График производства сварочных работ
Обновлено: 20.09.2024
Отличная сборка! Архив можно скачать в редактируемом формате. Больше информации о разработке ППР данного типа см. здесь.
2. Лист согласований 2
3. Лист ознакомления 3
4. ОБЛАСТЬ ПРИМЕНЕНИЯ (ППР) 8
5. ОБЩИЕ ДАННЫЕ 8
6 ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ 9
6.1. Общие положения 9
6.2. Монтаж сигнальных ограждений 10
6.3. Установка знаков безопасности 11
6.4. Освещение зоны производства работ 11
7.1 ТЕХНОЛОГИЧЕСКАЯ КАРТА на производство сварочных работ 13
7.1.1. Область применения ТК 13
7.1.2. Общие данные 13
7.1.3. Подготовительные работы 14
7.1.4. Основные работы 15
7.1.4.1. Оборудование и инструмент 15
7.1.4.2. Сварочные материалы и их подготовка 16
7.1.4.3. Технология выполнения сварных монтажных соединений 17
7.1.4.4. Карты технологического процесса сварки 18
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 37
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 37
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 37
К качеству прихваток предъявляются такие же требования, как и к основному шву. 37
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 37
Прихватки должны быть равномерно расположены по периметру стыка. 37
Высота прихватки должна быть равна высоте корневого шва. 37
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 40
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 40
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 40
К качеству прихваток предъявляются такие же требования, как и к основному шву. 40
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 40
Прихватки должны быть равномерно расположены по периметру стыка. 40
Высота прихватки должна быть равна высоте корневого шва. 40
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 43
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 43
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 43
К качеству прихваток предъявляются такие же требования, как и к основному шву. 43
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 43
Прихватки должны быть равномерно расположены по периметру стыка. 43
Высота прихватки должна быть равна высоте корневого шва. 43
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 46
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 46
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 46
К качеству прихваток предъявляются такие же требования, как и к основному шву. 46
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 46
Прихватки должны быть равномерно расположены по периметру стыка. 46
Высота прихватки должна быть равна высоте корневого шва. 46
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 49
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 49
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 49
К качеству прихваток предъявляются такие же требования, как и к основному шву. 49
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 49
Прихватки должны быть равномерно расположены по периметру стыка. 49
Высота прихватки должна быть равна высоте корневого шва. 49
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 51
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 52
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 52
К качеству прихваток предъявляются такие же требования, как и к основному шву. 52
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 52
Прихватки должны быть равномерно расположены по периметру стыка. 52
Высота прихватки должна быть равна высоте корневого шва. 52
С помощью монтажных струбцин свариваемые детали закрепляются между собой. Далее выполняются прихватки: 54
Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. 54
Прихватка производится тем же сварщиком, который будет выполнять сварку стыка. 54
К качеству прихваток предъявляются такие же требования, как и к основному шву. 55
Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом. 55
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
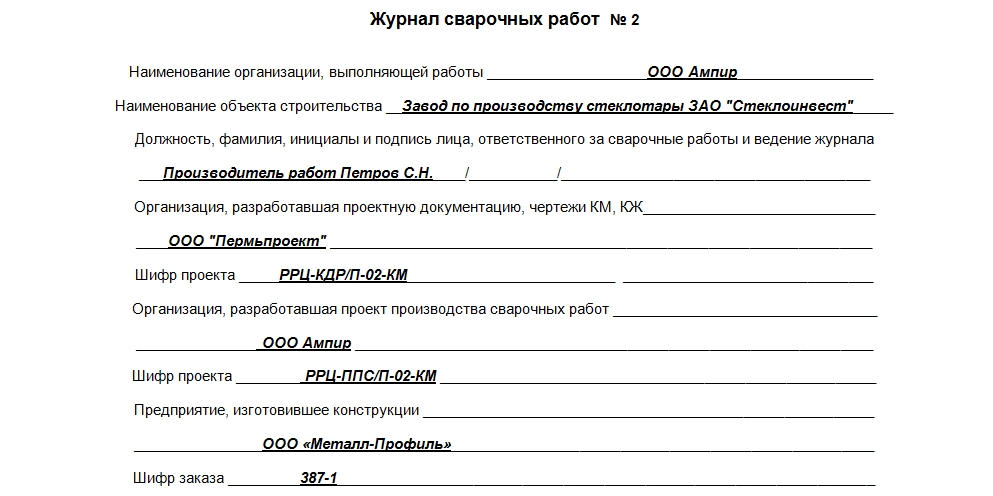
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
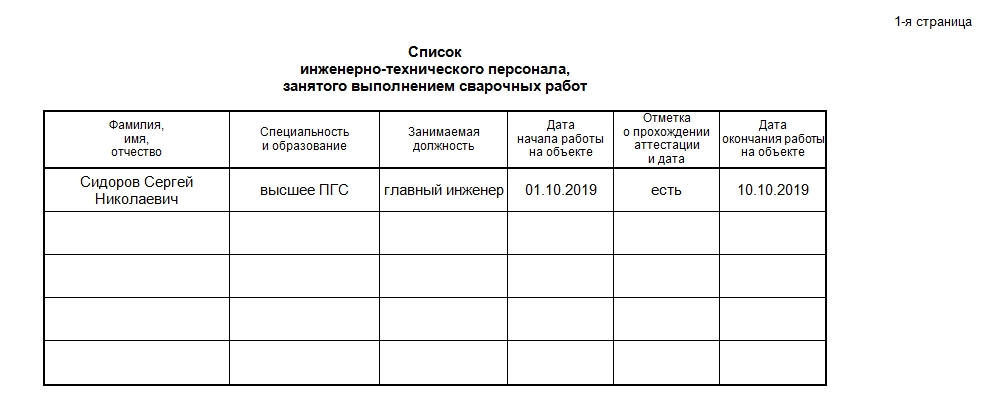
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
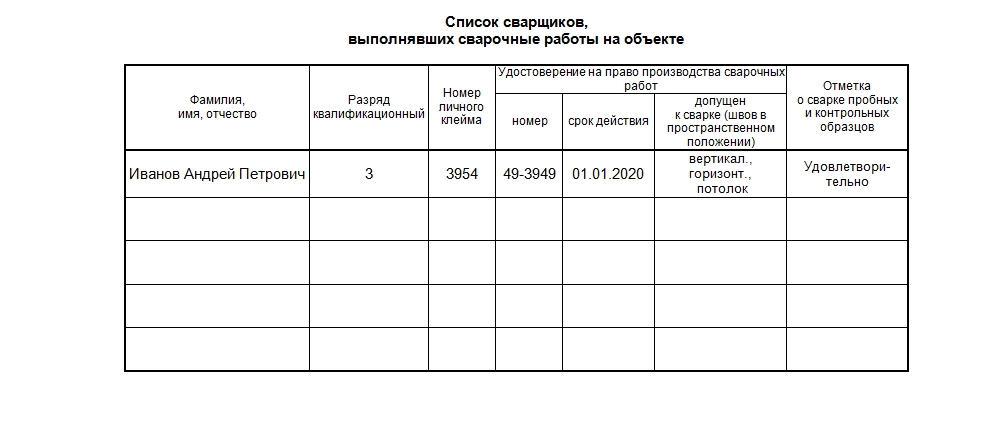
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
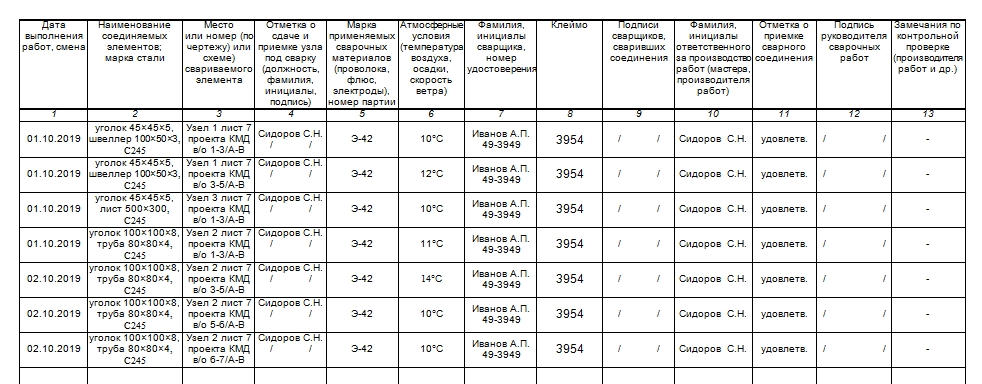
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Разработка ППСР — проекта производства сварочных работ







Заполнение журнала процесс довольно простой, так как обозначено, что необходимо написать в строках.
Как заполняются графы
На титульном листе журнала обозначения граф даны четко. В них указывается:

Далее требуется внести в таблицу информацию о работниках, которые выполнили сварку. Информация предоставляется в развернутом, полном виде, вплоть до указания:
- образования;
- специализации;
- занимаемой должности;
- детальной информации (ФИО).
В журнале указываются даты начала и окончания работ (это важно, когда, например, происходят судебные тяжбы легче выявить виновных). Кроме того, важно вносить в таблицу сведения о соответствии квалификационных разрядов.
Это, например, касается работника, отвечающего за проведения цикла производственных сварных действий. Если у него нет должной квалификации допущен к этому виду работ он не будет.
Далее в таблицу заносят сведения об исполнителях (сварщиках)так, как эти работники отвечают за выполнение профессиональной сварки. Они в последней графе таблицы ставят подписи. Кроме того, вторая таблица несет в себе такую информацию:
- Фамилию Имя и Отчество.
- № ЛК (личного клейма) которым маркируют сварные соединения.
- Полные сведения удостоверения сварщика.
- Оценки качества сварки пробников.
- Обязательное указание квалификационного разряда исполнителя работ.
Для четкости проверки качества соединений сварки того или иного сварщика, каждое соединение проставляется личным клеймом (ЛК). ЛК выглядит как заготовка, которая содержит 2-е строки (без рамки и с ней). При проверке того какой конкретно сварщик варил, например, стыки, которые находятся под сильным давлением.
Раздел выполнение работы
Графы основной части журнала содержат:
- указание смен и дат выполненных действий;
- указана марка свариваемой стали и наименование сварных соединений;
- сварной чертеж, по которому определяется № и место рекомендуемого соединения для сварки;
- № партии, данные о поставщике и материалах;
- отметки о приёмке\сдаче сварного узла;
- климатические показания в момент сварки (как правило это температурный режим, но в идеале описание делать детально);
- № удостоверения исполнителя(сварщика) и другие сведения;
- № клейма и личная подпись сварного;
- обязательны подпись работника, контролирующего весь цикл работ;
- указывается акт приемки работ или отбраковка;
- дополнительные сведения по выполненной работе (например, корректировки, замечания).
Для того чтобы понять, с чего складываются расценки на РАЗЛИЧНЫЕ сварочные работы, можно посмотреть тематическое видео по данному вопросу. Как рассчитать стоимость сварочных работ и что при этом необходимо обязательно учесть.
Зачем нужно заказывать индивидуальный ППСР?
Каждый ППСР разрабатывается индивидуально под конкретный объект строительства, с учетом всех требований нормативно-технической документации, требований технического надзора и пожеланий Заказчика. В ППСР учитываются особенности каждой сварочной конструкции, подбирается оптимальная технология сварки, сварочное оборудование, сварочные материалы и приспособления для выполнения сварочных операций. Прорабатывается технология термической обработки после сварки при необходимости. Разрабатываются мероприятия по снижению напряжений, возникающих при сварке, а также необходимость предварительного подогрева свариваемых кромок. Индивидуально разработанный ППСР поможет качественно выполнить сварочные работы на объекте и уберечь от возможных дополнительных работ по исправлению конструкции после проведения сварочных работ.
Проект производства сварочных работ
Вы читаете эту статью по одной из нескольких причин:
- инспектор ГСН или инспектор РосТехНадзора требует наличие на объекте проекта производства сварочных работ;
- инженер технического надзора со стороны заказчика владеет актуальной нормативной информацией и просит показать ему ППСР;
- Вы выполняете работы на промышленном объекте повышенной опасности и (или) Ваши специалисты выполняют сварочные работы ответственных конструкций с высокой сложностью монтажных швов.
Для каждого из трех случаев Вы найдете решение ниже!
Итак, проект производства сварочных работ или ППСР — это организационно-технологический документ, содержащий в себе:
- объем работ по сварке, термической обработке и контролю сварных соединений;
- детальную технологию и последовательность выполнения отдельных сварных швов различных типов;
- отдельные технологические (операционные) карты сварки соединений с учетом операций по термообработке и контролю;
- ведомость потребности в сварочных материалах;
- перечень оборудования, необходимого для сварки, термической обработки и контроля сварных соединений;
- требования к квалификации сварщиков, выполняющих отдельные типы сварных швов;
- требования к сварочному оборудованию и сварочным материалам;
- требования безопасности и охраны труда при производстве сварочных работ в конкретных условиях на вашем объекте;
- калькуляция трудовых затрат;
- графики производства работ, потребности в людских и материальных ресурсах.
В целом, можно сказать, что состав проекта производства сварочных работ аналогичен составу стандартного ППР, лишь с тем исключением, что в ППСР описана технология выполнения именно сварочных работ.
Также, стоит отметить, что в соответствии с указаниями СТО НОСТРОЙ 2.10.64-2012 «Сварочные работы. Правила, контроль выполнения и требования к результату работ» сварочные работы могут выполняться в соответствии с технологической документацией по сварке, оформленной в виде раздела по сварке в составе проекта производства работ (ППР). Таким образом, Вы можете включить технологические карты на сварочные работы в состав общего ППР на выполнение СМР на Вашем объекте.
Стоит помнить, что от того, как разработан Ваш ППСР и насколько точную, правильную и актуальную информацию этот документ содержит, зависит не только то, насколько быстро Вас допустят к работам, и то, что Вам не будут грозить штрафы за отсутствие этого документа. А стоит помнить, что от того, насколько ППСР верен, зависят жизни людей! Людей, не только тех, которые выполняют СМР на объекте строительства и должны соблюдать требования охраны труда, но и людей, которые в дальнейшем будут эксплуатировать объекты, здания и сооружения, в возведении которых Вы принимаете участие.
Выбирая разработчика проекта производства работ, в том числе и сварочных работ, Вы выбираете не просто компанию, которой доверяете свои деньги — Вы выбираете компанию, которой доверяете свою жизнь и жизнь окружающих людей. Выбирайте лучших, каких на рынке единицы!
Вам нужна только компания, в штате которой работают инженеры-профессионалы, аттестованные в РосТехНадзоре и которые сами выполняли работы на строительной площадке и знают то, о чем пишут в ППР. Следует выбирать компанию, в которой действуют строгие регламенты и требования к составу и выполнению проектов производства работ, гарантирующие соответствие разработанного документа действующим нормативным документам (СП 48.13330.2011; МДС 12-81.2007; МДС 12-29.2006; СТО НОСТРОЙ 2.10.61-2012; ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614-03, РД 03-615-03), что со 100% вероятностью обеспечивает отсутствие замечаний к проекту производства сварочных работ со стороны контролирующих органов, и, что самое главное, позволяет точно и качественно выполнить сварочные работы на объектах самой высочайшей сложности.
Мы не только соответствуем вышеуказанным критериям, мы дадим для Вас гарантию на разработанный проект производства сварочных работ — 365 календарных дней (целый год), на протяжении которого мы беспрекословно внесем все необходимые изменения в ППСР по Вашим требованиям. Мы дадим Вам материальную гарантию — наша ответственность перед Вами застрахована на сумму 30 000 000 рублей без всяких СРО, а по прямому договору страхования!
Какая исходная документация нужна для заказа ППСР?
- проект организации строительства (ПОС), утвержденный в установленном порядке,
- проект производства работ (ППР), утвержденный в установленном порядке,
- рабочая документация (чертежи металлоконструкций, трубопроводов, резервуаров и т.д.) утвержденная к производству работ,
- особые условия проведения работ, связанные с существованием зон воздействия опасных производственных факторов
Снижение остаточных напряжений, предотвращение горячих трещин, прочих дефектов
В технологической карте перечислены методы, снижающие риск повреждений, деформаций собираемых конструктивных элементов:
- Ограничение количества наплавленного металла в одной зоне. Для этого используются угловые швы (двустороннего, симметричного типа), скосы кромок, зазоры.
- Минимизация ограничений свободы температурных деформаций.
- Предотвращение превышения температурных режимов при сварочных работах и охлаждении соединений.
- Обеспечение непрерывной сварки в рамках каждого отдельного процесса. Если формируется многослойное соединение, допускается удаление шлака перед следующим слоем.
Согласно СП 70.13330.2012, ТК должна определять способы и порядок наложения швов при использовании накладок из арматурных стержней, сварке поверх прихваток, соединении колонн и узлов крепления ригелей, сопряжении двутавровой колонны с плитой основания. В ней перечисляются мероприятия по правке.
Какие сроки разработки ППСР?
Сроки разработки ППСР напрямую зависят от объема металлоконструкций и технической сложности свариваемых соединений. Являются ли свариваемые материалы хорошо свариваемыми или относятся к группе трудносвариваемых материалов. В состав ППСР входят операционно-технологические карты сварки на каждое сварное соединение. Каждая технологическая карта требует тщательной проработки технологии сварки, а именно выбор вида сварки, подбор режимов сварки и подбор сварочных материалов.
Ориентировочные сроки разработки ППСР составляют от 5 до 15 рабочих дней.
Разработка технологических карт ТК и ОТК сварки
Разработкой технологических карт и ОТК сборки и сварки должен заниматься главный сварщик или инженерный персонал, имеющий удостоверение и протокол НАКС не ниже 3 уровня. Сложность разработки операционно-технологических карт сборки и сварки обуславливается специфичностью выполняемых работ и наличием соответствующих знаний у разработчика.
Обратившись к нам Вы можете быть уверены в правильности составления ТК и ОТК. Опыт работы в сварочном производстве на трубопроводах, сварке металлоконструкций, полипропиленовых труб наших специалистов составляет более 10 лет.
ОТК составляются на все технологии: ручная дуговая покрытыми электродами РД; ручная аргонодуговая РАД; механизированная в защитных газах проволокой сплошного сечения МП, самозащитной порошковой проволокой МПС; автоматическая проволокой сплошного сечения в защитных газах ААДП (двухсторонняя сварка), АПГ, порошковой проволокой АПИ, автоматическая под флюсом АФИ и др.
Операционно-технологические карты составляются так же на ремонт учитывая различные его методы (с его полной вырезки или вышлифовкой отбракованного участка и др. в зависимости от требований нормативных документов).
Так же для предприятий, проводящих сварочные работы мы разрабатываем технологические инструкции.
Сколько стоит разработать ППСР и почему выгодно заказать разработку у нас?
Разработкой ППСР занимается аттестованный специалист сварочного производства III-уровня. Содержание такого специалиста в организации не всегда оправданно, если сварочные работы выполняются редко. Мы подходим ответственно к каждому Заказчику и доводим работу до качественного конечного продукта, по которому можно работать. Мы не копируем картинки из старых ГОСТов, а прорисовываем каждый сварочный узел, в соответствии с конструкторско-технологической документацией. ППСР не может стоить 5 тр или 10 тр, если конечно это не скаченный с интернета документ.
Ориентировочная стоимость разработки ППСР начинается от 30 тр.
Требования к работникам и руководителям
Руководить сварочными процессами на ОПО допустимо только тем работникам, которые соответствуют (и это подтверждено актами) узкоспециализированным профессиональным знаниям. Обязательный момент-наличие НАКС удостоверения.
Дополнительная, полноценная информация по теме в статье: Как проверить удостоверение НАКС по реестру сварщиков — найти себя по фамилии на официальном сайт
НАКС. Процедура аттестации сварщиков и специалистов сварочного производства.
Как получить НАКС. Что для этого нужно какие документы нужны для получения НАКСа.
Серия видео: Сварка труб для аттестации НАКС.
Как сдать экзамен сварщику на аттестацию НАКС (подготовка)
Кроме того руководителям важно уметь читать сварные чертежи, знать базовые технические аббревиатуры и обозначения. Подробно о том, как обозначаются на чертежах сварные швы — условное обозначение сварки узнаете в статье на нашем сайте.
Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
- подготовить исполнителей к этому опасному процессу;
- произвести отбор подходящих работников;
- четко контролировать этапы сварных процессов;
- гарантировать качество итоговых сварных швов.
Важно: в чрезвычайных ситуациях руководитель обязан быть хладнокровным и уметь принимать мгновенные верные решения.
Допускаются только те исполнители, которые прошли профильное обучение квалификацию по специальности плюс получили удостоверение сварщика с указанием присвоенного после прохождения теории и практики разряда.
При сварке на ОПО нужна подтвержденная высшая квалификация по специальности. В организациях сварщикам который закончил обучающий процесс и аттестацию присваивается приказом личное клеймо его номер указан в удостоверении.
Важно, что допущенный к процессу сварки исполнитель не должен иметь противопоказаний как по регулярному профилактическому медосмотру, так и по проводимому непосредственно перед каждой рабочей сменой.
Журнал учета технического обслуживания и ремонта сварочного оборудования
| №№ пп | Дата | Марка сварочного оборудования | Зав.№ | Вид обсл. (ремонта) | Выполненные работы | ФИО электромонтера | Подпись |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | 10.01.05 | ВД-306 | 1245 | ТО | Очистка от пыли, проверка контактов, замена кнопки «Стоп» |
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение — давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Организация сварочных работ: место, оборудование, кадры

Организация сварочных работ – это не только сам процесс сварки, но и комплекс мероприятий, связанных с подготовкой рабочего места, контролем качества, обеспечением безопасности и решением кадровых вопросов, в том числе с повышением квалификации сотрудников. Также следует помнить о закупке расходных материалов, оборудования, соответствующей одежды.
Помимо текущих организационных моментов, грамотное руководство стремится к модернизации производства и повышению эффективности. Расходы окупаются за счет расширения видов производимых работ, увеличения их объемов и роста качества. Подробнее об организации сварочных работ на современном производстве читайте в нашем материале.
Основные принципы организации сварочных работ
Организация сварочных работ включает такие составляющие, как проверка технологического уровня предприятия; подготовка квалифицированных руководящих кадров; обучение и аттестация сварщиков; обеспечение материально-технической базы; грамотное распределение рабочей силы; проверка оборудования для сварки.

Все работы по сварке необходимо осуществлять строго по проектам производства работ (ППР), картам трудовых процессов или технологическим картам. Раздел сварки ППР включает:
- вычисление объемов работ в трудовом (нормативы) и натуральном исчислении;
- схемы энергоснабжения;
- ведомости ресурсов — как материальных, так и трудовых;
- принятие решения о форме организации трудовой деятельности;
- нормативные документы на сварочные работы, процесс термообработки и правила контроля качества сварных швов;
- правила соблюдения техники безопасности и нормативов по охране труда.
Если требуется, при организации выполнения сварочных работ можно составить производственный график. При этом важно предусмотреть максимальные возможности по изготовлению и укрупнению конструкций на заводе или ином предприятии, проводящем механизацию работ по сборке и сварке.
Исходя из объемов сварки, предусмотренных ППР, проводят тактическое и оперативное планирование работ по сварке, а также рассчитывают размеры заработной платы мастеров.
Кадровое обеспечение
Всей техникой сварочных работ на предприятии руководят главный сварщик (в крупных организациях, где в штате имеется 200 сварщиков и более или производится не менее 20 тыс. т сварных конструкций), инженер, мастер по сварке, прораб.

В организации-подрядчике каждый специалист по сварочным работам отвечает за свой комплекс операций, и под его началом работают от 10 до 20 сварщиков. Должность инженерно-технического работника (ИТР) занимает специалист из линейного персонала, при этом он должен:
- следить за тем, чтобы работы производились согласно ППР и иным нормативным документам и инструкциям;
- проверять выполнение работниками требований к организации сварочных и сборочных работ с целью соблюдения необходимого их качества, а также рекомендуемых режимов сварки и термической обработки;
- грамотно распределять имеющиеся ресурсы сварочной техники и внедрять новые, а также правильно хранить сварочные материалы и оптимально их расходовать;
- выписывать сварщикам наряды на работу, вести учетные записи сделанных работ;
- в соответствии с госстандартами и техническими условиями проводить контроль сварных швов на всех стадиях работы (начало, процесс работы и приемка готового изделия);
- участвовать в создании исполнительных документов на сварные швы, а также в процедуре сдачи сооружений или их комплексов заказчику либо контролирующим органам;
- время от времени принимать участие в аттестации сварщиков и мастеров по резке газом;
- принимать участие при написании заявок на оборудование и материалы для сварки, отчетов по сварочным работам.
Старший специалист по сварочным работам находится в непосредственном подчинении у главного инженера управления, а в техническом смысле — еще и у главного сварщика производственного объединения.
Количество сварщиков на предприятии зависит от принятых на нем форм организации труда:
Сварщики высокой квалификации, работающие в одиночку, числятся на определенном монтажном участке и начинают трудиться, как только монтажная бригада провела подготовительные работы. Сотрудник, отвечающий за организацию проведения сварочных работ (прораб, начальник участка), распределяет рабочие места, выписывает наряды и принимает готовую работу.
Наряды на работу у каждого сварщика индивидуальные. Такая форма организации трудовой деятельности наиболее эффективна там, где предполагаются малые объемы выпускаемой продукции либо небольшой фронт сварочных работ.
Если на предприятии планируется выпуск большого количества продукции и разворачивается широкий фронт работ (крупногабаритные изделия, тяжелые по массе установки, сложные сборные конструкции), то сварщиков высокой квалификации объединяют в бригады, которые подчиняются прорабу (начальнику участка), отвечающему за организацию работ на сварочном участке.
Он распределяет рабочие места и принимает готовую работу. Выплаты производятся по бригадному наряду.
Еще один вариант — формирование из высококвалифицированных сварщиков комплексных монтажных бригад, трудящихся по бригадным нарядам. Он актуален в основном при монтажных работах на трубопроводах и других подобных сооружениях. Здесь, рассчитывая состав бригад, ориентируются на время, за которое свариваются стыки.
Таким образом, сварщикам не приходится выполнять тяжелую физическую работу и гарантируется высокое качество сварных соединений.
Формируют бригады из сварщиков невысокой квалификации (четвертый разряд или ниже), которые выполняют относительно несложные работы по сварке и прихватке. Здесь также могут работать слесари-монтажники, получившие специальность сварщика.
Сварка осуществляется по бригадному наряду. Чаще всего такой вариант используется при монтаже и сварке неответственных конструкций.
Сварщиков, имеющих высокую квалификацию и работающих в монтажном управлении, собирают в группы, трудящиеся на каждом объекте данного управления (формируются специализированные участки сварочных работ).
Процессом руководят ИТР с соответствующим уровнем образования. Сварочные работы ведутся путем внутреннего субподряда у монтажных участков. Такой способ организации работ применяется при больших объемах сварки ответственных конструкций в монтажных управлениях и на отдельных участках.
Тогда рекомендуется такая форма организации труда при выполнении сварочных работ: ответственный исполнитель — это целый специализированный сварочный участок, в состав которого включены и монтажные бригады (либо монтажный участок как субподрядчик находится в подчинении у сварочного участка).
Оборудование и технология сварочного производства
Сварочные работы невозможны без специального оборудования. Минимальный комплект необходимых устройств включает инвертор, выпрямитель и трансформатор. Их необходимо иметь на каждом производстве, даже совсем небольшом.

Дело в том, что такой набор универсален, благодаря ему можно настроить любой необходимый режим сварки. Инвертор — простой в использовании прибор, доступный даже начинающим сварщикам и позволяющий проделывать нужные объемы работ. Роль трансформатора заключается в подаче на электрод электрического тока, причем диапазон его значений довольно широк. Наконец, выпрямитель помогает сваривать наиболее качественные швы.
Крупные производственные предприятия оснащаются соответствующим высококлассным оборудованием, сложным по устройству, но зато очень функциональным. Такие аппараты обладают большими производственными возможностями и могут настраиваться в зависимости от специфики работы. В том числе имеются модели-роботы, работающие самостоятельно и не требующие присутствия рядом оператора. Рассмотрим более подробно процесс автоматизации производственных линий.
Автоматизация производства требуется на тех предприятиях, которые работают масштабно и выпускают много продукции. Прогресс не стоит на месте, и сейчас созданы аппараты, работающие самостоятельно или, по крайней мере, делающие труд сварщика гораздо более легким. Самый элементарный пример такого устройства — полуавтоматы, в которых сварочная проволока подается не вручную, а с помощью механизмов.
Как правило, современнейшее оборудование для различных видов сварки изобретается для тех предприятий, которые идут в ногу со временем и разрабатывают новые технологии. Все работает в совокупности: спрос рождает предложение.
Благодаря техническим инновациям процесс электродуговой сварки осуществляется гораздо легче и быстрее. Стоит отметить, что в настоящее время сварочные участки в основном очень хорошо механизированы. На крупных заводах создаются роботизированные линии, которые могут работать по вложенной в них программе. Здесь не нужно задействовать дополнительных работников для организации контроля качества сварочных работ.
Организация рабочего места сварщика
Рабочее пространство сварщика необходимо содержать в полном порядке. Каждый прибор, каждый элемент оборудования должны находиться на своем месте. Нужно следить, чтобы инструмент для сварки и прочий инвентарь были исправны. Сварочные работы и сборку конструкций следует осуществлять в специальных козелках, имеющих ровную рабочую поверхность и высоту 60—65 см.

Трансформаторы для сварки размещают на площадках, изготовленных из металла, имеющих высоту 10 см и ширину 80 см. Впрочем, ширина площадки зависит от того, сколько агрегатов на ней установлено. Трансформаторы ставят, не ограждая их, чтобы к ним имелся открытый доступ в любое время для регулирования тока, проверки и починки. Рубильники для них располагают на трубчатых стойках. Сварочные преобразователи тока размещают у колонн цеха на полу, а их включающие устройства монтируют на колонне.
Рабочее место сварщика должно быть оснащено инвентарными алюминиевыми лестницами для работы с конструкциями, имеющими большую высоту. Все провода, электрододержатели обязательно нужно изолировать. Инструменты и рабочие приспособления следует хранить в специальных шкафах, устанавливаемых возле колонн.
Безопасная организация сварочных работ предполагает оборудование в цехе стабильной приточно-вытяжной вентиляции, чтобы уменьшить содержание вредных примесей в воздухе и обеспечить сварщикам нормальные условия труда.
Для небезопасных для здоровья веществ в воздухе рабочей зоны стандартами прописаны предельно допустимые концентрации (ПДК): для диоксида азота — 5 мг/м3, оксида углерода — 20 мг/м3, марганца — 0,3 мг/м3, кремниевой пыли (аэрозоль) — 1—4 мг/м3.
Граница рабочей зоны по высоте составляет 2 м (над уровнем пола). Очень важно каждый день мыть пол в цехе, поскольку влажная уборка снижает концентрацию вредных веществ в воздухе. Нельзя забывать и про шумовые загрязнения: например, чтобы уменьшить уровень шума, рекомендуется вместо рубки пневматическими молотками использовать воздушно-дуговую резку.
Если производится сварка металлических листов и таким образом создается замкнутое пространство, то сварщику необходимо обеспечить постоянный приток свежего воздуха. Для освещения рабочего участка пользуются переносными светильниками напряжением 12 В (не больше).
Проводить работы следует на резиновом коврике, мастер при этом должен быть обут в диэлектрические галоши. Очень важно обеспечить надежное заземление свариваемых изделий, инструмента и оборудования, а также стеллажей.
Контроль сварочных работ
В таблице приведена схема входного контроля организации сварочных работ, который осуществляет прораб или мастер по сварке.
Материалы для сварочных работ
Оборудование и приспособления для сварки и монтажных работ
Проверяют проект производства работ (раздел сварки), технологический проект, сертификаты на расходные материалы, технологичность узлов сварки. Рассчитывают количество необходимых оборудования и материалов, определяется, сколько нужно сварщиков и насколько трудоемки работы.
Проверяют, допущены ли рабочие к сварке ответственных конструкций по «Правилам аттестации сварщиков». Если требуется, дополнительно готовят кадры для выполнения этой работы. Организуют сварку, испытывают пробные образцы.
Проверяют наличие сертификатов, соответствие материалов техническим условиям, документы об испытаниях технологических свойств. Контролируют соблюдение сроков и условий хранения, а также наличие бракованных материалов.
Проводят проверку наличия контрольно-измерительной аппаратуры, а также того, исправно ли оборудование и все ли комплектующие на месте.
Проверяют удостоверения сварщиков, проводят дополнительные проверки квалификации.
Проводят осмотр и механические испытания.
Проверяют документацию, контролирует заполнение формуляров, журнала учета и состояния оборудования.
Перед пуском сборочно-сварочных работ.
Сотрудники, привлекаемые к контролю
Отдел главного механика (энергетика).
В следующей таблице дана схема операционного и приемочного контроля качества сварочно-сборочных работ, который также осуществляет прораб или мастер по сварке.
Подготовка конструкций под сварку
Сборка конструкций под сварку
Подготовка исполнительных документов
Проверяют, нет ли на поверхности грязи и сора, соответствуют ли размеры, форма и свойства подготовленных кромок нормативным требованиям. Контролируют, насколько хорошо зачищены кромки.
Проверяют: в каком состоянии находятся кромки и прилегающие к ней части поверхности; соблюдаются ли проектные требования по соответствию размеров и марки сварных материалов; как используются приспособления для сварки; соблюдается ли последовательность технологических операций.
Проверяют: режим сварочных работ; последовательность нанесения слоев (швов); соответствуют ли нормативным требованиям атмосферные и прочие условия в цехе; соблюдены ли требуемые характеристики материалов и хорошо ли они подготовлены к сварке. Организуют сварочные работы и испытывают контрольные образцы.
Уточняют количество сварных соединений и корректируют схему их расположения. Проверяют: насколько качественно оформлены швы; нет ли внутренних или наружных дефектов на изделии; не имеется ли трещин, шлака, металлических брызг в материале соединения и околошовной области; нет ли таких изъянов, как поры, непровары, кратеры, прожоги, подрезы и т. д.
Подвергают проверке все документы, касающиеся сварки: журнал сварочных работ, копии удостоверений сотрудников, сертификаты на сварочные материалы, протоколы испытаний готовых изделий, заключения по ультразвуковому и другим видам контроля, акты проверки сваривания контрольных стыков, документы, подтверждающие проведение металлографических исследований.
Проводят внешний осмотр и измеряют параметры.
Проводят внешний осмотр, измеряют параметры, а также осуществляют механические испытания.
Проводят внешний осмотр, контроль — физический и химический.
Проверяют техническую документацию.
В процессе сварочных работ.
До и после сварки.
Кто привлекается к контролю
Мастер или прораб монтажного участка.
Мастер или прораб сварочного участка.
Какую выбрать форму организации сварочных работ на предприятии? Это зависит от нескольких факторов: производственных условий, объема и характера сварочных работ. Так или иначе, нужно максимально загружать сварщиков в соответствии с их специализацией и создавать межоперационные заделы.
Если посмотреть на работу ведущих монтажных предприятий, то становится ясно: заметно повысить производительность труда сварщиков можно при разделении операций по сварке и сборке конструкций, наличии межоперационных заделов, а также организации работы сварщиков в особых мобильных подразделениях и расширении таким образом зоны обслуживания работ по монтажу.
Все это позволяет наладить стабильную, полную занятость сварщиков работой именно по их специальности. Вынужденные технологические перерывы становятся меньше, сокращаются потери ценного рабочего времени, которое можно будет потратить на осуществление сложных проектов.
Кроме того, слесари и сварщики становятся требовательнее друг к другу и к качеству подготовки изделий под сварку и сварных соединений. Повышается общее качество, изучаются новые технологии, внедряется передовое оборудование и, конечно, возрастает заработная плата.
Многолетний опыт и проведенные расчеты говорят о том, что при работе со сложными монтажными конструкциями занятыми по своей специальности оказываются в среднем 60—70 % квалифицированных сварщиков четвертого – шестого разрядов.
Конечно, начальству необходимо контролировать использование квалифицированного персонала в соответствии с их специальностью и разрядом. В этом залог успешного повышения производительности труда.
Контроль можно осуществлять по формулам, используя при расчетах коэффициент качества рабочего времени к3, представляющий собой отношение нормы времени, затраченного на соответствующую уровню квалификации сварщика работу, либо фактической выработки tu к рассчитанным нормированным затратам времени на эту работу (t).
Производство сварных конструкций — весьма сложный процесс, состоящий из множества уровней. Он выполняется поэтапно, и на каждой стадии задействованы квалифицированные работники. Для четкой, налаженной работы необходимо установить строгий порядок организации сварочных работ и проработать каждый ее этап.
Нормы времени на сварочные работы: основы расчета, формулы

Нормы времени на сварочные работы необходимы для определения максимальной загрузки сварщика задачами, а также нормирования и стандартизации качества сварного шва. Зная табличные показатели, формулы, квалификацию специалиста, основные и дополнительные временные затраты, мастер или сам сварщик могут составить оптимальный график и норму производства работ.
При расчете нормы времени нет такого понятия, как мелочи, маловажные нюансы и проч. Учитывается буквально всё: от толщины свариваемой заготовки и типа металла до времени, необходимого для подготовки рабочего места, расходных материалов и смены использованного электрода. Подробнее о нормах времени сварочных работ читайте в нашем материале.
Зачем нужны нормы времени на сварочные работы
Каждый производственный процесс требует от мастера знаний и умений, а, кроме того, несет потенциальную опасность, поэтому при работе всегда нужно соблюдать установленные правила. Сварочные работы не исключение. Чтобы оптимально использовать рабочее время и получать качественные сварные швы, мастеру предварительно нужно изучить большое количество нормативных документов: государственные стандарты (ГОСТ), своды правил (СП), строительные нормы и правила (СНиП), единые нормы и расценки (ЕНиР) и т. д.

Однако очень часто при приеме на работу выясняется, что сварщику незнакомо содержание большинства нормативных документов. Это вполне объяснимо: документация пишется сухим деловым языком, читать ее сложно, на это требуется время.
Почему определение норм времени на сборочно-сварочные работы так важно? Каков смысл нормирования трудового процесса?
Суть нормирования трудовой деятельности — установление рационального порядка действий, при этом учитываются затраты сил и времени, материальные ресурсы и др.
Свариваемые изделия имеют разные характеристики. Нужно точно знать, сколько понадобится времени на сварочные работы в каждом индивидуальном случае. Полученные цифры используются при последующих расчетах, например, для определения комплексных норм времени или при организации коллективной формы труда.
Основа расчета нормы времени для сварочных работ
Во многих странах бывшего Советского Союза приняты и прописаны в стандартах единые временные нормы на сваривание одного метра шва. Однако любой сварщик обязан уметь сам определять необходимое время сварки — это один из показателей его квалификации. Общее время рассчитывается исходя из того, сколько минут затрачивается на подготовку к сварочным работам и сколько — непосредственно на сварку.

Поэтому при оценке времени, которое понадобится на сварку, в расчет берут все виды работ, выполняемых сварщиком. Исходя из этого принципа, сварочные работы делятся на несколько этапов:
- Основные операции — подготовка детали, предварительная ее обработка, сборка конструкции, сварочные работы, финишная зачистка швов. Все эти манипуляции необходимы для получения отличного результата.
- Вспомогательные операции — оценка состояния готового продукта, транспортировка его в место назначения.
- Дополнительное время на обслуживание сварки, предоставление условий для хранения расходных материалов и т. д.
Прежде чем начинать сварочные работы, нужно подготовить все материалы, инструменты, проверить работоспособность механизмов и т. д. На это тоже требуется время, которое учитывается при указании норм.
Также в расчет берется период, во течение которого, например, идет процесс горения дуги и т. п.
Итак, временные нормативы складываются из нескольких частей:
- Подготовительно-заключительная часть (выделяется на партию изделий). Сюда входит время на ознакомление с заданием и инструкциями, изучение фронта работ, наладку приспособлений, трансформатора, сварочной горелки, на сдачу проекта.
- Основная часть (выделяется время на работу с одной деталью или формирование одного метра шва (реза)). Включается время, затрачиваемое непосредственно на сварку или резку, а также период нагрева металла на начальном этапе работы.
- Вспомогательная часть. Здесь учитывается время: на осмотр и измерение сварного соединения; замену электродов; зачистку швов от брызг расплавленного металла и шлаков; клеймение соединений; установку и уборку детали; переходы мастера от одной точки сварки (резки) к другой; отдых и т. д.
- Дополнительная часть — время на обслуживание рабочего пространства, раскладку инструмента и его своевременную уборку, замену баллонов с газами, подсоединение шлангов, регулирование параметров сварки и т. п.
Затрачиваемое время может варьироваться в зависимости от квалификации мастера, характеристик металла, метода сварки, положения сварного соединения относительно окружающего пространства, мощности горелки и т. д. В случае резки основной учитываемый показатель — толщина металла, который нужно раскроить.
Для того чтобы определить общее время сварки, требуется сначала рассчитать основную его часть, а затем прибавить дополнительные временные затраты по каждой позиции. Правильная организация рабочего процесса и хорошая подготовка рабочего места снижают эти дополнительные траты и повышают производительность.
При выполнении сварочных работ нельзя обойтись без вспомогательных процедур, таких как осмотр соединений, подготовка кромок, замена электрода и т. п.
Откладывать их нельзя, поскольку это заметно снизит качество работы. Поэтому базовые и вспомогательные процедуры вместе составляют оперативное время сварочных работ.
Важные факторы для расчетов — опыт и уровень образования сварщика. При вычислениях используют специальный коэффициент. В итоге получается числовое значение —квалификационный эквивалент. Иными словами, каждой классификации соответствует свое значение, применяемое затем при расчетах.
Разработаны различные схемы расчетов норм времени на сварочные работы, но самая распространенная — в рабочих единицах, когда одной единице соответствует одно готовое изделие. Количество этих единиц зависит от квалификации сварщика (чем она выше, тем больше их должно быть).
В случаях масштабных работ удобнее делать вычисления в минутах, затрачиваемых на сваривание одного шва. Помимо этого, в расчет входит много других параметров. Расчетные формулы рассмотрены ниже.
Оптимальная скорость производства сварочных работ
Для получения качественных сварных соединений очень важно рассчитать норму временных затрат, поскольку они влияют на скорость сварки. В большинстве случаев этот показатель зависит от таких параметров, как толщина сварного шва и самого изделия. Показателем качественной работы будет стабильное состояние расплава в ванне, без ее переполнения, без наплывов, с плавным переходом на основную часть детали.

Если скорость сварки будет ниже или выше рассчитанной, то это изменит время сварки и повлияет на конечный результат (в худшую сторону). Если скорость подобрана оптимально, то и сварное соединение получится достаточной глубины и небольшой ширины.
Поддержание правильного скоростного режима при сварке гарантирует соблюдение норм качества. В случае ручной дуговой сварки оптимальной считается скорость работы 30-40 м/ч.
Поскольку при сварочных работах используются разные материалы, нормы могут несколько различаться. Например, для сварки полуавтоматом они немного выше, что объясняется характеристиками используемых приборов.
В зависимости от квалификации сварщику приходится работать с разными металлами, поэтому и нормы времени на сварочные работы могут отличаться.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Как правило, выделяется несколько базовых групп, объединяющих материалы по их конструкционному назначению и химическому составу. Так, конструкционные сплавы на основе низколегированных сталей с высоким содержанием углерода составляют группу М01. Эти материалы обладают пределом текучести не более 360 МП.
Чем больше цифра в маркировке, тем лучше характеристики сплавов, входящих в группу. Например, группу М07 представляют высококачественные арматурные стали, используемые для создания конструкций из железобетона. Качество материалов — решающий фактор при расчете времени сварки.
Формулы для расчета нормы времени на сварочные работы
Время сварки автоматом и полуавтоматом при штучном производстве определяют по специальным формулам.
Для производства отдельных единиц и мелких партий изделий:
Тш = [(То + Твш) lш + Тви] К1,
- То – основное время, затрачиваемое на сварку одного погонного метра соединения, мин;
- Твш – вспомогательное время, затрачиваемое на сварку одного погонного метра соединения, в зависимости от длины соединения, мин;
- lш – длина сварного соединения, м;
- Тви – вспомогательное время, затрачиваемое на работы, связанные с изделием, мин;
- К1 – коэффициент, применяемый к оперативному времени, учитывающий время на обслуживание рабочего места, отдых мастера и его личные нужды, равный 1,15.
Время сварки одного погонного метра однопроходного шва рассчитывается с помощью других выражений.
Для сварных соединений в нижнем и горизонтальном положениях, мин:
То, гор. = Gн / αн • Iсв,
- Gн – масса наплавляемого металла, кг;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А.
Для сварного соединения в вертикальном положении, мин:
То, вер. = (Gн / αн • Iсв) Кп,
- Gн – масса наплавляемого металла;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А;
- Кп – поправочный коэффициент (Кп = 1,25).
Основное время при работе с плавящимся электродом можно узнать по выражению
Тo = (mн • 60 •103) / (αн •Iсв),
- mн – масса наплавляемого металла сварного соединения данного типоразмера, кг/м;
- αн – коэффициент наплавки, г/А•ч;
- Iсв – сила сварочного тока, А.
Значение коэффициента наплавки берут из специальной таблицы. Оно зависит от силы тока, используемого при сварке, и диаметра сварочной проволоки.
Основное время (Тос) при сварке электродами — как плавящимися, так и неплавящимися – вычисляется по формуле:
Тос = 60/Vсв,
где Vсв — скорость сварки, м/ч.
При ручной дуговой сварке эта скорость равняется 10-20 м/ч.
При полуавтоматической сварке Vсв имеет значения 20-50 м/ч.
При полностью автоматической сварке Vсв составляет 50-120 м/ч.
Пример расчета нормы времени для сварочных работ
Рассчитывая нормы времени на сварочные работы, берут во внимание такие параметры, как квалификация сварщика, особенности сварочного процесса, форма деталей и характеристики материалов, из которых они изготовлены. Если упростить расчетную формулу, то получится обыкновенная дробь.

В числителе этой дроби находится длина сварного шва, а в знаменателе — рассчитанная норма скорости. Получившуюся разность умножают на коэффициент, равный 0,35. Тем самым получают норму времени, которое необходимо для визуальной оценки качества сварного соединения.
Чтобы определить время, необходимое на зачистку сварного соединения, требуется его длину умножить на коэффициент 0,6. Суммарный показатель равен времени, которое затрачивается на основную часть работ по сварке.
Примерно 5 % от суммарного показателя нужно на подготовку к сварочным работам. После вычисления этого показателя его приплюсовывают к суммарному. Далее нужно прибавить время, которое требуется мастеру на отдых: как правило, это не менее 10 % от времени на сварочные работы.
Число, которое в итоге получается, — это временная норма на осуществление определенных сварочных работ.
Нельзя забывать и про иные факторы, влияющие на суммарную норму времени: площадь сечения изделия, свойства электродов и расплава, сила тока и т. д.
Все подробные расчеты должны проводить высококвалифицированные специалисты в сфере нормирования труда, имеющие определенный опыт.
Читайте также: