Холодная сварка газовых труб
Обновлено: 18.05.2024
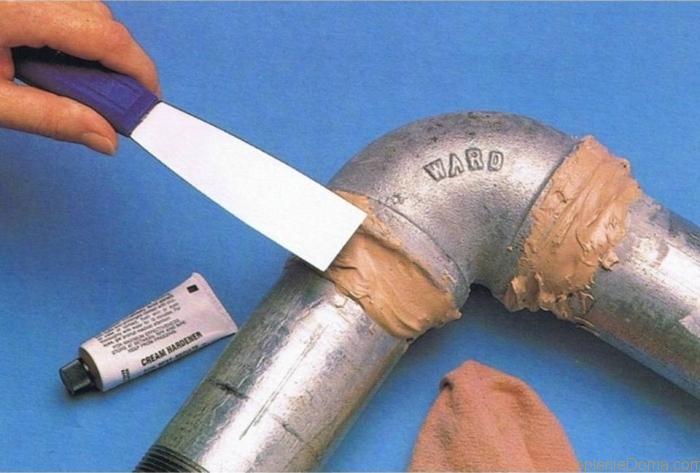
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах;
- безопасное использование, отсутствует деформация и напряжение на металле;
- при формировании шва не допускается нагрев, не нужен дополнительный инструмент;
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций;
- ремонт не занимает много времени, уместен для заделки течи в экстренном случае, необходимо строго соблюдать инструкцию производителя;
- самый бюджетный способ ремонта водопроводных труб.
Недостатки
- применяется только для мелкого ремонта повреждения трубы в местах, где отсутствует нагрузка;
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться;
- в процессе сваривания необходимо соблюдать заданную температуру;
- в отличие от инверторной сварки шов не является долговечным, это только временная мера.
Разновидности клеящих составов
Холодная сварка востребована для точечного ремонта труб. В продаже предлагается клей зарубежных и отечественных брендов. Он различается не только стоимостью, но и качеством. Хорошо зарекомендовали себя такие материалы:
- Abro и HI-Gear — импортные;
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.

Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.

Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».
Свищ газовой трубы
На днях заметил что на газовом стояке пропускает газ в районе соединительной муфты , в квартире газом не пахнет, мыльный раствор пузырится, как думаете замазывание холодной сваркой поможет? , давление там небольшое , газовиков вызвать не хочу
На днях заметил что на газовом стояке пропускает газ в районе соединительной муфты , в квартире газом не пахнет, мыльный раствор пузырится, как думаете замазывание холодной сваркой поможет? , давление там небольшое , газовиков вызвать не хочу
просто так пишите или был опыт?
я бы вызвал но у меня неузаконеная перепланировка газовых труб и договор еще не переоформлен, как бы штраф не выписали
я бы вызвал но у меня неузаконеная перепланировка газовых труб и договор еще не переоформлен, как бы штраф не выписали
я спрашиваю чем лучше заделать дырочку , вот герметиком предложили, принял к сведению, а то что газовщиков надо вызывать я и так знаю)
уезжай из такой квартиры. это знак тебе. одну дырку замажешь другие появятся. порчу скорее всего кто-то наслал. нужно цыганку найти и послушать, что она скажет. им виднее
уезжай из такой квартиры. это знак тебе. одну дырку замажешь другие появятся. порчу скорее всего кто-то наслал. нужно цыганку найти и послушать, что она скажет. им виднее
Если есть возможность перекрыть газ, то перебери муфту. На давлении никакие герметики не наложишь, если только бандаж стягивать хомутом.
самому перекрыть стояк возможно естественно нет, там давление то слабое, могу только открыть вентиль газа в квартире на всю что б давление поменьше было, а потом проветрить хату
Если есть возможность перекрыть газ, то перебери муфту. На давлении никакие герметики не наложишь, если только бандаж стягивать хомутом.
самому перекрыть стояк возможно естественно нет, там давление то слабое, могу только открыть вентиль газа в квартире на всю что б давление поменьше было, а потом проветрить хату
пра какое давление в газовой трубе речь идет? нет там никакого давления. пер нутьвот без давления не получается :-(
Не хочу давать вредных советов, чисто из личного.
Видел пару раз работу газовщика, видел даже как варят не перекрывая газа))! прикольно.
Короче насмотревшись понял что все спокойно делается своими силами. Муфту можно быстро перепаковать. Труба с газом легко затыкается пальцем или резиновой пробкой. Двери закрыть, окно открыть, электричеством не пользоваться, а еще лучше вырубить на время совсем.
Не хочу давать вредных советов, чисто из личного.
Видел пару раз работу газовщика, видел даже как варят не перекрывая газа))! прикольно.
Короче насмотревшись понял что все спокойно делается своими силами. Муфту можно быстро перепаковать. Труба с газом легко затыкается пальцем или резиновой пробкой. Двери закрыть, окно открыть, электричеством не пользоваться, а еще лучше вырубить на время совсем.
не перекрывая это в магистралях с низким давлением: рядом делают отверстие и поджигают: факел забирает газ с магистрали и ниже по потоку можно делать что хочешь. потом на отверстие делают заплатку
Холодная сварка газовой трубы
Мастеров онлайн: 421 Заказов в неделю: 846 Предложений в сутки: 935

к сожалению нет!
нет вызывай газавщиков пока неслучилось непопровимое
Придёться вызвать газовиков,огонь ошибок не прощает.
Нет этого делать нельзя. Вызывайте специалистов. Это газ.

Вот после таких советов дома взлетают на воздух и горят.
запаха не будет но взлитеть можеш она просто напросто через некоторое время у тебя отвалиться вызывай газ они все зделают не боись
Как безвыходную ситуацию можно.Например пластилином. Срочно конечно вызывать надо газовщиков.

нет обратитесь спецалистам.

необходимо менять трубу, не факт что труба от давления газа не лопнет,а это. .
Анатолий, Вы в своем резюме, пишете " работы выполняются согласно СНиП". А " МОЖНА" узнать, в каких СНиП разрешено самому произвоить работы с газом, не имея квалификации и допуска?

как найти номер тел.

конечно можно! И досрочно устроить закрытие олимпиады с с огненным шоу

ТОЛЬКО СЛУЖБА ГАЗА. ЧЕМ БЫСТРЕЕ, ТЕМ ЛУЧШЕ.
Конечно нет. Срочно специалистов.

лучше вызывайте газовщиков,с этим шутить не стоит.

Здравствуйте. не стоит этого делать лучше вызвать газовщиков.

Что значит - газовщиков вызывать не хочу? Это из разряда - болит зуб, но к зубному не хочу. С газом шутки плохи! Чё, ваще не смотрим телевизоры всякие, про то как там, где-то, но не у нас рядом дома жилые взрываются?! И как вариант как раз из-за таких нерадивых. Жесть.
лучше с газавщиком это делать

. газовщиков вызывать не хочу. - А взорваться или отравиться не хотите?

Немедленно обратиться в службу газа если взрыва не хотите и обрушения дома.
Сварка трубопроводов

Сварка трубопроводов выполняется различными методами в зависимости от типа и условий функционирования конкретной трубы. Так или иначе, результат должен отвечать требованиям, изложенным в нормативных актах, регламентирующих данную сферу.
Одним из важных этапов сварных работ на трубопроводе является контроль качества соединений. В нашей статье мы расскажем, как осуществляется сварка труб, какие используются материалы и технологии, а также разберем состав работ для оценки пригодности сварных швов.
Нормативные документы для сварки трубопроводов
Основными документами, регламентирующими правила сооружения всех типов трубопроводов, являются СНиПы, на основании которых был утвержден СП 105-34-96 «Производство сварочных работ и контроль качества сварных соединений».
Этот документ отражает условия выполнения ремонтных работ и правила исправления дефектов, которые происходят во время сварных работ, цель проведения контроля швов, порядок проведения подготовки труб к запуску в эксплуатацию и требования к необходимому уровню квалификации сварщиков.

Помимо этого, разработаны технологические инструкции по выполнению сварочных работ на трубопроводах (ВБН А.3.1.-36-3-96 и ВСН 006-89) и по способам контроля их качества (ВСН 012-88).
Эти нормативные документы отражают основные положения технологий, применяемых при ручной и автоматической сварках при возведении любых типов трубопроводов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Такие нормативные акты не относятся к сооружениям трубопроводов для транспортировки коррозионно-активных и агрессивных материалов.
Технической документацией, отражающей технологию сваривания труб, является ГОСТ, в котором подробно расписаны все необходимые требования к используемым материалам.
Страны СНГ при выборе стальных труб для сварки трубопроводов пользуются ГОСТ 8731-8734 группы B.
Сварочные материалы, используемые при строительстве трубопроводов, подбираются согласно требованиям, отраженным в ГОСТ 9466 –9467, а правила контроля качества сварочных соединений обозначены в ГОСТ 7512 и ГОСТ 14782.
В зарубежных странах при сварке таких магистралей в качестве нормативных документов используются международные и национальные стандарты. В развитых европейских странах и США часто применяется нормативная документация API 5D, BS 4515 и API 1104.
Контроль качества сварки трубопроводов должен проводиться согласно предписаниям, отраженным в международном стандарте ISO 8517 или его европейском аналоге EN 25817.
3 основных метода сварки трубопроводов
Метод электросварки трубопроводов
Несмотря на то, что относительно недавно соединение трубопроводов преимущественно производилось при помощи газовых горелок, сегодня для таких работ повсеместно используется электросварка. По-другому ее могут называть контактной или дуговой. По параметрам прилагаемых усилий она входит в дуговую группу термомеханических работ. Такой метод завоевал популярность из-за простоты проведения работ и его низкой стоимости.
Для выполнения сварки трубопроводов необходим трансформатор или инвертор. Такое оборудование предназначается для подачи заряда на электрод. Последний используется для обработки краев свариваемого элемента, при его соприкосновении с материалом возникает дуговой электрический заряд большой силы. Такая реакция сопровождается высокой температурой, благодаря которой и возможен процесс соединения труб.
Электросварка трубопроводов обходится дешевле по сравнению с газовым методом, но на выполнение шва требуются большие временные затраты. Этот метод обладает следующими преимуществами:
Метод холодной сварки при соединении трубопроводов
Такая технология регламентирована определенной технической документацией и является способом получения герметичных неразъемных соединений. При таком способе отсутствует нагревание свариваемых частей, а само стыковое соединение образуется при помощи деформации. При холодной сварке трубопроводов используются силы давления на детали, благодаря чему разрушается оксидная прослойка и происходит соединение заготовок на атомарном уровне, то есть возникает диффузия атомов.
Холодная сварки трубопроводов используется для:
- соединения деталей, изготовленных из одинакового металла;
- производства металлопроката, состоящего из нескольких слоев, представленных различными металлами;
- для армирования алюминиевых проводов с использованием меди.

Способ холодной сварки трубопроводов сегодня широко распространен в промышленности. Такая популярность обусловлена следующими его достоинствами:
- Отсутствие нагрева полностью исключает деформацию металлических деталей.
- Метод позволяет производить довольно аккуратное соединение, отличающееся повышенной герметичностью и прочностью. Помимо того, исключается необходимость в дополнительной обработке.
- Технология является безотходной (нет металлических брызг, остатков электродов и т. д.).
- Работа выполняется без использования электроэнергии.
- Метод является экологичным, так как нет выделения токсичных веществ и вредного для глаз сварщика излучения.
- Использование сварки взрывом позволяет соединять существенные площади материалов.
Метод газовой сварки трубопроводов.
Метод соединения труб с помощью газовой горелки используется очень давно, тем не менее он и по сей день считается одним из самых надежных при монтаже различных коммуникационных систем. Для проведения таких работ необходимо наличие специальных газовых горелок, способных разогреть кромочные поверхности трубы до высокой температуры.
В процессе нагревания кромки труб и соединительная проволока быстро доходят до температуры плавления, в результате чего металл начинает наплавляться друг на друга, что приводит к образованию неразъемного прочного соединения, имеющего высокую устойчивость к различным механическим воздействиям.
Перечислим главные преимущества метода газовой сварки трубопроводов, которые имеют разную направленность:
- высокая эффективность;
- получение качественного и аккуратного сварного соединения;
- относительная простота проведения процесса.
Есть и некоторые недостатки:
- к работе с газовыми горелками должны быть допущены только обученные сварщики-специалисты, обладающие определенными навыками;
- газосварка является достаточно затратным методом, так как подразумевает использование дорогостоящих ресурсов.
Выбор электродов для сварки трубопроводов
Диаметра электрода для сварки стальных трубопроводов с помощью электродугового метода зависит от толщины обрабатываемого проката. Перечислим, какие особенности обмазки и стержня электрода необходимо учитывать:
- Электроды марки АНО-24, АНО-21 и МР-3 используются для изготовления сварных швов, не предназначенных для работ под большим давлением (сточные трубопроводы, дренажные системы) и высокой скоростью потока. Для работы можно использовать переменный ток.
- Универсальные электроды марки УОНИ рекомендуют начинающим сварщикам. Они образуют прочное соединение с хорошей проваркой металла. При массовых работах с использованием электродуговой сварки трубопроводов они не эффективны, так как не обладают высокой скоростью изготовления сварного соединения, к тому же надо постоянно контролировать состояние дуги.
- Электроды японского производства марки LB-52U применяют для соединения магистральных и технологических трубопроводных линий, предназначенных для эксплуатации при высоком давлении. Они обладают свойством ровного горения даже в моменты некоторого «провисания» в напряжении сети.
- Для ручной дуговой сварки газовых трубопроводов высокого давления довольно часто используют электроды швейцарской фирмы ESAB, которые позволяют выполнять сварной шов хорошего качества. Электроды ОК 46 считаются универсальными, а марка ОЗС 12 применяется для обработки низкоуглеродистых сталей. При использовании ОК 74.70 и ОК 53.70 можно применять ток любой полярности, так как слой обмазки включает в себя защитный флюс, препятствующий реакции окисления расплавленной сварочной ванны.
- Отечественная марка ЛЭЗ ЛБгп используется для сварки тонкостенного трубного проката и нанесения финишного слоя на стыковых соединениях толстостенных труб.
- Э-09Х1МФ, УОНИИ-13/45 и Э42А предназначены для сварки тепловых трубопроводов из легированных сталей, толстый пласт обмазки типа Д формирует шлаковый слой, который защищает расплавленный металл от окисления.
Правильный выбор электродов во многом обеспечивает безаварийную эксплуатацию трубопроводных магистралей. Марка стали проката и стержня должны соответствовать друг другу, так как верно выбранное электродное покрытие влияет на степень защиты сварочной ванны.
Варианты соединений трубопроводов при сварке
Существуют следующие основные способы сварки трубопроводов:
- Соединение «встык» предполагает, что торцы двух деталей перед сваркой размещаются друг напротив друга, к примеру, торцы обеих труб.
- Тавровое стыковое соединение или сварка «в тавр» – способ, который наиболее часто применяется при врезке в трубу. Представляет собой соединение двух перпендикулярных относительно друг друга труб, по форме напоминающих букву «Т».
- Метод сварки «внахлест» используется при необходимости усиленной герметичности сборки из двух труб, или в тех случаях, когда существуют небольшая разность в диаметрах или наличие неровных поверхностей. При такой технологии необходимо край одной из труб развальцевать (увеличить изнутри ее диаметр при помощи специального инструмента) и надеть ее край на конец сопрягаемой поверхности.
- Сварка «угловая» представляет собой соединение двух труб под определенным углом. Наиболее часто применяются углы стандартного ряда: 45°, 60° или 90°.
Кроме этого, сварные соединения могут иметь отличие между собой по углу и месту расположения сварки. К примеру, горизонтальные швы будут при соединении труб, находящихся в вертикальном относительно пола положении, а вертикальные – когда обе трубы расположены горизонтально.
Так как при электросварке трубы могут располагаться как на полу, так и под потолком, то и швы будут отличаться друг от друга. При потолочном виде сварки трубопроводов положение электрода находится снизу заготовки, которая расположена выше головы сварщика, а напольный вариант предполагает сварку детали, требующих наклона к ней.
Требования и способы контроля качества сварки трубопроводов
Чтобы гарантированно обеспечить надежное сварное соединение, необходимо систематически контролировать качество шва. Это важная часть технологического процесса, подразумевающая определение отклонений, которые могут быть причиной разгерметизации системы трубопроводов при ее дальнейшей эксплуатации.
Процесс состоит из технологических операций, включающих в себя механические испытания части трубопровода со сварным соединением и систематический операционный контроль. Помимо этого, по всей толщине металла проверяется стык на «сплошность», так как сварное соединение должно представлять собой сплав без утончений, но при этом допускаются некоторые наплывы.
Рекомендуем статьи
Гидравлические и пневматические испытания проводятся на специальных стендах. Для проведения стандартных способов контроля качества при сварке трубопроводов необходимо пользоваться ГОСТ 3242-79.
Существуют не только разрушающие, но и неразрушающие методы проверки качества шва:
- ультразвуковая дефектоскопия;
- гамма-излучение;
- способ с применением рентгеновского излучения;
- магнитографический контроль.
У каждого из них свои тонкости, которые так или иначе влияют на определение качества сварного шва.
При сварке трубопроводов все виды соединений не должны иметь прожогов, кратеров, трещин и подобных дефектов. Кроме этого, довольно критичными являются подрезы глубже 0,5 мм. Такое требование особенно важно учитывать при сварке трубопроводных магистралей, предназначенных для эксплуатации под давлением свыше 10 МПа.
Для определения качества соединения при сваривании металлов разной толщины применяются специальные методы. К примеру, при толщине стального листа более 16 мм необходимо пользоваться радиографическим способом. А проверка соединения из сталей марок ХГ, С и ХМ должна выполняться при помощи ультразвукового метода, при котором делают окончательную дефектоскопию.

Неукоснительное соблюдение последовательности проведения контроля качества сварных соединений является важным моментом в технологии процесса. К примеру, перед проведением контроля методом радиографии или ультразвуковой дефектоскопии следует пользоваться цветным или магнитопорошковым способом. Такое требование применяется ко всем зонам, находящимся от шва в пределах 20 мм.
В заключение следует сказать, что на технологию сварки трубопроводов могут влиять многие факторы, которые необходимо учитывать перед выполнением любых видов сварочных работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка газовых труб

Сварка газовых труб должна выполняться с соблюдением всех норм, так как даже небольшая утечка природного газа может привести к большой трагедии. Выбор технологии сварки зависит от места, где прокладываются трубы, материала, из которого они сделаны, и его толщины.
Монтаж газопроводов не доверяют новичкам. И уж тем более не стоит пытаться сделать провести газ в дом своими руками. Более подробно о том, как выполняется сварка газовых труб, читайте в нашем материале.
Способы сварки газовых труб

Прежде чем приступать к сварке газовых труб, нужно выполнить подготовительные работы:
- очистить свариваемые поверхности от грязи, ржавчины;
- растворителем удалить остатки масла;
- оформить кромки толстостенного трубопроката (для тонкостенного этого не требуется);
- притупить острые края кромок.
Затем трубы центрируют, совмещают их оси. Для этого используют специальное оборудование. Заготовки необходимо зафиксировать, например, соединив их короткими поперечными швами на некотором расстоянии друг от друга. Расстояние между прихватками (соединительными швами) зависит от диаметра трубы.
Технология газовой сварки труб выбирается в зависимости от диаметра и толщины стенок заготовки:
- Трубопроводы диаметром до 150 мм и толщиной стенок до 6 мм соединяют газовой сваркой с ацетиленом или пропаном. Если толщина стыка меньше 3 мм, разделка кромок не нужна, если больше – кромки необходимо срезать под острым углом, чтобы сварное соединение было более прочным.
- Стальные трубопроводы сваривают аргонодуговой, а также сваркой MIG/MAG.
- Небольшие объемы сварочных работ позволяют использовать автоматическую, полуавтоматическую или ручную электросварку. Число повторов зависит от толщины стенок трубопроводов.
- Полуавтоматы подходят для финишной сварки, используются с флюсами или защитной газовой средой.
Монтаж внутридомовых трубопроводов осуществляется обычно газовой сваркой, очень редко – электросваркой.
Каждая технология обладает своими достоинствами и недостатками. Какой сваркой варить газовые трубы, зависит от материала трубопровода, а также от доступа к трубам на монтируемых участках газопровода.
Общая схема сварки газовых труб
Работы по монтажу трубопроводов выполняются в соответствии со сварочными схемами, входящими в комплект технической документации. Схемы рисуют в виде эскизов без соблюдения масштаба.

На схеме обозначают поворотные и неповоротные сварные стыки. Проще сваривать поворотные, т. к. специалист может работать с ними в любом удобном для него положении. Кроме того, они менее подвержены появлению дефектов.
На схеме каждому стыку присваивают номер, а также отмечают необходимые виды контроля работ, вносят сведения о классе или группе трубопровода.
В сводную таблицу вносят следующие данные о сварных соединениях:
- количество стыков;
- параметры стыков;
- способы контроля качества сварочных работ.
Допускается выполнение схем в аксонометрической проекции. Документ должен содержать подписи руководителя и исполнителей. Схема – своего рода руководство по правильной сварке газовых труб, включающее процесс планирования работы и контроль по ее завершению.
Принцип электродуговой сварки газовых труб
Электросварка газовых трубопроводов начинается с подготовки кромок:
- кромки выравниваются болгаркой под прямым углом;
- заусенцы обрабатываются напильником;
- кромки толще 3 мм разделываются под углом до 60°;
- стыки очищаются от грязи и ржавчины, обезжириваются.

Прежде чем выполнять сварку газовых труб электросваркой, нужно в нескольких местах прихватить заготовки плавящимися электродами:
- стенки толщиной до 3 мм – свариваются за один подход;
- толщиной до 6 мм – в два подхода;
- толще 6 мм – в три и более.
Поворотные стыки сваривают с помощью специальных вращателей за один подход. Если доступ к трубопроводу затруднен, то шов заваривают фрагментарно, пока весь стык не заполнится расплавленным металлом. Последний слой сваривают полностью, стыки соединяют внахлест.
Рекомендуем статьи по металлообработке
Метод сварки MIG/MAG газовых труб
При сварке газовых труб по технологии Metal Inert/Active Gas соединение выполняется в защитной газовой среде. Так работают с заготовками из углеродистых сталей. В свариваемую зону подается присадочная проволока, плавящаяся под воздействием электрической дуги.

Благодаря защитной газовой среде обрабатываемый металл не окисляется. В инверторных полуавтоматических аппаратах присадочная проволока используется в качестве электрода. Для регулировки подачи газа используется редуктор или расходомерное устройство.
Сварку газовых труб выполняют следующими способами:
- ручным, при котором сварщик сам подает присадочную проволоку в сварочную зону (наиболее простой и дешевый способ);
- полуавтоматическим, при котором для подачи присадки используется пистолет, скорость подачи можно регулировать (чтобы работать с инверторным оборудованием, нужен определенный опыт, умение контролировать получаемый сварочный шов);
- автоматическим, в этом случае присадочная проволока подается с одинаковой скоростью (наиболее дорогостоящий способ).
Защитная среда формируется за счет углекислого газа со средним расходом 15 л/час при работе с тонкостенными трубами. Выбор присадок зависит от материала, из которого изготовлены газовые трубопроводы.
Аргонодуговой способ сварки газовых труб
Сварка газовых труб по технологии TIG (Tungsten Insert Gas) выполняется с помощью тугоплавких вольфрамовых электродов.
Электрическая дуга:
- расплавляет кромки стыков (при соединении тонкостенных труб и металлопроката);
- плавит присадочную проволоку.
Магистральные трубопроводы свариваются с помощью выпрямителей или инверторов. Работы выполняются в защитной среде, образующейся в результате ионизации аргона при обратной полярности.
При работе нужно учитывать ряд особенностей:
Для работы необходим ток силой от 150 до 500 А в зависимости от материала и толщины заготовки. Диаметр электрода выбирают в соответствии с силой тока.
Преимущества и недостатки разных методов сварки газовых труб
К достоинствам аргонной сварки газовых труб относят:
- получение высококачественного и надежного шва;
- долговечность сварного соединения;
- возможность использования для работы с трубопроводами из нержавеющей стали и титана.
Среди недостатков:
- необходимость специальной подготовки;
- не все оборудование может работать в режимах DC и AC/DC.
Преимущества технологии MIG/MAG для сварки газовых труб:
- высокая производительность;
- небольшое количество дыма;
- простая автоматизация сварочного процесса;
- отсутствие шлака.
Недостатки заключаются в сложности работ на открытом воздухе и неудобствах, вызванных использованием газового баллона.
Плюсы технологии полуавтоматической сварки газовых труб:
- надежные и качественные соединения;
- подходит для работы с металлами разной толщины;
- позволяет работать в разных положениях;
- невысокая стоимость при использовании активных защитных газов.
Достоинства стыковой сварки газовых ПНД труб:
- невысокая стоимость работ;
- большая скорость;
- простота монтажа;
- возможность работы с трубопроводами большого диаметра (до 1 200 мм).
Газовая сварка труб
В процессе газовой сварки металл плавится под воздействием пламени. Технология подходит для работы с заготовками, толщина стенок которых превышает 3,5 мм. Ацетилен и другие горючие газы нагреваются до +3 000 °С. При работе с тонкостенными трубами нужны защитные флюсы, предотвращающие прожоги металла.
В сварочную зону присадку подают перед горелкой. Плавясь, она образует сварную ванну и формирует шов. Наплавочный валик создают, перемещая пламя горелки. Для того чтобы получить прочное качественное соединение, необходимо равномерно прогреть стенки и присадочную проволоку, не допуская непроваров и утечки газа.
При затрудненном доступе к стыку трубы соединяют операционным швом. В доступных местах используют поворотные соединения. При монтаже внахлест труб разного диаметра место соединения обрабатывают несколько раз, образуя сглаживающий слой. Сварные швы, получаемые в результате газовой сварки, более низкого качества, чем соединения, полученные в результате применения технологии MIG/MAG или TIG. Начинающие сварщики могут прожечь металл или, напротив, оставить непроваренные участки.
Сварка полиэтиленовых газовых труб встык
Для сварки полиэтиленовых газовых труб используют аппараты с ЧПУ, механическое или гидравлическое оборудование. Параметры сварных работ (температура, время нагрева и пр.) выбирается в соответствии с прилагаемыми к аппаратуре таблицами и зависит от толщины стенок и диаметра заготовки.

Стыковая сварка газовых труб из полиэтилена выполняется в несколько этапов:
- заготовки помещают в сварочный аппарат;
- между ними устанавливают горячую плиту;
- торцы труб с усилием прижимают к плите;
- за счет воздействия горячей плиты полиэтилен, из которого изготовлены трубы, начинает плавиться;
- давление на трубы уменьшают, а их торцы нагревают;
- плиту убирают;
- заготовки соединяют под небольшим давлением.
После того как трубопровод остынет, его можно использовать. В результате образуется качественный шов, выдерживающий давление до 4,5 МПа.
Нюансы выполнения работ по сварке газовых труб в квартире
Сварку газовых труб большого диаметра в частном доме выполняют ручным электродуговым или полуавтоматическим способами. Для повышения надежности трубопровода на стыках труб разного диаметра используются переходники.
Прежде чем приступить к сварочным работам, перекрывают газ. При необходимости участок трубопровода демонтируют резаком. Если нужно перенести трубу, на стык устанавливают металлическую заглушку.
Работы проводятся в следующем порядке:
- трубу продувают для удаления остатков природного газа;
- демонтируют заменяемый участок трубопровода;
- зачищают и обезжиривают кромки стыка;
- по окончании сварных работ заполняют трубу;
- проверяют герметичность стыков (шов обрабатывают мыльным составом, появление на нем пузырьков говорит о негерметичности).
Самостоятельно монтировать и демонтировать газоходы запрещено.
Магистральную разводку газового трубопровода можно выполнять после получения разрешения газовой службы и разработки и утверждения проектной документации. В обязательном порядке должны быть врезаны краны для перекрывания подачи газа.
Техника безопасности при сварке газовых труб
Самостоятельно переносить газовые трубы в квартирах запрещено, для этого необходимо обратиться в газовую службу.

Во время сварочных работ металл окисляется, пары окисления остаются в воздухе. Неправильное обращение с ацетиленом и горелкой может вызвать взрыв. Также могут воспламениться клапаны кислородных редукторов, если, например, резко открыть баллон. Опасность представляет взрыв находящегося под давлением кислородного баллона.
Видимые и инфракрасные лучи, вырабатываемые в процессе газовой сварки, оказывают вредное воздействие на зрение. Работы нельзя выполнять рядом с легковоспламеняющимися и огнеопасными материалами. Сваривать трубопроводы можно только в хорошо проветриваемом помещении.
До подачи газа проверяется герметичность всех соединений. Чтобы работы были безопасными, а результат – качественным, следует обращаться к специалистам.
Читайте также: