Холодная сварка для труб
Обновлено: 20.05.2024
Холодная сварка – достаточно универсальный способ осуществления ремонта различных изделий из металлов, особенно если такой ремонт необходимо осуществить быстро и в короткие сроки ввести изделие снова в эксплуатацию. Не являются исключением и случаи с трубами и радиаторами отопления, когда они неожиданно дают течь. В этом случае холодная сварка может стать хорошим подспорьем при выполнении ремонтных работ в тот период, когда отопительный сезон не закончен, либо когда возникла необходимость срочно осуществить ремонт практически без остановки процесса отопления жилого или нежилого помещения.
В настоящее время встречается достаточно большое количество различных вариантов холодной сварки, которая может использоваться для разных видов материалов. По своему виду холодная сварка – это специальный клеящий состав, в котором могут присутствовать различные примеси или наполнители в зависимости от тех видов металлов, которые будут соединяться с помощью данного состава.
Возможности использования холодной сварки для ремонта труб отопления
Использование холодной сварки возможно для стали, чугуна, меди как видов металлов, из которых изготавливаются трубы и радиаторы отопления.
Однако следует помнить, что при осуществлении ремонта труб отопления с помощью холодной сварки вне зависимости от того идет ли речь о стальных трубах, чугунных или медных, данная мера является временной, так как по окончании отопительного сезона или эксплуатации отопительных приборов потребуется провести качественный ремонт с использованием сварки в прямом смысле этого слова.
Правила выбора клеящего средства для труб отопления
Если необходимо осуществить ремонт труб отопления (а в данной сфере холодная сварка используется именно для этого процесса), необходимо уделить внимание тщательному подбору клеящего состава, так как это позволит получить максимальный результат, с точки зрения качества выполненного ремонта. К таким правилам относятся:
- подбор клеящего состава в соответствии с материалом, из которого были изготовлены подлежащие ремонту трубы (в зависимости от металла, который был использован для изготовления труб, подбирается наполнитель клеящего состава, так как для каждого вида металлов следует подбирать свой наполнитель);
- выбор клеящего состава в зависимости от срока его застывания посредством полной полимеризации состава после нанесения на ремонтируемый участок. Чем меньше время полной полимеризации, тем раньше возможно будет использовать трубу отопления или радиатор по его прямому назначению. Однако в рекомендациях к разным видам холодной сварки содержится указание на то, что использовать трубы или радиаторы возможно только по истечении не менее суток с момента совершения такого ремонта;
- клеящие характеристики, связанные с тщательностью предварительной подготовки ремонтируемого участка. Дело в том, что нередко подготовить трубу отопления или радиатор таким образом, чтобы состав наносился только на чистый металл, невозможно. В связи с этим при выборе холодной сварки необходимо уточнить информацию о том, насколько тщательно надо готовить саму трубу путем зачистки покрытия до металла либо возможно обойтись простым обезжириванием;
- дополнительным фактором является объем клеящего состава, что влияет на возможность выполнения нескольких ремонтов (при необходимости) либо использование упаковки состава однократно.
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления вне зависимости от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет к ремонтируемому изделию сам клеящий состав, в том числе требование о наличии чистого металла, на который будет наноситься состав.
В том случае, если подготовительный этап отвечает требованиям о предоставлении клеящему составу доступа к чистому металлу, то он будет состоять из следующих шагов:
- зачистка ремонтируемого участка до чистого металла. В случае с тонким слоем покрытия, например, лакокрасочного, можно обойтись щеткой по металлу. Однако в случае с толстым слоем покрытия может потребоваться механическая очистка с помощью специального круга и болгарки. В случае если ремонтировать предстоит старую трубу, то зачистка до металла должна осуществляться предельно осторожно;
- после того как металл был очищен, следует обезжирить поверхность, например, с помощью, спирта или иных жидкостей, чей химический состав позволяет добиться чистоты металла. В случае если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, сразу наступает шаг очистки путем обезжиривания. Само обезжиривание производится с помощью ватного тампона или иного материала. При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит сам ремонт с помощью холодной сварки, состоящий из следующих шагов:
- подготовка клеящего состава. Она выносится в основной этап, так как требует очень быстрого выполнения всех необходимых действий в силу того, что сам состав застывает очень быстро, что может привести к потере им своих пластичных свойств еще до момента нанесения на ремонтируемый участок;
- в случае если речь идет об однокомпонентном составе, необходимо отрезать кусок такого размера, чтобы хватило на покрытие того места, которое потребуется покрыть с целью выполнения ремонта. Этот кусок требуется размять до такой степени, чтобы получить пластичную массу, которая будет принимать ту форму, которая потребуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, необходимо в равных пропорциях смешать элементы такого состава, чтобы получить необходимую по качеству массу, после чего она будет готова к применению в рамках осуществляемого ремонта;
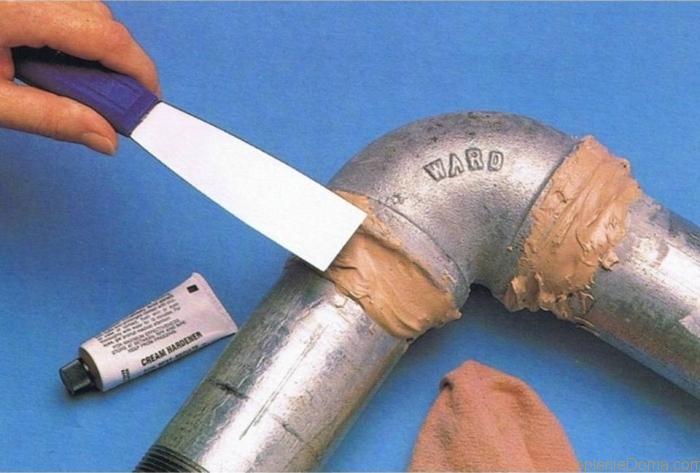
- следующим шагом становится нанесение самого состава на ремонтируемый участок. Как уже говорилось выше, нанесение холодной сварки должно осуществляться быстро, иначе процесс полимеризации (то есть застывания) наступит гораздо раньше, в результате чего качественного соединения не получится;
- после того как состав нанесен на ремонтируемый участок, этот участок необходимо защитить от воздействия окружающей среды. Выполнить это возможно посредством специального хомута или зажима, который надевается на тот срок, который указан на упаковке с холодной сваркой (это срок предельного затвердевания состава, после которого он приобретает свою максимальную прочность).
Как правило, после такого ремонта эксплуатировать изделие (трубу или радиатор) возможно не ранее, чем через восемь часов. Однако полная полимеризация, после наступления которой возможно полноценное использование изделия, происходит не раньше, чем через сутки. Этот период времени дается с учетом того, что труба отопления или радиатор будет использоваться путем его наполнения горячей водой.
При работе с холодной сваркой следует помнить о мерах безопасности для защиты кожных покровов рук – всю работу необходимо осуществлять в перчатках, а для того, чтобы состав не прилипал к рукам, поверхность необходимо смачивать водой (например, с помощью ватных тампонов).
Порядок использования холодной сварки для соединения металлов и сплавов
Современные клеи могут прекрасно работать в самых экстремальных условиях эксплуатации. Некоторые средства способны даже соединять металлические изделия, заполнять трещины и сколы. Например, холодная сварка для металла находит применение в быту и промышленности, позволяя проводить ремонт любой сложности.
- Особенности, преимущества и недостатки холодной сварки
- Разновидности сварки
- Технические характеристики и состав
- Производители
- Область использования сварки
- Критерии выбора холодной сварки
- Температурный режим
- Герметики
- Составы для автомобилей
- Значение наполнения
- Инструкция по использованию
- Главные правила работы
- Меры предосторожности
Особенности, преимущества и недостатки холодной сварки
Холодной сваркой называют двухкомпонентные клеи на основе эпоксидной смолы. До смешивания составляющих средство может храниться длительно, но после соединения основы и отвердителя сразу начинается химическая реакция, и, буквально за 10-20 минут, масса затвердевает. Клей способен разрушать оксидную пленку, которая присутствует на поверхности металла, поэтому детали надежно состыкуются между собой с формированием новых межмолекулярных связей.

Метод химической сварки эффективен там, где обычная сварка по ряду причин затруднена. Он подходит не только для черных металлов, но и для цветных (алюминий, медь, сплавы), пластика. Данный способ идеален для поверхностей, чувствительных к нагреванию, ведь он не требует использования аргона. Также холодная сварка пригодится при работе в опасных условиях, где высок риск взрыва, пожара.
Особенности и преимущества холодной сварки таковы:
- быстрота действий, отсутствие необходимости в навыках, специальных знаниях, применении оборудования;
- доступность составов по наличию в магазинах и цене;
- отсутствие деформации деталей, полное сохранение исходных свойств металла;
- надежность сварного шва, его эстетичный внешний вид.
Технология холодного сваривания металлов исключает появление отходов, безопасна, а после высыхания сварной шов абсолютно безвреден для здоровья. Но минусы у методики тоже есть. Срок эксплуатации отремонтированных изделий все-таки ниже, чем у тех, что были сварены горячим способом. Холодной сваркой не получится надежно заделать крупные дефекты, она может послужить лишь мерой экстренной помощи. Качество сцепления деталей резко ухудшится без правильно проведенной подготовки – очищения, обезжиривания.

Разновидности сварки
Холодная сварка может проводиться разными способами в зависимости от типа рабочей поверхности, положения будущего шва. Вот основные разновидности сварки:
- Точечная – соединение формируется путем выборочного давления на поверхность. Между точками соблюдается определенный интервал.
- Шовная – в результате фиксации деталей создается сплошной шов. Способ годится для склеивания корпусов устройств, оборудования, герметичных емкостей.
- Стыковая – ее можно применять для производства колец, стыкования проводов.
- Тавровая – позволяет приклеивать детали, расположенные под прямым углом.
- Сварка сдвигом – помогает получить надежный сплошной шов, отличающийся герметичностью. Метод предпочтительно использовать для трубопровода, отопительных систем.

Также средства для холодной сварки различаются по консистенции. Они бывают густыми, на вид напоминающими пластилин, состоят из двух брусков. Технология применения основана на смешивании компонентов, в результате чего формируется клейкая масса. Второй вариант холодной сварки – жидкие средства, для их подготовки к работе перемешиваются два текучих вещества – смола и отвердитель. В быту намного удобнее пользоваться пластилинообразными средствами.
Есть еще одна классификация, согласно которой сварка различается по предназначению и техническим характеристикам:
- водостойкая – может использоваться для ремонта сантехники, труб, не портится от контакта с водой (некоторые составы заклеивают дефекты прямо в воде);
- автомобильная – такой материал содержит мелкий металлический наполнитель и предназначен для ремонта транспортных средств (бампера, разных систем и элементов салона);
- универсальная – данным средством можно клеить практически все типы поверхностей, даже деревянные, полимерные, по пользовательским запросам этот продукт самый популярный;
- высокотемпературная – средство является термостойким, позволяет отремонтированным изделиям работать при экстремально высоких температурах (до +1300 градусов);
- с высокими показателями адгезии – продукт содержит чугунную крошку или иные современные наполнители, серьезно повышающие качество сцепления.

Технические характеристики и состав
Любая холодная сварка производится в соответствии с техническими стандартами и требованиями. Основным компонентом ее является полимерное вещество – эпоксидная смола, которая обеспечивает связывание материалов между собой. За прочность связей отвечает железная, алюминиевая, чугунная пыль, она же делает средство стойким к действию температур (высоких и низких). Прочие добавки вводятся в состав производителем в зависимости от рецептуры, это могут быть сера, иные минеральные вещества.
Средние технические параметры сварки таковы:
- первичная сушка – 5-20 минут;
- окончательная сушка – 3-24 часа;
- температура эксплуатации – до +130…+1316 градусов.
Многие материалы выдерживают довольно большое усилие на разрыв (до 9,5-10,5 мПа), на сдвиг (438 Н и выше). Большинство сварок надежно противостоят усилию на срез (средний показатель – 4,04 мПа).
Производители
Отечественные марки сварки по качеству не уступают импортным, хотя цена их на порядок ниже. Отлично зарекомендовали себя средства компаний Алмаз, Полимет. Из зарубежных марок популярны такие:
- Быстрая сталь Hi-Gear – подходит для черных и цветных металлов, камня, пластика, стойка к физическому и химическому воздействию;
- Момент Супер-Эпокси Henkel – сохраняет свойства до +260 градусов, годится для всех материалов;
- Poxipol Холодная сварка – создает очень прочный шов, который невозможно разорвать, является влагостойкой;
- Wurth Liuguid Metal – абсолютно негорючее средство, устойчивое к любым агрессивным веществам;
- Mastix – подходит даже для труб под давлением, батарей и радиаторов, легко заделывает любые дефекты.

Область использования сварки
В инструкции по применению обычно указывается сфера, где можно эксплуатировать конкретный состав. Сварки, предназначенные для металла, прекрасно подходят для всех типов металлических изделий, в том числе:
- для находящихся под напряжением (блоки питания, провода, прочие детали);
- контактирующих с жидкостями (водой, щелочами, маслами, например, радиаторы или бензобаки авто).
Наиболее широко применяется сварка в ремонте автомобилей, иных транспортных средств, для сантехники (системы отопления, канализации, водоснабжения). Также материал популярен в быту, ремонте приборов и оборудования, электронных устройств и техники. Благодаря универсальности, средства для металла подойдут также для восстановления и склеивания ковролина и линолеума, керамических, стеклянных и пластиковых изделий.
Критерии выбора холодной сварки
Первое, на что обращают внимание – подходит ли материал по области применения. Для ремонта сложных металлических конструкций и подверженных вибрации стыков нужно использовать лишь средства, имеющие усилители адгезии в составе. Есть и иные параметры, которые изучают при покупке холодной сварки.
Температурный режим
Какую температуру выдерживает сварка, зависит от ее состава и особенностей производства. Повышение температур до +130 градусов отлично переносит большинство продуктов. У недорогих составов максимальный порог эксплуатации составит +260…+275 градусов, о чем всегда указано на упаковке. Но даже такие температуры средство перенесет лишь при строгом соблюдении технологии склеивания, иначе порог снижается.

Для особых случаев (для поверхностей, подверженных действию нагрева и открытого огня) реализуются специальные жаростойкие составы. Они выдерживают до +1316 градусов и сохраняют высокую прочность на разрыв. Одной из лучших термостойких сварок можно назвать Термо от Kerry, она применяется для ремонта глушителей и может работать при -60…+900 градусах.
Герметики
Если необходимо герметизировать сварной шов, следует выбирать состав со свойствами герметика. Обычно подобными сварками пользуются для ремонта сантехники и отопления, многие из них применяются под водой для экстренного устранения протечки. Высоких требований на разрыв к таким средствам не предъявляют, основное их свойство – служить герметиком при появления дефекта.
Составы для автомобилей
Автомобильная холодная сварка должна соответствовать ряду характеристик по стойкости:
- к перепадам температур;
- к вибрации;
- к действию агрессивной химии, окислителей.
Прочность на отрыв у таких материалов высока, а по герметичности технические характеристики средние, как и по водостойкости. Форма выпуска обычно пластилинообразная, ведь из сварки порой приходится буквально вылепливать заплатки, заклепки, даже подобие болтов, на которых затем можно выполнять резьбу. Иногда автомобильными сварками пользуются как шпаклевкой для ремонта бампера, но чаще они служат временным средством для заделки испорченного радиатора, глушителя, бензобака.

Значение наполнения
Чтобы качественно заклеить металл, в составе сварки обязан присутствовать металлический наполнитель – именно он делает сварной шов таким же крепким, как основное изделие. Идеально, если он идентичен материалу самой детали. Когда такого продукта в продаже нет, можно взять тот, где наполнитель более мощный (например, для заклеивания стали подойдет чугунный порошок).
Инструкция по использованию
Перед началом работы нужно качественно очистить склеиваемые детали. Для этого надо снять все нефиксированные элементы, удалить жир и любые загрязнения, убрать даже мельчайшие частички пыли. Обычно для этой цели моют деталь, производят шлифование и протирают спиртом, ацетоном. Удаление ржавчины – также обязательный процесс, для которого можно применять шлифмашинку. Если проводится ремонт бензобака, все его содержимое сливают, обезжиривают место повреждения уайт-спиритом.
Далее порядок работ такой:
- Перемешать средство для сварки. Если оно в форме пластилина, отрезать нужный по размеру кусочек строго перпендикулярно, тщательно размять компоненты. В некоторых составах ингредиенты сами перемешиваются при прохождении через дозатор.
- Готовый состав быстро распределить по поверхности дефекта или соединяемых деталей. При наличии крупного отверстия рекомендуется наложить металлическую заплатку.
- Детали прижать друг к другу, либо рукой в перчатке хорошо придавить сформированную эпоксидную заплатку. Нужно заранее уточнить, сколько сохнет данный состав, и работать как можно быстрее.
- Некоторые производители рекомендуют сразу, как материал стал засыхать, обработать его наждачкой для придания гладкости. Другие советуют выждать время до полного застывания клея – от 1-2 часов до суток. Лучше не приступать к сверлению, иной обработке раньше, чем через час после нанесения состава на металл.
Главные правила работы
Нельзя смешивать жидкие двухкомпонентные средства прямо на рабочей поверхности. Для этой цели потребуется отдельная емкость, которая затем не будет контактировать с пищей. Чтобы не испортить лишний материал, нужно сразу отрезать кусочек необходимого размера, а остаток плотно закрыть и убрать в прохладное помещение. Для достижения отличной адгезии сварки с поверхностью нельзя игнорировать качественную подготовку и, особенно, обезжиривание основания.
Случается, что старый сварной шов приходится удалять, чтобы наложить новый. Очищать детали лучше механически — при помощи зубила, напильника. Далее нужно хорошо обработать поверхность ацетоном или уайт-спиритом, затем нанести свежий слой сварки.

Меры предосторожности
Средства для химической сварки способны раздражать кожу, слизистые оболочки. Если продукт попал на кожу, в глаза, их сразу тщательно промывают, причем в последнем случае стоит сразу обратиться к врачу. Сварку нужно держать подальше от детей, домашних животных – при случайном проглатывании высок риск отравления! Работать с материалом нужно при наличии вентиляции, при этом обязательно использовать респиратор для защиты от вредных испарений. Соединить холодной сваркой можно практически любые детали из металла. Шов будет прочным и надежным, но только – при соблюдении инструкции к средству!
Холодная сварка для металла: марки, виды и инструкция по применению Холодная сварка для металла: марки, виды и инструкция по применению
Выбор и применение холодной сварки для ремонта радиаторов и труб отопления
О методе холодного сваривания радиаторов знает любой сантехник. Далеко не каждый раз есть возможность применить горячую сварку, зато ремонт при помощи специальных клеевых составов доступен практически всегда. Холодная сварка для труб отопления пригодится при протечке, поможет ликвидировать проблему быстро и своими руками.
- Холодная сварка – что это, применение для системы отопления
- Состав холодной сварки
- Разновидности сварки
- Способы использования
- Температурные показатели смеси
- Преимущества и недостатки
- Виды и производители
- Инструкция для холодной сварки труб
- Меры безопасности
- Починка чугунного и других видов радиаторов
Холодная сварка – что это, применение для системы отопления
Технология склеивания металлов использовалась еще в древности, в результате создавались неразъемные соединения без риска окисления деталей. Под холодной сваркой понимают технологический процесс соединения изделий без дополнительного нагрева, в результате чего их поверхности подвергаются пластической деформации. Последняя разрушает пленку окислов, которая не ранее не давала металлам состыковаться. Сварка происходит в короткий промежуток времени в результате схватывания. На вид этот клеящий состав напоминает шпаклевку, производится на основе эпоксидной смолы.

Сейчас холодная сварка широко применяется для соединения таких металлов:
- чугун;
- сталь нержавеющая;
- медь;
- олово;
- алюминий;
- никель;
- свинец.
При помощи сварочного клея можно производить ремонт стальных и алюминиевых батарей, чугунных радиаторов, биметаллических радиаторов. Полимерные изделия для трубопровода тоже допустимо заварить таким способом. Речь идет о пропиленовых трубах, которые применяются для монтажа системы отопления. При точном соблюдении технологии возможно заклеить трубу, стояк, радиатор с любым дефектом, хотя прочность стыка будет несколько уступать таковой после электродуговой сварки.
Состав холодной сварки
Клей для металла и пластика производится из эпоксидной смолы – полимера, имеющего высокие прочностные характеристики. Именно эта смола отвечает за однородность, пластичность массы, способность заделать даже минимальные трещинки и заполнить ямки. Эпоксидка может загустеть только при контакте с отвердителем, который идет в комплекте (в некоторых средствах он находится в твердой форме, активируется после попадания на воздух и перемешивания).
В составе холодной сварки есть различные наполнители, оптимизирующие технические свойства: стальной порошок (упрочняющая добавка), сера, пластификаторы. При ремонте радиаторов нужно обязательно обратить внимание на такие добавки, они обязаны быть в замазке.

Разновидности сварки
Все средства, относящиеся к данному виду, делятся на пластичные и текучие. Последние обязательно являют собой двухкомпонентные смеси – один флакон содержит эпоксидную смолу с добавками, второй – отвердитель. Пластичные массы реализуются в тюбиках, флаконах, баночках, ими можно замазать трубу или радиатор без разведения. Масса на вид напоминает пластилин, состоящий из двух брусочков, которые нужно перемешать между собой путем разминания пальцами. Есть возможность отделить небольшой кусочек массы, а остальную часть сохранить до следующей необходимости.
Способы использования
Для ремонта труб нужно приготовить все необходимое – само средство для сварки, ацетон или спирт, наждачку, ветошь и зажимы. Методика заделки радиаторов несколько различается в зависимости от типа сварки – жидкой или пластичной. Важно подобрать подходящее средство, которое годится для труб, находящихся под давлением (металлических или полипропиленовых). Далее надо подготовить, смешать материал, причем с жидкими средствами следует работать быстрее.
Способы применения сварки:
- простое заклеивание дефекта кусочком массы, расплющенной и размятой пальцами;
- использование специальных стекловолоконных тканей, нитей для смачивания эпоксидкой с последующим заматыванием резиной, проволокой или без такового;
- наклеивание на крупный дефект с покрытием металлической заплаткой.

Если течь сильная, можно своими руками сделать состав еще более прочным. Нужно взять любую алюминиевую или бронзовую деталь, немного сточить ее над бумагой, получив металлический порошок. Его нужно добавить в эпоксидную массу, которой потом пропитать витки нитей или ткани.
Температурные показатели смеси
В зависимости от точного состава и конкретного от производителя, температурный диапазон применения сварки может сильно варьироваться. Большинство средств выдерживают замораживание, например, клей Mastix не утратит свойств даже при — 60 градусах. Подавляющее количество дешевых эпоксидок работает только до +150 градусов, потому для сварки радиаторов и труб отопления их использовать можно (работа теплосети обычно осуществляется при +95…+110 градусах).
Более качественные средства выдерживают до +260 градусов, но есть и высокотемпературные смеси – их применяют даже в экстремальных условиях (до +1300 градусов). Хотя нет смысла тратиться на приобретение таких средств, можно купить простой низкотемпературный состав.

Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков;
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы;
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов;
- минимум энергозатрат;
- противопожарные, противовзрывные свойства эпоксидки;
- низкая стоимость ремонта;
- доступность холодной сварки – клеи продаются в любом магазине.

Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью. Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта. По сути, такой ремонт считается специалистами временной мерой.
Виды и производители
Обычно сварка холодным методом применяется, когда финансово нецелесообразно использовать горячий способ либо это затруднительно. Такие ситуации случаются при появлении минимального дефекта, повреждении габаритного изделия, риске серьезных внутренних напряжений в трубе.
Для ремонта можно применять следующие типы средств:
- универсальные – применяются для заклейки металла, пластика, камня, дерева, стекла, бетона и большинства иных материалов;
- автомобильные – если на материале указано, что он выдерживает высокие температуры, то использовать его в ремонте труб разрешается;
- для пластика – обычно термостойкость подобных средств достигает +260 градусов и выше, потому они тоже пригодны для работ.

Не годятся средства с пометкой «для дерева», «для сантехники». Они, как правило, не являются термостойкими, да и качество сцепления будет ниже. Лучше найти конкретную сварку для работы по металлу, пластику с четким указанием температурного режима. Есть даже суперводостойкие средства для работы под водой, их тоже можно использовать для холодной сварки.
Отечественные составы стоят дешевле импортных, но по качеству не уступают последним. Только не стоит брать самую дешевую сварку, она наверняка даст низкое качество сварного шва. Самыми востребованными средствами считаются такие:
- Hi-Gear. Универсальный клей, его часто покупают владельцы авто для заклеивания элементов, подвергающихся серьезным нагрузкам. Такой клей поможет устранить любую течь системы отопления.
- «Титан». Годится для любых материалов, не портится от воздействия воды и высоких температур.
Также спросом пользуются сварки ABRO, «Полимет», «Алма», Wurth Liquid, Permatex Cold Weld.

Инструкция для холодной сварки труб
Для начала нужно качественно подготовить основание. Для этого все участки, на которые будет наноситься смола, очищаются от ржавчины, грязи, старой краски. Обработать их можно наждачкой, чтобы сразу убрать все загрязнения. Слишком стараться не следует, иначе на поверхности останутся глубокие царапины. Зато мелкие потертости будут кстати – они усилят адгезию. Непосредственно перед свариванием детали надо обезжирить растворителем (обычно ацетоном) или помыть с моющим средством. Если есть возможность, нужно просушить стыки феном для волос – нагрев улучшит сцепление.
Клей готовят в зависимости от инструкции. Для изготовки жидкого клеящего состава в смолу добавляют строго отмеренное количество отвердителя. Время жизни состава также указано в инструкции, далее начинается его полимеризация. Обычно период равен 10-15 минут или чуть больше. Немного продлить это время можно путем охлаждения средства.
Пластилинообразные мастики готовят путем разминания руками, предварительно надев перчатки и намочив их водой. От стержня следует отрезать нужное количество материала, остальную массу убрать. Резать надо только строго поперек, иначе соотношение эпоксидки и отвердителя будет неверным. По мере готовности цвет массы станет равномерным, при этом она нагреется из-за выделения тепла.
Ремонт осуществляют таким образом:
- нанести клей на место будущего стыка, прямо в пробоину, чтобы обеспечить проникновение массы вглубь;
- второй вариант – намотать стеклонить, стеклоткань, покрыть жидким составом, уже начавшим немного густеть;
- разгладить средство снаружи маленьким шпателем или иным плоским приспособлением, немного смочив его в воде;
- в течение нескольких минут можно менять положение смеси;
- если пробоина слишком большая, на нее придется посадить металлическую заплатку (прямо на холодную сварку);
- зафиксировать участок на 15-60 минут в зависимости от указаний инструкции, применяя зажим;
- по возможности, нельзя подвергать соединение интенсивным нагрузкам в течение 1-24 часов, хотя для большинства сварок достаточно 1-1,5 часов.
Если ремонт проводится в помещении с низкой температурой, клей надо скатать в шарик и позволить массе внутри прогреться до +40…+50 градусов. Время выдерживания шарика не должно быть больше времени жизни смеси (обычно его не держат более 4 минут). Для эффективного прогревания шарика его надо делать массой не меньше 50 г. Нужно помнить, что для ремонта сложных соединений и узлов лучше сразу воспользоваться горячей сваркой или заменить детали, холодный стык может оказаться ненадежным.
Меры безопасности
После высыхания материал является безопасным для человека, но при работе с ним надо соблюдать осторожность. Все работы проводят в перчатках, не допуская прямого контакта эпоксидки с кожей. Нельзя пользоваться для резки смолы ножом для пищевых продуктов. При контактировании с массой кожу промывают водой с мылом.
Починка чугунного и других видов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность очищают, обезжиривают. Можно для этой цели применять спирт, нанося его ватным тампоном. Далее берут шарик смолы примерно 2 см диаметром, разминают его, смешивая компоненты. Прижимают смолу к месту повреждения, разглаживают, удерживают ветошью или зажимом.

Обычно на полимеризацию хватает 30-40 минут, но использовать батарею лучше спустя сутки, не раньше. Естественно, подача воды перед ремонтом должна быть отключена. Если требуется удалить свищ, нужно взять стеклоткань и жидкое средство, обмотать участок и надежно проклеить его.
Холодная сварка – отличная временная мера до завершения отопительного сезона. Она поможет устранить течь трубы или радиатора быстро и без хлопот!
Холодная сварка для труб и батарей отопления – виды, свойства и правила применения Холодная сварка для труб и батарей отопления – виды, свойства и правила применения
Холодная сварка для труб
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах;
- безопасное использование, отсутствует деформация и напряжение на металле;
- при формировании шва не допускается нагрев, не нужен дополнительный инструмент;
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций;
- ремонт не занимает много времени, уместен для заделки течи в экстренном случае, необходимо строго соблюдать инструкцию производителя;
- самый бюджетный способ ремонта водопроводных труб.
Недостатки
- применяется только для мелкого ремонта повреждения трубы в местах, где отсутствует нагрузка;
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться;
- в процессе сваривания необходимо соблюдать заданную температуру;
- в отличие от инверторной сварки шов не является долговечным, это только временная мера.
Разновидности клеящих составов
Холодная сварка востребована для точечного ремонта труб. В продаже предлагается клей зарубежных и отечественных брендов. Он различается не только стоимостью, но и качеством. Хорошо зарекомендовали себя такие материалы:
- Abro и HI-Gear — импортные;
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.

Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.

Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».
Читайте также: