Холодная сварка труб полипропиленовых труб
Обновлено: 20.09.2024
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах;
- безопасное использование, отсутствует деформация и напряжение на металле;
- при формировании шва не допускается нагрев, не нужен дополнительный инструмент;
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций;
- ремонт не занимает много времени, уместен для заделки течи в экстренном случае, необходимо строго соблюдать инструкцию производителя;
- самый бюджетный способ ремонта водопроводных труб.
Недостатки
- применяется только для мелкого ремонта повреждения трубы в местах, где отсутствует нагрузка;
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться;
- в процессе сваривания необходимо соблюдать заданную температуру;
- в отличие от инверторной сварки шов не является долговечным, это только временная мера.
Разновидности клеящих составов
Холодная сварка востребована для точечного ремонта труб. В продаже предлагается клей зарубежных и отечественных брендов. Он различается не только стоимостью, но и качеством. Хорошо зарекомендовали себя такие материалы:
- Abro и HI-Gear — импортные;
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

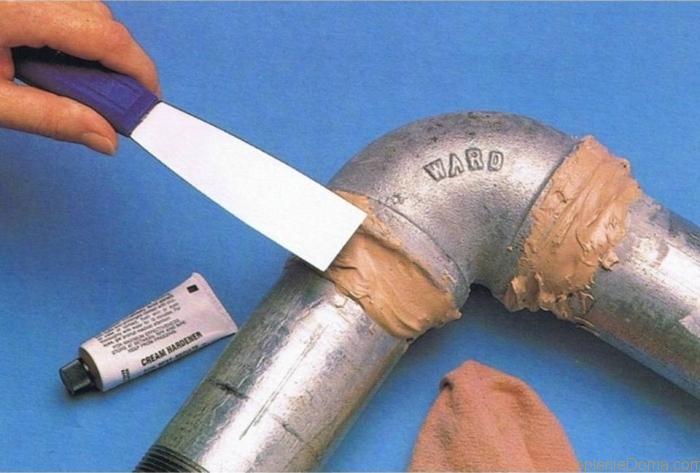
Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.

Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.

Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».
Как методом холодной сварки отремонтировать трубы с горячей водой
Если в доме неожиданно дала течь одна из труб системы отопления или водоснабжения, а для капитального ремонта в данный момент нет возможности, на помощь придет альтернативный способ ремонта – холодная сварка.

Сущность метода холодной сварки
Идея, предложенная изобретателями такого способа соединения деталей, довольно проста. Композитный материал тщательно перемешивается, после чего запускаются сложные химические реакции, сообщающие смеси новые свойства. По прошествии времени мягкий состав затвердевает, проникает в структуру склеиваемых материалов и становится сравнимым по прочности с металлическими поверхностями.
Отличные эксплуатационные качества дают возможность использовать холодную сварку для решения широчайшего спектра бытовых задач:
- Устранение течи в металлических и полимерных водонапорных конструкциях.
- Герметизация трещин отопительных радиаторов.
- Уплотнение мест повреждений металлических элементов кузова автомобиля.
- Усиление проблемных участков трубопроводных сетей.
Материал может стать незаменимым в тех ситуациях, когда проблемный участок трубопровода оказывается в труднодоступном месте, где при всем желании не получится использовать сварочный аппарат или другое громоздкое устройство.
Обратите внимание! Смешивание компонентов холодной сварки удобнее и проще производить руками. Чтобы избежать неприятных последствий, на время работы стоит одеть тонкие резиновые перчатки. Для ускорения и облегчения процедуры разминания плотной массы перчатки часто смачивают водой.
Разновидности клеевых составов и их особенности
Состав может иметь жидкую, либо твердую консистенцию:
- Жидкий вариант. Продается комплектом из двух тюбиков. В одну емкость помещается эластичный компонент на базе эпоксидных смол, в другую – жидкий отвердитель. Компоненты тщательно смешиваются в указанной на упаковке пропорции непосредственно перед применением. Использовать готовый состав необходимо в течении 2-20 (в зависимости от технологии изготовления) минут. Компоненты жидкой холодной сварки должны храниться в специальных условиях, а для различных склеиваемых материалов понадобятся разные варианты состава.
- Твердая холодная сварка. Представляет пластичный брусок круглого, либо прямоугольного сечения. Брусок бывает однородным, либо состоит из разделенных слоев. Внутренний слой – смесь эпоксидных смол, отвечающих за пластичность и однородность массы, внешний – отвердитель (металлические вкрапления и сера). Перед использованием компоненты разминаются и перемешиваются.
Обратите внимание! Если нет необходимости одномоментно использовать весь состав, брусок холодной сварки допустимо разделить на части (резать следует только поперек). Эксплуатационные качества материала от этого не пострадают.
Помимо универсальных клеевых составов, способных одинаково хорошо работать с любыми типами материалов, выпускаются специальные виды холодной сварки для производства конкретных видов работ:
- Составы для экстремальных условий. Выручают в нестандартных ситуациях: под водой, в условиях повышенной температуры или давления.
- Клеевые составы для металлов. Дают наибольший эффект при работе с металлическими деталями. Надежно склеивают поверхности из разных металлов.
- Холодная сварка для автомобильных деталей.
- Специальные сорта холодной сварки для бетона, керамики, пластика и т.п.

Специальные разновидности холодной сварки практически всегда превосходят универсальные по эффективности воздействия на конкретный материал, зато часто оказываются абсолютно бессильными при работе с прочими материалами.
Вне зависимости от разновидности холодной сварки, применительно к сетям водоснабжения и отопления отметим ряд явных преимуществ такого способа ремонта или соединения деталей:
- Процедура полностью безопасна, особенно в сравнении с горячей сваркой.
- Ремонт трубопровода или радиатора отопления не потребует использования специального инструмента, сама процедура подготовки и использования смеси предельно проста и понятна.
- Материал доступен в свободной продаже во всех строительных магазинах.
- Универсальные клеевые составы подойдут для любых видов труб: стальных, чугунных, пластиковых и т.п.
- Окружающие материалы не подвергаются высокотемпературному воздействию, холодная сварка может без опасений применяться даже в условиях повышенной пожароопасности.
- Возможность проведения ремонтных работ не зависит от наличия источника электричества.
- Себестоимость работ с применением холодной сварки существенно ниже любого другого известного способа.
Между тем, холодная сварка не лишена некоторых недостатков. Застывший материал (впрочем, как все эпоксидные смолы) уязвим к кручению, изгибам, прочим деформациям. Серьезных нагрузок такой материал тоже скорее всего не выдержит. Полученные швы по показателям прочности и долговечности серьезно уступают возможностям дуговой сварки.
Это важно! Надежность и качество заплатки в большой степени зависят от правильности смешивания, соблюдения временных и температурных ограничений использования.
Температура, на которую рассчитан конкретный вид холодной сварки, указывается производителем на упаковке. Чаще всего верхний предел ограничивается цифрой 260°С. Отдельные виды способны выдерживать гораздо более экстремальные температуры – до 1300°С.
Саму процедуру применения холодной сварки также следует осуществлять при определенной температуре. Для большинства видов мастики достаточно, чтобы температура окружающего воздуха была положительной.
Среди популярных и зарекомендовавших себя брендов некоторые отечественные и зарубежные продукты:
- Зарубежные марки: ABRO, Hi-Gear, Cold Weld Magnum Steel и т.д.
- Российская продукция: «Полимет», «Алмаз», «Титан», «Быстрая сталь», «Момент Супер Эпокси» и т.д.
Цена составов, как правило, не слишком высока, поэтому лучше предпочесть чуть более дорогостоящие, но иногда на порядок более эффективные импортные образцы.
Как устранить течь в трубе ГВС методом холодной сварки
Чтобы отремонтировать трубу системы водоснабжения при помощи холодной сварки, придерживаемся такой последовательности действий:

- Участок трубопроводной сети, на котором обнаружено повреждение, перекрывается.
- Из него по возможности сливается вода.
- Если труба окрашена или покрыта теплоизоляцией, она очищается до металла на расстояние около 5 см в зоне повреждения.
- Остатки ржавчины удаляются, участок трубы обезжиривается и просушивается.
- От бруска холодной сварки отрезается кусок, пластичный состав разминается руками до состояния, когда компоненты визуально становятся единым целым. Если используется жидкая разновидность – компоненты перемешиваются в указанной на упаковке пропорции.
- Готовая мастика наносится на место повреждения, формируется ровное веретенообразное утолщение. Важно понимать, что состав желательно наносить на трубу не в виде заплатки, а охватывать ее по всей длине окружности.
- В течение 3-4 часов состав высыхает, образуя жесткую прочную массу.
Для усиления прочности поверх слоя сварки можно наложить бандаж из технической ткани, простого бинта или марли. Также, нелишним будет нанести на это место слой краски.
Если перекрыть водоснабжение по тем или иным причинам не получается, можно попытаться устранить течь на мокрой трубе. Для этого обязательно понадобится особенный состав жидкой холодной сварки, способный купировать действие воды. Удобнее всего пропитывать таким составом тканевый жгут и обматывать им место повреждения. Ткань, даже очень тонкая, обеспечит материалу плотный контакт с поверхностью и дополнительную прочность.
Все чаще в домах встречаются системы водоснабжения на основе полимерных труб. Этот материал надежнее, чем металл, но, к сожалению, также не застрахован на сто процентов от аварийных ситуаций. Для работы с пластиковыми изделиями разработаны специальные виды холодной сварки.
Последовательность действий в этом случае почти не отличается, за исключением нескольких моментов:
- Поврежденный участок обрабатывается наждачной бумагой (это повысит адгезию гладкого пластика с клеящим веществом), обезжиривается и просушивается.
- Для усиления эффекта, после наложения холодной сварки часто пользуются зажимом.
Особенности ремонта труб отопления
В сети отопления появление утечки может проявиться в трех местах:
- На прямом участке трубопровода. Влияние коррозии, механических повреждений.
- В местах стыковки труб с отопительным прибором или друг с другом. Здесь чаще слабым местом становится сварной шов, либо соединительный фитинг.
- В местах соединения секций радиатора.

Работа любой отопительной сети связана с высокими температурами. Для ремонта таких трубопроводных систем понадобится холодная сварка, способная длительное время противостоять таким экстремальным условиям. Информация о предельно допустимых температурах для состава представлена на упаковке.
Обратите внимание! При всей эффективности и простоте работы с холодной сваркой стоит понимать, что такой способ ремонта относится скорее к временным решениям. Способ незаменим при необходимости оперативного устранения мелких бытовых протечек, однако, при первой возможности участок трубы надлежит заменить, либо отремонтировать более надежной и долговечной дуговой сваркой.
Холодная сварка ПВХ труб: технология соединения клеевым способом своими руками
При монтаже пластиковых труб с раструбом, как правило, применяют сварку ПВХ труб методом склеивания. Этот способ соединения также называют «холодной сваркой». Его рассмотрению мы и посвятим нашу статью.

Клеевой способ соединения отличается крайней простотой выполнения
Способы соединения пластиковых труб
Известно несколько методов соединения ПВХ труб между собой:
- Химический, или клеевой.
- Физико-химический:
- сварка;
- сплавление.
- Механический:
- резьбовой;
- с использованием фитингов.
Преимущества химического способа перед другими:
- Повышение оперативности сборки систем водоснабжения и водоотведения.
- Уменьшение риска протечек, которые могут возникнуть при механическом соединении или сварке труб встык.
- Снижение трудоемкости процесса.
- Меньший расход электроэнергии.
- Уменьшение материалоемкости.
- Невысокая себестоимость монтажа.
Клеевым способом с успехом соединяют трубы различных диаметров: 6–400 мм.

Клей для холодной сварки поливинилхлорида
Сравнивая клеевое соединение труб со сварным и механическим, можно заметить некоторое сходство и различие:
- По быстроте, качеству и малой материалоемкости проводимых работ соединение методом склеивания не уступает традиционной сварке. Однако, в отличие от нее, метод склеивания не использует специальное оборудование. Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
- Механическое соединение, как и клеевое, не так энергозатратно, но гораздо более материалоемко. Использование дополнительных расходных материалов (различного рода фитингов) неизбежно приводит к удорожанию монтажных работ.
Такова разница в способах монтажа, на основе нее вы можете оценить их трудоемкость и выбрать наиболее подходящий способ.
Почему и как стоит использовать «холодную сварку»
Особенности «холодной сварки»
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).
- Клей растворяет поверхности соединяемых деталей на одну треть толщины, т.е. осуществляется холодная диффузионная сварка.
- На такой процесс, как пайка труб ПВХ, оказывают влияние различные условия:
- влажность воздуха;
- температура.
- Работы по склеиванию труб можно проводить при широком диапазоне температур воздуха: 5–35°С. Использование морозостойкого клея делает возможным проведение работ при температуре до –17°С. При жаркой погоде склеивание следует производить как можно быстрее, во избежание высыхания клея до завершения монтажа.

Количество соединений, которое можно произвести при помощи 1000 мл клея
- По своим свойствам клей должен быть:
- текучим;
- с однородной консистенцией;
- без посторонних включений.
Емкость с клеем следует плотно закрывать крышкой в перерывах между непосредственным проведением работ, чтобы избежать испарения летучих компонентов.
Технология клеевого соединения труб
Спайка труб ПВХ в раструб производится в несколько этапов:
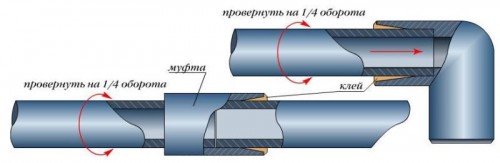
Схема «холодной сварки» труб из ПВХ
- Ровно отрезать необходимый кусок трубы. Для этого могут быть использованы:
- ножовка по металлу, имеющая мелкие зубцы;
- труборез;
- специальные ножницы.
- Снять фаску на конце трубы, соблюдая угол в 15 градусов, используя фаскосниматель. Следует избегать появления заусенцев.
- Очистить раструб фитинга и трубу от грязи и пыли, удалить влагу.
Для эффективной очистки соединяемых деталей можно использовать очиститель для труб ХПВХ. Он хорошо подготовит поверхности для склеивания.
- Нанести клей. Работа производится кистью аккуратно по поверхности трубы и раструба.
- Вставить в раструб трубу сразу же после нанесения клеевого слоя.
- Для того чтобы клей равномерно распределился по склеиваемым поверхностям, повернуть фитинг на 90 градусов относительно трубы.
- Зафиксировать детали на 20–30 секунд. Не производить повторного поворачивания соединенных деталей после их фиксирования! Весь процесс склеивания должен быть закончен в течение 1 минуты.

Время выдержки соединения до пробной подачи транспортируемой жидкости или газа
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.
- При необходимости убрать избыточный клей при помощи мягкой ткани.
Более наглядно увидеть технологию склейки вы можете на видео, представленном ниже.
Качественная пайка полипропиленовых труб в труднодоступных местах
Пайка полипропиленовых труб на первый взгляд дело несложное и доступное для выполнения своими руками. Однако, чтобы провести монтаж пропиленовых труб в труднодоступных местах, нужно знать некоторые секреты и использовать специальные инструменты для качественной работы.
Инструменты для пайки труб из полипропилена
Процесс соединения полипропиленовых труб в обиходе называют пайкой. Научное название процесса с применением высоких температур — диффузионная сварка. Ее проводят при помощи специального сварочного аппарата, который в обиходе называется паяльником, а проще утюгом.

Для качественной пайки пропиленовых труб их следует предварительно подготовить. Процесс строго регламентирован по времени.
Для пайки труб из полипропилена нужны следующие инструменты:
- Сварочный аппарат. Существуют разные модели таких инструментов для пайки пластика. Это профессиональные инструменты («говорящие» утюги), которые автоматически выставляют нужную температуру в зависимости от диаметра трубы, и руководят работой мастера посредством звукового оповещения об окончании процесса пайки, о времени первого затвердения соединения. Есть недорогие паяльники для любителей, которыми пользуются в ручном режиме. Существует услуга проката профессионального инструмента, которой удобно пользоваться для проведения разовых работ.
- Ножницы или труборез для резки пластиковых труб. Эти инструменты несколько отличаются, но каждый режет пластиковую трубу ровно, без заусениц. Лезвия для ножниц и ролики у труборезов сменяемы и продаются отдельно. Вместо ножниц трубы можно резать ножовкой по металлу или болгаркой. Ножовка бывает даже предпочтительнее, например, если нужно отрезать небольшой кусок в 1 см. (ножницы в этом случае могут деформировать трубу небольшого диаметра).
- Торцеватель или шейвер. Эти инструменты нужны для работы с армированными алюминием полипропиленовыми трубами. Перед пайкой алюминиевый слой удаляют. Торцеватель особенно важен при соединении труб технологией стыковой сварки.
- Нож или напильник для зачистки торцов трубы, которую разрезали ножовкой или отрезным диском для болгарки. При работе этим инструментом срез полипропиленовой трубы получается с зазубринами. Исключение составляют трубы, армированные стекловолокном.
- Линейка или рулетка для проведения измерений.
- Маркер, карандаш для нанесения рисок глубины вхождения трубы в паяльник.
Обратите внимание! Для монтажа полипропиленовых труб большого диаметра (более 40 мм) используют специальное монтажное приспособление для сварки. Однако в домостроении трубы такого диаметра не используют – это материал для монтажа магистральных сетей.
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:

Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Обратите внимание! Важным условием для получения герметичного соединения при пайке муфтовым соединением, является неспособность трубы войти в фитинг в холодном состоянии. Для этого используют трубы и фитинги одного производства.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.

Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Рекомендуем ознакомиться: Как правильно согнуть полипропиленовую трубу в домашних условиях и избежать деформации
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.

Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
Работа со стержневым паяльником
Стержневой паяльник для сварки полипропиленовых труб применяется для монтажа коммуникаций в труднодоступных местах, для ремонта просверленных труб. Это более мобильный инструмент, которым можно паять на весу. Технология пайки не отличается от использования электромуфты.
Для ремонта труб производители выпускают специальные полипропиленовые стержни, которыми и заделывают отверстие.
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Обратите внимание! Соединение муфтой-американкой отличается особой прочностью и выдерживает верхние пределы условий эксплуатации полипропиленовых труб (95℃ и 25 атм.)
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Соединение трубопроводов из полипропиленовых труб
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
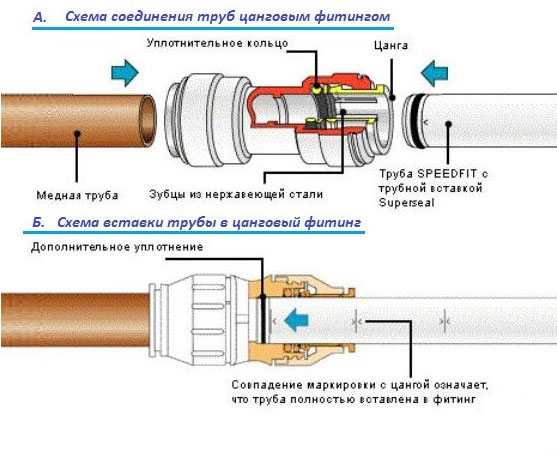
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Читайте также: