Электромуфтовый сварочный аппарат своими руками
Обновлено: 03.05.2024
Электросварные муфты для полиэтиленовых труб оснащаются встроенными электронагревательными устройствами и предназначены для сварки между собой полиэтиленовых труб или других соединительных элементов. Такие изделия бывают различного вида и предназначения.
Виды электросварных муфт для полиэтилена
С помощью электросварных фитингов производится монтаж различных сетей и трубопроводов, к которым устойчив полиэтилен. Их применяют при строительстве:
- систем водопроводов питьевой и технической воды;
- трубопроводов для транспортировки газа;
- систем транспортировки химических элементов, которые не вступают в химическую реакцию с полиэтиленом.
Применяется пэ электросварная муфта при давлении рабочего потока не более 16 атмосфер и температуре рабочей среды, не превышающей 40 градусов.
Такие изделия выпускаются нескольких разновидностей в зависимости от диаметра и предназначения. Диаметр может варьироваться от 20 мм до 315 мм и отличаться по эксплуатационным характеристикам, для какого трубопровода они предназначаются – на газ или воду, хотя на сегодняшний день выпускают электросварные элементы универсального предназначения, которые с успехом применяют на всех видах трубопроводов.



Размеры муфты
Типоразмер муфты подбирается специально под конкретный трубопровод. Не допускается искусственное наращивание ее длины и толщины под изначально несоответствующие размеры трубы. По длине диапазон размеров варьируется в среднем от 80 до 350 мм. Это общая длина, а спектр от 40 до 160 мм определяет параметр участка, в котором будет соединяться муфта электросварная. Размеры по диаметру тоже разнообразны – от 20 до 400 мм по внутренней толщине. Также учитывается и высота изделия с учетом технологических контактных включений – она варьируется от 50 до 460 мм в среднем.

Достоинства и недостатки электросварных полиэтиленовых муфт
Муфты полиэтиленовые со встроенным электронагревательным устройством имеют такие эксплуатационные характеристики, которые можно отнести к их преимуществам. Преимущества электросварных муфт:
- простота монтажа конструкции трубопровода при помощи таких фитингов;
- высокая надежность в эксплуатации любых видов трубопроводов, выполненных с помощью таких соединений;
- быстрота сборки конструкций с применением таких элементов;
Лёгкая сборка конструкции - универсальные соединительные элементы по отношению к полиэтиленовым трубам любых параметров;
- удобство монтажа в труднодоступных местах, а также при ограниченном пространстве для сборки конструкции трубопровода;
- невысокая стоимость данных изделий позволяет их использовать широкому кругу потребителей;
- большой срок службы, около пятидесяти лет.
Электросварные полиэтиленовые муфты имеют также ряд недостатков, которые необходимо учитывать при выборе соединительных элементов и монтаже всей системы.
Недостатки электросварных муфт такие:
- невозможность использования таких соединений для проводки отопления и системы горячего водоснабжения, так как они рассчитаны на рабочую температуру до 40 градусов;
- такие материалы нельзя использовать, если в трубопроводе высокое давление рабочего потока;
- эти соединения боятся сильнокислой и щелочной среды, поэтому при использовании необходимо учитывать эти факторы.
Несмотря на небольшие недостатки данных деталей из полиэтилена, их использование с каждым годом только увеличивается. Здесь играет роль надежность и быстрота монтажа, что очень важно при использовании в устранении различных аварий.
Сварка труб пнд: технология и применение.
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб

Сварка пнд труб встык
Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:
Конструкция электросварных полиэтиленовых соединений
Электросварные элементы имеют сложную конструкцию. Муфта содержит в себе закрытую специальную спираль, которая изготавливается из особого сплава. Эта спираль предотвращает различные загрязнения, а также делает качество сварки высоким. Материал, из которого произведена спираль в данном соединении, не дает температурную компенсацию, и поэтому сварка электросварных муфт происходит достаточно быстро, а соединяемые компоненты становятся одной монолитной конструкцией.
Общая методика установки муфты
Принципиальным отличием электросварных фитингов является возможность применения электросварки с контролируемыми параметрами деформации. Перед началом этой процедуры подготавливается и сама муфта, и целевой участок интеграции. Важно отметить, что форма трубы может быть овальной и просто некруглой. Это не является препятствием для введения муфты в соединительный узел. Однако перед монтажом в данном случае потребуется исправление конфигурации трубы под размеры фурнитуры. Далее приступают к зачистке поверхностей и электромонтажным работам. Как правило, электросварные муфты ПНД устанавливаются с помощью специального инструмента, реализующего пластиковый припой с подачей тока, нагревом и расплавом. Это основная технология соединения электросварных фитингов, но также не исключается и традиционный механический крепеж. Для этого применяют интегрированные зажимы в конструкции муфты. Стык формируется держателями, физически не позволяющими двум окончаниям труб разойтись. Но и в этом случае для обеспечения герметизации может подключаться техника электросварного припоя пластиков.
Выполнение монтажа с помощью электросварных элементов
Монтаж муфт со встроенным нагревательным элементом происходит посредством подачи на их нагревательные элементы электрического тока. Под воздействием высокой температуры стенки соединительного изделия и части трубопровода плавятся и обеспечивают качественный и герметичный стык. Монтаж всей системы с помощью электросварных фитингов обычно происходит в несколько этапов:
- труба, которую необходимо монтировать в систему должна быть срезана точно под прямым углом к плоскости всего основания трубы. Нельзя допустить абсолютно никакой кривизны или шероховатости. Изделие перед началом работы необходимо тщательно очистить от частиц мусора и грязи;
- торцы соединяемых изделий должны быть хорошо зачищены специальным инструментом на величину их входа в фитинг. После проведения зачистки труб и соединительных элементов их необходимо тщательным образом обезжирить. Для этой цели подойдет салфетка, пропитанная ацетоном, эфиром или любым другим растворителем;
Фиксатор креплений для сварки - запчасти для сваривания необходимо прочно зафиксировать в специальном креплении. Расстояние между трубами в середине полиэтиленовой муфты не должно быть больше толщины стенок трубы. В некоторых моделях таких фитингов имеются технологические выступы, предназначенные для ограничения торцов свариваемых полиэтиленовых труб;
- сварка муфт со встроенным электросварным устройством осуществляется с помощью паяльного аппарата для соединения полиэтиленовых труб. Клеммы сварки присоединяются к контактам электросварного изделия и происходит считывание информации со штрихкода, которым оснащены все муфты данного вида. Процесс сварки происходит в автоматическом режиме, сварочный аппарат автоматом выставляет нужную температуру, напряжение и время сварки;
- проведя сварку труб и электросварных деталей, стыки требуется обязательно испытать на герметичность перед засыпанием всей конструкции грунтом. Это производится путем обмыливания стыков и подачи в трубу сжатого воздуха.
Если монтаж конструкции выполнен опытными специалистами согласно всем строительным нормам и правилам, то такая система будет служить очень долго. Применяя электросварные муфты для полиэтиленовых труб в качестве соединительных изделий, при монтаже системы трубопровода, получают визуально однородную и монолитную систему.



Очистка поверхностей элементов соединения
Для очистки поверхностей труб и муфты непосредственно перед сваркой используются специальные растворители. Рекомендуется применять неразбавленные быстроиспаряющиеся средства. В качестве материала нанесения можно использовать обезжиривающие салфетки. Есть и некоторые ограничения по использованию чистящих средств для полипропилена. Так, не допускается обработка водоспиртовыми составами, так как их покрытие может ухудшить качество формируемого стыка. Обезжириванию подвергается исключительно зона будущей сварки. Чтобы муфта электросварная заняла и сохраняла в процессе сварки оптимальное для соединения положение, контуры и фиксации должны быть помечены маркером. При этом его след с чернилами не должен попадать прямо в сварочную зону.
Область применения электросварных муфт
Электросварная муфта со встроенной спиралью
Применение электросварных муфт охватывает довольно большую область. Их используют при строительстве трубопроводов различного предназначения и проведения инженерных коммуникаций. Чаще всего муфты со встроенной спиралью, применяют при выполнении ремонтов в стесненных условиях, например в траншеях. За счет быстроты сварки таких соединений эти соединительные детали являются незаменимыми при проведении аварийных работ. Их применение допустимо при строительстве сложных трубопроводных конструкций и ответвлений от существующего трубопровода, когда проведение стыковой сварки по какой-либо причине осуществить невозможно.
Распространено использование таких фитингов при монтаже трубопроводных систем диаметром до 110 мм. Технология сварки муфт позволяет выполнять работы в широком диапазоне температур, то есть использование таких элементов незаменимо при ремонтах в мороз или жарким летом. При сварке возможно протоколирование всего процесса, что позволяет использовать эту технологию при сварке газопроводов.
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.

Аппарат для установки электросварных фитингов
Аппарат для монтажа электросварных муфт можно взять в аренду в специализированных магазинах.
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;

Подготовка труб к соединению
после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида; трубы предельно аккуратно фиксируются в фитинге
Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;. Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента
Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента.

Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;

Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.
Какие электросварные муфты стоит выбрать
На современном рынке представлено большое количество электросварных муфт из полиэтилена различных производителей. Можно встретить сварные элементы производства промышленных компаний:
Выбирая фитинги для монтажа труб, требуется в первую очередь опираться на отзывы потребителей и следовать советам специалистов. В крупных специализированных магазинах можно найти электросварные соединения известных брендов разных стран-производителей. Здесь можно внимательно рассмотреть каждое изделие и получить самую исчерпывающую информацию по его монтажу. В таких магазинах обычно представлен и большой выбор специальных паяльников для сварки систем. Многие специалисты рекомендуют применение электросварных муфт зарубежного производства, в этом есть логика, так как практически исключено применение вторсырья для изготовления таких фитингов, следовательно, они будут более надежные.
Муфтовая сварка – еще один недорогой вариант
Сварка муфтами – идеальный вариант для соединения трубопровода, диаметр которого не превышает 63 мм. Для данной операции можно использовать простой паяльник (аппарат для сварки). Если необходимо сварить трубы большого диаметра, применяется промышленный механический аппарат.
Внимание! Перед началом выполнения сварочных работ, запаситесь фитингами (желательно купить большее количество, на всякий случай).
Для работ, специалисту потребуется такой инструмент, как рулетка и наличие трубореза. Процесс сварки муфтовым способом подразумевает следующие действия:
- Изначально, сварочный аппарат закрепляют на трубе, используя специальный ключ. Выставляется температурный параметр – для ПНД труб это порядка 210-230°С;
- Заранее подготовленные фитинги насаживают на насадку и полностью прогревают пластик (хватает 6-8 сек.);
- Следующий этап – прогретый фитинг насаживают на концы труб. Необходимо удерживать элементы порядка 10-15 секунд, чтобы пластик остыл;
Рекомендуем! Плазменная сварка прямого и косвенного действия
В конечном итоге, получается качественное, герметичное соединение. Термически обработанные полимеры сливаются воедино.
Обратите внимание! Не следует перегревать элементы. При сильном разогреве, фитинг или труба просто свернутся как гусеница и сделать качественный стык не получится.
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Рекомендуем! Ручная дуговая сварка в среде аргона
Дефекты подразделяются на два типа:
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
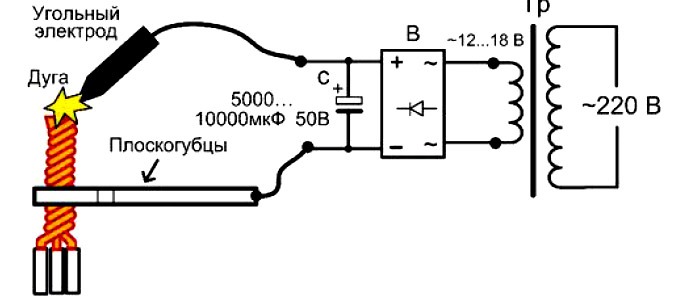
Сварочный трансформатор для электросварных ПНД муфт.
wal-er
Привет! Столкнулся с необходимостью работы с ПНД трубами и выяснилось что на ряду с резьбовыми ПНД соединительными муфтами (отличающимися условной надежностью) есть сварные электромуфты для ПНД трубы. Их отличие высокая надежность и сравнительно не высокая стоимость. Единственная проблема в том что трансформатор для сварки электромуфт стоит весьма дорого. Соответственно счастливые обладатели данного девайса монополизируют цены и в зависимости от настроения обозначают ценник.
Сама муфта устроена до обидного просто - в ПНД ластик определенной формы внутри намотана нихромовая нить. На муфте указано время прогрева в секундахи и напряжение необходимое для прогрева. Ниже указано время остывания. И ВСЁ. Речь идет о тубах диаметром D25 и D32 по сути малые диаметры. Сам сварочный трансформатор по сути понижающий блок с таймером. Силу тока не знаю. все здесь -
mechanic
@wal-er, у китайцев от 30 тыс стоят. Я не думаю что там шибко дешевле будет самому сделать. Но репу почесать можно.
Евегний
Вижу что тема не развилась. Мне тоже интересен такой аппарат. Нужен трансформатор на 40 вольт и как то организовать что бы можно было выставлять силу тока и время.
Эдуард Анисимов
Автомобильный аккумулятор. Импульсный повышающий блок питания.
Простейший таймер.
Мощность блока питания рассчитывается исходя из нагрузки. Не зная параметров нагрузки не известно какой БП нужен.
Практик
Эта тема не для профи,у них есть дорогущее оборудование и все мануалы к нему.Эта тема для тех, кому надо сварить пару стыков небольших ПЭ труб.
Можно конечно взять оборудование в аренду(2-3 Кр в сутки) но Жаба и тут.
Поэтому разбираемся со штртхкодами.
.
Наклеенными Непосредственно на муфту.Некоторые фирмы прямо в лоб
На наклейке печатают Напругу сварки,время сварки,время остывания.Его ( (остывание)кстати мало кто скрывает,его можно превышать ,важно до этого времени не шевелить готовую сварку.А вот остальные параметры в штрихкоде-
Иногда только в нем-это чтобы читала только машина.
Покапавшись в И-нете нашел-таки нужные картинки.
На муфте 2 штрихкода-верхний визуально более длинный в нем 24 символа нам нужен и нижний , чуть короче(иногда на желтом фоне) хотя в нем 28 символов- не нужен.Первые 8 символов верхнего кода слева направо-код производителя,9-11 это dy муфты, 13-14 знаки - это Напруга сварки, 15-17 - сопротивление спирали в Ом,
19-21 - время сварки в сек.Если на 20 месте стоит 9 то время сварки в мин.
Время остывания обычно пишут текстом с буквами СТ=.
Иногда параметры сварки отлиты прямо в пластике муфты.
Прочитав параметры сварки, у меня это 16 в, 0,4 Ом получаем ток
16/0,4=40 А и мощность 16×40=640 Вт и подавать это надо
21 сек.Охлаждать не менее 5 мин. Все.
Такую мощность и ток способен дать любой трансформаторный сварочник,
Но ошибиться с током чревато потерей муфты..
..
Здесь я привожу ВАХ свартранса А1, А ,А2 и нашей муфты ОВ.
При правильно установленном токе эти кривые пересекутся в точке С,
Что будет давать 16 Вольт при 40 А.При повышенном токе кривые пересекутся в точке С1 и муфта сгорит , при пониженном- в точке С2-будет
Непровар,т.е. свищ.Т. образом задача сводится к быстрому подбору напряжения на муфте ( 16 В ) при предварительно установленном токе 40 А. Я буду пробовать быстрыми включениями ( 1 сек вкл , 1 мин - откл на охлаждение ) измеряя тестером напряжение на муфте пока не попаду в рабочую точку.После этого буду варить весь
Цикл=21 сек.Кстати фирмачи рекомендуют добавлять на 8 % время сварки при понижении на 10 градусов температуры в месте работ и убавлять пр и жаре.Это все теория-в ближайшее время проверю на практике.
Да и не забываем про электробезопасность.
.
Сегодня заварил.Напряжение выставил 115 в с ЛАТРА на сварочник время дал 22 сек.Ток был 37 А, напрянажение на выходе сварочного транса было 19 в.Заварилось все на 5 +++. Выкладываю фотку распила сварки.Походу все ОК.(На заднем фоне в кадр случайно комп попал).

Вот теперь я думаю тема реально закрыта.Промышленное качество сварки за копейки.
.
Электромуфтовая сварка: принцип работы
Сварка остается одним из наиболее надежных методов соединения, а в некоторых случаях единственным. И отчасти популярность технологии обеспечивает не только ее эффективность, но и развитие, так как появляются новые методы варки. К примеру, электромуфтовая сварка, об особенностях работы с которой пойдет речь.

Что такое электромуфтовая сварка
Электромуфтовая сварка предполагает применение особой муфты. Она сделана из пластика, внутри — электрическая спираль. Из-за электрического тока эта спираль нагревается и нагревает заодно и трубопровод, на который надета. Так, для использования электромуфтовой сварки подойдут только ПНД и любые пластмассы, потому подобный метод соединения предполагает, что пластик или полиэтилен немного расплавится под действием высоких температур, а потом склеится. Остыв, соединение станет цельным и наиболее крепким, так как структура получится неразрывной.

Преимущества и недостатки
В числе преимуществ электромуфтовой сварки такие характеристики, как:
- Можно делать почти при любой погоде, в любой сезон.
- Ремонтирует трубы без необходимости удаления их целиком или частями.
- Простота варки, так как нужно лишь ровно соединить трубы нагревательной деталью. Далее электромуфтовая варка идет автоматически.
- Подойдет для соединения материалов любой толщины, а также диаметра (от 2 см).
- Соединение получается долговечным, так как материалы на стыках проникают друг в друга.
- Детали для аппарата дорогие, но отличаются долговечностью. Муфтовый сварочный аппарат имеет низкое энергопотребление.
- Этот метод подходит для работы в полевых условиях, когда нужно произвести быстрый ремонт.
- Муфтовая варка не делает диаметр трубопровода меньше, поэтому ее можно применять в ливневых и дренажных системах, а не только тех, что с постоянным давлением.
- Полиэтилен не теряет гибкость, если соединить трубы из него таким способом.
Если говорить о недостатках, то основным будет дороговизна сварочного аппарата и деталей.
Но этот недостаток сочетается с преимуществом долговечности этих деталей, так что их не нужно покупать часто.
Устройство сварочного аппарата
Универсальный электромуфтовый сварочный аппарат — это легкое, компактное устройство с низким потреблением электроэнергии. Работает от розетки или небольшой электростанции, и даже от аккумуляторной батареи.
В состав электромуфтового устройства входят:
- Предохранительный трансформатор.
- Блок управления с микропроцессором.
- Электронный регулятор напряжения.
- Несколько индикаторов, обозначающих тот или иной этап работы.
- Устройство памяти, сохраняющее значения даже после аварийного отключения.
- Омметр, вольтметр.
- USB порт.
- Кнопка включения/выключения.
- Регулятор температуры.
- Защитные элементы на случай коротких замыканий.
Также в составе могут быть инструменты, помогающие снизить количество брызг, а еще уровень шума во время электромуфтовой варки. А также нередко есть считывающая функция, которым можно отсканировать код на трубопроводе, из-за чего устройство автоматически подберет режим для ее варки.

Оборудование и инструменты
Для того чтобы сделать сварку муфт, потребуются инструменты. В их числе:
- Сварочный аппарат с муфтами (или тройниками-седлами).
- Фитинги.
- Позиционер.
- Маркер для разметки.
- Обезжириватель, ветошь и другие средства для предварительной очистки.
- Труборез, который позволит выровнять торцы.
Для электромуфтовой сварки используются специальные штуцеры, их помещают вокруг будущего соединения. А металлические катушки помещаются в те самые фитинги. Сами штуцеры будут всегда чуть больше диаметра трубопровода, чтобы проще было надевать, и они в любом случае смогут правильно нагреть место стыка. Гораздо важнее разместить муфту ровно, чтобы катушки не переместились, иначе можно сделать соединение кривым или вовсе с разрывами.
Фитинг делается из полиэтилена с высокой плотностью, нагревательная спираль в нем всегда закрыта, чтобы избежать повреждений.
Позиционер — это часть, в которой закрепляется узел, что должен быть сварен. В него попадают трубы, когда на них надеваются муфты.
Технология электромуфтовой сварки
Чтобы правильно применить сварочный аппарат для электромуфтовой сварки, потребуется выполнить следующие шаги:
- Зачистить трубы, чтобы подготовить их к сварке. Это делается щеткой, потом обезжиривателем и другими средствами.
- Сделать торцы ровными, чтобы они могли плотно состыковаться друг с другом.
- Снять с обеих труб небольшой слой стружки с помощью зачистного инструмента.
- Если сечение овальное, ее потребуется выровнять.
- Когда зачистка закончена, на торцы нужно надеть муфту.
- Закрепить узел.
- Подключить к сети аппарат для муфтовой сварки, проверить его на исправность.
- Подсоединить кабели к нагревателю.
- Настроить аппарат для электромуфтовой сварки ПНД труб на нужный режим, выставить температуру и время.
- Муфтовая варка будет проходить автоматически, ее этапы будут отмечаться индикаторами на сварочном аппарате. Сначала будет происходить нагревание, потом консолидация, когда начинается основное плавление. Стабилизация, при которой температура все еще повышается, позволяет трубам как можно равномернее скрепиться друг с другом.
- Когда электромуфтовая варка заканчивается, кабеля отсоединяются. Теперь нужно оставить свежий узел для остывания, температура должна снижаться естественным путем. Это последний, четвертый этап.
Внимание!
По окончании работ на узел наносят номер и другие данные, если необходимо.
Сварка электромуфтами становится все популярнее для пластмассовых труб благодаря своей простоте и качеству получаемых соединений. Поэтому теперь соединять пластиковые трубопроводы стало намного проще, а такая технология обязательно будет развиваться дальше, делая процесс варки легче и комфортнее.
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора. не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Электрофузионная сварка – технология соединений труб
Электромуфтовая сварка — это технология соединения полиэтиленовых и пластиковых труб электросварными муфтами.
Отличительные особенности электромуфтовой сварки:
— возможность сварки в ограниченных условиях; — возможность сварки сложных пространственных конструкций — соединение труб разного давления — соединения труб разной толщины — возможность соединения труб из разных материалов — большой ассортимент различных вариантов муфт для соединения — низкая зависимость от человеческого фактора
Что такое электромуфта ?
В теле полиэтиленовой муфты находится металлическая спираль. Причём спираль может быть разной: полностью скрытой, частично скрытой, полностью открытой. При включении напряжения спираль нагревается и расплавляет свариваемые трубы и муфту. После остывания и кристаллизации материала образуется надёжное соединение.
Этапы электромуфтовой сварки:
- очистка концов труб (торцевание)
- снятие оксидного слоя (скребками или Turbo-насадками)
- установка муфты
- фиксация труб в в позиционере
- сварка муфты с помощью специального оборудования
- остывание муфты
Электросварочное оборудование

Для ускорения работы используется система протоколирования, которая запоминает ранее выставленные данные и быстро настраивает их на следующем участке трубопровода. Электромуфтовый аппарат также оснащен системой ручного ввода данных для корректировки времени и температуры сварки.

Моновалентные сварочные аппараты с портом USB. Euro S1, Euro S1 Light
Нагревательная энергия автоматически регулируется в зависимости от диаметра фитинга, его параметра SDR, диаметра свариваемой трубы и температуры окружающей среды.
Моновалентные аппараты EURO S1 и EURO S1 LIGHT способны записать код оператора, местоположение площадки, дату, время и параметры о сварке. Для экспорта данных может быть использован порт USB.
Поливалентные сварочные аппараты с портом USB. Euro SP1, EURO SP1 Plus

Euro SP1 Код 12.19 SP1
Универсальный электросварочный аппарат EURO SP1 Plus применятся для монтажа электросварных фитингов всех производителей.
Аппарат работает как в автоматическом (сканер считывает штрих-код с фитинга и параметры сварки выставляются автоматически), так и в ручном режиме.
2.5 / 30 цифроаая отслеживаемость 128 / 26 / 40 цифровая
Электросварочные аппараты RITMO (Италия) подробнее

Центраторы
Центратор состоит из держателя, переменного числа зажимных губок и переходных колец для
применения с трубами разных диаметров. Для ускорения процесса укладки трубопровода применяются одновременно несколько центраторов.
4 губки диам. 63 мм, переходные кольца ø 20-25-32-40-50 мм

Центратор С ШАРНИРОМ
4 губки ø 125 мм, переходные стальные кольца ø 20-25-32-40-50-63-75-90-110 мм
Код 12.54 4 губки ø 225 мм
Код 12.55 Переходные кольца ø 140 мм
Код 12.56 Переходные кольца ø 160 мм
Код 12.57 Переходные кольца ø 180 мм
Код 12.58 Переходные кольца ø 200 мм
Код 12.62 ø 140 – 630 мм
Тип EASY-75 для сварки ø 20 по 75 мм
Тип EASY-125 для сварки ø 32 по 125 мм
Тип EASY-315 адекватный для сварки диам. 140 по 315 мм
Позиционер Nowatech PUZN-110L

Устройство фиксирует оба конца развернутых труб до Ø110. Прибор предотвращает выскальзывания концов труб из фитинга в процессе сварки – это облегчает работу при сварке полиэтиленовых труб небольших диаметров, которые часто поставляются свернутыми в бухты. Применение поворотного узла в устройстве делает возможной сварку муфт, отводов и тройников.
Труборез
Для получения точного перпендикулярного оси свариваемых торцов труб разреза. Выбирайте модель трубореза в зависимости от толщины трубы.
ø 20 – 63 мм (макс. толщина 7 мм) ø 50 – 125 мм (макс. толщина 13 мм) ø 110 – 160 мм (макс. толщина 16 мм)
Скребки
Для удаления верхнего оксидного слоя труб или фитингов ПНД применяются ручные скребки со сменными ножами или механические, которые устанавливаются к торцу трубы/фитинга.
Механические скребки используется только при ровном торце, сделанно труборезом.
Код 15.49 ø 20, 25, 32, 40, 50, 63 мм
Код 15.51 Тип EURO 125 для труб ø 25 а 125 мм
Код 15.52 Тип EURO 200 для труб ø 63 а 200 мм
Очиститель PE cleaner
Специальный очиститель для сварных полиэтиленовых и полипропиленовых соединений.
В упаковке 8 бутылок по 1 л
Каталог оборудования для электромуфтовой сварки.
Наша компания предлагает на Российском рынке лучшее Европейское оборудование для электромуфтовой сварки.
| Электромуфтовый аппарат Ritmo ELEKTRA Light предназначен для сварки ПЭ и ПП труб диаметром до 160 мм (с функцией протоколирования, 350 протоколов). Специальное предложение! Рекомендуем! Электромуфтовый сварочный аппарат Ritmo Elektra Light |
| Электромуфтовый аппарат Ritmo ELEKTRA 315 предназначен для сварки ПЭ и ПП труб диаметром от 20 до 315 мм (с функцией протоколирования). Лидер продаж ! Рекомендуем ! Электромуфтовый сварочный аппарат Ritmo Elektra 315 |
| Универсальный электромуфтовый аппарат для сварки ПЭ и ПП фитингов (от 8 до 48 В) диаметром от 20 до 800мм. Электромуфтовый сварочный аппарат Ritmo Elektra 800 |
| Электромуфтовый аппарат для сварки трубопроводов низкого давление электромуфтами европейского производства диаметром от 32 до 160 мм. Электромуфтовый сварочный аппарат Mustang 160 V1 |
| Электромуфтовый аппарат для сварки полиэтиленовых фитингов низкого давления диаметром от Ш 40 мм до Ш 315 мм. Электромуфтовый сварочный аппарат Universal 315 V1 |
| Универсальный электромуфтовый аппарат для сварки ПЭ и ПП фитингов (от 8 до 48 В) диаметром до 630 мм. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse |
| Универсальный электромуфтовый аппарат для сварки ПЭ и ПП фитингов (от 8 до 48 В) диаметром до 630 мм. Ввод данных считывающим карандашом или вручную. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse + |
| Электромуфтовой сварочный аппарат Roweld Rofuse Print +. Применяется для сварки труб до D 1200 мм. Функция протоколирования. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse Print+ |
| Электромуфтовой сварочный аппарат Roweld Rofuse Sani 160. Применяется для сварки низконапорных систем и сточных труб до D 160 мм. Автоматическое распознование сварочных параметров. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse Sani 160 |
| Электромуфтовой сварочный аппарат Caldervale Пегас для сварки труб. Память на 2000 протоколов, возможность извлечения данных через USB-порт. Специальное предложение! Рекомендуем! Электромуфтовый сварочный аппарат Caldervale Пегас |
| Электромуфтовой сварочный аппарат Caldervale Кентавр для сварки труб D от 25 до 1400 мм. Память на 700 протоколов, возможность извлечения данных через USB-порт. Электромуфтовый сварочный аппарат Caldervale Кентавр |
| Электромуфтовой сварочный аппарат Huerner HST-S-315 для сварки безнапорных водосточных труб D от 40 до 315 мм. Электромуфтовый сварочный аппарат Huerner HST-S-315 |
| Электромуфтовой сварочный аппарат Huerner HST 300 Junior 2.0 для сварки пластиковых труб диаметром до 1200 мм, ввод данных при помощи сканера или вручную. Электромуфтовый сварочный аппарат Huerner HST 300 Junior 2.0 |
Применения разных электромуфтовых машин Ritmo:

В данном обзоре представлены не все модели электромуфтового сварочного оборудование. Дополнительную информацию о моделях вы можете найти тут:
- электромуфтовое оборудование Rothenberger
- электромуфтовое оборудование Ritmo
- электромуфтовое оборудование Huerner
Электромуфтовая
Дополнительные аксессуары для электромуфтового аппарата.
Позиционеры.
Очень часто соблюдение соосности труб при сварке с помощью электромуфт является не простой задачей. Что отрицательно сказывается на дальнейшем монтаже системы в целом, так и на качестве сварных соединений. Мы рекомендует приобретать дополнительно позиционеры для фиксации труб:

Позиционеры позволяют получать отличный профессиональный результат (соосность) при сварке труб при минимальных затратах сил и времени.
Рекомендуем следующие наиболее популярные позиционеры:
- Позиционер Ritmo UNIVERSAL ALIGNER 63 (от D 20 до D 63 мм)
- Позиционер Ritmo UNIVERSAL ALIGNER 160 Light с сумкой для транспортировки (от D 63 до D 160 мм)
- Позиционер Ritmo Aligners 500 (125-500 мм) 2 Оси
- Позиционер Ritmo Aligners 500 (125-500 мм) 3 Оси
- Двойной позиционер Rothenberger на D63 мм
- Двойной позиционер Rothenberger на D90 мм
- Двойной позиционер Rothenberger на D110 мм
- Двойной позиционер Rothenberger на D160 мм
- Двойной позиционер Rothenberger на D225 мм
Turbo насадки для обработки пластиковых труб.
Лучше 1 раз увидеть, чем 100 раз услышать: Уникальные патентованные насадки для торцевания и снятия оксидного слоя !!
- Ritmo TURBO 20 мм
- Ritmo TURBO 25 мм
- Ritmo TURBO 32 мм
- Ritmo TURBO 40 мм
- Ritmo TURBO 50 мм
- Ritmo TURBO 63 мм
Скребки для снятия оксидного слоя.
Снимать оксидный слой надо обязательно перед электромуфтовой сваркой. Иначе мы не получим качественного сварного соединения. Для малых диаметром удобно применять Turbo насадки. А для больших мы рекомендуем специальные скребки. И опять небольшой фильм для демонстрации:
- Скребок для удаления оксидного слоя RTC 160 (от D 50 до D 160 мм)
- Скребок для удаления оксидного слоя RTC 315 (от D 75 до D 315 мм)
- Сребкок для удаления оксидного слоя RTC 710 (от D 355 до D 710 мм)
В наличие также есть сребки серии Ritmo PS:
- Скребок для удаления оксидного слоя PS 180 (от D 75 до D 180 мм)
- Скребок для удаления оксидного слоя PS 400 (от D 125 до D 400 мм)
Электромуфтовая сварка ПНД труб РЕ100/80 SDR 7.4-26
Фото обзор сварочного аппарата Ritmo Elektra 315 (для примера).
Для общего представления, что из себя представляет аппарат для элекромуфтовой сварки, предлагаем Вашему вниманию небольшой фото обзор электомуфтового сварочного аппарата -лидера продаж !
Поставляется в удобном кейсе:
Универсальные цанговые зажимы:



Разъём для подключения к компьютеру:

Технология муфтовой сварки
Электромуфтовая сварка труб ПНД представляет собой разновидность сварочных работ, осуществляемых при помощи фасонных полиэтиленовых изделий (муфт, фитингов, отводов и др.) со встроенными металлическими спиралями (закладными нагревательными элементами). Соединительную деталь совмещают с трубопроводом и пропускают через нее электрический ток. По мере нагревания спирали поверхность изделия начинает расплавляться, а ее фасонная часть плотно приваривается к трубам. Когда работа прекращается, то на месте остывшего сварного стыка образуется неразъемное соединение.
Читайте также: