Горячие трещины при сварке аустенитных сталей
Обновлено: 20.09.2024
Основные трудности сварки рассматриваемых сталей и сплавов обусловлены многокомпонентностью их легирования и разнообразием условий эксплуатации сварных конструкций. Главной и общей особенностью сварки является склонюсть к образованию в шве и околошовной зоне горячих трещин, имеющих межкристаллитный характер. Они могут наблюдаться как в виде мельчайших микро-надрывов, так и видимых трещин. Горячие трещины могут возникнуть и при термической обработке или работе конструкции при повышенных температурах. Образование горячих трещин связано с формированием при сварке крупнозернистой макроструктуры, особенно выраженной в многослойных швах, когда кристаллы последующего слоя продолжают кристаллы предыдущего слоя, и наличием напряжений усадки.
Металлу сварных швов свойственны ячеисто-дендритные формы кристаллизации, что приводит к образованию крупных столбчатых кристаллов и обогащению междендритных участков примесями, образующими легкоплавкие фазы. В аустенитных швах столбчатая структура выражена наиболее четко. Применение методов, способствующих измельчению кристаллов и устранению столбчатой структуры, повышает стойкость швов против образования горячих трещин. Одним из таких методов является получение швов, имеющих в структуре некоторое количество первичного δ-феррита. Положительное действие феррита в аустенитно-ферритных швах на предупреждение образования в них горячих трещин связано с изменением схемы кристаллизации и большей растворимостью в нем ликвирующих примесей. Одновременное выпадение из жидкой фазы кристаллов аустенита и первичного δ-феррита приводит к измельчению и дезориентации структуры, т. е. к уменьшению сечения столбчатых кристаллов, разделенных участками первичного δ-феррита. В результате вероятность образования горячих трещин по местам расположения жидких прослоек уменьшается. Получение аустенитноферритных швов достигается их дополнительным легированием ферритообразующими элементами, такими как хром, кремний, алюминий, молибден и др. В изделиях, Работающих как коррозионно-стойкие при температурах до 400° С., допукается содержание феррита до 20–25%. В изделиях из жаропрочных и жаростойких сталей, работающих при более высоких температурах, с целью предупреждения сигматизации количество δ-феррита в швах ограничивают 4 – 5%.
В сталях с большим запасом аустенитности получение швов с аустенитноферритной структурой затруднено. Возможность предотвращения в них горячих трещин достигается ограничением содержания в швах примесей, образующих легкоплавкие эвтектики (фосфора, серы). для этого применяют сварочные материалы, изготовленные из сталей вакуумной выплавки или электрошлакового переплава, и ограничивают проплавление основного металла. В некоторых случаях можно улучшить стойкость швов против горячих трещин повышением содержания ликвирующих примесей до концентраций, обеспечивающих получение на завершающих стадиях кристаллизации обильной эвтектики на поверхности кристаллитов, например при легировании стали бором (0,3 – 1,5%). При этом уменьшаются деформации, накапливаемые в металле шва к концу кристаллизации, вследствие понижения верхней температуры эффективного интервала кристаллизации. Снижение действия силового фактора (ограничением тока, заполнением разделки валиками небольшого сечения, рациональной конструкцией соединения и др.) также является фактором предупреждения горячих трещин.
Кроме сложности получения на аустенитных высоколегированных сталях и сплавах швов без горячих трещин, имеются и другие особенности сварки, обусловленные особенностями их использования. К сварным соединениям жаропрочных сталей предъявляется требование сохранения в течение длительного времени высоких механических свойств при повышенных температурах. Большие скорости охлаждения при сварке приводят к фиксации неравновесных структур в металле шва. В процессе эксплуатации при температурах выше 350°С в результате диффузионных процессов в стали появляются новые структурные составляющие, приводящие к снижению пластических свойств металла шва. Термическое старение при 350 – 500°С вызывает появление «475-градусной хрупкости», а при 500 – 650°С приводит к выпадению карбидов и одновременно к образованию σ- фазы. Выдержка при 700 – 850°С интенсифицирует образование σ-фазы с соответствующим сильным охрупчиванием металла при более низких температурах и снижением прочности при высоких температурах. При этом возрастает роль и интерметаллидного упрочнения. В процессах теплового старения аустенитных сталей ведущее место занимают процессы карбидного и интерметаллидного упрочнения, поэтому для уменьшения склонности сварных соединений жаростойких и жаропрочных сталей к охрупчиванию в результате выпадения карбидов эффективно снижать содержание углерода в основном металле и металле шва.
В околошовной зоне некоторых жаропрочных аустенитных сталей под действием термического цикла сварки снижаются пластические и прочностные свойства, что может повести к образованию в этой зоне трещин. Подобные изменения свойств основного металла вызываются развитием диффузионных процессов, приводящих к повышенной концентрации в металле околошовной зоны поверхностно-активных элементов (углерода, кислорода и др.), которые совместно с другими примесями могут образовывать легкоплавкие эвтектики и в конечном итоге обусловливать появление горячих трещин. Кроме того, при длительной эксплуатации в этой зоне могут выделяться мелкодисперсные карбиды и интерметаллиды. Образование непрерывной прослойки карбидов и интерметаллидов по границам зерен приводит к охрупчиванию шва. При сварке этих сталей для предупреждения горячих трещин в шве часто получают наплавленный металл, по составу отличающийся от основного и имеющий двухфазную структуру. Однако в процессе высокотемпературной эксплуатации происходит карбидное и интерметаллидное упрочнение такого наплавленного металла и соответствующее снижение его пластических свойств, что приводит к локализации в околошовной зоне деформаций и образованию в ней трещин. Этому способствуют и значительные остаточные сварочные напряжения, а также рабочие напряжения. Предотвращение подобных локальных разрушений достигается термической обработкой: аустенизацией при 1050 – 1100°С для снятия остаточных сварочных напряжений, самонаклепа и придания сварному соединению более однородных свойств. В некоторых случаях аустенизация сопровождается последующим стабилизирующим отжигом при 750 – 800°С для получения относительно стабильных структур в результате выпадения карбидной и интерметаллидной фаз.
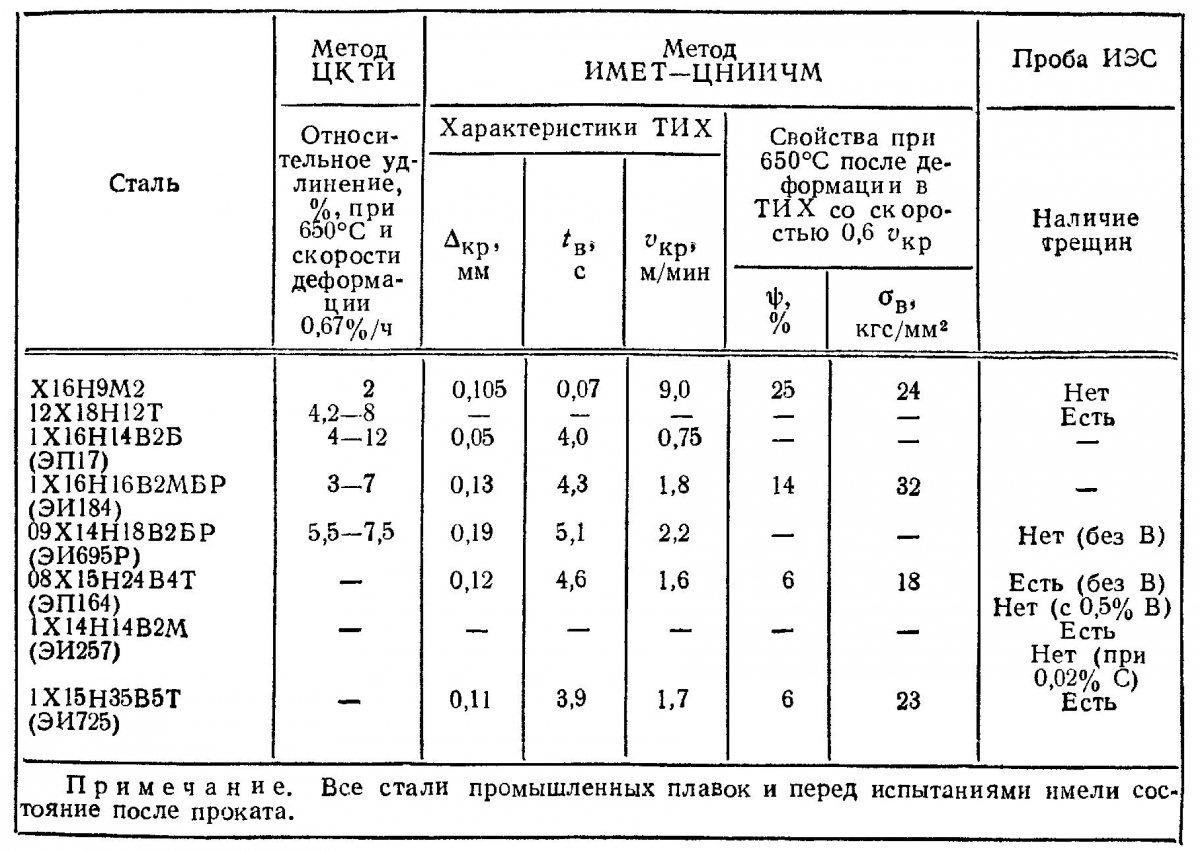
Локальные разрушения характерны для участка перегрева околошовной зоны и являются межкристаллическими разрушениями вследствие концентрации деформаций по границам зерен и развития процессов межзеренного проскальзывания. Упрочнение границ зерен стали типа Х16Н9М2 за счет молибдена, образующего карбиды по границам зерен, а также уменьшение содержания углерода (до 0,02%) или увеличение содержания бора до 0,5% в сталях 1Х15Н24В4Т (ЭП164) и 1Х14Н14В2М (ЭИ257) соответственно повышает сопротивляемость сталей локальным разрушениям (табл. 1). другим средством снижения склонности к локальным разрушениям является получение более пластичного металла шва.
Таблица 1. Сопротивление локальным разрушениям металла околошовной зоны ряда жаропрочных аустенитных сталей
При сварке высокопрочных сталей в околошовной зоне возможно образование холодных трещин. Поэтому до сварки рекомендуется произвести их аустенизацию для получения высоких пластических свойств металла, а упрочняющую термическую обработку проводить после сварки. Предварительный и сопутствующий нагрев до 350 – 450°С также уменьшает опасность образования холодных трещин.
При сварке жаростойких сталей под действием нагрева в металле швов могут наблюдаться такие же структурные изменения, как и при сварке жаропрочных сталей. Большинство жаростойких сталей и сплавов имеют большой запас аустенитности и поэтому при сварке не претерпевают фазовых превращений, кроме карбидного и интерметаллидного дисперсионного твердения. На этих сталях также возможно образование холодных трещин в шве и околошовной зоне, предупреждение которых в некоторых случаях может быть достигнуто предварительным нагревом до 250 – 550°С.
Высоколегированные аустенитные стали и сплавы наиболее часто используют как коррозионно-стойкие. Основным требованием, которое предъявляется к сварным соединениям, является стойкость к различным видам коррозии.
Технология сварки высоколегированных аустенитных сталей и сплавов

Высоколегированные аустенитные стали и сплавы обладают комплексом положительных свойств. Поэтому одну и ту же марку стали иногда можно использовать для изготовления изделий различного назначения, например коррозионно-стойких, хладостойких, жаропрочных и т.д. В связи с этим и требования к свойствам сварных соединений будут различными. Это определит и различную технологию сварки (сварочные материалы, режимы сварки, необходимость последующей термообработки и т.д.), направленную на получение сварного соединениях необходимыми свойствами, определяемыми составом металла шва и его структурой.
Характерные для высоколегированных сталей теплофизические свойства определяют некоторые особенности их сварки. Пониженный коэффициент теплопроводности при равных остальных условиях значительно изменяет распределение температур в шве и околошовной зоне (рис. 1). В результате одинаковые изотермы в высоколегированных сталях более развиты, чем в углеродистых. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий.
Поэтому для уменьшения коробления изделий из высоколегированных сталей следует применять способы и режимы сварки, характеризующиеся максимальной концентрацией тепловой энергии. Примерно в 5 раз более высокое, чем у углеродистых сталей, удельное электросопротивление обусловливает больший разогрев сварочной проволоки в вылете электрода или металлического стержня электрода для ручной дуговой сварки. При автоматической и полуавтоматической дуговой сварке следует уменьшать вылет электрода и повышать скорость его подачи. При ручной дуговой сварке уменьшают длину электродов и допустимую плотность сварочного тока.
Одна из основных трудностей при сварке рассматриваемых сталей и сплавов - предупреждение образования в швах и околошовной зоне горячих трещин. Предупреждение образования этих дефектов достигается:
1) Ограничением (особенно при сварке аустенитных сталей) в основ ном и наплавленном металлах содержания вредных (серы, фосфора) и ликвирующих (свинца, олова, висмута) примесей, а также газов - кислорода и водорода. Для этого следует применять режимы, уменьшающие долю основного металла в шве, и использовать стали и сварочные материалы с минимальным содержанием названных примесей. Техника сварки должна обеспечивать минимальное насыщение металла шва газами. Этому способствует применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку. Это уменьшит также вероятность образования пор, вызываемых водородом;
2) Получением такого химического состава металла шва, который обеспечил бы в нем двухфазную структуру. Для жаропрочных и жаростойких сталей с малым запасом аустенитности и содержанием никеля до 15 % это достигается получением аустенитно-ферритной структуры с 3 . 5 % феррита. Большее количество феррита может привести к значительному высокотемпературному охрупчиванию швов ввиду их сигматизации. Стремление получить аустенитно-ферритную структуру швов на глубокоаустенитных сталях, содержащих более 15 % Ni, потребует повышенного их легирования ферритообразующими элементами, что приведет к снижению пластических свойств шва и охрупчиванию ввиду появления хрупких эвтектик, а иногда и ?-фазы.
Поэтому в швах стремятся получить аустенитную структуру с мелкодисперсными карбидами и интерметаллидами. Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин. Количество феррита в структуре швов на коррозионно-стойких сталях может быть повышено до 15 . 25 %. Высоколегированные стали содержат в качестве легирующих присадок алюминий, кремний, титан, ниобий, хром и другие элементы, обладающие большим сродством к кислороду, чем железо. Поэтому при наличии в зоне сварки окислительной атмосферы возможен их значительный угар, что может привести к уменьшению содержания или к полному исчезновению в структуре шва ферритной и карбидной фаз, особенно в металле с небольшим избытком ферритизаторов.
Для сварки рекомендуется использовать неокислительные низкокремнистые, высокоосновные флюсы (фторидные) и покрытия электродов (фтористокальциевые). Сварка короткой дугой и предупреждение подсоса воздуха служит этой же цели. Азот - сильный аустенитизатор, способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкости против горячих трещин.
Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда модифицируя его структуру, повышают стойкость против горячих трещин. Механизированные способы сварки, обеспечивая равномерное проплавление основного металла по длине шва и постоянство термического цикла сварки, позволяют получить и более стабильные структуры на всей длине сварного соединения;
3) Применением технологических приемов, направленных на изменение формы сварочной ванны и направления роста кристаллов аустенита. Действие растягивающих сил, перпендикулярное направлению роста столбчатых кристаллов, увеличивает вероятность образования горячих трещин (рис. 2). При механизированных способах сварки тонкими электродными проволоками поперечные колебания электрода, изменяя схему кристаллизации металла шва, позволяют уменьшить его склонность к горячим трещинам;
4) Уменьшением силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций и жесткости закрепления свариваемых кромок. Снижение его действия достигается ограничением силы сварочного тока, заполнением разделки швами небольшого сечения и применением соответствующих конструкций разделок. Этому же способствует хорошая заделка кратера при обрыве дуги. Кроме перечисленных общих особенностей сварки высоколегированных сталей и сплавов, есть специфические особенности, определяемые их служебным назначением. При сварке жаропрочных и жаростойких сталей обеспечение требуемых свойств во многих случаях достигается термообработкой (аустенизацией) при температуре 1050 . 1110 °С, снимающей остаточные сварочные напряжения, с последующим стабилизирующим отпуском при температуре 750 . 800 °С. При невозможности термообработки сварку иногда выполняют с предварительным или сопутствующим подогревом до температуры 350 . 400 °С. Чрезмерное охрупчивание швов за счет образования карбидов предупреждается снижением содержания в шве углерода. Обеспечение необходимой окалиностойкости достигается получением металла шва, по составу идентичного основному металлу. Это же требуется и для получения швов стойких к общей жидкостной коррозии.
При сварке коррозионно-стойких сталей различными способами для предупреждения МКК не следует допускать повышения в металле шва содержания углерода за счет загрязнения им сварочных материалов (графитовой смазки проволоки и т.д.), длительного и многократного пребывания металла сварного соединения в интервале критических температур.
В связи с этим сварку необходимо выполнять при наименьшей погонной энергии, используя механизированные способы сварки, обеспечивающие непрерывность получения шва. Повторные возбуждения дуги при ручной сварке, вызывая нежелательное тепловое действие на металл, могут вызвать появление склонности его к коррозии. Шов, обращенный к агрессивной среде, по возможности следует сваривать в последнюю очередь, чтобы предупредить его повторный нагрев, последующие швы в многослойных швах - после полного охлаждения предыдущих. Следует принимать меры к ускоренному охлаждению швов. Брызги, попадающие на поверхность основного металла, могут быть впоследствии очагами коррозии. Следует тщательно удалять с поверхности швов остатки шлака и флюса, так как взаимодействие их в процессе эксплуатации с металлом может повести к коррозии или снижению местной жаростойкости.
Для повышения стойкости швов к межкристаллитной коррозии и создания в их металле аустенитно-ферритной структуры при сварке их обычно легируют титаном или ниобием. Однако титан обладает высоким сродством к кислороду и поэтому при способах сварки, создающих в зоне сварки окислительную атмосферу (ручная дуговая сварка, сварка под окислительными флюсами), выгорает в количестве 70 . 90 %. Легирование швов титаном возможно при сварке в инертных защитных газах, при дуговой и электрошлаковой сварке с использованием фторидных флюсов. В металле швов содержание титана должно соответствовать соотношению Ti/C > 5. Ниобий при сварке окисляется значительно меньше и его чаще используют для легирования шва при ручной дуговой сварке. Его содержание в металле шва должно соответствовать Nb/C > 10. Однако он может вызвать появление в швах горячих трещин.
Газовая сварка обеспечивает большую зону разогрева, значительный перегрев расплавленного металла и замедленное охлаждение. При этом происходит значительный угар легирующих элементов. Она наименее благоприятна для сварки этих особенно кислотостойких сталей, в которых может развиваться значительная межкристаллитная коррозия. Газовая сварка может использоваться для сварки жаропрочных и жаростойких сталей толщиной 1 . 2 мм. Сварка ведется нормальным пламенем с мощностью пламени 70 . 75 л/ч на 1 мм толщины. Процесс следует вести с возможно большей скоростью левым способом, мундштук держать под углом 45° к поверхности. В сварных соединениях образуются большие коробления.
Ручная дуговая сварка это высокоманевренный способ. При сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют достаточно широкий допуск по химическому составу. Различие типов сварных соединений, пространственного положения сварки и т.п. способствует изменению глубины проплавления основного металла, а также изменению химического состава металла шва. Все это заставляет корректировать состав покрытия с целью обеспечения необходимого содержания в шве феррита и предупреждения, таким образом, образования в шве горячих трещин. Этим же достигаются и необходимая жаропрочность и коррозионная стойкость швов.
Применением электродов с фтористокальциевым покрытием, уменьшающим угар легирующих элементов, достигается получение металла шва с необходимым химическим составом и структурами. Уменьшению угара легирующих элементов способствует и поддержание короткой дуги без поперечных колебаний электрода. Это снижает вероятность появления дефектов на поверхности основного металла в результате попадания на него брызг.
Тип покрытия электрода диктует необходимость применения постоянного тока обратной полярности (при переменном или постоянном токе прямой полярности дуга неустойчива). Тщательная прокалка электродов, режим которой определяется их маркой, способствует уменьшению вероятности образования в швах пор и вызываемых водородом трещин. Некоторые данные о режимах и выборе электродов для ручной дуговой сварки приведены в табл. 1 и 2, а о свойствах сварных соединений - в табл. 3 и на рис. 3.
Табл. 1 Ориентировочные режимы ручной дуговой сварки аустенитных сталей
Технология сварки разнородных сталей
Разнородными принято считать стали, которые отличаются атомно-кристаллическим строением, т.е. имеют ГЦК-, ОЦК- решетку или принадлежат к разным структурным классам (перлитные, ферритные, аустенитные), а также стали с однотипной решеткой, относящиеся к различным группам по типу и степени легирования (низколегированные, легированные, высоколегированные). Они содержат в сумме до 5, 10 или свыше 10 % хрома и других легирующих элементов соответственно.
В табл. 1 приведены основные группы сталей, применяемых в машиностроении. Из них формируют различные сочетания для изготовления сварных конструкций.
Табл. 1 Классификация сталей, применяемых в сварных соединениях разнородных сталей
Класс сталей и сварочных материалов
Характеристика сталей
Марки (примеры)
Перлитные и бейнитные
09Г2С, 10ХСНД, 20ХГСА
30ХГСА, 40Х, 40ХН2МА, 38ХВ
Теплоустойчивые (Cr-Мо и Cr-Mo-V)
12МХ, 12Х1МФ, 20Х1М1Ф169
Мартенситные, ферритные, ферритно-мартенситные, аустенитно-мартенситные, ферритно-аустенитные
12 %-ные хромистые, жаростойкие
08X17Т, 15Х25Т, 20X17Н2
12 %-ные хромистые, жаропрочные
Аустенитные стали и сплавы на никелевой основе
Аустенитные коррозионно-стойкие и криогенные
Жаропрочные никелевые сплавы
Конструкции, сваренные из разнородных сталей, называют комбинированными. Они применяются в тех случаях, когда условия работы отдельных частей конструкции отличаются температурой, агрессивностью среды, особыми механическими воздействиями (износ, знакопеременное нагрузка и т.п.).
Особенности технологии сварки комбинированных конструкций из сталей различных структурных классов
Одна из причин пониженной свариваемости перлитной и аустенитной сталей - образование хрупкого мартенситного слоя или карбидной гряды в объеме переходной кристаллизационной прослойки, у которой уровень легирования металла снижается, приближаясь к перлитной стали. Образование этой прослойки объясняется ухудшением перемешивания жидкого металла в пристеночных слоях. При небольшом запасе аустенитности металла шва толщина этой прослойки может достигнуть критической величины, при которой происходит хрупкое разрушение сварного соединения.
Поэтому при выборе способов и режимов сварки отдают предпочтение технологии, при которой толщина кристаллизационной прослойки минимальна. Этого достигают следующими методами:
- Применением высококонцентрированных источников тепла (электронный луч, лазер, плазма);
- Разделкой кромок или их наплавкой (рис. 1), уменьшающей долю участия сталей;
- Выбором режимов сварки с минимальной глубиной проплавления;
- Переходом к дуговой сварке в защитных газах, обеспечивающей интенсивное перемешивание металла ванны.
Преимущества сварки комбинированных конструкций в защитных газах связаны с увеличением температуры расплавленного металла, снижением поверхностного натяжения и, соответственно, увеличением интенсивности его перемешивания, что вызвано ростом приэлектродного падения напряжения сварочной дуги и увеличением кинетической энергии переноса капель электродного металла и плазменного потока в дуге.
Добавление в аргон кислорода, азота, углекислого газа усиливает отмеченные преимущества. Добавки кислорода повышают температуру ванны также тем, что вызывают экзотермические окислительно-восстановительные реакции. В результате отмеченных явлений снижается уровень структурной и механической неоднородности в зоне сплавления перлитной стали с аустенитным швом.
При ручной дуговой сварке положительные результаты получают в противоположном варианте, т.е. при снижении температуры сварочной ванны, что зависит от температуры плавления электрода. Снижения температуры плавления электрода достигают увеличением содержания никеля и марганца. Применение таких электродов является наиболее радикальным мероприятием и при сварке под флюсом, одновременно уменьшающем ширину кристаллизационных и диффузионных прослоек (рис. 2).
При сварке под флюсом перемешивание ванны также может быть усилено увеличением силы тока, напряжения или скорости сварки. Однако рост этих параметров приводит к неблагоприятному изменению схемы кристаллизации (увеличению угла срастания кристаллитов), что увеличивает риск образования горячих трещин. Скорость сварки, как правило, не должна превышать 25 м/ч. Интенсивному электромагнитному перемешиванию ванны препятствует наличие шунтирования магнитного поля перлитной сталью, а также нарушение шлаковой защиты. В этом процессе весьма эффективен ввод внутренних стоков тепла в виде охлаждающей присадки (рис. 3), также снижающей температуру ванны.
Табл. 2 Выбор композиции наплавленного металла и термообработки для сварки перлитных и бейнитных сталей с аустенитными сталями и сплавами
Группа свариваемых сталей (см. табл. 1)
Композиция наплавленного металла
Предельная температура эксплуатации, °С
Термическая обработка
VI – VIII + XI – XIII
При формировании следующего слоя 2 со стороны перлитной стали в нем участвует основной металл (т. П), и корневой шов (отрезок а - в), образуя ванну состава т. Д, а также входящий в нее электрод (т. В), что в сумме создает металл слоя со структурой в - г, соответственно долей их участия. Аналогично слой 3 со стороны аустенита характеризуется отрезком е - д.
Большой запас аустенитности металла шва позволяет предотвратить образование малопластичных участков с мартенситной или карбидной структурой в корневых швах и слоях, примыкающих к перлитной стали в условиях неизбежного колебания долей их участия. Однако для этого варианта технологии будет характерна высокая склонность к возникновению горячих трещин в однофазном аустенитном металле шва, образующихся по границам зерен, сформированных в результате миграции. Для их предотвращения в швах со стабильно аустенитной структурой наплавленный металл легируют элементами, снижающими диффузионные процессы при высоких температурах, применяют электроды типа Х15Н25АМ6, содержащие 6 % Мо и 0,2 . 0,3 % N. Они препятствуют развитию высокотемпературной ползучести и межзеренного проскальзывания в твердом металле при сварке, повышая при этом пластичность в температурном интервале хрупкости и тем самым предотвращают образование горячих трещин. Более сложный вариант технологии необходим при сварке жестких узлов из аустенитной и среднеуглеродистой стали мартенситного класса, когда в корневых слоях из-за увеличения до 0,5 доли участия основного металла возможно образование горячих трещин, а в верхних слоях - холодных трещин типа "отрыв" и "откол". В этом случае корневые слои выполняют электродами, содержащими до 60 % Ni и 15 % Мо.
Указанные электродные материалы с однофазной аустенитной структурой шва применяют и при сварке перлитных сталей с термоупрочняемыми жаропрочными аустенитными сталями и никелевыми сплавами.
В большинстве таких случаев при сварке перлитных и термически неупрочняемых аустенитных сталей группы IX применяют другой - аустенитно-ферритный электрод, образующий в наплавленном металле 10 . 12 % ферритной фазы и допускающий долю участия перлитной стали в металле шва до 30 %. При смешивании материала электрода и расплава в том же соотношении будет получен шов, содержащий 4 . 6 % дельта-феррита, что исключает образование горячих трещин, но несколько увеличивает толщину кристаллизационной прослойки.
Такой вариант технологии допустим при сварке аустенитных сталей с перлитными (группы II - III), содержащими активные карбидообразователи для ограничения диффузии углерода, либо содержащих весьма малое количество углерода путем его частичной замены азотом.
Для сварных узлов, эксплуатирующихся при высоких температурах, необходимо применение высоконикелевых электродов типа ХН60М15. Швы, выполненные такими электродами хорошо работают в условиях теплосмен из-за равенства коэффициента линейного расширения с перлитной сталью (см. табл. 10.2). Этими электродами заваривают дефекты литья сталей групп IV и V без последующей термообработки.
При недостаточности или неприемлемости указанных технологических вариантов прибегают к сварке через проставки или к предварительной, в том числе комбинированной (см. рис. 10.9) наплавке кромки перлитной стали аустенитным металлом, с последующей сваркой таких заготовок аустенитно-ферритными сварочными материалами с регламентированным количеством ?-Fe (2 . 6 %).
При сварке кислотостойких и жаропрочных высокохромистых ферритных сталей (гр. VIII) с аустенитными (гр. XI . XIII) принципиально возможно применение как аустенитных, аустенитно-ферритных, так и высокохромистых электродов, поскольку при перемешивании в ванне указанных сталей с электродным металлом при доле его участия до 40 % металл шва сохраняет такую же структуру, как и у наплавленного указанными электродами. При этом с повышением температуры эксплуатации выше 500 °С предпочтительны высокохромистые электроды. При эксплуатации в условиях термоциклирования необходимо сваривать указанные сочетания сталей аустенитными электродами на никелевой основе, поскольку их коэффициент линейного расширения близок с высокохромистой сталью. Для удовлетворения требований жаростойкости шва следует применять электроды с высоким содержанием хрома (25 . 27 %) и никеля (12 . 14 %), что позволяет их эксплуатировать при 1000 °С.
При неагрессивных рабочих средах соединения указанных сталей, подвергаемые термообработке, могут быть выполнены электродами типа Э-08Х15Н25АМ6, которые допускают значительное перемешивание с основным металлом без образования горячих трещин. Если термообработка невозможна, рекомендуется облицовка кромок закаливающихся сталей электродами на никелевой основе.
Третий вариант технологии предусматривает предварительную наплавку на перлитную закаливающуюся сталь аустенитного слоя, при которой производится предварительный или сопутствующий подогрев, обеспечивающий необходимую скорость охлаждения, с последующим отпуском для устранения закалки. После этого детали из перлитной стали с наплавленными кромками сваривают с аустенитной сталью на режимах, оптимальных для последней.
Во всех случаях сварки разнородных сталей важным параметром процесса является уровень содержания водорода в шве, зависящий от длины дуги и температуры прокалки электродов. Водород вызывает пористость швов и способствует развитию зародышей всех указанных выше типов холодных трещин в закаленных зонах. Поэтому необходимо применять низководородистые электроды с основным покрытием и флюсы на фтористо-кальциевой основе.
Другое сочетание сталей разнородных структурных классов в сварных конструкциях - сварка перлитных и высокохромистых сталей. При сварке перлитных сталей с 12 %-ными хромистыми сталями необходимо предотвратить образование мартенсита и холодных трещин, а также развития диффузионных прослоек при отпуске и высокотемпературной эксплуатации. При выборе сварочных материалов следует исключить образование хрупких переходных участков в зонах перемешивания сталей. Для обеспечения наибольшей пластичности шва применяют сварочные материалы перлитного класса (табл. 3). В этом случае в переходных участках со стороны высоколегированной стали, содержащих до 5 % хрома, сохраняется высокая пластичность, вязкость, а также длительная прочность соединения в целом. Для снижения размеров диффузионных прослоек перлитный наплавленный металл должен легироваться определенным количеством более активных, чем хром, карбидообразующих элементов.
Табл. 3 Выбор композиции наплавленного металла и термообработки для сварки перлитных сталей с мартенситными, ферритными и аустенитно-ферритными
Горячие трещины при сварке аустенитных сталей
Аустенитные стали, обладая высокой коррозионностойкостью и кислотостойкостью, широко применяются в химической промышленности. При сварке этих сталей могут образовываться горячие трещины в сварном шве. Выявлена одна из причин появления горячих трещин из-за высокого содержания феррита в структуре сварного шва более 8 %. Разработана технология, устраняющая условия образования горячих трещин в сварном шве. Подобран электрод для электродуговой сварки аустенитных сталей, который обеспечивает содержание феррита в структуре сварного шва в пределах 3–5 %. Феррит, располагаясь по границам аустенитных кристаллов, ограничивает их рост, что положительно отражается на сопротивляемость образованию горячих трещин в сварном соединении. Разработанная технология обработки сварных соединений аустенитной стали, которая не только устраняет образование горячих трещин, но и повышает долговечность сварных швов при низкой температуре.

1. Макаров Э.Л. Холодные трещины при сварке легированных сталей. – М.: Машиностроение, 1981. – С. 164–187.
3. Исламкулов К.М., Омаров А.К. Исследование хладостойкости сварных соединений стали 12Х18Н9Т работающие в диапазоне температуры – 70 до – 190 оС. Сб. науч.тр Всесоюзный науч. конф. /Прочность материалов и конструкции при низких температурах, Киев. – 1986. – ч. 1. – С. 47–49.
4. Исламкулов К.М. Разработка технологии повышения хладостойкости сварных соединений высоколегированных (аустенитных) сталей // Вестник КазНАЕН. – 2012. – №4. – С. 16–17.
Основная группа сталей аустенитного класса известна в мировой практике под наименованием сталей типа 18–10; в них содержится ~ 18 % Cr и 10 % Ni. Эти стали, обладая высокой коррозионностойкостью и кислотостойкостью, широко используются в химической промышленности.
При сварке аустенитных сталей могут обазовываться горячие трещины в металле шва, околошовной зоне и в зоне термического влияния (ЗТВ). Изыскания метода предотвращения образования горячих трещин при сварке аустенитных сталей является актуальной проблемой.
Цель исследования: разработать способ, предотвращающий образование горячих трещин при сварке аустенитных сталей.
Задачи исследования:
1. Разработать технологические параметры обработки сварных соединений аустенитных сталей.
2. Подобрать электроды, обеспечивающие трещиностойкость при электродуговой сварке аустенитных сталей.
Материалы и методы исследований
Материал: образцы из аустенитной стали 12Х18Н9Т толщиной 3 мм, шириной 20 мм и длиной 100 мм.
Электроды для электродуговой сварки аустенитных сталей.
Методы исследования: микроанализ, определение механических свойств сварных соединении, ультразвуковой метод контроля сварного шва.
Результаты исследования и их обсуждение
Одной из причин появления трещин является отсутствие при охлаждении после сварки фазовой рекристаллизации и сохранение первичных аустенитных зерен. Если в структуре шва имеется небольшое количество феррита (3–5 %), то стойкость к растрескиванию значительно возрастает, т.к. феррит нарушает сплошность аустенитных зерен, становится прослойкой между аустенитными кристаллами и изменяет транскристаллизацию. Следовательно, при сварке аустенитных сталей необходимо использовать электроды, которые позволяли бы получить в металле сварного шва небольшое количество феррита. Поэтому для оценки присадочных материалов часто определяют содержание феррита в металле шва металлографическим методом или определяют по уточненной диаграмме Шеффлера, по которой, зная состав металла сварного шва, можно определить его структуру [1]. Малое содержание феррита в структуре сварного шва обеспечивает более высокую вязкость металла, т.к. феррит, располагаясь по границам аустенитных зерен, ограничивает их рост. Высокое же содержание феррита (более 8 %) способствует выделению интерметаллических соединений на базе железа и хрома, обладающих очень высокой твердостью и хрупкостью, что приводит к снижению ударной вязкости и пластичности стали [2].
Образцы из аустенитной стали 12Х18Н9Т были сварены ручной электродуговой сваркой различными электродами марок: ОЗЛ-8 (Св04Х19Н9), ЦЛ-11 (Св-08Х19Н10Б), 400/10у (Св-02Х19Н9). Режим электродуговой сварки: сварочный ток 120 А, диаметр электрода 3 мм. .
В дальнейшем сварные соединения подвергались 3-х кратному термоциклированию при температуре 1150 º–850 ºС. В процессе термоциклирования проводилась пластическая деформация (2–3 %). Нагрев до 1100–1150 ºС при термоциклировании проводился в струе ацетилено-кислородного пламени. Охлаждение до 820–850 ºС осуществлялось на воздухе. Температура контролировалась термопарой (хромель-алюмель), зачеканеной в сварной шов [3, 4].
Возможность образования горячих трещин в сварном шве у исследуемых образцов определялась ультразвуковым дефектоскопом марки ДУК-13ИМ с частотой ультразвука, излучаемого наклонным искателем 2,5 МГц.
Сварные образцы, прошедшие обработку по схеме пластическая деформация (ПД) в процессе термоциклирования (ПД + ТЦО), были подвергнуты микроструктурному анализу (реактив для микроанализа аустенитных сталей: 5 г хлорида железа, 30 мл соляной кислоты (1,19), 100 мл дистиллированной воды) и исследованию механических свойств (предел прочности (Gв), относительное удлинение (δ), твердость (HB), ударная вязкость.
Образцы сварных соединений из стали 12Х18Н9Т, обработанные по предлагаемой схеме ПД + ТЦО и обычной закалкой, были помещены в жидкий азот (-196 °С) и находились в течение 24 часов с целью определения хладостойкости сварного шва.
Микроанализ сварных соединений после традиционной обработки (закалки) позволил выявить, что независимо от марки электродов, формирующийся сварной шов неоднороден, имеет дендридное (столбчатое) строение. В переходном слое имеется ферритная зона, наличие ее согласуется с диаграммой Шеффлера и составляет порядка 8–10 %, т.е. выше допустимого.
Следовательно, сварной шов имеет ферритно-аустенитную структуру и резко отличается от структуры основного метала. Некоторые границы зерен металла утолщены в следствии выделения карбидов. Наличие в структуре сварного шва ферритной фазы, карбидных выделений, столбчатых кристаллов и возможность выделения интерметаллических соединений приводит к появлению горячих трещин pис. 1.
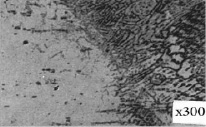
Рис. 1. Микроструктура сварного шва и приграничной зоны после закалки (справа – сварной шов, слева – приграничная зона)
После обработки по предлагаемой схеме ПД + ТЦО, происходит структурные изменения сварного шва и приграничных зон. Обнаружено, что в процессе обработки происходит измельчение зерен как сварного шва, так и прилегающего к нему участка основного металла, за счет одновременного воздействия механизмов фазовых превращении и пластической деформации pис. 2.
При температуре нагрева 1100–1150 °С происходит распад карбидных включений за счет их растворения в аустените, рассредотачивание примесных атомов и легирующих элементов. Ферритная фаза уменьшается в результате фазовых превращений при термоциклировании А↔Фδ и деформации, его содержание не превышает 5 % т.е. в пределах допустимого.
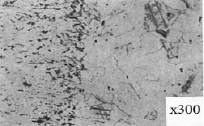
Рис. 2. Микроструктура сварного шва и приграничной зоны после обработки по схеме ПД + ТЦО (слева – сварной шов около 5 % феррита, справа – приграничная зона)
Изменение механических свойств сварных образцов из стали 12Х18Н9Т после различных видов термообработки и в зависимости от марки электродов приведены в таблице.
Вышеуказанные изменения в структуре сварного соединения согласуются с данными измерениями твердости и механических свойств по зонам шва. Так, твердость сварного шва после закалки независимо от марки электрода, имеет более высокие значения по сравнению с твердостью шва, обработанной по схеме ПД + ТЦО, но степень влияния типа электрода на твердость сварного соединения различна.
Из приведенных данных следует, что низкой твердостью и более высокой ударной вязкостью обладают сварные соединения, выполненные электродом 400/10у и обработанные по схеме ПД + ТЦО.
Читайте также: