Электронное управление сварочным аппаратом
Обновлено: 20.09.2024
Пульты и педали для дистанционного управления совместимые со сварочным оборудованием ТМ «Сварог» для ММА и TIG сварки.
Пульты для дистанционного управления совместимые со сварочным оборудованием ТМ «Сварог» для ММА и TIG сварки.
Пульт дистанционного управления RT1 19POL предназначен для регулировки сварочных параметров на расстоянии.
Прочный металлический корпус с обрезиненной педалью, магнитом для крепления, безопасно расположенные элементы управления, 19-контактная розетка и штекер, встроенный кабель 5м.
Педаль управления Aurora TIG-REM, 3m
Педаль для SAGGIO TIG
Особенности: Плавная регулировка сварочного тока (от 0% до 100%) в зависимости от предварительно выбранного основного тока сварочного аппарата.
Пульт дистанционного управления RTP3 19POL предназначен для регулировки сварочных параметров на расстоянии.
Благодаря дистанционному регулятору R50 7POL любой из аппаратов Taurus Synergic S, Phoenix, alpha Q можно оснастить вторым мобильным блоком управления
RMT 10 — пульт дистанционного управления устанавливаемый на сварочную горелку.
Пульт ДУ КЕДР ПДУ-02Б (MultiTIG-2000/3200P DC) - Пульт управления предназначенный для дистанционного управления сварочным процессом аппаратов аргонодуговой сварки.
Пульт управления КЕДР ПДУ-03Б предназначен для подключения к аппаратам КЕДР MultiTIG-2000P AC/DC.
Плавная регулировка сварочного тока (от 0% до 100%) в зависимости от предварительно выбранного основного тока сварочного аппарата.
Пульт дистанционного управления RTAC1 19POL предназначен для регулировки сварочных параметров на расстоянии.
Пульт дистанционного управления R40 7POL предназначен для регулировки сварочных параметров на расстоянии.
Пульт ДУ КЕДР ПДУ-01К - Пульт управления предназначенный для дистанционного управления сварочным процессом аппаратов аргонодуговой сварки.
Пульт дистанционного управления RTP1 19POL предназначен для регулировки сварочных параметров на расстоянии.
Педаль управления КЕДР ПНДУ-01Б (MultiTIG-2000/3200P/5000P AC/DC) - Педаль управления предназначенный для дистанционного управления сварочным процессом аппаратов аргонодуговой сварки.
Педаль управления с кабелем для КЕДР ПНДУ-01К предназначена для подключения к аппаратам КЕДР MultiTIG-2000P DC, 2000P AC/DC, MultiTIG-2500P-1 DC,MultiTIG-2500P-3 DC, MultiTIG-3200P DC, MultiTIG-3200P AC/DC, MultiTIG-5000P AC/DC.
Педаль управления сварочным током КЕДР ПНДУ-02К предназначена для подключения к аппарату КЕДР TIG-315BP AC/DC.
Пульт ДУ КЕДР ПДУ-01К (4 pin, MultiARC) - Пульт управления предназначенный для дистанционного управления сварочным процессом аппаратов ручной сварки.
Пульт ДУ КЕДР ПДУ-04Б (MultiTIG-3200P/5000P AC/DC) - Пульт управления предназначенный для дистанционного управления сварочным процессом аппаратов аргонодуговой сварки.
Пульт ДУ КЕДР ПДУ-01К (4 pin, ARC/ВД) - Пульт управления предназначенный для дистанционного управления сварочным процессом аппаратов ручной сварки.
Пульт ДУ КЕДР MultiTIG-5000, с кабелем 5 м - многофункциональный пульт ДУ на магните со звуковым оповещением.
Педаль управления сварочным током КЕДР ПНДУ-04К для AlphaTIG-315P AC/DC предназначена для подключения к аппарату КЕДР AlphaTIG-315P AC/DC.
Каталог радиолюбительских схем
В любительских сварочных аппаратах электронному формированию оптимального угла наклона "падающей" характеристики уделялось, на мой взгляд, мало внимания, дело ограничивалось лишь регулированием сварочного тока.
Cварочнsq аппарат постоянного тока для ручной дуговой сварки электродами диаметром до 3 мм.
Основные технические характеристики
Напряжение сети, В . 220
Потребляемый от сети ток, А, не более . 16
Пределы регулирования сварочного тока, А . 6. 120
Напряжение холостого хода основной обмотки, В . 36. 42
Напряжение холостого хода вспомогательной обмотки, В . 80
Продолжительность нагрузки, % . 20
Габариты аппарата — 400x300x230 мм, масса — 36 кг. Продолжительность нагрузки — это параметр, определяющий разрешаемое соотношение между временем горения дуги и длительностью паузы в сварке. Иначе говоря, если в течение десяти минут работы аппарата суммарное время горения дуги (при оптимальном токе) равно 2 мин, остальные 8 мин дуга должна быть погашена (без отключения аппарата от сети), т. е.
Превышение продолжительности нагрузки ведет к перегреванию аппарата.
Построение сварочного аппарата по схеме с двумя выпрямителями — мощным низковольтным для основной дуги и вспомогательным на напряжение 80 В и ток 5.. .7 А для надежного зажигания дуги и ее стабилизации — позволило уменьшить расход обмоточного провода в мощной обмотке в 1,5. 2 раза и разместить все обмотки трансформатора на стандартном магнитопроводе .
Использование вспомогательного выпрямителя, создающего дежурную дугу, предварительно освещающую место сварки, повысило удобство работы сварщика. Формирование угла наклона "падающей" характеристики — электронное.
Особый интерес представляет режим "точечная сварка". Оператор в нужном месте нажимает на 0,5. 2 с на кнопку включения основной дуги. За это время образуется сварная точка, скрепляющая листы. После отпускания кнопки основная дуга гаснет, а дежурная продолжает гореть; сварщик ведет электрод до следующей точки сварки, не поднимая маску.
Для работы сварочного аппарата может быть использована домашняя электросеть, допускающая ток нагрузки до 16 А. Для подключения лучше установить более мощную розетку с вилкой на соответствующий ток.
Принципиальная схема аппарата представлена на рис. 1. Устройство состоит из мощного трансформатора Т1, и электронного узла управления А1. С обмотки II сварочного трансформатора Т1 переменное напряжение 36. 42 В питает мощный мостовой управляемый выпрямитель на диодах VD1, VD2 и триниcторах VS1, VS2. С выпрямителя регулируемое напряжение поступает через дроссель L1 и шунт RS1 к сварочной цепи. Введение дросселя L1 позволяет значительно облегчить зажигание сварочной дуги, обеспечивает ее устойчивость, уменьшает разбрызгивание металла при сварке.
С обмотки III переменное напряжение 80 В через балластный конденсатор С1 поступает на мостовой диодный выпрямитель VD3—VD6. Выпрямленное постоянное напряжение через дроссель L2 и тот же шунт RS1 подведено к сварочной цепи для создания дежурной дуги. Как показала практика, длина дуги равна 5. 12 мм, большая длина соответствует большей индуктивности дросселя L2 и большему току дуги.
Мощным выпрямителем управляет узел А1, формирующий напряжение управления тринисторами, пропорциональное сварочному току, и обеспечивающий "падающую" характеристику. Питается узел А1 от вторичной обмотки маломощного трансформатора Т2.
Принципиальная схема узла А1 изображена на рис. 2.
Прямоугольные выходные импульсы компаратора DA1 усиливает по току транзистор VT3, нагрузкой которого служат включенные последовательно излучающие диоды оптронов U1, U2 управляющих работой тринисторов VS1, VS2. сильноточного выпрямителя. Гафики напряжения в характерных точках узла А1 и на выходе управляемого выпрямителя показаны на рис. 3.
Формирователь напряжения управления построен на ОУ DA2, который суммирует наряжение с резистивного делителя R23R19R1 (см. рис.1) и напряжение сигнала ОС по току с шунта RS1. Они поступаютна входы 0У через резисторы R1 (см. рис. 1) и R21 (см. рис. 2) соответственно.
Усилитель охвачен гибкой местной ОС, действующей в переходных режимах.
Как только сварщик нажмет на кнопку SB1 (см. рис. 1), сработает реле К1 и его разомкнувшиеся контакты разрешат работу фазового регулятора. Зажигается основная дуга, ток которой предварительно устанавливают переменным резистором "Ток", и выполняют сварку. В это время дуга питается одновременно от обоих выпрямителей.
При "залипании" электрода надо отпустить кнопку SB1, ток уменьшится до 6 А и можно спокойно, не торопясь, оторвать электрод от детали. Кнопка SB1 закреплена на рукоятке держателя электрода обычно около большого пальца руки. Разброс напряжения обмотки II (36. 42 В) трансформатора Т1 указан для различной степени "просадки" напряжения сети питания под нагрузкой. Чем глубже "просадка", тем большее напряжение следует выбрать. Работа сварщика возможна и традиционным способом, если перед зажиганием дуги нажать на кнопку SB1 или замкнуть перемычкой контакты разъема ХЗ.
Трансформатор Т1 изготовлен из промышленного ОСМ-1-1.6УЗ мощностью 1,6 кВА. Магнитопровод — ПЛМ сечением 32 см2. Обмотки, расположенные на двух катушках, включены последовательно согласно. Сетевая обмотка I содержит 198 витков (2x99) медного изолированного провода сечением 3 мм2, обмотка II — 36 витков (2x18) провода сечением 16 мм2, обмотка III — 72 витка (2x36) провода ПЭВ-1 1,2. Провод для обмоток I и II следует выбрать повышенной теплостойкости (с изоляцией из стекловолокна). Для обмотки II желательно использование провода прямоугольного сечения (4x4 мм, например).
Дроссель L1 выполнен на Ш-образном магнитопроводе сечением 28 см2 с немагнитным зазором 1,5 мм. Обмотка содержит 48 витков провода сечением 16 мм2. Дроссель L2 собран на Ш-образном магнитопроводе сечением 8 см2, немагнитный зазор — 0,2. 0,5 мм, обмотка его намотана до заполнения каркаса проводом ПЭВ-1 1,2. Хорошо подходит стандартный дроссель от светильников с ртутной лампой ДРЛ-250. С таким дросселем и конденсатором С1 (см. рис. 1) емкостью 240 мкФ длина дежурной дуги достигала 12 и даже 15 мм.
Этот конденсатор составлен из 6—8 штук МБГО емкостью 30 мкФ на напряжение 160 В, соединенных параллельно; их можно заменить любыми другими бумажными на напряжение не менее 160 В.
Шунт RS1 — стандартный, 75ШСМТ2-100-0,5; его можно заменить самодельным, выполненным из нихромового или константанового провода такого сечения, чтобы при протекании по нему тока, равного 100 А, падение напряжения было бы равно 75. 100 мВ, а допустимая мощность рассеивания была не менее 20 Вт. Кнопка SB1 — МП-10. она соединена с разъемом ХЗ любым двупро-водным кабелем, прикрепленным к сварочному кабелю изолентой через каждые 30. 40 см.
Для работы в мощном выпрямителе подойдут, кроме указанных на схеме, диоды Д161-200, Д161-250 и тринисторы ВКДУ-150, Т171-200. Их следует установить на теплоотводы с большой эффективной поверхностью, например, серийные 0171-80.
Диоды VD3—VD6 — любые выпрямительные на ток 10 А. Их также нужно установить на теплоотводы с эффективной площадью поверхности 10 см2 каждый.
Трансформатор Т2 — готовый или самодельный мощностью не менее 5 Вт с напряжением на обмотке II 12. 14 В при токе нагрузки не менее 100 мА.
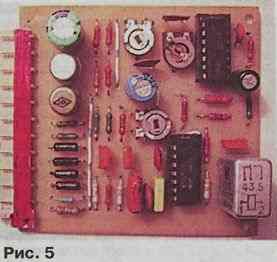
Все детали узла А1 размещены на печатной плате размерами 76x70 мм из фольгированного с одной стороны стеклотекстолита толщиной 1,5 мм. Чертеж платы представлен на рис. 4. В узле использованы постоянные резисторы ОМЛТ, подстроенные СПЗ-27, СПЗ-38, переменный СПЗ-9а. Оксидные конденсаторы — К50-35 или аналогичные малогабаритные; конденсаторы СЗ—С6, С8—С10 — из серии КМ. Диоды VD1—VD4 можно использовать любые из серий КД522, КД103. Реле К1 — РЭС10, паспорт РС4.524.303П2 (либо РС4.524.312П2), или соответственно, по новой классификации, исполнение РС4.529.031-04 (либо РС4.529.031-09). Оптроны АОУ103В могут быть заменены на АОУ115В, но у них другая цоко-левка. Вместо К553УД2 можно использовать ОУ К140УД6, К140УД7 с учетом различия в конструкции корпуса.
Общая компоновка сварочного аппарата и его размеры произвольны и зависят от применяемых деталей. На лицевой панели, изготовленной из листового текстолита толщиной 6 мм, находятся переменный резистор R1 "Ток", зажимы Х1, Х2, представляющие собой латунные или медные болты М8 с шайбами и гайками. Общий вид платы узла А1 в сборе представлен на фото рис. 5.
Сначала на выводы 1 и 2 узла А1 подают переменное напряжение 12 В, замыкают выводы 7 и 10 временной перемычкой (остальные выводы оставляют неподключенными), отпаивают один из выводов резистора R12 и подстроечным резистором R9 устанавливают на выходе ОУ DA1 минимальное напряжение (около 1,5 В) вблизи положения, при котором напряжение начинает увеличиваться.
Затем припаивают на место вывод резистора R12, подключают к выводам 8 и 9 имитатор шунта, но ток через него не пропускают (источник тока G1 не включают). Резистор R22 устанавливают в среднее положение, резистор R1 "Ток" (см. рис. 1) — в верхнее по схеме положение. Вращая ручку резистора R19, устанавливают на выходе ОУ DA2 минимальное напряжение (около 1,5 В) снова вблизи положения, при котором напряжение начинает увеличиваться.
Далее включают источник питания G1 имитатора шунта и его переменным резистором R1 (см. рис. 6) устанавливают падение напряжения на резисторе R2, равное 75 мВ. Переменный резистор R1 "Ток" (см. рис. 1) переводят в нижнее положение и измеряют напряжение на выходе ОУ DA2 — оно должно быть около 11 В. Увеличивают падение напряжения на резисторе R2 в 1,8 раза (до 140 мВ), выходное напряжение ОУ DA2 должно стать минимальным (около 1,5 В), В противном случае придется несколько увеличить сопротивление резистора R22.
Окончательно сварочный аппарат регулируют путем пробных сеансов сварки, желательно опытным сварщиком, при этом на шкале резистора R1 "Ток" отмечают деления, соответствующие определенному диаметру электрода. Угол наклона "падающей" характеристики можно изменять резистором R22. Изменением толщины немагнитного зазора дросселя L1 добиваются минимального разбрызгивания металла при сварке. Резистором R9 устанавливают верхний предел сварочного тока (120 А).
1. Смирнов В. В. Оборудование для дуговой сварки. Справочное пособие. — Энергоатомиздат, 1986.
Устройство управления высокочастотной микросваркой
Автоматическое электронное устройство управления высокочастотной микросваркой предназначено для сварки металлов высокочастотными токами в среде инертных газов и контактной микросварки.
Расширенные функции регулятора тока позволяют выполнять: электросварку электродами; сварку пластмасс; спайку медных проводов; контактную сварку тонкого листового металла к массивному металлу; регулирование оборотов электродвигателей постоянного тока, проводить электролиз и формовку электродов аккумуляторов и функции автоматического поддержания температуры теплоносителя.
Отличительная особенность технологии использования высокочастотного тока - качественный шов, устойчивое горение дуги, пониженный расход электроэнергии, плавное регулирование тока электросварки, регулирование скорости подачи сварочной проволоки и выбор характеристики зажигания дуги.
Введение
Смысл высокочастотной микросварки заключается в облегчении сварочного процесса, путём прожигания импульсным током высокой частоты и амплитуды поверхностно - активных веществ, обладающих высоким сопротивлением, на свариваемых металлах – масел, ржавчины, окислов.
Регулировку тока в традиционных сварочных аппаратах выполняет индивидуальный балластный реостат, служащий для получения необходимой для сварки крутопадающей нагрузочной характеристики и регулирования сварочного тока.
Значительная часть электроэнергии в такой системе расходуется на нагрев реостата.
Второй существенный недостаток классической сварки – необходимость в повышенном напряжении дуги для возникновения устойчивого зажигания.
Применение в устройстве инвертора на полевых транзисторах в качестве электронных ключей позволяет снизить сварочное напряжение, при улучшении показателей.
Электронная схема устройства микросварки автоматически формирует нагрузочную характеристику требуемого вида, за счёт обратной связи по напряжению и току.
Регулировка обратной связи позволяет выставить любой наклон нагрузочной характеристики - от жёсткой до крутопадающей.
Схемой предусмотрено автоматическое отслеживание температуры полупроводникового преобразователя и своевременного снижения тока нагрузки с целью защиты от перегрева ключевых транзисторов.
Автоматическое регулирование скорости подачи - в зависимости от нагрузки, снижает расход сварочной проволоки. Кратковременные перегрузки, вызванные залипанием сварочного электрода ограничиваются полным отключением сварочного тока, при восстановлении дуги действие сварочного тока автоматически восстанавливается, подача проволоки также возобновляется.
Работа электронного регулятора тока основана на преобразовании - с помощью ключевого инвертора, постоянного напряжения питания в импульсное с регулированием скважности.
Использование коммутаторами сварочного тока полевых транзисторов оправдано их малым сопротивлением в открытом состоянии, что не приводит к значительному перегреву и потере мощности.
Для точной установки сварочного тока в схему введён электронный регулятор, по сравнению с электромеханическим прототипом, он обладает хорошей плавностью регулировки тока, отсутствием помех, имеет небольшую массу и габариты.
Характеристики устройства:
Напряжение сети - 220 Вольт 50 Гц.
Вторичное напряжение - 12-46 вольт.
Вторичное импульсное напряжение - 68 вольт.
Ток нагрузки средний максимальный - 30 ампер.
Ток зажигания импульсный максимальный - 150 Ампер.
Ток короткого замыкания 10Ампер.
Степень регулирования тока - 1: 30.
Частота следования импульсов максимальная 23 кГц.
Мощность источника тока - 600 ватт.
Мощность импульса тока макс. 1200ватт.
Время положительного импульса тока 2-16 мск.
ПВ - 25%.
Скважность импульсов - 1,01*100.
Толщина металла 0,05-0,2мм.
Толщина электродов 0,2-1мм
Масса устройства 4кг.
К.П. Д. - 92%
Виды характеристик нагрузки: жёсткая или крутопадающая с регулировкой наклона.
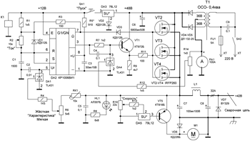
Принципиальная схема состоит: из генератора прямоугольных импульсов на микросхеме аналогового таймера DA; эмиттерного повторителя на транзисторе VT1; инвертора на полевых транзисторах VT2 –VT4; аналогового регулятора скорости подачи сварочной проволоки на элементах DA5, VT5 и трансформаторного блока питания с мощным диодным мостом VD4-VD5.
Питание генератора стабилизировано аналоговой микросхемой DA3.
Стабилизация выходного напряжения сварочной цепи реализована на отрицательной обратной связи с напряжения сварочной цепи, через усилитель на параллельном стабилизаторе DA1, на вход 5DA1 модификации схемы таймера.
Рост напряжения сварочной цепи повышает управляющее напряжение на входе 1DA1 параллельного стабилизатора, который шунтирует вход модификации 5DA2 таймера, что приводит к сокращению длительности выходного импульса генератора и уменьшению напряжения электросварки, то есть создаётся режим стабилизации напряжения на нагрузке. Требуемая для сварочных работ характеристика устанавливается резистором R6 - «Характеристика» от жёсткой до крутопадающей.
Изменение мощности в нагрузке регулируется резистором R2 – «Ток». Возможно использование регулятора в питании устройств постоянного тока мощностью не выше установленного трансформатора T1 и с учётом общего тока стока группы полевых транзисторов - VT2-VT4.
Импульс тока, возникающий при контактной сварке металлов, может достигать сотен ампер. Предложенные в таблице №1 полевые транзисторы могут не выдержать такой нагрузки в единичном экземпляре, в этом случае следует установить параллель из трёх однотипных элементов с креплением на общий радиатор. Выводы стоков и истоков соединяются каждый в общие шины с выходом на блок питания и нагрузку многожильным проводом сечением не менее 6мм.
При кратковременных перегрузках падение напряжения с сопротивления шунта гальванометра РА1 подаётся на вход 1 параллельный стабилизатор DA4, включенный в базовой цепи транзистора VT1, что позволяет ограничить токи короткого замыкания в сварочной цепи, и устранить залипание сварочного электрода.
Параллельный стабилизатор DA4 в открытом состоянии шунтирует прохождение импульсов с мультивибратора на полевые транзисторы.
Повторитель на биполярном транзисторе VT1 отрывается при появлении на базе импульса высокого уровня с мультивибратора.
Сигнал генератора дифференцируется в цепи R7C4 и усиливается по мощности транзистором VT1.
Полевые транзисторы открываются в ключевом режиме при поступлении импульсов в цепь затворов VT2-VT4. Для ускорения закрытия цепи затворов - при отсутствии положительного импульса, замыкаются на землю, через внутренний транзистор таймера 7DA2. Импульсный диод VD3 устраняет произвольное открытие полевых транзисторов через цепь R1, R3.
По возможности схему следует дополнить вентилятором от блока питания компьютера, подключив его к цепи +12В.
Контроль температуры полевых транзисторов состоит в установке терморезистора RK1 на радиатор, граничное повышение температуры приводит к снижению сопротивления терморезистора и увеличению частоты генератора сигнала на микросхеме DA2, что приведёт к снижению выходной мощности.
В крайнем нижнем положении движка резистора R2 на выходе 3 DА2 время положительного импульса генератора максимальное, при неизменной паузе - мощность сварочного тока максимальная, при положении движка регулятора мощности в верхнем положении - выходная мощность минимальная. Резистором R6 достигается желаемая характеристика и качество электросварки. Генерируемая мультивибратором частота может непосредственно подаваться на затворы полевых транзисторов, но для согласования входов полевых транзисторов с выходом 3 таймера микросхемы DА2, введён эмиттерный повторитель на транзисторе VT1 с повышенным входным сопротивлением, форма импульса на резисторе R9 повторяется с коэффициентом передачи транзистора, без изменений.
Полевые транзисторы имеют существенный недостаток - входную ёмкость, которая влияет на скорость включения и выключения транзисторного ключа. Для устранения этого эффекта - включение ключей на полевых транзисторах происходит с эмиттерного повторителя VТ1, через резистор R11 - для ограничения входного тока, с небольшой задержкой импульса. Отключение, кроме запирания тока управления закрытым транзистором VT1, ускоряется разрядкой внутренней ёмкости полевых транзисторов через вывод 7 таймера DA2. Сигнал ошибки на управляющий электрод параллельного стабилизатора DA1 подаётся с установочного резистора R6, через ограничительный резистор R4 и терморезистор RК1, с предварительной установкой переменным резистором R6 –«Характеристика».
Радиодетали
Сетевой блок питания состоит из трансформатора T1 - требуемой мощности. Подача инертного газа в место сварки, позволяет устранить окислительный процесс при сварке биметаллической проволокой без покрытия.
Клапан К1 - бюджетный, установлен на трубопроводе подачи инертного газа.
Конденсатор фильтра С6, большой ёмкости, снижает потребность дополнительной мощности при пиках потребляемого тока.
Конденсаторы С5, С7,С8 устраняют помехи преобразователя тока под нагрузкой, и совместно с дросселем L1 устраняют понижение напряжения в промежутках между импульсами, предотвращая разрыв сварочной дуги. Для контроля наличия выходного напряжения служит светодиод красного свечения HL1.
Силовой трансформатор Т1 состоит из двух типа ОСО-0,4 или ТС320. Корпус трансформатора легко разбирается, все вторичные обмотки удаляются, наматываются новые, многожильные,– общим сечением 6мм, до заполнения каждого каркаса. Обмотки включаются последовательно.
Диод VD6 защищает элементы схемы при работе коллекторного электродвигателя постоянного тока.
При размыкании сварочной цепи, энергия, созданная дросселем L1, рекуперируется в схему через диод VD7.
Силовые цепи, обозначенные на схеме утолщённой линией, соединяются многожильным проводом в виниловой изоляции сечением не менее 6 мм.
Блок управления регулятора тока высокочастотной микросварки выполнен на печатной плате размерами 110*65. На фотографии показан прототип печатной платы с расположением радиодеталей. Диодный мост с мощными диодами VD4,VD5 выполнен на отдельной плате, радиатор на диоды устанавливают размерами 50*100мм - типа флажков.
При сварке сварочной проволокой диаметром 0,6мм на полуавтомате, она подаётся в место сварки с помощью механизма состоящего из электродвигателя подачи и механизма протяжки.
Схема питания электродвигателя подачи М1 состоит из регулятора скорости на аналоговом стабилизаторе DA5 и усилителе тока на транзисторе VT4 – прямой проводимости.
В точку сварки подаётся по шлангу инертный газ. При контактной сварке потребуются круглые медно-графитовые электроды диаметром 1-3 мм. с заострённым концом для удобства сварки и зажимное устройство.
Таблица 1:
Типы и характеристики применяемых мощных полевых транзисторов
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Читайте также: