Helper сварочный аппарат не работает
Обновлено: 01.05.2024
Современные полуавтоматы и инверторы давно вышли за рамки стандартных условий эксплуатации. Ряд моделей способен работать при пониженном напряжении в 130 В. Усовершенствованное оборудование функционирует в режимах наиболее эффективного распределения продолжительности нагрузки, то есть можно варить в течение полной рабочей смены. Расширенный температурный диапазон позволяет создавать металлоконструкции даже при -20 0С.
Тем не менее, и новейшие агрегаты иногда сбоят, подводя в самый неподходящий момент. В этой статье расскажем, почему сварочный аппарат работает, но не варит.
Основные причины отказов
В сравнении с предыдущими поколениями техники современные сварочные аппараты характеризуются более сложным устройством, требующим от пользователей определённых навыков обращения. В случае появления неполадок можно провести первичную самостоятельную диагностику и ремонт.
- Некорректная работа сварочной «начинки» (внутренние проблемы).
- Ошибки с настройками режимов (внешние ошибки).
Понятно, что у новичков чаще случаются помехи из второй группы, поэтому до того как обращаться в мастерскую или вскрывать сварочный инвертор самому, желательно проверить выбранные установки. Основные ошибки с настройками и способы их устранения производители приводят в инструкции.
Как устранить внешние неисправности
- Аппарат включён, но сварочный процесс вести невозможно.
- Дуга горит крайне нестабильно. Наблюдается повышенное разбрызгивание металла.
- В ходе образование шва происходит постоянное залипание электрода.
- После включения аппарат не реагирует на действия пользователя.
Сварочный аппарат включён, варить невозможно
Необходимо проверить целостность кабеля. Не исключена вероятность, что он повреждён. Кроме того, инвертор может не работать по причине отсутствия массы на свариваемой детали.
Проблемы с дугой
Ошибка возникает, если сварочный ток настроен неправильно. Параметр напрямую зависит от диаметра и типа электрода, также значение должно соответствовать скорости, с которой работает сварщик. Снижая скорость сваривания деталей, необходимо отрегулировать и ток на аппарате.
Появление залипания
- В процессе сварки понизилось напряжение.
- Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки.
- Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
- Выбраны провода слишком большой длины (более 30 м).
- Восстановить повреждённую изоляцию кабеля.
- Подтянуть ослабевшие контакты.
Электрод может залипать в результате возникновения замыкания в обмотках трансформатора или сварочных проводах, перегрузки электронной схемы, пробоя конденсаторного фильтра, вышедших из строя диодов.
Отсутствие реакции аппарата
Возможные неполадки могут быть связаны с падением сетевого напряжения. Кроме того, подобную проблему часто вызывает слишком слабый автомат в щитке, отключающий линию во время подключения оборудования. К аналогичной реакции приводит активация внутренней защиты инвертора после слишком длительной работы без перерыва. В этом случае необходимо сделать остановку на 20–30 минут, чтобы система остыла, после чего продолжить работать.
Как проявляются проблемы с напряжением
Ситуация, когда сварочный аппарат включается, но не варит, знакома многим. В процессе работы дуга либо гаснет, либо совсем не поджигается. Ошибка может возникнуть в результате просадки напряжения. Если вы работаете электродом с диаметром прутка 3 мм, в сети должно быть не менее 200 В, для Ø 2мм необходимо минимум 180 В. Сетевое напряжение может падать существенно ниже этих отметок.
Если проблемы с качеством электроэнергии постоянные, а работать необходимо по месту, можно купить генератор с функцией подключения сварочного аппарата.
Также в этой ситуации поможет стабилизатор напряжения с функцией выравнивания параметра при слишком низких значениях (от 140 В). Если просадки ещё ниже, устанавливают стабилизатор через повышающий трансформатор. Последнее устройство выводит напряжение на заданный уровень, а стабилизатор поддерживает рабочий диапазон. Только трансформатор ставить нельзя. В случае выхода сетевого напряжения на нормальные значения, прибор продолжит поднимать его к установленному диапазону. В результате напряжение может выйти за предельные 280 В, которые способна выдерживать бытовая техника, и потребители просто сгорят.
Причины самопроизвольного отключения оборудования
Если оборудование начало самопроизвольно отключаться, можно самостоятельно диагностировать сварочный аппарат. У большинства моделей предусмотрена функция автоматической защиты от критических ситуаций. Как только параметры выходят за номинальные, система блокируется с одновременным отключением вентилятора.
В таком случае следует проверить сетевое напряжение и убедиться в работоспособности предохранителей на обмотках сварочного трансформатора. Если в этой части всё в порядке, проверяют токовые обмотки. При обнаружении дефекта их либо перематывают, либо меняют на новые. Следом тестируют состояние выпрямителей диодов, неисправные элементы подлежат замене. Случается, что ломается фильтрующий конденсатор (дефектный также необходимо заменить).
При любых неполадках необходимо убедиться, что блок охлаждения сварочного оборудования работает исправно и внутренние пространство не перегревается.
Если аппарат долгое время находится под пиковыми нагрузками, охлаждающий блок перестаёт справляться. Для того чтобы вернуть технику в работу, необходимо сделать перерыв на 30–40 минут. Конструкция, которой обладают сварочные инверторы , предусматривает необходимость в перерывах во время работы. Например, непрерывно варить можно в течение 7–8 минут, после чего сварочнику дают «отдохнуть» 3–4 минуты.
К ремонту сварочного аппарата инверторного типа желательно приступать после изучения схемы и принципа работы оборудования.
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности

Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.

К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.

Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Почему ломаются сварки?
В предыдущем посте меня попросили рассказать про типовые неисправности сварочных инверторов РЕСАНТА, но я решил что лучше все таки рассказать почему сварки вообще ломаются а потом уже дополнить пост типовыми неисправностями.
Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:

2. Причина. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора. В общем все что вызывает просадку питающего напряжения. Из-за просадок растет ток в первичной цепи. Сварка то у нас ММА и что бы выдать к примеру 100А на выходе он при питающем 220В берет 15А, а вот когда у нас сеть просажена до 120в то из сети уже вместо 15А будет брать все 25А. Вся эта нагрузка возлагается на IGBT транзисторы что в свою очередь просто вышибает нафиг. Поэтому проверяйте просадку напряжения в сети во время работы сварочного инвертора.
3. Падения и удары. Особенно во время работы. Я так полагаю что это связано с SMD компонентами которые особо не могут деформироваться. Удары и падения просто ломают SMD резисторы и конденсаторы что в работе сварочного инвертора вызывает просто фатальные неисправности.
4. Болезни определенных моделей сварочных инверторов. У ресант это дежурка и конденсаторы, у фубаг, гусей подобных: стойки и вышибание выходного выпрямителя.
И так, расскажу про типовые неисправности сварочных инверторов РЕСАНТА.
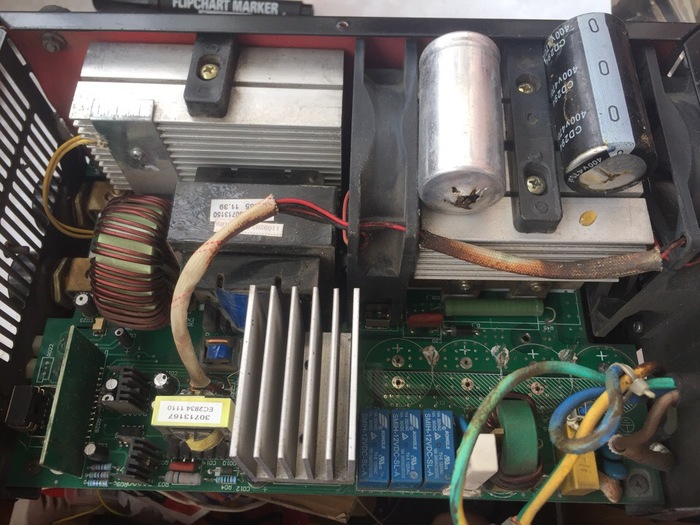
1. Выбитые конденсаторы на входном выпрямителе. Вот у Ресант это самая частая поломка. Связано это с очень некачественными и неправильными конденсаторами. Ну и с охотой клиента поварить в морозы или попыткой отрезать металл на максимальном токе.
Вот подскажите мне, как узнать производителя конденсаторов? Где найти мне даташит от изготовителя? Никакой информации на эту тему. То есть конденсатор какого то подвального производства.
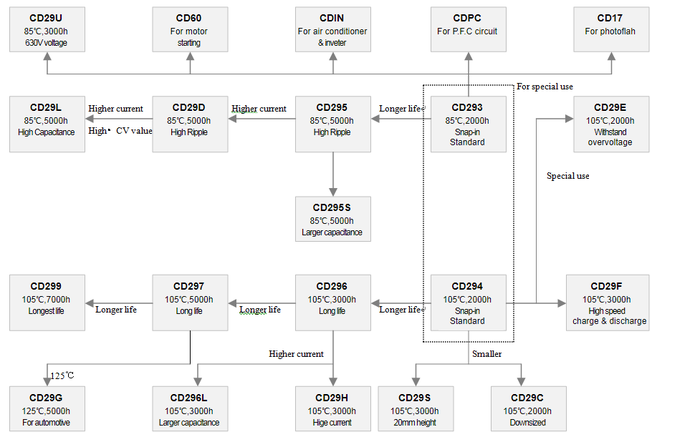
Как видно, серия CD293-294 относится к общей серии конденсаторов. А в сварке должны стоять конденсаторы серии CD29H под высокие токи, или EPCOS B43504, или NIPPON серии KMR, LXS.
Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы, когда можно поставить EPCOS B43504. Эти конденсаторы как нельзя лучше подойдут в сварочный инвертор. Ну ладно, допустим нельзя купить EPCOS, но можно же хотя бы CD29H(105град high ripple), ну никак не CD293 (85градусные общего применения).
И вот что интересно, эти конденсаторы серии CD293 не только ресанта обожает, но и другие производители сварок.
Только у старых ресант идет именно такая болезнь с конденсаторами. В новых ресантах сейчас ставят конденсаторы какого то китайского производителя и они перестали так неожиданно взрываться но в новых ревизиях сварок ресанта начала очень сильно экономить на комплектующих.
Раньше в аппарате на 250А ставили два диодных моста типа KBPC5010 и к ним радиатор большой. Сейчас ставят два диодных моста по меньше и радиатор сильно похудел. На IGBT ключах радиаторы тоже сильно похудели. На выходном диодном выпрямителе раньше ставили STTH6003CW, теперь уже ставят STTH3003CW или вообще диоды неизвестной фирмы. Так что ресанта немножко обарзела.
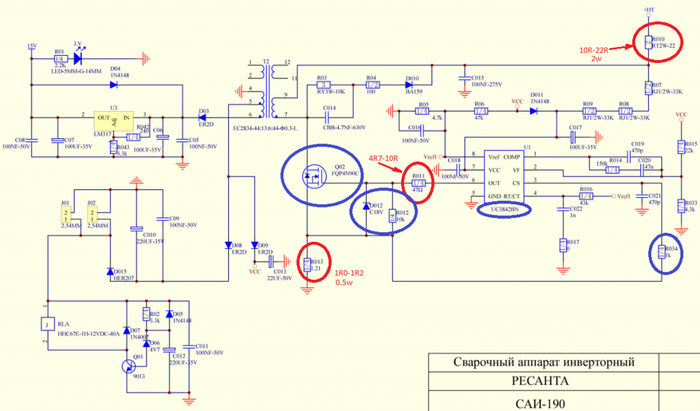
2. Поломка дежурки. Резистор R010 и R013 вообще могут просто так сгореть. Довольно частое явление когда они сгорают, все остальное остается целым. Их меняешь и аппарат дальше работает.
3. Попадание пыли, влаги в пространство между платой и электролитами. По мне так это недоработка ресанты. Ибо этот дефект легко можно устранить промазав по краям электролита герметик. Вон в том посте рассказывал как опилки попали под конденсатор и вызвали пробой. Бывало и просто от пыли сгорало, или от снега.
На счет того какую сварку покупать я даже не знаю. Нету вот действительно добротных сварок, что бы и конденсаторы качественные, и сборка добротная и по цене норм.
Если денег много, то можно трехэтажку взять. (топология BRIMA ARC-200) До жути надежные аппараты.
Если имеется возможность купить Украинского производства то хороши НОВЫЕ Патоны, эдоны(те что по дороже).

6.5K постов 38K подписчиков
Правила сообщества
ЕСЛИ НЕ ХОТИТЕ, ЧТОБЫ ВАС ЗАМИНУСИЛИ НЕ ПУБЛИКУЙТЕ В ЭТОМ СООБЩЕСТВЕ ПРОСЬБЫ О ПОМОЩИ В РЕМОНТЕ, ДЛЯ ЭТОГО ЕСТЬ ВТОРОЕ СООБЩЕСТВО:
К публикации допускаются только тематические статьи с тегом "Ремонт техники".
В сообществе строго запрещено и карается баном всего две вещи:
В остальном действуют базовые правила Пикабу.
Про переноски и прочие удлинители.
Масса людей абсолютно уверены, что раз это "инвертор", то он потребляет из сети как лампочка. Это же не трансформаторный.
Мои жалкие попытки сообщить, что если аппарату надо отдать 100А, то свои 20А из сети он заберет в любом случае и неважно, какой тип аппарата.
Потом эти люди берут 20м кабеля 0,75 сечением и пытаются варить.
Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы, когда можно поставить EPCOS B43504.
так известно какие.

Кто такие «сварки»? Зачем так писать?
Деньги которые просит ресанта за свой аппарат отбиваются на Ура. Сломался? Да и хуй с ним - купил другой. как-то так.
Добавлю в этой же теме, для автора и других интересующихся. Довольно сложно ремонтировать 3ех фазные инверторы. Дело не в самом процессе ремонта а в деталях. Если для обычных инверторов IGBT транзисторы не являются проблемой то для 3 фазных это караул. Большинство того что предлагают на Али -перемаркер. Хорошие качественные транзисторы стоят ближе к 1000 руб за штуку. Кроме того на раскачку используются 5А транзисторы в корпусах SOT23 и SOT223 что тоже на каждом углу не продаются. Да ток я лично видел там на инверторе до 500А , наверное мосты можно резать или рельсы))))
Ребят. От пыли и всякой вредной хрени внутри несложно избавится соорудив фильтр из "нетканого текстиля", "Геоткани" или специально изготовляемых фильтровых материалов. Рамку можно сделать из стальной проволоки или реек. Важно лишь для минимального сопротивления потоку делать фильтр максимальной площади, хорошо бы во всю "морду" аппарата. Есть мысль использовать автомобильные воздушные фильтры, например от КамАза, сложить пару колец, заклеить одну сторону. Могут оказаться великоватыми по габаритам, тогда применить от других марок. Да. Лучший вариант всё же самодельный со специальным фильтроматериалом на каркасе, можно даже ткань. И периодически выбивать и продувать.
Автор, у меня вопрос: есть ли смысл покупать сварочный аппарат полуавтомат и дуговой в одном устройстве? И какая модель для начинающих подойдёт? Если раньше никогда не варил.
Вот что стало с ресантой 220.


Спасибо ЧЕЛОВЕЧЕЩЕ. Вдохновленный твоим постом и собрав волю в кулак, пойду в гараж реанимировать Ресанту, вдруг получиться .
Ресанты и свароги реальное говно Берут нонэйм китайцев и лепят свою марку Из годных фирм по моему только кемпики и фрониусы остались Даже миллеры скатились
"Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы" - там не идиоты, там хитрожопы ну и большие числа рулят, по копейке сэкономил - заработал миллион. Плюс сервисам обеспечил заработок. Это как автомобили современные: по частям стоят в три раза дороже и сервис не простаивает. Ну это если правильный ресурс заложен.
Нету вот действительно добротных сварок, что бы и конденсаторы качественные, и сборка добротная и по цене норм
Так за копейки добротных быть и не может. Хочешь добротный - вот добротный.
Ценник, конечно, совершенно космический после 14 года.

Так то Ресанта дерьмовинькие аппараты
С трехэтажками согласен. Если Ресантоподобных я ремонтировал ну штук ..за 20 скажем, то трехэтажек только 2 штуки были в ремонте. Хотя может они просто менее распространены
Подскажите, есть ли смысл в "предупредительном" ремонте? Т.е. заранее поменять те же конденсаторы, увеличить радиаторы и т.п.? Или это экономически бессмысленно?
Всем привет. Кто нибудь пользуется инвертором Telwin ? Если кто в курсе , какие есть родовые болячки у итальянца?
Щас выбираю инвертор на дачу не подскажете какой модели лучше взять? Думаю пока ресанту или фубаг, в районе 8000 тыс.
не понял, что за сварки?
Подскажите пожалуйста, имеется кемпик минарк 150 у него большое напряжение холостого хода - низкий ток сварки. Как победить?
Пользую в хвост и в гриву Ресанту-190 с 2014 года. Поменял только заводской держак. Что со мной не так?
А мне ММА 200 в основном с дохлыми релюшками попадаются.
У меня есть один животрепещущий вопрос, вроде пост располагает. Интересна резка металла (не более 3мм) инвертором. Читал что режут простым сварочным электродов, но однажды я где-то мельком заметил комменты о резке инвертором металла при помощи вольфрамового электрода. Возможно ли это, как это скажется на инверторе. Гугл ничего стоящего не предлагает по этой теме. И хочется и боязно. Сварка Элитек. Выдержит ли.
Ребят, вопрос не по теме. У меня в сервисе один мастер по сварочникам, работаем 50/50. Работы столько, что нужен ещё спец, но не могу в Хабаровске найти человека. Может, кто подскажет, где искать вменяемых профессионалов?
Ещё не лишним будет проверить как транзисторы к радиатору притянуты, как оказалось могут и вообще не притянуты быть.
В ноябре купил Патон ВДИ200Е (с ручкой), насмотревшись роликов на ютубе от Стаса с канала "Измаил Инвертор".
Пока всем доволен, разве что из явных минусов - антистик на 2мм электроде не работает. И не только у меня судя по отзывам.
А так - и варит и режет. Использую от 2.5мм.кв. алюминиевых жил при сетевом напряжении 230-235.
А такие аппараты вам попадались?

"не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы"
Я думаю руководствуются только одним условием - изделия должны проработать только свой гарантийный срок.
Главное- не покупать сварочное оборудование фирмы сэлма. Наплакался в свое время. Правда, тогда сэлму делали хохлы украинские братья и сестры, но думаю, в эпоху крымнаш ничего не поменялось.
Лично я предпочел продукцию трудолюбивых китайских товарищей, и не жалею.

Купил себе в 2010-м году сварку "Радуга - 190 А" в модном розовом цвете, со скидкой за 4, по-моему, 500 р. А сосед какую-то ресанту то ли за 7, то ли за 8 тыр. Моя до сих пор работает (тьфу-тьфу-тьфу), а вот дядя Ваня уже четвертую ресанту поменял.
Не "сварки", а сварочные аппараты! *крик птеродактиля*
А что скажете про два в одном? И сварка и плазморез
Купил QUATTRO ELEMENTI года 3 назад. Варить люблю много и долго. Разной самодельщиной занимаюсь. У сварки ни намека на выход из строя.
Ответ PolusZ в «Я сделал две дырочки в мыльнице»
Такая хрень очень часто в муниципальных организациях происходит. Лет 10 назад работал в трамвайном депо ремонтником (проработал год, потом ушёл из-за маразма руководства) работа заключалась в поддержании рабочего состояния вагонов, которым лет 40-50. Так вот что я скажу: что либо выпросить для работы это бюрократический ад. По первости намекнул что для улучшения работы можно купить инструмент получше: набор с трещотками, головками, удлиннителями, карданчиками и прочим. Показал мастеру какой набор будет оптимальным, стоил он 8.5к. Мастер сказал писать заявку. Ок, написал. Через 3 дня устроили дикую головомойку из-за того что девочка в отделе закупок нашла набор за 990р (хз какой) и написала докладную: такой-то такойтович заподозрен в попытке растраты бюджета предприятия, чуть ли не в сговоре с продавцами обвинили. Ну крч хрен мне а не инструмент, выговор. Советские рожковые ключи рулят. Даже за пачку пластиковых хомутов или моток изоленты приходилось расписывать талмуд на несколько страниц: почему нужно купить там, точно ли это самая низкая цена, зачем они тебе нужны, насколько они необходимы в работе, почему без них нельзя обойтись, насколько увеличится производительность труда и тд. Многие психовали и покупали за свои. А случай, послуживший поводом увольнения был таким: Перед новым годом дали задание украсить самый новый и красивый (86 года выпуска) гирляндами, ну хоть гирлянды дали, слава всему. Я прикидываю что это великолепие можно закрепить на двусторонний скотч, на весь вагон 5-6 рулонов. Подхожу к начальству, говорю: мол скотч нужен, цена вопроса 1000р, если буду писать через закупки, даже если одобрят, украшенный вагон нужно выпускать послезавтра, они не успеют. На что мне ответили "уклончиво" мол гирлянды дали, задание дали, делай, за невыполнение штраф, выговор и тд. Своей зарплаты в 15.500 а ещё и перед новым годом мне не хватало, поэтому вариант покупки за свои меня крайне не устраивал.
Ну хер с вами, кровельные саморезы отлично вошли в борта, проволока удерживала конструкцию, вагон больше напоминал мишень чем вагон, загляденье. После праздников забил отверстия чопиками, сверху жирный слой краски. В апреле краска начала трескаться, в вагоне становилось сыро, аккурат на отверстиях пошла ржавчина. Когда с администрации начали спрашивать что за безобразие, с должности на должность вела вереница указательных пальцев, которая закончилась на мне. Тогда я вылетел с треском, по статье. Бывшие коллеги рассказывали что мне очень повезло, что меня пожалели и не повесили на меня стоимость вагона.
Прошу простить за неграмотность, простой я колхозник, из лаптей недавно вылез
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт наиболее типичных неисправностей сварочного инвертора

Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора

Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.

Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Читайте также: