Флюс активирующий для сварки
Обновлено: 25.04.2024
При монтаже трубопроводов пара и горячей воды согласно нормативным документам предусматривается использовать аргонно-дуговую сварку неплавящимся электродом с активирующими флюсами [1,2]. В настоящее время разработаны активирующие флюсы и флюсы-пасты, которые в зависимости от химического состава предназначены для увеличения проплавляющей способности дуги для улучшения формирования шва и отделимости шлаковой корки, для защиты обратной стороны корневого шва [3].
Статья посвящена повышению производительности сборочно-сварочных операций при аргонно- дуговой сварке с активирующим флюсом за счет разработки рациональных способов нанесения и введения активирующих флюсов. Активирующие флюсы - мелкодисперсные порошки химических соединений, которые в виде шликера - раствора порошка в этиловом спирте - наносят перед сваркой на внешнюю часть кромок соединяемых труб. После сушки по слою флюса производят автоматическую или ручную аргонно-дуговую сварку вольфрамовым электродом.
Если традиционная технология аргонно-дуговой сварки предусматривает сварку труб с разделкой кромок за 3-7 проходов, то сварка по слою флюса позволяет выполнять полное проплавление труб с толщиной стенки до 10 мм за один проход без разделки кромок, что в 1,9 - 3,5 раза увеличивает производительность сварочных операций. Обладая существенной привлекательностью, этот способ сварки применяется ограниченно, что связано с рядом причин организационного и технологического характера. В частности, отсутствуют нормативные документы, регламентирующие производство и технику применения активирующих флюсов. Например, в [1] имеется ссылка на марки активирующих флюсов ВС-2ЭК и ВС-31К, однако указания о технологии их применения отсутствуют. Разрозненные сведения о составе и технологии применения флюсов содержатся в описаниях некоторых изобретений.
Разработаны десятки составов флюсов для аргонно-дуговой сварки сталей и цветных металлов, увеличивающие проплавляющую способность сварочной дуги и снижающие образование пор при сварке в неблагоприятных условиях. Однако отсутствуют классификация флюсов и конкретные рекомендации по их применению для конкретных марок сталей. Практика показывает, что составы флюсов обладают разной эффективностью при сварке аустенитных, мартенситно-ферритных и теплоустойчивых сталей, что связано с разным воздействием компонентов флюса на горение дуги и расплав стали при формировании сварного шва.
Традиционная технология применения флюса предусматривает нанесение слоя флюса в виде спиртового шликера мелкодисперсного порошка флюса. При сварке спирт, выполняющий роль связующего вещества, испаряется и слой флюса покрывается трещинами. В результате часть флюса отслаивается от металла и под давлением плазмы дуги рассеивается, что снижает общее количество флюса, поступающее в зону сварки. Другая часть флюса относительно большими фракциями втягивается в зону сварки, что нарушает стабильность горения дуги. Для равномерного плавления флюс необходимо было бы наносить в виде сухого мелкодисперсного порошка с размером фракций 30-150 мкм. Однако при этом возрастает рассеивание и нанесение порошка возможно в нижнем положении деталей.
Рис. 1. Способы нанесения флюса в виде шликера:
а - тонкий слой флюса; б - слой флюса повышенной толщины
Рис. 2. Способы нанесения флюса в виде негерметичной ленты:
Большинство флюсов содержат фтористые соли, которые обладают низкой адгезией с металлической поверхностью. При установке орбитальной головки сварочного автомата или перемещении свариваемых труб нанесенный слой флюса легко повреждается и требуется его восстановление. Для качественного процесса сварки слой флюса должен быть равномерным по толщине и ширине, что невозможно обеспечить при нанесении ручными способами: кистью или напылением. После нанесения спиртового шликера требуется его сушка, что увеличивает время сборочных операций. При сварке сгорает и используется средняя зона слоя флюса и около 50% флюса теряется в виде остатков.
Эти недостатки сдерживают применение активирующих флюсов и требуют разработки более эффективных способов нанесения и введения флюсов. Основой для разработки таких способов является метод изоляции, при котором порошок флюса располагается внутри герметичной оболочки из нейтральной по отношению к свариваемому металлу термостойкой ткани в виде шнура или ленты. В качестве материала ткани можно применить стеклоткань толщиной 0,1 - 0,2 мм с предельной рабочей температурой до 1100 С. что позволяет получить различные виды активирующих лент и шнуров круглого и квадратного сечения.
Материал и толщина оболочки выбираются таким образом, чтобы обеспечить одновременное плавление оболочки и порошка флюса. Применение флюса в герметичной оболочке позволяет в 2-3 раза сократить время сборочных операций и получить экономию флюса около 50% за счет отсутствия рассеивания и остатков.
Среди существующих способов нанесения и введения флюсов следует выделить следующие:
слой флюса толщиной 0,05 - 0,3 мм. Наиболее простой способ нанесения. Недостатки: низкая ада - плоская лента с флюсом; б - лента с флюсом переменной толщины гезия, неравномерность слоя по толщине и ширине;
слой повышенной толщины 1 — 2 мм. Этот способ применяется при толщине стенки труб более 6 мм при токе более 150 А для увеличения проплавляющей способности дуги и стабильности формирования шва при отклонениях длины дуги. Наносится в виде спиртового шликера смеси состава: 50 - 40% порошка флюса, 60 - 50% порошка MgO или СаО (рис. 1). Недостатки: трудоемкость нанесения и низкая стойкость к механическим повреждениям;
слой флюса между слоями нейтральной термостойкой ткани толщиной 0,1-1 мм с рабочей температурой 500 - 1100°С.
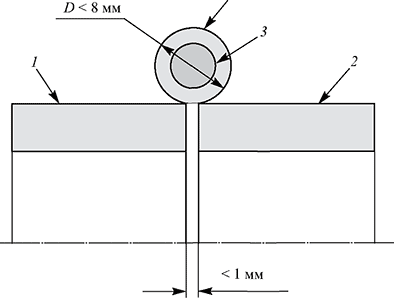
Рис. 3. Способ нанесения флюса в герметичной оболочке в виде шнура круглого сечения:
1,2- свариваемые кромки труб; 3 - порошок флюса; 4 - оболочка из стеклоткани
Способ применяется для увеличения проплавляющей способности дуги и стабильности формирования однопроходного шва при отклонениях длины .дуги (рис. 2);
слой флюса переменного сечения, располагаемый между слоями термостойкой ткани, в виде негерметичной активирующей ленты. Способ применяется для увеличения проплавляющей способности дуги и стабильности формирования однопроходного шва при отклонениях длины дуги и скорости сварки;
порошок флюса в герметичной оболочке, в виде активирующего шнура круглого или квадратного сечения. Способ применяется для сварки стыковых, угловых и тавровых соединений в любом пространственном положении для увеличения проплавляющей способности дуги (рис. 3);
нанесение флюса парафиновым карандашом. Основной недостаток: использование органического вещества, что приводит к образованию пор и разрушению электрода;
введение мелкодисперсного порошка флюса в газовую магистраль, совместно или раздельно с инертным газом. Недостатки: низкая эффективность, снижение стабильности горения дуги и стойкости вольфрамового электрода;
введение порошка флюса из бункера впереди дуги. Недостатки: нарушение газовой защиты и стойкости вольфрамового электрода.
Почти все составы активирующих флюсов способствуют снижению газонасыщения сварочной ванны и образованию пор при сварке в неблагоприятных условиях, которые часто наблюдаются при монтаже и ремонте. Причиной этого эффекта является связывание водорода в атмосфере дуги в нерастворимые летучие соединения HF, HCL, а также образование на поверхности сварочной ванны тонкой шлаковой пленки, препятствующей диффузии Н2, N2 вглубь сварочной ванны.
Активирующий флюс для электродуговой сварки
Изобретение относится преимущественно к машиностроению и может быть применено, например, при ручной и автоматической электродуговой сварке высокопрочных, теплоустойчивых и жаропрочных сталей в инертном газе. Предлагаемый активирующий флюс содержит, вес.%: гексафторалюминат лития - 20-30; двуокись титана - 20-30; оксид алюминия - 10-30; хлорид кальция - 20-30. Техническим результатом изобретения является обеспечение высокой проплавляющей способности сварочной дуги при стабильном формировании сварного шва. 1 табл.
Изобретение относится преимущественно к машиностроению и может быть применено, например, при ручной и автоматической электродуговой сварке высокопрочных, теплоустойчивых и жаропрочных сталей в инертном газе.
Известен активирующий флюс для электродуговой сварки нержавеющих и высокопрочных сталей (Авторское свидетельство СССР 1342649, от 18.11.85 г., МКИ В 23 К 35/362). Этот флюс содержит (вес.%) гексафторалюминат лития 20-30, двуокись титана 20-30, тугоплавкое соединение, выбранное из группы: двуокись кремния, двуокись германия, двуокись теллура 40-60. Такой состав флюса обеспечивает высокую проплавляющую способность дуги и позволяет сваривать за один проход листы толщиной до 20 мм. Однако частицы этого флюса недостаточно хорошо сцепляются с поверхностью детали. При сварке частицы флюса перед дугой могут отслаиваться и выдуваться струей дуговой плазмы. Количество флюса в таких местах уменьшается, его влияние на проплавляющую способность дуги снижается, что ухудшает стабильность формирования шва.
Известен также активирующий флюс для дуговой сварки, принятый за прототип (Заявка 200010210225/02 (0022192) RU, по которой 27.11.2000 г. принято решение о выдаче патента на изобретение). Этот флюс состоит из 17-25% гексафторалюмината лития, 17-25% двуокиси титана, 35-40% тугоплавкого соединения, выбранного из группы: двуокись кремния, двуокись германия, двуокись теллура и 20-30% хлорида кальция. Такой состав флюса повышает стабильность формирования шва, обеспечивая лучшую сцепляемость слоя флюса с поверхностью свариваемой детали. Однако проплавляющая способность сварочной дуги при сварке с этим составом флюса уменьшается. Причиной этого является чрезмерное увеличение электропроводности жидкого шлака на поверхности сварочной ванны, поскольку хлорид кальция, так же как и оксиды кремния, теллура или германия, обладает высокой электропроводностью в расплавленном состоянии. В результате диаметр анодного пятна дуги расширяется, плотность тока в нем падает, что и вызывает уменьшение проплавляющей способности дуги. Этот недостаток прототипа существенно сказывается при сварке деталей с толщиной кромок больше 10-15 мм.
Технической задачей предлагаемого изобретения является увеличение проплавляющей способности дуги при сохранении стабильности формирования сварного шва.
Сущность предлагаемого изобретения заключается в том, что активирующий флюс для электродуговой сварки содержит гексафторалюминат лития, оксид титана и хлорид кальция. В отличие от прототипа в состав флюса дополнительно введен оксид алюминия, а компоненты взяты в следующем соотношении, вес.%: Гексафторалюминат лития - 20-30 Двуокись титана - 20-30 Оксид алюминия - 10-30 Хлорид кальция - 20-30 Такая совокупность известных и новых признаков позволяет получить высокую проплавляющую способность сварочной дуги при хорошей стабильности формирования сварного шва. Это становится возможным, поскольку хлорид кальция при плавлении в зоне анодного пятна дуги обеспечивает достаточное для повышения плотности тока увеличение электропроводности. В то же время оксид алюминия, обладая высоким электросопротивлением, обуславливает относительно низкую электропроводность остальной части поверхности ванны. Повышенная адгезионная способность хлорида кальция обеспечивает хорошее сцепление флюса с поверхностью свариваемой детали, что сохраняет целостность слоя флюса и стабильность формирования проплава.
Предлагаемый активирующий флюс содержит гексафторалюминат лития LiAlF6, двуокись титана TiO2, оксид алюминия Al2O3 и хлорид кальция CaCl2. Компоненты флюса взяты в следующем соотношении, вес.%: Гексафторалюминат лития - 20-30 Двуокись титана - 20-30 Оксид алюминия - 10-30 Хлорид кальция - 20-30
Такой состав активирующего флюса обеспечивает высокую проплавляющую способность сварочной дуги при стабильном формировании сварного шва. Хлорид кальция обеспечивает хорошее сцепление флюса с поверхностью свариваемой детали. Это препятствует выдуванию флюса потоком дуговой плазмы, слой флюса перед дугой остается равномерным по толщине, его воздействие на сварочную дугу одинаково по всей длине стыка деталей, что обуславливает равномерное формирование сварного шва. Наличие в составе флюса оксида алюминия частично нейтрализует резкое уменьшение электрического сопротивления слоя расплавленного шлака на поверхности ванны. При сварке деталей с большой толщиной кромок, когда требуется повышенная сила сварочного тока, это способствует концентрации тока в зоне действия анодного пятна. В результате повышается проплавляющая способность сварочной дуги. Гексафторалюминат лития и двуокись титана, испаряясь в зоне дуги, способствуют сжатию столба дуги, что также повышает ее проплавляющую способность. Предложенное количественное соотношение компонентов флюса обеспечивает наиболее эффективное их воздействие на концентрацию тепловой мощности дуги, обеспечивающее повышение ее проплавляющей способности, при сохранении стабильности формирования шва.
Для проверки эффективности предложенного состава флюса аргонодуговой сваркой неплавящимся электродом без присадки наплавляли швы на пластины толщиной 10 мм, длиной 150 мм и шириной 80 мм из стали 12Х1МФ. На поверхность пластин наносили слой предлагаемого флюса, содержащего 25% гексафторалюмината лития, 25% двуокиси титана, 25% хлорида кальция и 25% оксида алюминия. На другую партию образцов наносили слой флюса - аналога, содержащего 25% гексафторалюмината лития, 25% двуокиси титана и 50% двуокиси кремния. На третью партию образцов наносили флюс, выбранный в качестве прототипа и содержащий 20% гексафторалюмината лития, 20% двуокиси титана, 35% двуокиси кремния и 25% хлорида кальция. Во всех случаях флюсы готовили путем смешивания компонентов, измельченных до размера частиц 50 мкм. Эту смесь прокаливали при 15-200 o С в течение 1,5-2,0 часов. Смесь порошков разводили этиловым спиртом в соотношении 1:1 и наносили на поверхность образцов в виде пасты слоем толщиной 0,1 мм. Четвертая партия образцов наплавлялась без флюса. Наплавку производили при силе сварочного тока 150 А, скорость сварки составляла 2,5 мм/с, длина дуги устанавливалась равной 1 мм. После наплавки пластины разрезались по оси шва и измерялась глубина проплавления с шагом 10 мм по длине шва.
Оказалось, что предложенный состав флюса по сравнению с прототипом увеличивает проплавление на 25%. Стабильность формы шва более чем вдвое выше, чем при сварке с флюсом - аналогом, она сохраняется примерно такой же, как и при сварке с флюсом - прототипом и при сварке без флюса (см. таблицу).
Результаты испытаний показывают, что предлагаемый состав активирующего флюса обеспечивает по сравнению с прототипом технический эффект, заключающийся в повышении проплавляющей способности сварочной дуги при сварке деталей с большой толщиной кромок, при сохранении высокой стабильности формирования шва. Предлагаемый флюс содержит известные и применяющиеся в технике компоненты и может быть изготовлен и применен с помощью известных в технике средств. Следовательно, предлагаемый активирующий флюс обладает промышленной применимостью.
Активирующий флюс для электродуговой сварки в среде защитных газов, содержащий гексафторалюминат лития, двуокись титана и хлорид кальция, отличающийся тем, что в него дополнительно введен оксид алюминия Al2O3, а компоненты взяты в следующем соотношении, вес.%:
Гексафторалюминат лития - 20-30
Двуокись титана - 20-30
Оксид алюминия - 10-30
Хлорид кальция - 20-30в
Изобретение может быть использовано при электродуговой сварке легированных сталей вольфрамовым или плавящимся электродом. Активирующий флюс содержит компоненты в следующем соотношении (вес.%): гексафторалюминат лития 20. 30, двуокись титана 20. 30, оксид алюминия 10. 30, а также группу галогенидных солей магния - хлорид магния 10. 20, бромид магния 10. 20, иодид магния 10. 20. Такой состав активирующего флюса обеспечивает снижение образования газовых пор, повышение проплавляющей способности дуги и стабильность формирования сварного шва. 2 табл.
Изобретение относится преимущественно к машиностроению и может быть применено, например, при электродуговой сварке легированных сталей вольфрамовым и плавящимся электродом.
Известен флюс для электродуговой сварки теплоустойчивых и жаропрочных сталей [Паршин С.Г., Казаков Ю.В., Корягин К.Б. Активирующий флюс для электродуговой сварки. Патент РФ №2164849 от 19.04.2001 г.]. Он содержит, вес.%: гексафторалюминат лития 17. 25; двуокись титана 17. 25; тугоплавкое соединение из группы: двуокись кремния, двуокись германия, двуокись теллура 35. 40; хлорид кальция 20. 30.
Данный флюс в виде раствора порошка в этиловом спирте наносят на свариваемые кромки деталей, что позволяет увеличить глубину проплавления металла. Хлорид кальция увеличивает сцепление слоя флюса с поверхностью металла, что позволяет стабилизировать процесс поступления флюса в дугу и улучшить формирование шва.
Однако большое количество хлорида кальция и полупроводниковых оксидов в составе флюса увеличивают электропроводимость известного флюса в расплавленном состоянии, что расширяет активное пятно дуги и снижает глубину проплавления металла. Кроме того, состав флюса слабо защищает расплавленный металл от воздействия водорода и азота при сварке во влажной атмосфере и в неблагоприятных условиях.
Известен флюс для электродуговой сварки высокопрочных теплоустойчивых и жаропрочных сталей [Паршин С.Г., Казаков Ю.В., Корягин К.Б. Активирующий флюс для электродуговой сварки. Патент РФ №2198773 от 20.02.2003], принятый за прототип. Он содержит, вес.%: гексафторалюминат лития 20. 30; двуокись титана 20. 30; окись алюминия 10. 30; хлорид кальция 20. 30.
Введение во флюс окиси алюминия позволяет уменьшить электропроводимость известного флюса в расплавленном состоянии, что увеличивает эффективность флюса и глубину проплавления металла, сохраняя при этом высокую стабильность формирования шва.
Однако состав флюса также слабо защищает сварной шов от проникновения водорода и азота. В монтажных условиях, например, на открытой площадке, при высокой влажности среды, при ремонте энергетического оборудования, защитная атмосфера вокруг сварочной дуги насыщается влагой, водородом и азотом, которые растворяются в расплавленном металле и образуют в сварочном шве газовые поры [Походня И.К. Газы в сварочных швах. М.: Машиностроение, 1972 г., 256 с.]. Газовые поры являются недопустимыми дефектами, поскольку снижают прочность и герметичность сварных соединений ответственных конструкций.
Технической задачей, решаемой предлагаемым изобретением, является улучшение качества сварных соединений.
Сущность изобретения заключается в том, что флюс-прототип, содержащий гексафторалюминат лития, двуокись титана и оксид алюминия Al2O3, вместо хлористой соли кальция содержит группу галогенидных солей магния, вес.%:
| Гексафторалюминат лития | 20. 30 |
| Двуокись титана | 20. 30 |
| Оксид алюминия | 10. 30 |
| Хлорид магния | 10. 20 |
| Бромид магния | 10. 20 |
| Йодид магния | 10. 20 |
Такая совокупность известных и новых признаков позволяет получить высокую проплавляющую способность сварочной дуги при хорошем формировании сварного шва без образования газовых пор. Это становится возможным, поскольку группа солей магния активно взаимодействует с влагой и водородом в атмосфере дуги и связывает их в нерастворимые в сварочной ванне газообразные соединения. Одновременно хлорид магния способствует образованию соединений, которые связывают азот в нитриды.
Предлагаемый флюс содержит гексафторалюминат лития Li3AlF6, двуокись титана TiO2, оксид алюминия Al2O3 и группу галогенидных солей магния: MgCl2, MgBr2, MgI2. Компоненты флюса взяты в следующем соотношении, вес. %:
| Гексафторалюминат лития | 20. 30 |
| Двуокись титана | 20. 30 |
| Оксид алюминия | 10. 30 |
| Хлорид магния | 10. 20 |
| Бромид магния | 10. 20 |
| Йодид магния | 10. 20 |
Цель изобретения достигается тем, что в состав флюса вместо малоактивного хлорида кальция вводят группу более активных галогенидных солей магния. Данная группа галогенидных солей магния обладает максимальным давлением паров, имеет различные температуры плавления и кипения и при сварке полностью переходит в парообразное состояние [Уикс К.Е., Блок Ф.Е. Термодинамические свойства 65 элементов, их окислов, галогенидов, карбидов и нитридов. Пер. с англ., М.: Металлургия, 1965 г., 240 с.]. При сварке данная смесь паров окружает дугу и сварочную ванну и препятствует проникновению влаги, водорода и азота в зону сварки.
Соли магния обладают высокой химической активностью по отношению к воде H2O, молекуле Н2 и атому Н водорода и легко связывают водород в нерастворимые в сварочной ванне соединения. Образуемые продукты реакций HF, HCl, HBr, HI имеют высокую энтальпию диссоциации, что благоприятствует сжатию столба дуги за счет отбора теплоты на диссоциацию от границ столба дуги [Замков В.Н., Прилуцкий В.П., Гуревич С.М. Влияние состава флюса на процесс сварки титана неплавящимся электродом. // Автоматическая сварка., 1977 №4, с.22-26 и Скворцов Е.А. К вопросу о механизме контрагирования дуги при сварке по флюсу // Сварочное производство, №4, 1989 г., с.36-38].
В конденсированном состоянии оксид TiO2, входящий в состав флюса, взаимодействует с хлористой солью магния MgCl2, образуя газы TiCl2, TiCl3, TiCl4, которые активно связывают азот N2 в нитрид титана TiN. Это препятствует насыщению азотом сварочной ванны и образованию азотных пор. Хлористая соль магния MgCl2 обеспечивает хорошее сцепление слоя флюса с поверхностью металла. Это препятствует выдуванию флюса потоком дуговой плазмы, поэтому флюс более равномерно поступает в дугу, что обеспечивает стабильное формирование шва.
Соединение гексафторалюминат лития при сварке диссоциирует на соединения LiF и AlF3, которые химически взаимодействуют с двуокисью титана TiO2. При этом образуются соединения TiF4, TiF3, TiF2, которые имеют высокие энтальпии диссоциации и сжимают столб дуги, увеличивая глубину проплавления металла.
В то же время продукты диссоциации гексафторалюмината лития - LiF, AlF3 и группа солей магния: MgF2, MgCl2, MgBr2 являются нейтральными по отношению к оксиду алюминия Al2О3, который уменьшает электропроводимость расплавленного флюса на поверхности сварочной ванны. Это уменьшает диаметр активного пятна дуги и стабилизирует его положение на сварочной ванне, что увеличивает глубину проплавления металла.
Основной причиной образования газовых пор является поглощение водорода расплавленным металлом [Походня И.К. Газы в сварочных швах. М.: Машиностроение, 1972 г., 256 с.]. Источниками водорода при сварке является влага, которая содержится в атмосфере дуги, сварочных материалах, ржавчине и загрязнениях. Вода Н2О при температуре дуги диссоциирует:
Константа равновесия реакций диссоциации увеличивается с ростом температуры плазмы, которая максимальна в центре дуги и минимальна на ее границе. Удаление влаги и водорода основано на химическом связывании молекул Н2О, H2, атомов Н в газообразные соединения, нерастворимые в сварочной ванне по следующим типам химических реакций:
где Me - металл; G - галоген; к - конденсированная (жидкая или твердая) фаза; г - газообразная фаза. При сварке галогенидная соль может существовать в двух отдельных фазах, которые имеют разные значения энтальпии, энтропии и приведенной энергии Гиббса.
В результате всех типов реакций I. IX количество водорода в зоне горения дуги и в расплавленном металле резко снижается, что предупреждает возникновение газовых пор и повышает качество сварного соединения.
Вероятность химических реакций увеличивается с ростом констант равновесия химических реакций, которые для реакций с солями магния имеют более высокие положительные значения, табл.1
| Таблица 1 | |||||
| Значения логарифма константы равновесия химических реакций lg Kp | |||||
| Тип реакции и температура, К | Соль CaCl2 | Соль MgCl2 | Соль MgBr2 | Соль MgI2 | |
| Тпл=1055 К | Тпл=987 К | Тпл=984 К | Тпл=923 К | ||
| Ткип=2300 К | Ткип=1691 К | Ткип=1500 К | Ткип=1200 К | ||
| I | 1000 | -5,5 | 0,8 | 1 | 2,5 |
| 2000 | -0,9 | 1,9 | 1,9 | 3 | |
| 3000 | 0,5 | 2,1 | 1,93 | 2,5 | |
| 4000 | 1,1 | 2,3 | 1,95 | 1,7 | |
| II | 1000 | -31,8 | -22,7 | -22,5 | -21 |
| 2000 | -9,8 | -5,1 | -5 | -4 | |
| 3000 | -2,8 | 0,6 | 0,4 | 0,8 | |
| 4000 | 0,3 | 3 | 2,5 | 2,9 | |
| III | 1000 | 9,2 | 10,4 | 3,9 | 4,4 |
| 2000 | 5,7 | 6,3 | 0,75 | 0,95 | |
| 3000 | 4,5 | 4,9 | -0,2 | 0,03 | |
| 4000 | 3,7 | 4,1 | -0,5 | -0,3 | |
| IV | 1000 | -23,1 | -18,9 | -19,7 | -19,1 |
| 2000 | -8,5 | -5,9 | -6,3 | -6,05 | |
| 3000 | -3,6 | -1,5 | -1,8 | -1,6 | |
| 4000 | -1,2 | 0,6 | 0,45 | 0,5 | |
| V | 1000 | -22,6 | -14,2 | -14 | -13,5 |
| 2000 | -6,6 | -2,2 | -2,3 | -2,2 | |
| 3000 | -1,3 | 1,7 | 1,6 | 1,5 | |
| 4000 | 1,4 | 3,7 | 3,6 | 3,5 | |
| VI | 1000 | -26,9 | -16,7 | -17,2 | -14,9 |
| 2000 | -7,8 | -2,8 | -2,9 | -1,7 | |
| 3000 | -1,8 | 1,4 | 1,1 | 1,7 | |
| 4000 | 0,6 | 3,1 | 2,6 | 3 | |
| VII | 1000 | -18,1 | -12,8 | -13,7 | -13,1 |
| 2000 | -6,5 | -3,6 | -4,1 | -3,8 | |
| 3000 | -2,7 | -0,56 | -0,97 | -0,7 | |
| 4000 | -0,8 | 0,9 | 0,6 | 0,75 | |
| VIII | 1000 | -9,6 | 0,6 | -0,7 | 2,4 |
| 2000 | -2,2 | 2,7 | 2,7 | 3,8 | |
| 3000 | -0,2 | 3,1 | 2,8 | 3,3 | |
| 4000 | 0,8 | 3,2 | 2,85 | 3,4 | |
| IX | 1000 | 1,25 | 4,45 | 3,6 | 4,16 |
| 2000 | 0,12 | 1,9 | 1,4 | 1,78 | |
| 3000 | -0,35 | 1 | 0,68 | 0,86 | |
| 4000 | -0,64 | 0,44 | 0,2 | 0,29 |
Предложенное количественное соотношение компонентов флюса обеспечивает наиболее эффективное снижение образования газовых пор за счет активного взаимодействия паров флюса с влагой, водородом и азотом. В то же время, данное соотношение компонентов обеспечивает наиболее эффективное их воздействие на концентрацию тепловой мощности сварочной дуги, обеспечивает повышение ее проплавляющей способности и сохраняет стабильность формирования сварного шва.
Флюс готовят путем смешивания предварительно измельченных до размера 50 мкм компонентов. Перед смешиванием компоненты прокаливают при температуре 150-200°С в течение 1,5-2 часов. Полученную смесь флюса разводят в этиловом спирте в соотношении 1:1 и хранят в герметичной стеклянной таре.
Примером применения данного флюса может служить сварка труб конвективного пароперегревателя котла ТГМ-96 диаметром 36×6 мм из стали 12Х1МФ. Флюс наносили на поверхность труб по обе стороны от стыка и на присадочную проволоку Св-08ХМФА диаметром 2 мм слоем толщиной 0,05 мм. Флюс имел состав, вес.%: гексафторалюминат лития 25%; двуокись титана 20%; оксид алюминия 10%; хлорид магния 15%; бромид магния 15%; йодид магния 15%. На другие образцы труб наносили слой флюса-прототипа, который имел состав, вес.%: гексафторалюминат лития 25%; двуокись титана 30%; окись алюминия 20%; хлорид кальция 25%. Сварка труб производилась на открытой монтажной площадке при относительной влажности среды 85%, при наличии потока воздуха, имеющего скорость 7 м/с. Сила тока составляла 100 А, расход аргона 7. 8 л/мин. При сварке без флюса наблюдалось плохое формирование, возникали поры и разбрызгивание, стабильность горения дуги была низкой. При сварке по слою флюса формирование шва и стабильность горения дуги улучшились, поры отсутствовали. После сварки сварные соединения подвергали рентгенографическому контролю на рентгенаппарате "Арина-3", табл.2.
| Таблица 2 | |
| Результаты рентгенографического контроля | |
| Вид сварки | Результаты расшифровки рентгенографических снимков |
| 1. Сварка труб без флюса | Цепочки и скопления пор ⊘0,8 и ⊘1,2 мм по 1/3 периметра сварного шва |
| 2. Сварка труб без флюса | Цепочки пор ⊘0,3 мм и отдельные поры ⊘0,8 мм по ¼ периметра сварного шва |
| 3. Сварка труб без флюса | Цепочки пор ⊘0,6 мм и отдельные поры ⊘0,3 мм по 1/3 периметра сварного шва |
| 6. Сварка труб с флюсом-прототипом | Отдельные поры ⊘0,2 мм и 0,5 мм по периметру шва |
| 4. Сварка труб с предлагаемым флюсом | Пор нет |
| 5. Сварка труб с предлагаемым флюсом | Пор нет |
Таким образом, предлагаемый состав флюса, по сравнению с флюсом-прототипом, обеспечивает технический эффект, который выражается в повышении качества сварных соединений и снижении образования газовых пор. Предлагаемый флюс содержит известные доступные компоненты, прост в изготовлении, может быть изготовлен и применен с помощью известных в технике средств. Следовательно, предлагаемый флюс обладает промышленной применимостью.
Активирующий флюс для электродуговой сварки, содержащий гексафторалюминат лития, двуокись титана и оксид алюминия, отличающийся тем, что флюс содержит дополнительно группу галогенидных солей магния, а компоненты взяты в следующем соотношении, вес.%:
Сварка под слоем флюса
Подробное знакомство со сварочными работами и процессами указывает, что воздух несет негативное влияние на качество соединения. Требуемого крепления возможно добиться с применением защитной среды, к которым относятся флюсы либо инертные газы. Наиболее распространенное применение флюсы получили в промышленных условиях, ввиду того, что при использовании данного способа гарантированно образуется надежное крепление. Использование подразумевает автоматический или полуавтоматический режим, на некоторых производственных линиях применяются роботизированные установки.

Сварка под флюсом
Технология сварки под слоем флюса
Автоматизированный процесс сварки подразумевает наличие сыпучего флюса, подаваемого непосредственно к изделию. При розжиге дуги происходит плавление проволоки электрода, воздействующего на металлическое основание. Результатом реакции металла с веществом, которые интегрируются на участке сварки, образуется газовая ванна, состоящая из сварочных паров. Сварка под флюсом применяется автоматическим либо механизированным производством.
Основным предназначением полости при рассматриваемом способе сварки, является образование защитной оболочки во избежание воздействия кислорода на металл.
Также конструкция электродной проволоки реагирует на флюс, подвергая обработке материал, допускает получить качественный шов.

Схема дуговой сварки под флюсом
В процессе удаления дуги, изделие переходит из расплавленного состояния в твердое, образовывая твердый слой, легко удаляемый с поверхности изделия. Технология автоматической сварки под флюсом подразумевает цикл изъятия лишнего вещества с помощью специального механизма. Технология имеет множество достоинств, позволяющих применять метод на любом предприятии.
- Возможно объединить детали, используя повышенную силу тока. На большинстве производств употребляется сила тока от 1000 до 2000 А, для сравнения показатель дуговой сварки не превышает 650 Ампер. Обычным режимом увеличение силы тока пагубно влияет на качество, разбрызгивая металл. При использовании вещества, возможно повышение мощности до 4000 А, что позволяет получить готовый материал в сочетании со скоростью процесса.
- Процесс подразумевает образование дуги под слоем флюса, работающей при большой глубине. Данное условие дает возможность не беспокоится о предварительной обработке сварных соединений.
- Повышенная скорость сцепления позволяет производить больший объем сварочных работ. Для сравнения, изготовление шва с идентичными параметрами дуговой сваркой может отнять больше времени в 10 раз.
- Формируемый газовый пузырь в процессе позволяет избежать разбрызгивания раскаленного металла в процессе. Данное условие позволяет не только получить крепкий шов, но и соблюдать технику безопасности при работе с большими температурами. За счет этого, происходит экономия электроэнергии и инструментов.
Режим сварки определяется при зависимости от некоторых требуемых характеристик шва. Основные критерии:
- диаметр электрода;
- электроток, его полярность;
- скоростные показатели работы и напряжение тока;
- характеристики состава.
Также существует ряд дополнительных параметров, зависящих от применяемых инструментов.
Что дает применение флюса
Химическое вещество, основанное на множестве компонентов, именуется флюсом. Применяется при необходимом следовании стандартам, защите металлических изделий от коррозионных условий при последующей эксплуатации.

Основные задачи, которые под силу решить веществу:
- устойчивое горение сварочной дуги;
- улучшенные свойства и формы шва;
- обеспечение сварочной ванны, ей производится защита металла;
- применение различных креплений позволяет изменять состав химической смеси для получения необходимых характеристик.
Кроме вышеперечисленных достоинств, основным преимуществом является возможность построения механического процесса стыковки. Различные химические соединения применяются в автоматических линиях.

Химический состав различных марок флюса
У каждого способа существуют недостатки, использование флюса не исключение:
- работа производится только при нижнем положении стыка;
- сборка деталей должна соответствовать параметрам подгонки и обработки кромок;
- производство выполняется только на жесткой опоре, воздействие в подвешенном состоянии на материал недоступно;
- стоимость вспомогательных материалов высока, поэтому способ употребляется в ответственных конструкциях.
Сварка алюминия или других цветных металлом невозможна без применения флюса, вне зависимости от способа стыковки. Однако существует вероятность образования твердой окиси, вытесняемой на поверхность в процессе.
Виды сварки под флюсом
Стыковка цветных металлов методом сварки подразумевает применение различных составов. Составная часть делится на марганцевые, низко кремнистые, бескислородные изделия. Плавленые составы имеют структуру пемзы, легирующие свойства существуют у керамических изделий, улучшающие свойства крепления. Составляющие основных разновидностей:
- Солевые соединения богаты фторидами и хлоридами. С помощью них выполняется ручная аргонодуговая сварка, применяя активные составы, переплав шлаков.
- Оксидные смеси нашли свое назначение в стыковке фтористых деталей, а также низколегированных материалов. Данное изделие отличается содержанием кремния, имеет до десяти процентов фтористых составов.
- Смешанные изделия употребляются к высоколегированным сталям, структуру исполняют все элементы, перечисленные в первых двух материалах.
Подобрать правильный флюс достаточно тяжело без наличия соответствующего опыта, автоматическая дуговая сварка под флюсом требует качественного материала.
Тип и характеристики состава определяются технической документацией.

Режимы сварки сталей под флюсом
Автоматизированная сварка осуществляется таким способом, что оператор выполняет лишь отладку оборудования при соответствующем режиме работы. Последовательность действий и технология:
- К соединяемым деталям автоматическим режимом подводится флюс, высота слоя регулируется по отношению к толщине металла, забор продукта происходит из специально отведенного бункера.
- Кассетным механизмом подается проволока электрода, без которой процесс невозможен.
- Скорость работы выбирается таким образом, чтобы образовывалась качественная сварочная ванна, предотвращающая разбрызгивание металла.
- Изделие с более маленькой плотность всплывает на поверхность ванны, что не влияет на свойства шва. Неизрасходованный материал механически собирается в целях экономии.
Основным положительным качеством является увеличенная скорость путем механизированной сварки под флюсом. Благодаря этому, способ применяется различными производствами, зарекомендовал себя надежным и долговечным способом соединения сварных деталей.
Шов выполняется по нескольким характеристикам, в зависимости от этого подбираются режимы работы. Распространённым видом является холодная сварка, применяется с пониженными температурами для соединения цветных металлов.
Каждый материал имеет техническое задание с разрешенными параметрами сварки.
В случае отсутствия инструкции, вещество подбирается к работе методом пробы, важно следовать некоторым советам:
- Соединение высокого качества можно получить только при наличии стабильной дуги. Параметр регулируется путем подбора уровня скорости движения плавящего инструмента, силы тока.
- На скоростные показатели влияет степень вылета проволоки, а также легированный состав.
- Сила тока напрямую зависит на глубину, а напряжением можно производить регулировку ширины шва.

Механизм работы флюсов при сварке
Таким образом, возможно максимально точно подобрать необходимое вещество. Необходимо понимать, что пренебрегать контролем не стоит, т.к. соединение может быть нарушено при дальнейшей эксплуатации.
Оборудование которым осуществляют сварку под флюсом
На производственных мощностях применяется стенд сборочного типа, на котором возможно зафиксировать обрабатываемые элементы в неподвижном состоянии. Требование надежного крепления особенно соблюдается, т.к. при работах деталь может сместиться, получится неровный сварочный шов. Зачастую, вместо полноценного дорогостоящего оборудования сварки под флюсом, применяют мобильные головки.

Автомат, сваривающий под флюсом
Тележка, оборудованная электроприводом и механической сварочной головкой именуется трактором. Данное устройство способно двигаться по направлениям шва или непосредственно деталям.
Область применения
Автоматизированный способ дает возможность поставить на конвейер производство различных крупных конструкций. Наиболее распространенные области, которыми применяется метод:
- Судостроением употребляется крупно узловая сборка, при сварке флюсом возможно монтирование секциями, что позволяет сократить время на производства в целом.
- Требования к высоким параметрам стыкуемых поверхностей позволяют применять устройство при изготовлении различных резервуаров.
- Газопроводные трубы крупных диаметров.
Технология не стоит на месте, с каждым годом становится все совершеннее. Дуговая сварка под флюсом позволяет производить крупные изделия высокого качества в машинном режиме. На некоторые работы ручным способом уходим несколько дней, механизированные линии выпускают готовое изделие за считанные минуты.
Читайте также: