата по пайке полипропилена и тем меньше придется вкладывать средств в будущем.
- Масса. Вес паяльника может варьироваться от 900 г до 3 кг. При стационарной установке предпочтительнее тяжелые модели, которые будут меньше ерзать по столу. Для манипуляций на весу выбирайте те, что полегче.
- Дополнительные функции. Аппараты для стыковки полипропилена могут оснащаться индикаторами сети, выхода на рабочую температуру и срабатывания перегрева, что упрощает эксплуатацию. Еще у некоторых бывает дисплей, показывающий фактическую, а не выставленную температуру. Таймер пригодится, чтобы задать определенное временное значение пайки полипропилена и меньше контролировать процесс. Термостат будет поддерживать заданный режим.
Еще аппараты отличаются по способу сварки, в связи с чем мы разделили наш обзор на три категории.
Рейтинг лучших сварочных аппаратов для полипропиленовых труб
Лучшие аппараты для муфтовой сварки труб из полипропилена
Муфтовая сварка труб из полипропилена является одной из самых простых, обеспечивающих герметичный и ровный стык. Для этого необходима муфта из этого же материала, которая разогревается аппаратом с одного конца. Ответная часть трубы тоже нагревается и детали вставляются одна в одну. Второе название этого метода сварки полипропилена — раструбная.
Rothenberger Roweld P63Т
Возглавил эту категорию мечевидный немецкий сварочный аппарат с мощностью 800 Вт, обладающий электронным управлением. Паяльник выпускается непосредственно в Германии. В комплекте к аппарату поставляются 6 насадок для разного диаметра полипропилена, где наименьшая 20 мм, а наибольшая — 63 мм. Сварочник оснащен цифровым дисплеем, показывающим текущую температуру, что облегчает контроль за состоянием аппарата. Весит устройство 1.8 кг. Приоритетное направление для эксплуатации — это работа за столом или на полу, для чего предоставляются U-образная подставка и струбцина.
Согласно отзывам, аппарат самостоятельно и точно поддерживает заданную температуру, поэтому сварка полипропилена происходит без задержек. Электронное управление не дает чрезмерно расплавить торец и обеспечивает отменную производительность.
Достоинства
- подставка не скользит по столу ввиду прорезиненных упоров;
- продуманная термоизоляция между нагревательным элементом и остальной частью корпуса;
- цифровой дисплей облегчает контроль;
- мощность 800 Вт.
Недостатки
- стоимость очень высокая;
- короткая рукоятка неудобна для активных манипуляций аппаратом — больше подходит для стационарной работы на столе.
Dytron SP-4a 650W TraceWeld Mini blue
Второе место эксперты отдали цилиндрической модели, оснащенной тремя матрицами на 20, 25 и 32 мм. Благодаря такой форме аппаратом удобно вести сварку труб близко к стене или другим коммуникациям, поскольку место размещения матрицы ничем не регламентируется по удаленности от края. Мощность паяльника 650 Вт, чего достаточно для набора температуры 180-280º С. Весит сварочник 1.3 кг.
Профессиональный аппарат для сварки полипропилена отличается расширенной шкалой регулировки температуры, облегчающей настройку прибора. На панели регулятора указаны не только градусы нагрева, но и диаметр труб. В зависимости от последнего значения мастер может установить нужную температуру, оптимальную для конкретной толщины стенки трубы из полипропилена. Это поможет быстро разогреть полимер, но не перепалить его. Еще аппарат имеет таймер, который сам определяет, сколько нужно греть полипропилен. Это значительно облегчает работу, особенно когда сварка ведется с разными диаметрами труб, где временное значение расплавления пластика меняется.
- длинная удобная рукоятка с ограничителем на торце;
- легко подлазить для сварки труб близко у стены;
- металлический прочный кейс в комплекте;
- автоматический таймер.
- насадки свыше 32 мм придется купить отдельно;
- стоимость довольно высокая.
FORA PROFESSIONAL 1600
Продолжает обзор профессиональный аппарат для сварки с мощностью 1600 Вт. Такой показатель объясняется наличием внутри сразу двух ТЭНов. Благодаря этому устройство быстрее выходит на рабочую температуру с максимумом в 300º С. Регулировать ее можно при помощи переключателя сбоку на корпусе. Мечевидная часть содержит 3 отверстия для фиксации насадок, что удобно при частых переходах между сваркой труб полипропилена с разным диаметром. Прорезиненная рукоятка облегчает удержание "утюга" во вспотевших руках. В отзывах владельцы довольны устойчивой подставкой, благодаря которой аппарат не шатается во время сварки.
Мы посчитали товар лучшим по комплектации. Здесь покупатель получает сразу все необходимое для работы с полипропиленом. В металлическом кейсе находится сам сварочник, 6 насадок с тефлоновым покрытием, рулетка, отвертка, ключ для смены матриц, струбцина и подставка на стол. Еще производитель прилагает к нему труборез, который, согласно отзывам, режет полипропилен довольно качественно.
- устойчивая подставка;
- ножницы отлично режут полипропилен;
- понятная индикация работы;
- нержавеющая подошва и два греющих элемента.
- за час работы потребляет 1.6 кВт электроэнергии;
- короткий сетевой шнур 2 м.
CANDAN СМ-04
Эта модель рассчитана на сварку полипропилена, выполняемую на столе. Нагревательный элемент здесь плоский, но не мечевидный, а круглый, поэтому вести манипуляции по месту пролегания труб им не очень удобно. Да и вес в 3 кг быстро утомит руку. Зато увеличенная площадь ТЭНа разрешает соединять трубы с диаметром от 16 до 110 мм. Правда, в комплекте прилагается всего три матрицы на 50, 63 и 75 мм, поэтому остальные придется приобрести отдельно. В отзывах покупателям нравится надежная подставка крестовидной формы, обеспечивающая устойчивое положение паяльника. На одной из сторон предусмотрен зажим, облегчающий фиксацию кронштейна к стойке или столешнице.
Аппарат выделяется самой высокой мощностью 2000 Вт, обеспечивающей почти мгновенное расплавление полипропилена за счет температуры нагрева до 320 градусов. Благодаря такой характеристике сварка пластиковых труб ведется гораздо быстрее.
- универсальная подставка-струбцина;
- прочный кейс;
- аппарат немного короче аналогов;
- собран качественно и без щелей.
- неудобно вести сварку полипропилена близко у стены;
- только три насадки в комплекте;
- весит аппарат 3 кг;
- одновременно можно установить только одну пару матриц для полипропилена.
ELITECH СПТ 1500
Отечественный бренд ELITECH предлагает достойного конкурента с мощностью 1500 Вт и возможностью нагрева меча до 300º С. Управлять работой ТЭНов можно как плавно, при помощи терморегулятора, так и ступенчато, посредством двух тумблеров сверху. Световой индикатор контроля облегчает взаимодействие с прибором и упрощает работу. Мечевидная часть содержит три отверстия для установки матриц. В комплекте уже есть 6 вариантов под диаметр труб от 20 до 63 мм. Судя по отзывам, мастерам нравятся приятные мелочи в наборе для работы с полипропиленом, например перчатки, труборез и уровень.
Мы посчитали аппарат для муфтовой сварки полипропиленовых труб лучшим по соотношению цены и качества. За стоимость в 2-3 раза меньше, чем у именитых моделей, Вы получите два ТЭНа с общей мощностью 1500 Вт, отличное тефлоновое покрытие матриц, к которым не будет прилипать полипропилен, и богатую комплектацию.
- три отверстия для установки матриц под разный диаметр труб;
- прорезиненная ручка;
- уровень в комплекте для проверки ровности соединенной трубы;
- качественное покрытие насадок — полипропилен не прилипает во время сварки.
- короткий сетевой кабель 1.2 м;
- хлипкий труборез в комплекте — может сломаться на второй день работы.
Лучшие аппараты для электромуфтовой сварки труб из полипропилена
Второй способ соединения полипропилена — это электромуфтовая сварка. Для стыковки используются специальные муфты, в которых предусмотрены гнезда для подключения проводов. Штрих-код на детали содержит параметры температуры и времени воздействия, устанавливаемые автоматически на аппарате после считывания сканером. Стоят такие модели значительно дороже паяльников для сварки, но оператору работать гораздо проще. После установки и включения все происходит автоматически.
Rothenberger Roweld Rofuse Basic 48
Первое место среди моделей для электромуфтовой сварки полипропилена занимает снова товар от немецкого бренда Rothenberger. Устройство питается от сети 220 В и подходит для пайки труб с диаметром до 315 мм, что разрешает прокладывать не только разводку по квартире из полипропилена, а целые стояки в многоэтажном доме. Пользователи положительно отзываются как о работе аппарата в целом, так и о приятных мелочах в виде сенсорных кнопок, защищающих от поражения электрическим током, или кармашка для размещения считывателя штрих-кодов на кабеле.
Наши эксперты посчитали прибор лучшим для эксплуатации на крупных строительных объектах, где могут быть перепады напряжения, поскольку аппарат стабильно ведет сварку полипропилена со входящим током 180-230 В. Если произойдет короткое замыкание, то прибор автоматически отключится. Полностью металлический корпус хорошо переносит суровые строительные условия.
- удобная рукоятка для транспортировки;
- мгновенное считывание штрих-кодов ультра компактным сканером;
- большой цифровой дисплей;
- сенсорные кнопки защищены от влаги.
- весит 16 кг, поэтому тяжеловат для частой перестановки;
- стоимость очень высокая.
Nowatech ZERN-4000 PLUS
Польский производитель Nowatech предлагает аппарат для электромуфтовой сварки полипропилена в тех местах, где стыковой метод соединения труб невозможен. Прибор оснащен электронным терморегулятором и функционирует от сети 220 В. У него есть длинный сетевой провод с угловыми электродами и сканер для считывания параметров сварки. Из отзывов видно, что аппарат нравится профессионалам степенью защиты корпуса IP55, разрешающим использовать его на стройке даже под дождем.
Эксперты посчитали сварочный прибор лучшим ввиду возможности паять полипропиленовые трубы с диаметром до 120 см. Для этого модель обладает мощностью 4000 Вт. С помощью такой сварки можно соединять не только трубы отопления и водопровода, но монтировать коллекторы из полипропилена по распределению теплоносителя к домам. Производительность оборудования не падает, даже если запитывать его от генератора, что выгодно в условиях стройплощадки.
- поставляется в прочном железном кейсе;
- небольшие габариты 43х28х18 см;
- есть угловые наконечники в комплекте;
- защита корпуса от пыли и влаги IP55.
- сканер очень крупный и выполнен в пластиковом корпусе;
- весит 25 кг;
- высокая стоимость.
Лучшие аппараты для стыковой сварки труб из полипропилена
Стыковая сварка труб осуществляется без использования муфт. Два торца трубы подводятся к плоскому нагревательному элементу, оплавляются и соединяются вместе при помощи сдавливания. Расплавленный полипропилен с двух сторон перемешивается, образуя сварной герметичный шов. Такая технология значительно удешевляет сам процесс сварки, поскольку получается экономия на муфтах. Но стоимость аппаратов здесь дороже и понадобится дополнительно прижимное оборудование, фиксирующее трубы с разным диаметром.
Rothenberger ROWELD HE 200 55316
Паяльник для стыковой сварки полипропилена без муфт имеет мощность 800 Вт и поставляется в металлическом кейсе. Нагрев торцов изделий из полипропилена осуществляется при помощи плоской круглой вставки, покрытой антиприлипающим слоем ПТФЭ. На рукоятке есть индикатор сети, контроллер нагрева и диод, показывающий срабатывание защиты от перегрева. Рабочая плата проверена по стандарту VDE и отличается длительным ресурсом.
Мы посчитали аппарат для стыковой сварки труб лучшим по компактности. Он состоит всего лишь из рукоятки с тумблерами включения и регулировки температуры, к которой присоединяются нагревательные платы различного размера под трубы с диаметром 20-250 мм. Устройством легко манипулировать на высоте под потолком и совершать стыковку труб в неудобных местах. Замена греющих пластин проводится в одно касание, что экономит время при пайке полипропиленовых коммуникаций с разным диаметром.
- антиприлипающее покрытие;
- электронная система регулировки температуры;
- есть световая индикация и защита от перегрева;
- замена нагревательных плат в одно касание.
- высокая стоимость;
- при сварке на весу большая вероятность искривления оси трубы;
- продается без струбцины.
OMISA 6160/N
Эта модель предназначена для стационарной стыковой сварки полипропиленовых коммуникаций. У аппарата предусмотрены прижимы с центратором, обеспечивающие сохранение оси трубы после сварки. Еще здесь есть электрический торцеватель, снимающий край трубы под 90º, чтобы на стыке не было щелей. Мощность сварочного зеркала составляет 900 Вт. В комплекте находятся 7 вкладышей под диаметры труб от 40 до 125 мм. Максимально возможный размер окружности достигает 160 мм, но вставки придется приобрести отдельно.
Хотя в аппарате прижим расплавленных торцов трубы осуществляется механическим приводом, но его отличие от большинства конкурентов в том, что управляется система одним рычагом, а не двумя. Благодаря этому сварку труб может вести один человек, убирая нагретое зеркало одной рукой и подводя трубы друг ко другу второй. У других моделей понадобится помощь второго человека, либо возникнет потеря времени, пока оператор положит паяльную пластину и нажмет на привод двумя руками.
- хорошая комплектация;
- стальной ящик выдержит даже не аккуратную транспортировку;
- все рычаги оснащены резиновыми рукоятками;
- центратор с прижимом облегчает ровное соединение труб.
- не подходит для стыковки труб с диаметром меньше 40 мм;
- ящик весит 90 кг, поэтому транспортировка только на тележке;
- ручной привод, хотя бывают и гидравлические.
Rijing Makina HDT 160
Модель обладает мощностью 1000 Вт и подходит для стыковой пайки полипропилена с диаметром труб от 40 до 160 мм. Устройство состоит из отдельной платформы с полукруглыми откидными фиксаторами и цилиндрическим прижимным механизмом ручного действия. Вторая часть выполнена в виде рамы для электрического торцевателя с мощностью 700 Вт и подставки для сварочного зеркала. Рабочая температура ТЭНа достигает 300 градусов. Длинный сетевой провод 3 м разрешает обходиться в большинстве случаев без переноски.
В категории сварочных аппаратов для стыкового соединения труб этот выделяется сравнительно малым весом комплекта 35 кг, поэтому его легче транспортировать на место работы. При небольшой массе модель ничем не уступает вышеописанной по характеристикам.
Виды монтажа полипропиленовых труб. Электромуфтовая и инфракрасная сварка

Данные способы монтажа полипропиленовых труб появились сравнительно недавно и сразу же завоевали большую популярность у специалистов. Суть электромуфтовой сварки заключается в том, что нагревательными элементами здесь служат специальные электрические муфты спирального типа. Перед нагревом их необходимо разместить внутри стыка трубы и фитинга, надев последние на муфту таким образом, чтобы получилось уже почти готовое соединение, то есть задвинуть их. После того как подготовительная работа завершена (а при соответствующем навыке она займёт буквально несколько секунд), на муфту начинает подаваться электричество, в результате чего она постепенно нагревается до необходимой температуры. Теперь соединение расплавленных частей труб осталось лишь зафиксировать и скорректировать при необходимости.
Надо заметить, что электромуфтовая сварка — пожалуй, один из самых удобных и, что не менее важно для многих, скоростных способов монтажа полипропиленовых труб, отличающийся также и достаточно высокой эффективностью. Единственным минусом можно назвать разве что достаточно высокую стоимость оборудования, ведь для каждого стыка нужна своя муфта, которая выходит, конечно, заметно дороже, чем обычный фитинг. Зато получаются быстрые и абсолютно герметичные соединения, так что те, для кого важно сочетание удобства и качества, а финансовая составляющая не стоит на первом месте, безусловно выберут именно этот способ монтажа полипропиленовых труб.

Единственный нюанс при выполнении электромуфтовой сварки заключается в том, что в некоторых случаях для обеспечения дополнительной надёжности необходимо зажимать трубы с надетыми на них электрическими спиралями (муфтами). И уже только после этого можно надевать на муфту вторую стыкуемую трубу и задвигать муфту, чтобы она очутилась внутри. После этого можно уже подавать на электромуфту питание и выполнять прогрев соединения. При этом вы не пропустите момент, когда нужно отключать питание, поскольку все электрические муфты имеют специальные отверстия, своеобразные индикаторы — как только через эти отверстия начнёт проступать расплавленный полипропилен, это верный признак того, что пришло время отключать аппарат и остужать стык (впрочем, остынет он сам).

Что касается инфракрасной сварки полипропиленовых труб, то о данном способе много писать не будем, поскольку ИК сварка практически аналогична стыковой с той лишь разницей, что при ИК сварке нагревание до требуемой для соединения полипропиленовых труб температуры выполняется специальным инфракрасным, а не обычным сварочным аппаратом (отсюда и название этого метода). И, разумеется, ИК сварка несёт на себе и все особенности стыковой сварки — она не слишком хороша для монтажа домашних и коммунальных полипропиленовых систем водоснабжения и отопления, но прекрасно подходит для прямых линий промышленных трубопроводных систем, где точность стыковки обеспечивается не вручную (что, естественно, ненадёжно), а при помощи специального инструмента.

Способы монтажа полипропиленовых труб. Инфракрасная и электромуфтовая сварка

При инфракрасной сварке соединение элементов трубопровода здесь производится точно так же, как и при сварке встык, однако разница заключается в подготовке труб и фитингов: при данном способе сварки не требуется прижимать свариваемые детали к нагревательным элементам, поскольку нагрев до нужной температуры осуществляется с помощью инфракрасного оборудования. В остальном же технология точно такая же, как и при сварке встык — со всеми вытекающими последствиями: ИК сварка идеально подойдёт для монтажа прямых участков промышленных трубопроводов и не слишком хороша для монтажа коммунальных трубопроводных систем и систем отопления из полипропиленовых труб ввиду необходимости их точной стыковки.

Ещё один из современных и удобных способов сварки полипропиленовых труб — это электромуфтовая сварка. В данном случае в качестве электронагревательных элементов используются специальные спирали (муфты), которые вставляются непосредственно в трубы и фитинги. Остаётся только подавать электропитание к спиралям, которые нагревают трубу и фитинг, и соединять их. Это наиболее быстрый и эффективный способ монтажа ПП труб, однако оборудование для него довольно дорогое. Более подробно технология электромуфтовой сварки выглядит так: после предварительной подготовки труб на конец одной из труб надевают электрическую муфту и для надёжности выполняют зажим трубы. После этого подгоняют вторую трубу для максимально точного совмещения и задвигают муфту таким образом, что она оказывается внутри стыка. Далее на муфту подаётся электропитание и производится нагрев соединения, а отключать сварочный аппарат нужно тогда, когда расплавленный полимер начинает выступать в месте соединения (для этого обычно в электромуфте предусмотрены так называемые контрольные отверстия). Вот и всё: теперь нужно лишь дождаться, когда соединение остынет. Этот способ сварки можно считать таким же надёжным, как и сварку в раструб.

Подводя итоги, можно отметить, что на самом деле все способы сварки хороши, если знать, при каких условиях будет эксплуатироваться данное соединение, температурный режим и номинальное давление, а также номинальный диаметр труб, от которого нередко зависит выбор того или иного типа сварки. Большое значение имеет и тип материала труб (например, тип полипропилена — гомополимер, рандом-сополимер, блок-сополимер). И конечно, качественный монтаж полипропиленовых труб невозможен без соответствующей предварительной подготовки.

Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Монтаж и сварка полипропиленовых труб для водопровода и отопления своими руками | Инструкция по технологии сварки враструб
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах. (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет. (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» - практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
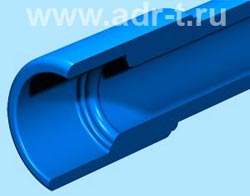
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
 |  |
| Рис. 1 Начало нагрева трубы | Рис. 2 Начало нагрева фитинга |
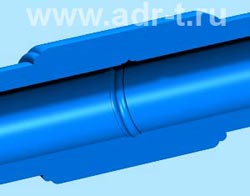
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
 |  |
| Рис. 3 Нагрев фитинга | Рис. 4 Нагрев трубы |
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
 |  |
| Рис. 5 Труба с фитингом | Рис. 6 Две трубы, соединенные фитингом |
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 1 Технологические интервалы для раструбной сварки полипропиленовых труб и фитингов (согласно DVS 2207-1)
| Диаметр, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | |
| Нагревгрев, сек.: | PN20 | 5 | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 | 60 |
| NP10 | 1) | 1) | 1) | 1) | 1) | 1) | 1) | 15 | 22 | 30 | 35 | |
| Перестановка, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | |
| Фиксация, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 30 | 40 | 50 | 60 | |
| Полное остывание, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | |
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
Замечание: Указанные в таблице временные интервалы носят только рекомендательный характер. Точные значения интервалов следует уточнять у производителя трубы и фитингов.
Читайте также: