Гост на сварку квадратных и прямоугольных труб
Обновлено: 17.05.2024
ТРУБЫ СТАЛЬНЫЕ ПРОФИЛЬНЫЕ ДЛЯ МЕТАЛЛОКОНСТРУКЦИЙ
Profile steel pipes for metal constructions. Specifications
Дата введения 2016-09-01
Цели и принципы, основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Национальное Агентство "Грузстандарт" Грузии по стандартам, техническим регламентам и метрологии
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 января 2016 г. N 9-ст межгосударственный стандарт ГОСТ 32931-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2016 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 54157-2010*
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан на основе межгосударственных стандартов ГОСТ 13663, ГОСТ 8639, ГОСТ 8642, ГОСТ 8644 и ГОСТ 8645, а также обобщения отечественного и зарубежного опыта использования труб.
Трубы, изготовляемые по ГОСТ 13663, ГОСТ 8639, ГОСТ 8642, ГОСТ 8644 и ГОСТ 8645, имеют одинаковую область применения, как трубы для металлоконструкций. Поэтому в настоящем стандарте, разработанном на основе упомянутых стандартов, требования к этим трубам объединены.
По сравнению с ГОСТ 13663, ГОСТ 8639, ГОСТ 8642, ГОСТ 8644 и ГОСТ 8645 в настоящем стандарте:
- введена классификация труб по классам прочности;
- расширен сортамент труб: по размерам профиля - до 500 мм, по толщине стенки - до 22,0 мм, по форме профиля - с включением круглых труб;
- установлены две точности изготовления труб: обычная и повышенная;
- дополнительно установлена возможность проведения испытаний труб на ударный изгиб и неразрушающего контроля;
- дополнительно установлена возможность изготовления труб с определением углеродного эквивалента, с очищенной от окалины поверхностью, с временным консервационным покрытием и отделкой концов.
1 Область применения
Настоящий стандарт распространяется на круглые, квадратные, прямоугольные, овальные и плоскоовальные трубы для металлоконструкций из углеродистой и низколегированной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7661-67 Глубиномеры индикаторные. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-2015 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ ИСО 10332-2002 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 28548 и ГОСТ 26877, а также следующий термин с соответствующим определением:
3.1 класс прочности трубы: Обозначение уровня прочности трубы, состоящее из аббревиатуры КП и значения минимального предела текучести (Н/мм) для данного класса прочности.
4 Обозначения
В настоящем стандарте применены следующие обозначения:
- наружный размер профиля квадрата или больший наружный размер (ширина) профиля прямоугольных, овальных и плоскоовальных труб, мм;
- расстояние между центрами окружностей дуг малого овала, мм;
- меньший наружный размер (высота) профиля прямоугольных, овальных и плоскоовальных труб, мм;
Гост на сварку квадратных и прямоугольных труб

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ ЗАМКНУТЫЕ СВАРНЫЕ КВАДРАТНЫЕ И ПРЯМОУГОЛЬНЫЕ ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Steel bent closed welded square and rectangular section for building. Specifications
____________________________________________________________________
Текст Сравнения ГОСТ 30245-2003 с ГОСТ 30245-2012 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 2003-10-01
1 РАЗРАБОТАН Центральным научно-исследовательским и проектным институтом строительных металлоконструкций им.Н.П.Мельникова (ЗАО "ЦНИИПСК им.Мельникова")
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) 22 октября 2003 г.
За принятие проголосовали
Наименование органа государственного управления строительством
Госстрой Азербайджанской Республики
Министерство градостроительства Республики Армения
Минстройархитектуры Республики Беларусь
Казстройкомитет Республики Казахстан
Комархстрой Республики Таджикистан
Госкомархитектстрой Республики Узбекистан
3 ВВЕДЕН В ДЕЙСТВИЕ с 1 октября 2003 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 30 июня 2003 г. N 130.
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2021 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Профили изготовляют на специализированных станках путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
3 Сортамент
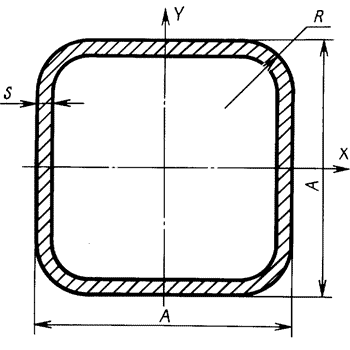
3.1 Поперечное сечение профилей должно соответствовать указанному на рисунке 1.
- высота; - ширина; - толщина стенки; - радиус наружного закругления
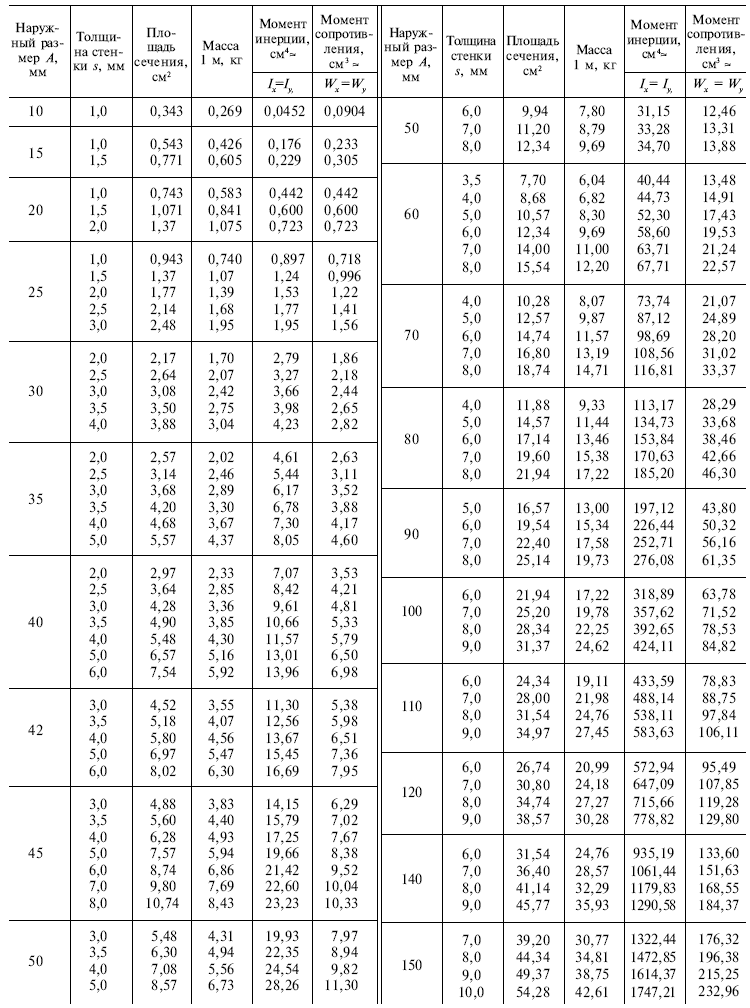
3.2 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать: для квадратных профилей - таблице 1; для прямоугольных профилей - таблице 2.
ГОСТ 8639-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ
Москва
Стандартинформ
2006
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ
СОРТАМЕНТ
Square steel tubes. Range
ГОСТ
8639-82
Дата введения 01.01.83
1. Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные и холоднодеформированные, трубы электросварные, электросварные холоднодеформированные, электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки.
(Новая редакция, Изм. № 4).
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл.1.

Наружный размер А, мм
Толщина стенки s, мм
Площадь сечения, см 2
Масса
1 м, кг
Момент инерции, см 4 »
Момент сопротивления, см 3 »
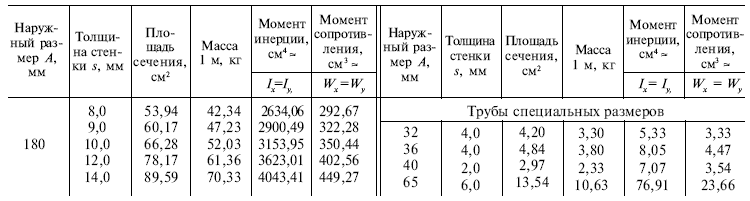
Трубы специальных размеров
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R= 1,5s.
3. По согласованию изготовителя с потребителем допускается изготовление труб других размеров.
Примеры условных обозначений
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:
То же, мерной длиной 6000 мм:
То же, немерной длины:
(Измененная редакция, Изм. № 1, 4).
3. Трубы изготавливают:
- наружными размерами от 60 до 180 мм с толщиной стенки от 4,0 до 14,0 мм бесшовными горячедеформированными,
- наружными размерами от 10 до 120 мм с толщиной стенки от 1,0 до 8,0 мм бесшовными холоднодеформированными,
- наружными размерами от 10 до 100 мм с толщиной стенки от 0,8 до 5,0 мм электросварными и электросварными холоднодеформированными,
- наружными размерами от 100 до 180 мм с толщиной стенки от 4,0 до 14,0 мм электросварными горячекалиброванными,
- наружными размерами от 40 до 70 мм с толщиной стенки от 3,0 до 5,0 мм методом печной сварки».
4. Радиус закругления R должен быть не более 2 s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5 s; для труб электросварных наружными размерами 20 ´ 20 мм и 25 ´ 25 мм с толщиной стенки от 1,5 до 2,0 мм и труб, изготовленных методом печной сварки, - не более 2,5 s, для труб электросварных размером 60 ´ 60 ´ 4 мм - не более 3 s.
5. Трубы изготовляют:
бесшовные горячедеформированные - от 4 до 12,5 м,
бесшовные холоднодеформированные - от 1,5 до 11 м,
электросварные, электросварные холоднодеформированные - от 1,5 до 11 м,
электросварные горячекалиброванные - от 1,5 до 14 м,
трубы печной сварки - от 4 до 8 м;
бесшовные холоднодеформированные - от 4,5 до 11 м,
электросварные, электросварные холоднодеформированные,
электросварные горячекалиброванные - от 5 до 9 м,
трубы печной сварки - от 4 до 8 м.
Предельное отклонение на общую длину +100 мм;
длины кратной мерной
бесшовные горячедеформированные - от 4 до 12,5 м с припуском на каждый рез по 5 мм,
бесшовные холоднодеформированные - от 1,5 до 11 м с припуском на каждый рез по 5 мм,
сварные - любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность.
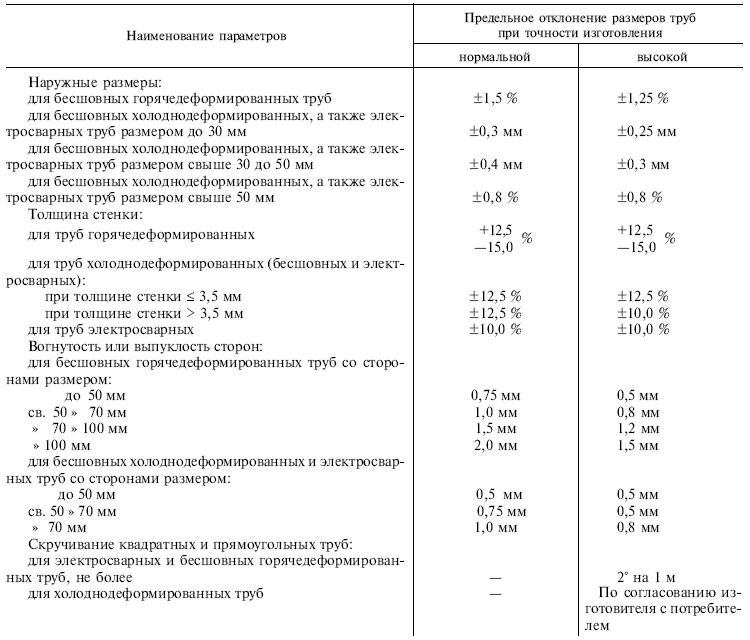
6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не должны превышать указанных в табл. 2.
Наименование параметров
Предельные отклонения размеров труб
при точности изготовления
для бесшовных горячедеформированных труб, а также труб печной сварки
для бесшовных холоднодеформированных, а также труб электросварных, электросварных холоднодеформированных, электросварных горячекалиброванных размером до 30 мм
для бесшовных холоднодеформированных, а также труб электросварных, электросварных холоднодеформированных, электросварных горячекалиброванных размером свыше 30 до 50 мм
для бесшовных холоднодеформированных, а также труб электросварных, электросварных холоднодеформированных, электросварных горячекалиброванных размером свыше 50 мм
для труб горячедеформированных
для труб холоднодеформированных (бесшовных и электросварных), а также труб печной сварки:
при толщине стенки £ 3,5 мм
при толщине стенки > 3,5 мм
для труб электросварных и электросварных горячекалиброванных
Вогнутость или выпуклость сторон:
для бесшовных горячедеформированных труб со сторонами размером:
для бесшовных холоднодеформированных и сварных труб со сторонами размером:
Скручивание квадратных и прямоугольных труб:
для сварных и бесшовных горячедеформированных труб, не более
По согласованию изготовителя с потребителем
для холоднодеформированных труб
Примечание. По согласованию изготовителя с потребителем трубы изготовляют со смещенным допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать суммы предельных отклонений, приведенных в табл. 2.
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ± 1,5 ° .
9. Кривизна труб не должна превышать 2 мм на 1м длины. По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не регламентируются.
10. (Исключен, Изм. № 1).
11. Технические требования должны соответствовать ГОСТ 13663.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук (руководитель темы); А. Б. Петрушевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.04.82 № 1529
ВЗАМЕН ГОСТ 8639-68
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 № 1125
6. ИЗДАНИЕ (декабрь 2005 г.) с изменениями № 1, 2, 3, утвержденными в июне 1987 г., ноябре 1989 г., сентябре 1992 г. (ИУС 10-87, 2-90, 12-92)
ГОСТ 8639-82
1. Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные, электросварные и электросварные холоднодеформированные трубы.
(Измененная редакция, Изм. № 1).
Т а б л и ц а 1
Т а б л и ц а 1 - продолжение
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R= 1,5s.
Примеры условных обозначений



3. Трубы наружными размерами от 10 до 120 мм толщиной стенки от 1,0 до 8,0 мм изготовляют холоднодеформированными, трубы наружными размерами от 60 до 180 мм толщиной стенки от 4,0 до 14,0 мм изготовляют горячедеформированными, трубы наружными размерами от 10 до 100 мм толщиной стенки от 1,0 до 5,0 мм изготовляют электросварными.
2, 3. (Измененная редакция, Изм. № 1).
4. Радиус закругления R должен быть не более 2s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5s, для электросварных труб размером 60·60·4 мм-не более 3s.
5. Трубы изготовляют:
немерной длины
бесшовные горячедеформированные -от 4 до 12,5 м,
бесшовные холоднодеформированные и электросварные -от 1,5 до 9 м;
мерной длины
бесшовные горячедеформированные -от 4 до 12,5 м;
бесшовные холоднодеформированные -от 4,5 до 11 м;
электросварные -от 5 до 9м.
Предельное отклонение на общую длину +100 мм;длины кратно и мерной
бесшовные горячедеформированные -от 4 до 12,5 м с припуском на каждый рез по 5 мм;
бесшовные холоднодеформированные-от 1,5 до 11 м с припуском ни каждый рез по 5 мм;
электросварные-любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность. (Измененная редакция, Изм. № 1, № 3).6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не должны превышать указанных в табл. 2.
Примечание.
По согласованию изготовителя с потребителем трубы изготовляют со смещенным допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать суммы предельных отклонений, приведенных в табл. 2. (Измененная редакция, Изм. № 1).
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5°.
Конструктивные элементы и размеры

Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва

* Допускается увеличение до 2 мм.


(при Dу до 150 включ.) 3,0 (при Dу более 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
cварного шва











Примечание . Допускается применение штуцеров и ниппелей с фаской.
В, не более
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К

40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более

Примечание . Значение «К» определяется при проектировании.
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)


3 (при s св. 3)
К, не менее


1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.



1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Толщина тонкой детали
Разность толщин деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Читайте также: