Глубина сварки полипропиленовых труб таблица
Обновлено: 18.05.2024
Технология сварки полипропиленовых труб заключается в нагреве деталей до вязкотекучего состояния, и последующего их соединения под некоторым давлением. После охлаждения соединенных частей, образуется крепкое неразъемное соединение высокого качества.
При производстве сварочного процесса, когда свариваемые детали входят друг в друга, такой способ называется раструбным. Процесс раструбной сварки включает одновременный нагрев соединяемых деталей, технологическую выдержку определенного времни, снятие деталей с насадок, их сопряжение и последующее естественное охлаждение свариваемых деталей. Для каждого наружного диаметра подобраны соответствующие пары насадок.
Сварка полипропиленовых труб и фитингов производится при помощи электронагревательного инструмента, в народе именуемом паяльником. У сварочного аппарата имеется нагревательный элемент, обеспечивающий нагрев свариваемых частей, термостат, поддерживающий заданную температуру нагрева, подставка для удобной установки аппарата.
Сварочный аппарат, как правило, является универсальным и подходит для разных видов не армированных и армированных труб и фитингов. Для сварки определенного размера меняется только сварочная насадка, устанавливающаяся на аппарат, и производящая нагрев трубы и фитинга до температуры плавления.
Как правило, сварочные аппараты для полипропиленовых труб продаются в виде комплекта, куда входит сам сварочный аппарат и все необходимое для самостоятельной сварки труб. В таком наборе есть ножницы для резки труб, нагревательные насадки, сварочный аппарат с подставкой. Имея в наличии такой набор для сварки труб, остается только подготовить его к работе и можно приступать к сварке.

Подготовка сварочного аппарата
- Установить сварочный аппарат на ровной поверхности.
- Закрепить на сварочном аппарате сменные нагреватели нужного размера с помощью специальных ключей. Насадки должны плотно прилегать к нагревательному элементу (необходимо следить за тем, чтобы поверхность насадок не выступала за край нагревательного элемента).
- Проверить установленную температуру на аппарате (температура сварки PPR составляет 260 — 270°С).
- Включить сварочный аппарат в сеть (напряжение 220В) и проверить горит ли сигнальная лампочка.
- В зависимости от температуры окружающей среды нагрев нагревательного элемента длится 10-15 минут. Рабочая температура на поверхности достигается автоматически. Процесс нагрева закончен, когда гаснет или загорается (в зависимости от типа сварочного аппарата) лампочка контроля температуры.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата.
Сварочные инструменты должны содержаться в чистоте. После окончания сварки, при необходимости, наргевательные насадки и нагреватель аппарата очистить растворителем с помощью грубой салфетки.
Сварка полипропиленовых труб
1. На сварочный аппарат устанавливаются насадки соответствующего диаметра, при этом рабочие поверхности насадок должны быть обезжирены ацетоном или водным раствором спирта. В случаях налипания на насадки остатков полимеров от предыдущей сварки, необходимо провести очистку рабочих поверхностей

2. Сварочный аппарат подключается к сети и ожидается его готовность к работе. Соответствующая технологии температура сварки для PPR составляет 260 — 270 °С.
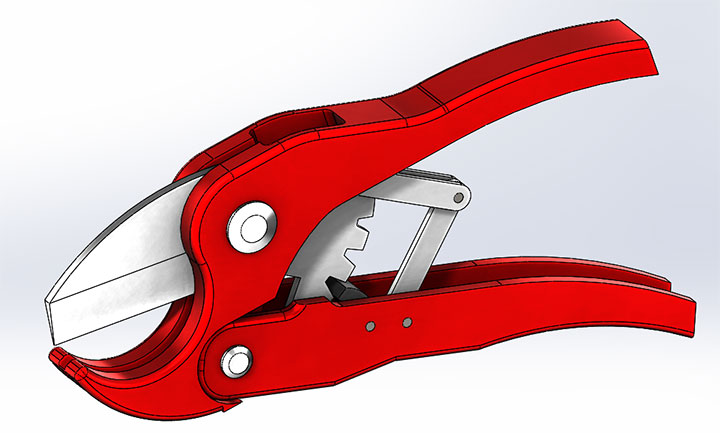
3. Труба обрезается под прямым углом к оси трубы при помощи специального резака.

4. Конец трубы и раструб фитинга перед сваркой при необходимости очищаются от влаги, пыли и грязи и обезжириваются.
5. На трубу наносится метка на расстоянии, равном глубине раструба плюс 2 мм.
6. Концы деталей, осевым перемещением, не вращая, плавно вводятся в насадки.

7. Выдерживается регламентированное время прогрева до вязкотекучего состояния (согласно таблице)
8. Детали снимаются с насадок, и в течении 1 — 2 секунд сопрягаются друг с другом. При этой операции не допускаются вращательные движения деталей относительно друг друга, возможна лишь небольшая корректировка окончательного расположения деталей в конечной стадии сварки.
9. Охлаждение сварного соединения и деталей производится естественным путём.
Для армированных полипропиленовых труб перед сваркой конец трубы зачищается зачистным инструментом, при этом происходит снятие тонкого полимерного слоя вместе с фольгой. В результате этого получившийся наружный диаметр трубы должен соответствовать в пределах допусков стандартному наружному диаметру данного типоразмера.
Как сваривать полипропиленовые трубы
Полипропиленовые трубы могут применяться для всех систем водоснабжения (кроме противопожарных). Монтаж трубопровода достаточно прост, но для него необходим специальный сварочный аппарат. Прямые участки труб соединятся муфтами, уголками, тройниками большего диаметра. При монтаже элементы трубопровода соединяются таким образом, что наружный диаметр трубы сваривается с внутренним диаметром муфты (уголка, тройника и т.п).
Для холодного водоснабжения водоснабжения в большинстве случаев подойдет обычная неармированная труба. Для горячего водоснабжения следует использовать только армированную полипропиленовую трубу. Это связано с тем, что при нагреве полипропилен значительно расширяется, использование армирующего слоя позволяет несколько снизить величину удлинения трубы при нагреве.
Минимально допустимая температура воздуха в помещении для монтажа трубопровода из полипропилена - 5 градусов.
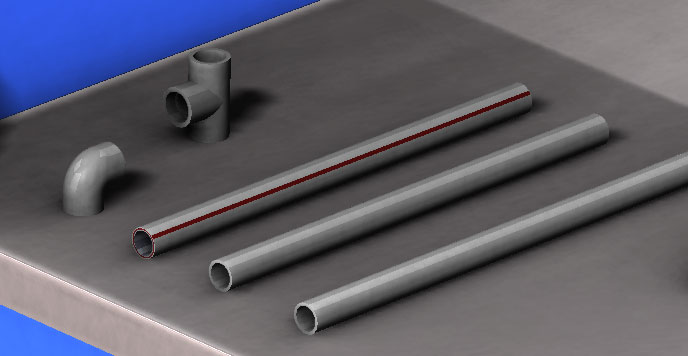
Для нарезки трубы используются специальные трубные ножницы или роликовый труборез.
Сварочный аппарат для полипропиленовой трубы
Для сварки трубопровода из полипропилена используется специальный сварочный аппарат (его часто называют паяльником), на него устанавливаются насадки дорн и муфта, размер насадок определятся диаметром трубопровода, который необходимо сваривать. Насадок дорн используется для нагрева внутренней поверхности деталей типа "Муфта" (уголков, тройников, переходников). Насадок муфта используется для нагрева наружной поверхности трубы.
Конструкция сварочного аппарата для трубы из полипропилена
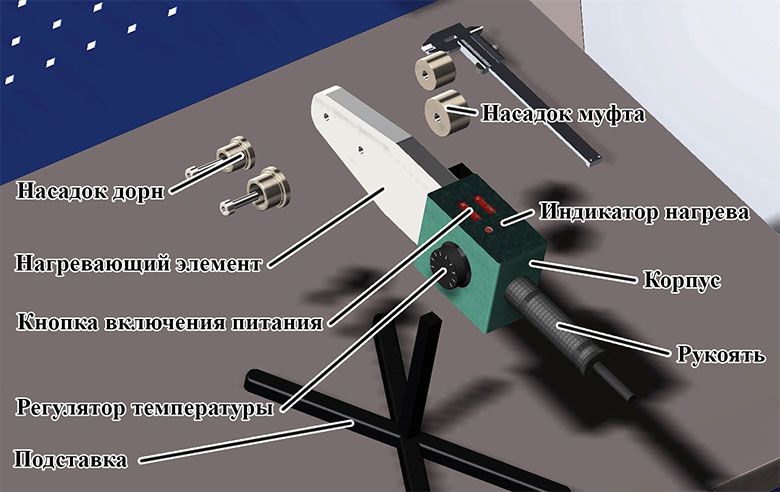
Основными элементами аппарат для сварки полипропиленовых труб:
- Корпус;
- Поставка;
- рукоятка со шнуром электропитания;
- Нагревающий элемент;
- Кнопки включения питания ТЭНов;
- Индикаторы нагрева ТЭНов;
- Регулятор температуры;
- Насадок дорн;
- Насадок муфта.
Процесс сварки труби из полипропилена
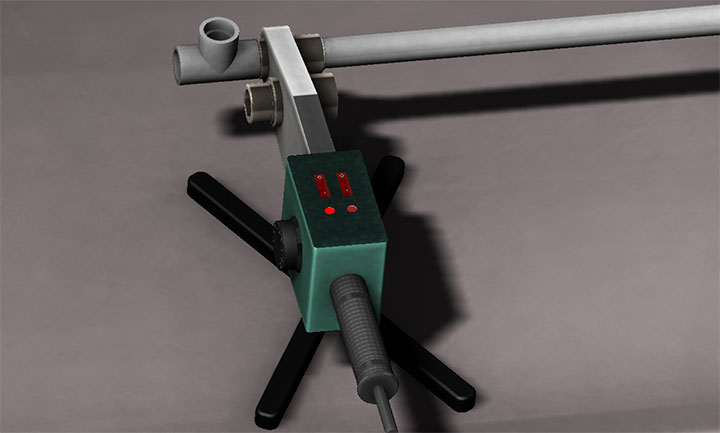
Сварочный аппарат устанавливается на верста или рабочий стол, подключается электропитания. Многие нагреватели имеют два ТЭНа с двумя кнопками включения, это необходимо для установки оптимального режима работы. Для быстрого нагрева следует включить два ТЭНа, впоследствии для поддерживания температуры достаточно одного включенного ТЭНа. Свечение индикаторов рядом с кнопками свидетельствует о том, что ТЭН нагревается, температура нестабильна. Сварку нужно производить когда индикаторы погаснут.
Для сварки полипропиленовой трубы необходимо регулятором установить температуру 260 градусов.
После прогрева сварочного аппарата необходимо одновременно установить трубу в насадок муфта, а соединительный элемент (тройник, уголок и т.п) на дорн.
Сколько времени нужно для нагрева полипропиленовой трубы?
Время прогрева труб различного диаметра представлено в таблице.
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Время нагрева на аппарате, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
После прогрева необходимо одновременно снять трубу и элемент с насадков и соединить. При этом следует выдержать глубину сварки, для удобства можно предварительно нанести на трубу метки.
Какая глубина сварки полипропиленовой трубы?
Величина на которую труба должна быть "утоплена" в соединительный элемент указана в таблице.
| Диаметр трубы | Глубина установки |
| 20 | 15 |
| 25 | 17 |
| 32 | 19 |
| 40 | 20 |
| 50 | 24 |
| 63 | 28 |
| 75 | 30 |
Несоосность трубопровода и муфты при монтаже не должна превышать 3 градусов.
После сварки элементов соединению нужно дать соединению остыть, нельзя вращать элементы, или прикладывать нагрузку к трубопроводу.
Для соединения с резьбовыми деталями на трубу устанавливаются разъемные и неразъемные муфты.
Пайка полипропиленовых труб: таблица температур, инструкция по монтажу + топ лучших пп систем
Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Пайка полипропиленовых труб

Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах

Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками. На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.

Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.

Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.

Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Как правильно паять полипропиленовые трубы (видео)
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
Температура пайки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
При температуре воздуха ниже 5 °С необходимо увеличить время нагрева в полтора раза.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
Как выбрать качественную полипропиленовую трубу
Если вы решили произвести монтаж водопровода или отопления полипропиленовыми трубами, то важным этапом является правильный выбор. Когда есть знакомые мастера, то лучше спросить у них совета, что лучше выбрать и где купить.

Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>
Или изучить имеющийся ассортимент продукции на сайте производителя. При покупке в магазине, обращайте внимание на цвет, название фирмы, эмблемы, расположение маркировки. Если найдете несоответствие, то это подделка.
Трубы и фитинги имеют ровные поверхности. Отсутствуют наплывы и впадины. Толщина стенок должна быть одинакова.
Не покупайте фитинги и полипропиленовые трубы разных фирм!
Топ лучших производителей пп систем
Перед вами рейтинг производителей полипропиленовых систем 2021 составленный, по отзывам специалистов. По их мнению, эта продукция является лучшей по качеству и надежности.
Российские торговые марки.

Лучшие российские производители ПП систем

Лучшие зарубежные производители ПП систем
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.

Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб

Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Для муфты добавлять длину не нужно.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Детально продумывайте последовательность пайки элементов.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.

Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
Начинайте паять строго по составленной схеме и последовательности.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.

Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд. Поэтому очень важно заранее отметить положение элементов.
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Если статья Вам оказалась интересной и полезной, поделитесь с ней со своими друзьями в социальных сетях.
Температура и время пайки полипропиленовых труб

Трубы
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР

Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр

Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Таблица пайки полипропиленовых труб
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300 о С.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте также: