Гост 15164 ручная дуговая сварка соединения сварные
Обновлено: 04.05.2024
Текст ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Характер сварного шва
Форма поперечного сечения
Толщина сварива-
емых деталей, мм
Условное обозна-
чение соеди-
нения
С отбортовкой кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Без скоса кромок с последующей строжкой
Со скосом одной кромки
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
С двумя несимметричными скосами одной кромки
Со скосом кромок
Со скосом кромок с последующей строжкой
С криволинейным скосом кромок
С ломаным скосом кромок
С двумя симметричными скосами кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скосами кромок
С двумя несимметричными скосами кромок
С отбортовкой одной кромки
Без скоса кромок
С двумя симметричными скосами одной кромки
С криволинейным скосом одной кромки
С двумя симметичными скосами одной кромки
Условное обозначение
сварного соединения
подготовленных кромок
свариваемых деталей
______________
* Размер для справок.
Условное обозначение сварного соединения
подготовленных кромок
свариваемых деталей
_____________
* Размер для справок.
подготовленных кромок свариваемых деталей
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл.55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
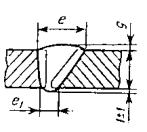
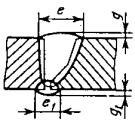
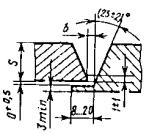
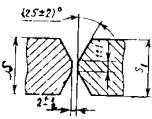
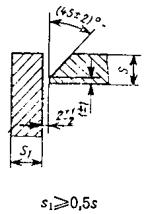
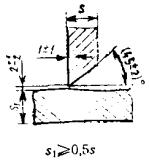
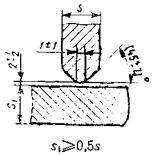
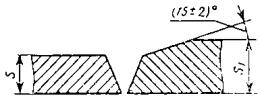
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт.1).
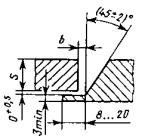
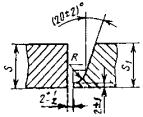
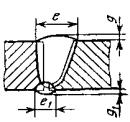
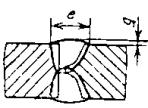
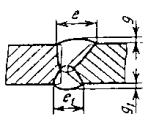
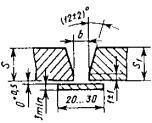
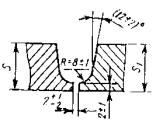
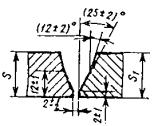
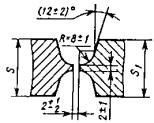
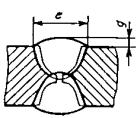
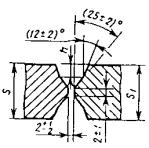
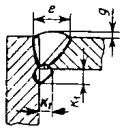
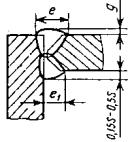
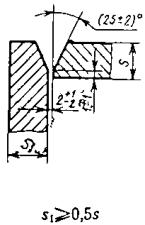
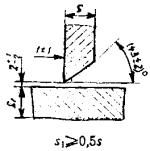
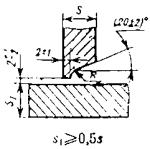
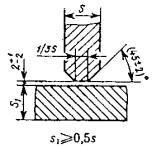
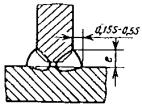
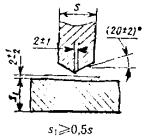
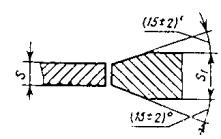
При разности в толщине свариваемых деталей свыше значений, указанных в табл.55, на детали, имеющей большую толщину , как указано на черт.2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм - для деталей толщиной до 4 мм;
1,0 мм - для деталей толщиной 4-10 мм;
0,1 , но не более 3 мм - для деталей толщиной 10-100 мм;
0,01+2 мм, но не более 4 мм - для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера , должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. N 1).
10. (Исключен, Изм. N 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета
Превью ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15164–78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменением N 1)
ПРОВЕРЕН в 1983 г. Постановлением Госстандарта N 5365 срок действия продлен до 01.01.90*
____________
* Ограничение срока действия снято по протоколу N 4−93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 4, 1994 год). — Примечание «КОДЕКС"
ПЕРЕИЗДАНИЕ (август 1992 г.) с Изменением N 1, утвержденным в июне 1989 г. (ИУС 8−89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой.
Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей.
2. В стандарте приняты следующие обозначения способов электрошлаковой сварки:
— толщина свариваемых деталей;
— высота остающейся подкладки;
— толщина электрода, сечение которого соответствует по форме поперечному сечению сварочного пространства;
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
4. Конструктивные элементы продольных сечений швов должны соответствовать указанным в табл.2.
Примечание. Сварные соединения переменного сечения и переменной кривизны допускается спаривать с выравниванием до прямоугольника.
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения должны соответствовать указанным в табл.3−12.
, не ме- нее
* Размер для справок.
, не менее
лов-
ное обоз-
наче- ние
соб свар-
ки
ное обозна- чение
ное обозна- чение сварного соеди- нения
Черт.3
6. Допускается увеличивать высоту выпуклости сварных швов для соединений, выпуклости которых снимают при механической обработке изделия.
(Измененная редакция, Изм. N 1).
7. (Исключен, Изм. N 1).
8. Допускается выступание поверхности шва между основанием выпуклости шва и границей провара (поверхность А) над поверхностью основного металла до 2 мм (черт.2).
9. В соединениях , остающуюся подкладку после сварки рекомендуется удалять.
10, 11. (Исключены, Изм. N 1).
12. Точность размеров свариваемых деталей изделия в зависимости от заданных, а также конструкция и размеры рабочей части формирующих устройств приведены в рекомендуемом приложении.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ (рекомендуемое)
1. Рабочая поверхность формирующих устройств приведена на чертеже
а — жесткое формирующее устройство с противоподрезной канавкой; б — эластичное (шарнирное)
формирующее устройство с противоподрезной канавкой; в — жесткое формирующее устройство
для увеличенной выпуклости шва; г — медная водоохлаждаемая накладка с канавкой под
выпуклость шва, выполненной штамповкой; д — жесткое формирующее
устройство для углового шва.
3. Точность размеров свариваемых деталей изделий при сварке с дозированным противодействием, собираемых по контрольным точкам с компенсацией отклонений размеров деталей за счет изменения зазоров, приведена в табл.2.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
1 . Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2 . Основные типы сварных соединений должны соответствовать указанным в табл. 1 .
3 . Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 54 .
Форма подготовленных кромок
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Без скоса кромок с последующей дорожкой
С ломаным скосом одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом кромок с последующей дорожкой
С криволинейным скосом кромок
С ломаным скосом кромок
С двумя симметричными скосами кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скосами кромок
e, не более
подготавливаемых кромок свариваемых деталей
От s до 2 s
От s до 3s
* размер для справок
подготовленных кромок свариваемых деталей
Условное обозначение сварного элемента
Условное обозначение свариваемого соединения
е, не более
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55 , должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
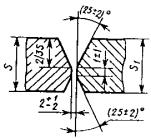
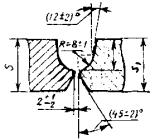
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s 1 , должен быть сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5 . Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0 ,5 мм - для деталей толщиной до 4 мм;
1 ,0 мм - для деталей толщиной 4 - 10 мм;
0 ,1 s , но не более 3 мм - для деталей толщиной 10 - 100 мм;
0 ,01 s + 2 мм, но не более 4 мм - для деталей толщиной более 100 мм.
6 . В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
(Измененная редакция, Изм. № 1).
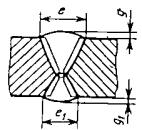
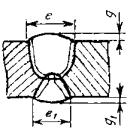
7 . При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g 1 не более:
1 ,0 мм - для деталей толщиной до 60 мм;
2 ,0 мм - для деталей толщиной свыше 60 мм.
8 . При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9 . Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3 .
8 , 9. (Измененная редакция, Изм. № 1).
10 . (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1 .
12 . При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2 .
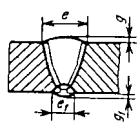
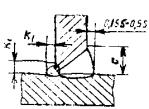
13 . Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5 ), установленного при проектировании.
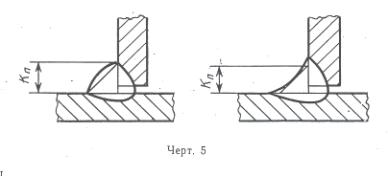
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший.
14 . Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (УП).
15 . Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16 . При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5 ° .
При этом соответственно может быть изменена ширина шва е, е1.
15 , 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Гост 15164 ручная дуговая сварка соединения сварные

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕКТРОШЛАКОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 15164-78
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
Основные типы, конструктивные элементы и размеры
Electroslag welding. Welded joints.
Main types, design elements and dimensions
Взамен
ГОСТ 15164-69
Постановлением Государственного комитета стандартов Совета Министров СССР от 28 июля 1978 г. № 2036 срок введения установлен
Проверен в 1983 г. Постановлением Госстандарта от 14.11.83 № 5365 срок действия продлен
Изменение № 1 ГОСТ 15164-78 э лектрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 05.06.89 № 1424
Дата введения 01.01.90
(Измененная редакция, Изм. № 1).
ШЭ - проволочным электродом;
ШМ - плавящимся мундштуком;
ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства.
Для конструктивных элементов сварных соединений приняты следующие обозначения:
S , S 1 - толщина свариваемых деталей;
l - длина шва;
L - расстояние от торца полки тавра до верхней поверхности ребра;
b - ширина разделки кромок;
g - высота выпуклости сварного шва;
т - ширина остающейся подкладки;
n - высота остающейся подкладки;
d п - толщина электрода, сечение которого соответствует по форме поперечному сечению сварочного пространства;
d м - толщина плавящегося мундштука (большая из толщин пластины или канала);
b р - расчетный зазор – условный зазор между двумя собранными под электрошлаковую сварку деталями без учета сближения или расхождения свариваемых деталей при усадке сварного шва, на основании которого рассчитывают размеры свариваемых деталей.

3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Читайте также:
- Сварочный аппарат удгу 351 ас дс инструкция по применению на русском
- Сварочный аппарат 160 или 190
- Техника выполнения швов в потолочном положении при газовой сварке
- Ювелирная сварка своими руками
- Гост на сварку нержавеющей стали 12х18н10т