Гост на сварку меди
Обновлено: 14.05.2024
ГОСТ Р 53687-2009
(ИСО 9606-3:1999)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Аттестационные испытания сварщиков. Сварка плавлением
МЕДЬ И МЕДНЫЕ СПЛАВЫ
Qualification test of welders. Fusion welding. Part 3. Copper and copper alloys
Дата введения 2011-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) и Донским государственным техническим университетом (ДГТУ) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1087-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 9606-3:1999* (Е) "Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы" [ISO 9606-3:1999 (Е) "Qualification test of welders - Fusion welding - Part 3: Copper and copper alloys", MOD]. При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации и/или особенности российской национальной стандартизации, приведены в разделе 13, который заключен в рамку из тонких линий, а информация с объяснением причин включения этих положений приведена в указанном пункте в виде примечания. Приложение А принято обязательным.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Введение
Стандарт ИСО 9606-3 был подготовлен Европейским комитетом по стандартизации (CEN) в сотрудничестве с Техническим комитетом ИСО/ТС 44 "Сварка и смежные процессы", Подкомитет SC 11 "Квалификационные требования к персоналу для сварки и смежных процессов", в соответствии с Соглашением о техническом сотрудничестве между ИСО и CEN (Венское соглашение).
ИСО 9606 состоит из следующих частей, объединенных под общим названием "Аттестационные испытания сварщиков. Сварка плавлением":
- Часть 2. Алюминий и алюминиевые сплавы;
- Часть 3. Медь и медные сплавы;
- Часть 4. Никель и никелевые сплавы;
- Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы;
- Часть 6. Магний и магниевые сплавы.
Данный стандарт описывает принципы, которые необходимо соблюдать при проведении аттестационных испытаний по сварке плавлением меди и медных сплавов. Термин "медь" используется для обозначения меди и медных сплавов, подвергаемых сварке.
Способность сварщика следовать устным или письменным инструкциям и проверка навыков сварщика являются важными факторами в обеспечении качества свариваемых изделий.
Проверка квалификации сварщика в соответствии с данным стандартом зависит от сварочных технологий и условий, в которых соблюдаются общепринятые правила и используются стандартные контрольные сварные соединения.
Аттестационное испытание может использоваться для аттестации технологии сварки и сварщика при условии, что все соответствующие требования, например размеры контрольного изделия, соблюдены (см. ГОСТ Р ИСО 15609-1-2009).
1 Область применения
Настоящий стандарт устанавливает основные требования, область распространения аттестации, условия испытаний, требования к приему аттестации и сертификации сварщиков, выполняющих сварку меди и медных сплавов (далее по тексту - медь).
Цель настоящего стандарта - изложить общие требования к экзаменующим органам для единообразного подхода к оценке компетенций сварщиков в различных областях применения. Испытания проводятся в соответствии с настоящим стандартом, если соответствующими стандартами не определены более строгие испытания.
В ходе аттестационных испытаний сварщик должен продемонстрировать соответствующий практический опыт и теоретические знания сварочных процессов, материалов и правил безопасности, для работы с которыми он аттестуется. Информация по данным аспектам приведена в приложении А.
Настоящий стандарт применяется, когда аттестация сварщика затребована покупателем, проверяющим органом или другими организациями.
К сварочным процессам, описанным в этом стандарте, относятся процессы сварки плавлением, осуществляемые с помощью ручной или частично механизированной сварки. Сюда не относятся полностью механизированные и автоматизированные процессы (см. 5.2).
Настоящий стандарт описывает аттестацию сварщиков для работы с изделиями из деформируемых или литых материалов, перечисленных в 5.4.
Аттестационное удостоверение или сертификат выдаются под ответственность экзаменатора или экзаменующего органа.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 53688 (ИСО 9606-2:2004) Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы
ГОСТ Р 53690 (ИСО 9606-1:1994) Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 857-1 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 4136 Разрушающие испытания сварных швов на металлических материалах. Испытание на растяжение образцов, вырезанных поперек шва
ГОСТ Р ИСО 10042 Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества
ГОСТ Р ИСО 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка
ИСО 4063 Сварка и родственные процессы. Перечень и условное обозначение процессов
ИСО/ТО 15608 Сварка. Система группирования металлических материалов
ЕН 571-1 Контроль неразрушающий. Контроль проникающими веществами. Часть 1. Основные принципы
ЕН 910 Разрушающие испытания сварных соединений металлических материалов. Испытания на изгиб
ЕН 970 Неразрушающий контроль соединений, полученных сваркой плавлением. Визуальный контроль
ЕН 1320 Разрушающие испытания сварных швов металлических материалов. Испытание на излом
ЕН 1321 Разрушающие испытания сварных швов металлических материалов. Макроскопические и микроскопические испытания сварных швов
ЕН ИСО 6520-1 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
ЕН ИСО 6947 Швы сварные. Положения сварки
ЕН ИСО 17636 Контроль неразрушающий сварных швов. Радиографический контроль сварных соединений, выполненных сваркой плавлением
ЕН ИСО 23277 Неразрушающий контроль сварных соединений. Испытания проникающими веществами. Уровни приемки
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины и определения по ГОСТ Р 53690.
4 Символы и сокращения
4.1 Общие принципы
Там, где не используется полная формулировка, применяются следующие символы и сокращения при заполнении сертификата о квалификационных испытаниях в соответствии с ГОСТ Р ИСО 9606-2*, приложение А.
* Вероятно, ошибка оригинала. Следует читать: ИСО 9606-2, здесь и далее по тексту. - Примечание изготовителя базы данных.
Гост на сварку меди

1. Настоящий стандарт устанавливает основные типы, конструкт и вные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859-78 и медно-ни келевого сплава марки МНЖ 5-1 по ГОСТ 492-73, с фланцами из латуни марки Л90 по ГОСТ 15527-70 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175-78 или БрАЖ НМ ц 9-4-4-1 .
Стандарт не распространяется на сварные соединения, применяемые для и зготовления самих труб из листового или полосового материала.
Требован и я настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов дуговой сварки:
ЗП - в защитном газе плавящимся электродом;
ЗН - в защитном газе неплавящимся электродом;
З Н /ЗП - в защитном газе комбинированная, при которой для первого прохода применяется ЗН, для последующих - ЗП;
Для конструктивных э лементов труб, арматуры и сварных соединений приняты следующие обозначения:
S - толщина стенки трубы;
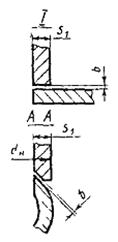
S 1 - толщина стенк и при вариваемой детали;
δ - толщина подкладного кольца;
т - ширина подкладного кольца;
b - зазор между кромками свариваемых деталей после прихватки;
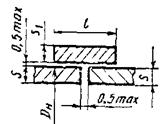
D н - наружный диаметр трубы;
D вн - номинальный внутренний диаметр трубы;
d вн - номинальный внутренний диаметр привариваемой детали;
d н - наружный диаметр ответвитель ны х штуцеров и при вары шей;
D р - диаметр раздачи трубы;
B - ширина нахлестки;
l - длина муфты;
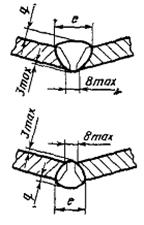
g - выпуклость сварного шва ;
g 1 - выпуклость свар н ого шв а со стороны п оло сти и трубы при одн осторонн ей сварке ;
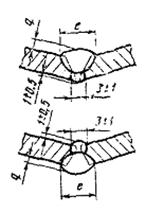
е - ширина шва;
h - вогнутость корня шва;
f - фаска фланца;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
а - толщина шва.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 27.
Для угловых швов в таблицах приведен расчетный катет.
Тип соед и нения
Форма подготовленных кромок
Характер сварного шва
Фор м а поперечного сечения
Матер и ал свариваемых деталей
Толщ ин а стенки и минимальный диам етр трубы, мм, для способов сварки
Условное обозначение соединен и я
Стыковое соединение трубы с трубой и ли арматурой
Без скоса кромок
М едно-ник елевы й сплав
Односторонний на съемной подкладке
М едн о-ни келевы й сплав
Односторонний на остающейся цилиндрической подкладке
Мед н о-н ик елевый сплав
Со скосом кромок
Медь, м едно-ник елевы й сплав
М едно-ни келевый сплав
Медь или мед н о-ник елевый сплав с бронзой
Стыковое сое ди нение трубы с трубой или арматурой
Односторонн и й на цилиндрической остающейся подкладке
М едн о-ник ел евы й сплав
С кр и воли нейным скосом к ромо к
Медь, мед н о-никелевы й сплав
Без скоса кромок с раздач е й
Мед н о-ник елевы й сплав
Со скосом и раздачей кромок
Од н осторон ний на остающейся цилиндрической подкладке
Мед н о-ник елевый сплав
Односторонний на остающейся ко ни ческой подкладке
Медь, медно-никелевый сплав
Стыковое соед и нение секторов колен (отводов)
Медь, м е дно -ник елевы й сплав
Медь , медно-ни кел евы й сплав
Медь, м едно-ник елевый сплав
Односторонний на съемной под к ладке
Медь, ме д но-ник елевый сплав
Односторонний на остающейся подкладке
Медь, мед н о-ник елевый сплав
Н ахл есточн ое соединение труб с раздачей одного конца трубы
Медь , медн о-никелевый сплав
Нахлесточное соединение труб с муфтой
Нахлесточное соединение промежуточного штуцера ил и ниппеля с трубой
Медь или медно-никелевый сплав с бронзой
Угловое соеди н ени е фланца или кольца с трубой
Медь или мед н о-нике левы й сплав с латунью
Со с к осом од ной кромки
Медь или м едн о-ник елевы й сплав с латунью
Медь или м едно-ник еле вый сплав с латунью
Угловое соединение отростка, ответвительного штуцера или пр ив арыш а с трубой при отношении н е более 0,6
М е дь, медн о-ник елевы й сплав
Односто р онний
Медь или медно- ни келевый сплав с бронзой
Угловое соед и нени е отростка, ответви тельного штуцера или при вары ша с трубой при отношени и н е менее 0,6
Медь , м едн о-ник елевый сплав
Медь или медно-н и келевы й сплав с бронзой
Со с к осом одной кромки
Медь, медно-ни к елевый сплав
Угловое соед и нение отростка с трубой равн ых размеров
1. В графе «Толщина стенк и и минимальный наружный диаметр трубы для способов сварки» приведены: в чи слителе предельные толщины стенок труб, за исключен ием соединений отростков, для которых приведены толщины стенок отростков; в знаменателе минимальные н аружные ди аме тры труб за исключением соединений отростков, ответви тельны х штуцеров и привары шей, для которых приведены их минимальные ди аметры.
2. Значения предельных толщин и минимальных наруж н ых ди аметров для медн ых труб приведены по ГОСТ 617-7 2, для м едн о- никелевых труб - по ГОСТ 17217-79.
(Измененная редакция, Изм. № 1).
Условное обозначение сварного соединения
Конструкти в ные элементы
Материал свариваемых деталей
подготовленных кромок сваривае м ых деталей
Материа л свариваемых деталей
( пред . от к л . + 1 )
подготовленных кромок свариваемых деталей
Медно-н и келевы й сплав
Медь, медно-н и келевы й сплав
Мед н о-никелевы й сплав
Примеча ние . При толщине s более 3 мм сварное соед ин ени е при меняе тся в тех случаях, когда в корне шва допускается непровар.
Условное обозначе н ие сварного соединения
Конструктивные элем е нты
Материал свар ив аемых де талей
подгото в ленных кромок сваривае мых деталей
Медь, ме дно-никелевый сплав
Медно-ни к елевы й сплав
Усло в ное обозначени е сварного соединения
Конструктивн ые эле мент ы
подготовленных кромок сварив ае мых деталей
Медь, мед н о-н икелевы й сплав
Условное обозн ач ени е сварного соеди нения
Материал с в ари ваем ых детале й
подготовлен ны х кромок свариваемых деталей
Медь, медно-ни к елевы й сплав
ЗП; ЗН / ЗП
Медь, м едно -ни келевы й сплав
Медь, медно-никелев ы й сплав с бронзой
Медь, медно-н ик елевы й сплав
ЗП; З Н/ ЗП; Р
ЗП; З Н/ЗП
Медно-никелев ы й сплав
Медн о- никелевый сплав
ЗП; ЗН/ЗП
Условное обо з начение сварного соеди нени я
Конструктивн ы е элементы
Материал свариваемы х деталей
h , не более
подготовленных кро м ок свариваемых деталей
Медь, мед н о-ник елевы й сплав
З Н ; ЗН /ЗП
Условное обозначение сварного с оединения
ЗП ; Р
Медь, медно-никелев ы й сплав
* Размер для справок.
Примечание . При толщине s более 3 мм сварное соединение применяется в тех случаях, когда в корне шва допускается непровар.
Усло в ное обоз на чени е сварного соединени я
Конструкт и вные элементы
Способ св а рки
Материал свариваемых детале й
подготовле н ных кромок свариваемых деталей
Медь, м едно-ник ел ев ый сплав
ЗП; З Н /ЗП
Медно-никеле вы й сплав
* Размер для справок.
( пред . от кл . ±0,5)
Медь, медно-никеле в ый сплав
ЗП; ЗН/ ЗП; ЗН
Условное обозначен и е сварного соединения
Ко н структивные элементы
Медь, м едно-никелевы й сплав
Примечан ие . Допускается выполнение двухстороннего ш в а.
Условное обозначение сварного соединен и я
Способ свар к и
Примечание . Пр и толщи не s более 3 мм сварное соед и не ни е применяется в тех случаях, когда в корне шва допускается непровар.
Усло вн ое обозначе ни е сварн ого соединения
Материал с в ари ваемых деталей
Медь, медн о -никелевы й сплав
З Н/ ЗП ; ЗП
Примечан ие . Вместо двустороннего ш ва может быть выполнен односторонний, при условии полного провара корня шва.
Конст р уктивные элементы
З П ; ЗН /ЗП
подготовленных кромок свари в аемы х деталей
Способ с в арки
30 при ( D н до 32 включ.)
40 (при D н свыше 32 до 108 включ .)
50 (при D н свыше 108)
Условное обо з начение сварного соединения
Медь, мед н о-ник ел евый сплав
40 при ( D н до 32 включ.)
50 (при D н свыше 32 до 108 включ .)
60 (при D н свыше 108)
Материал свар и ваемых деталей
Медь или м едно-никелевый сплав с бронзой
Толщина более тонкой детали
Примечан ие . Допускается применение штуцеров и ниппелей с фасками.
b , не более
Медь, медно-никелев ы й сплав с латунью
0,5 (при D н до 100 включ.)
1,0 (при D н свыше 100)
Примечан ие . Трубу следует развальцевать по фаске фланца.
b, не более
Медь или медно-никелев ы й сплав с латунью
1. Трубу следует развальцевать до устранения зазора.
2. Соединение рекомендуется для трубопроводов, транспортирующих агрессивную среду, склонную к образованию струевой коррозии.
ЗП; З Н; Р
Ко н стру ктив ные элементы
Медь или м едно-никелевы й сплав с латунью
1. Соединение рекомендуется для трубопроводов , транспортирующих агрессивную рабочую среду, склонную к образованию струев ой коррозии.
2. Шов с привалочной стороны фланца допускается выполнять способом сварки ЗН.
d н , не менее
подготовленных кромок с в ариваемых деталей
1,3 толщины более тонкой детали
Медь или медно-ни к елевый сплав с бронзой
ЗП ; ЗН; Р
Медь или медно-н и келевый сплав с бронзой
Медь, медно никелевый сплав
Примечание . Допуск ается непровар и превыше ни е проплава величино й не более 1,5 мм су ммарной протя женностью до 20 % периметра сварного шва.
( пред . о ткл . + 2)
ЗП; З Н ; Р
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Для сварных соединений, выполняемых с применением сварочных материалов по ГОСТ 1613 0-85 , величина условного давления допускается равной величине условного давлен ия, установленного для самих труб, за исключением случаев, когда в стыковых соединениях допускается непровар.
7. Смещение перед сваркой кромок стыковых соединений труб, свариваемых на весу, допускается до 20 % от толщины стенки трубы, но не более 0,3 мм по внутренней поверхности.
При сварке на остающихся или съемных подкладках или при двухсторонней сварке смещение кромок допускается до 1 мм.
8. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 28, должна производиться также , как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонко й детали
Разность толщины детале й
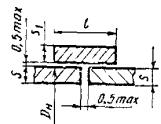
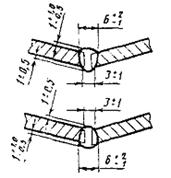
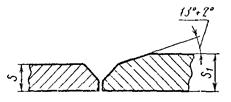
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
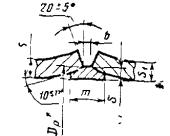
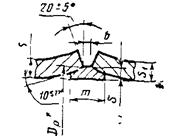
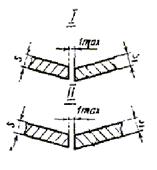
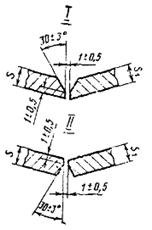
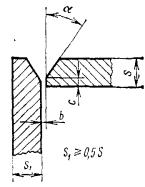
При разнице толщины свариваемых деталей свыше значений, указанных в табл. 28, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как у казан о на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
9. Шероховатость обрабатываемых под сварку поверхностей - Rz , не более 80 мкм по ГОСТ 2789-73.
10. Остающиеся подкладки и муфты должны изготовлять из металла той же марки, что и изготовленные трубы.
11. Зазор между остающейся подкладкой и трубой для сварных соедин ений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых ради ографическим методом, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответстве н но.
12. Д и аметр раздачи трубы D p следует определять по фор му ле:
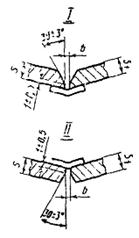
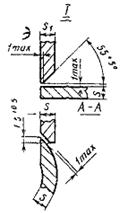
13. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 4 5° к оси трубы.
14. В соединениях У1 8 и У1 9 размеры « е» и « g » в сечении А-А должны устанавливаться при проектировании. При этом, размер « е » должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия на величину до 3 мм, а размер « а » должен быть не менее минимальной толщины стенки свариваемых деталей.
15. Предельные отклонения катетов углового шва K от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при K ≤ 5 мм;
+5 мм - при K > 12 мм.
16. Допускается выпуклость углов о го шв а не более 2 мм при сварке в нижнем положени и и до 3 мм при сварке в други х п ростран ственн ых положени ях. Вогнутость углового шва до 30 % его катета, но не более 3 мм.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРК А ДУГОВАЯ.
СОЕДИНЕНИЯ СВАРНЫЕ
ТРУБОПРОВОДОВ ИЗ МЕДИ
И МЕДНО-НИКЕЛЕВОГО СПЛАВА
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
СВАРКА ДУГОВАЯ. СОЕДИНЕНИЯ СВАРНЫЕ
ТРУБОПРОВОДОВ ИЗ МЕДИ И
МЕДНО-НИКЕЛЕВОГО СПЛАВА
Основные типы, конструктивные элементы и размеры
Arc welding. Welded joints in pipelines of copper and copper-nickel alloy. Main types, design elements and dimensions
Пос тановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1877 срок действия установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859-78 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492-73, с фланцами из латуни марки Л90 по ГОСТ 15527-70 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175-78 или БрАЖНМц 9-4-4-1.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требован ия настоящего стандарта являются обязательными.
З Н /ЗП - в защитном газе комбинированная, при которой для первого прохода применяется ЗН, для последующих - ЗП;
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
S 1 - толщина стенки привариваемой детали;
d н - наружный диаметр ответвительных штуцеров и приварышей;
g - выпуклость сварного шва;
g 1 - выпуклость сварного шва со стороны полости и трубы при односторонней сварке;
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-27.
Форма поперечного сечения
Толщина стенки и минимальный диаметр трубы, мм, для способов сварки
Условное обозначение соединения
Стыковое соединение трубы с трубой или арматурой
Односторонний на цилиндрической остающейся подкладке
С криволинейным скосом кромок
Без скоса кромок с раздачей
Односторонний на остающейся конической подкладке
Стыковое соединение секторов колен (отводов)
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Угловое соединение фланца или кольца с трубой
Медь или медно-никелевый сплав с латунью
Со скосом одной кромки
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой при отношении не более 0,6
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой при отношении не менее 0,6
Угловое соединение отростка с трубой равных размеров
1. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» приведены: в числителе предельные толщины стенок труб, за исключением соединений отростков, для которых приведены толщины стенок отростков; в знаменателе минимальные наружные диаметры труб за исключением соединений отростков, ответвительных штуцеров и приварышей, для которых приведены их минимальные диаметры.
2. Значения предельных толщин и минимальных наружных диаметров для медных труб приведены по ГОСТ 617-72, для медно-никелевых труб - по ГОСТ 17217-79.
Примеча ние . При толщине s более 3 мм сварное соединение применяется в тех случаях, когда в корне шва допускается непровар.
Медь, медно-никелевый сплав с бронзой
h, не более
* Размер для справок.
Примечан ие . Допускается выполнение двухстороннего шва.
Примечан ие . Вместо двустороннего шва может быть выполнен односторонний, при условии полного провара корня шва.


30 при (Dн до 32 включ.)
40 (при Dн свыше 32 до 108 включ.)
50 (при Dн свыше 108)
40 при (Dн до 32 включ.)
50 (при Dн свыше 32 до 108 включ.)
60 (при Dн свыше 108)
b, не более
Медь, медно-никелевый сплав с латунью
0,5 (при Dн до 100 включ.)
1,0 (при Dн свыше 100)
b, не более
1. Соединение рекомендуется для трубопроводов, транспортирующих агрессивную рабочую среду, склонную к образованию струевой коррозии.
Примечание . Допускается непровар и превышение проплава величиной не более 1,5 мм суммарной протяженностью до 20 % периметра сварного шва.
6. Для сварных соединений, выполняемых с применением сварочных материалов по ГОСТ 1613 0-85, величина условного давления допускается равной величине условного давления, установленного для самих труб, за исключением случаев, когда в стыковых соединениях допускается непровар.
8. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 28, должна производиться также, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Разность толщины деталей
При разнице толщины свариваемых деталей свыше значений, указанных в табл. 28, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
9. Шероховатость обрабатываемых под сварку поверхностей - Rz , не более 80 мкм по ГОСТ 2789-73.
11. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографическим методом, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
12. Диаметр раздачи трубы D p следует определять по формуле:
13. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
14. В соединениях У18 и У19 размеры «е» и « g » в сечении А-А должны устанавливаться при проектировании. При этом, размер «е » должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия на величину до 3 мм, а размер «а» должен быть не менее минимальной толщины стенки свариваемых деталей.
16. Допускается выпуклость углового шва не более 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % его катета, но не более 3 мм.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
Характер выполненного шва
Толщина свариваемых деталей, мм, для способов сварки
С отбортовкой двух кромок
С отбортовкой одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
e , не более
шва сварного соединения
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Толщина тонкой детали
Разность толщин деталей
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Читайте также: