Холодные трещины при сварке алюминия
Обновлено: 26.04.2024
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
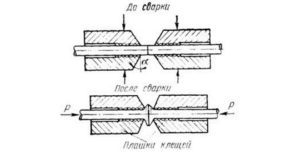
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Холодные трещины при сварке
Образование холодных трещин при сварке может происходить на шве и прилегающем металле заготовок. Такое название было дано, потому что дефекты появляются после остывания деталей ниже температуры 250 — 200⁰C. Визуально холодные трещины выглядят как блестящие изломы без проявлений высокотемпературного окисления.
Виды холодных трещин при сварке
По месту образования холодные дефекты подразделяются на наружные и внутренние подвиды. По направленности относительно стыка видам холодных трещин даны следующие названия:
- откол ― продольные на участках рядом с соединением;
- отрыв ― направленные вдоль шва;
- частокол ― образующиеся поперек шва или в зоне термического воздействия перпендикулярно к соединению.
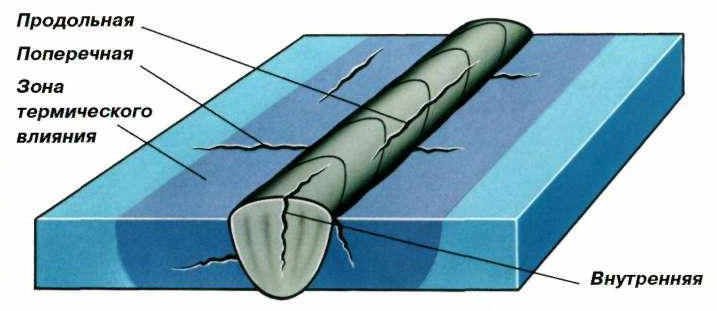
На сложных стыках холодные трещины могут образоваться:
- между швами при двухсторонней сварке;
- на границе между швом и металлом детали;
- на нижней стороне соединения под валиком.
Причины образования
Самая высокая вероятность появления холодных трещин после сварки у высокоуглеродистых и легированных марок стали, сплавов титана и алюминия. Холодный дефект образуется, если:
- Структура шва и заготовок чувствительна к действию водорода. Таким свойством обладают закаливающиеся марки стали даже когда холодные.
- В сварной зоне содержится достаточное количество водорода, который проникает из шва.
- Внутри соединения действует растягивающее напряжение.
Ученые установили, что основной причиной образования холодных трещин при сварке является негативное влияние водорода на структуру стали. Его источником может быть электродное покрытие, флюс, влага из воздуха. Водород в расплавленный металл может попасть из загрязнений на заготовках и присадочном материале или как составная часть защитного газа. Если кромки заготовок не очистить перед сваркой от ржавчины, она при нагреве начнет активно насыщать шов газом.
Когда образуются холодные трещины
Во время процесса охлаждения в соединении возникают растягивающие напряжения, которые сопровождаются пластической деформацией. В результате создаются условия для появления холодных трещин. У сталей с низкой пластичностью в холодном состоянии вероятность образования дефектов повышается.
После попадания водорода внутрь хрупкость стали возрастает, что в совокупности с остаточными напряжениями приводит к образованию холодных трещин. За счет малых размеров его атомы свободно перемещаются по объему железа, как по холодному, так и нагретому. Поскольку при сварке атомарный водород скапливается внутри металла сварного шва, он стремится распространиться в места с меньшей концентрацией. Диффузия происходит в зону, прилегающую к стыку, металл деталей. Часть растворенного газа через наружные поверхности выходит в атмосферу.
Влияние водорода считается временным, если действие проявляется при испытании свойств соединения непосредственно после сварки или через короткий промежуток времени. Проведение процедуры может осложниться, особенно при проверке сварного соединения на пластичность. Во время испытания образцов начинается образование поверхностных холодных дефектов даже при незначительном изгибе. Это происходит из-за диффузии атомов водорода при проведении проверки внутрь формирующихся пор и шлаковых включений. Из скопившихся атомов при температуре меньше 200⁰C образуются молекулы, которые теряют подвижность. Процесс фазового перехода сопровождается появлением давления, которое создает блестящие поры.

Кромки заготовок перед необходимо очистить от ржавчины, инача при нагреве шов активно начнет насыщаться газом
Постоянным влиянием называют длительное воздействие водорода, способствующее образованию холодных трещин. При переходе в молекулярное состояние давление газа постепенно нарастает за счет поступления новых атомов. Период до разрушения у стали может составлять несколько суток, у титана до десятков дней.
Давлению подвергаются не только пустоты внутри металла, но также места, где произошли структурные изменения при перегреве. Они возникают при образовании мартенсита у закаливающихся сталей при быстром охлаждении. Степень охрупчивания зависит от состава металла и технологии сварки. Повреждение зон границ структурных зерен происходит также в результате других процессов без участия водорода. Например, когда растворенные сульфиды и карбиды выпадают из твердой фазы.
По словам ученых основной причиной образования холодных трещин при сварке является негативное влияние водорода на структуру стали.
Как избежать появления холодных трещин
Для уменьшения вероятности закаливания стали снижают скорость остывания соединения или перед сваркой предварительно нагревают детали. Этим достигается снижение величины растягивающих напряжений. На предприятиях вместо предварительного подогрева применяют механизмы для сжимания заготовок между собой при большой температуре. Сдавливанием устраняется причина образования дополнительных растягивающих напряжений даже при быстром охлаждении.
Для снижения концентрации водорода внутри сварного соединения пользуются следующими технологическими приемами:
- Чтобы предотвратить попадание газа в расплавленный металл из покрытия, электроды несколько часов прокаливают в печи с температурой 300 — 350⁰C. Флюс перед сваркой обрабатывают аналогично.
- Сварочной проволокой, протравленной соляной кислотой, лучше не пользоваться, так как это обильный источник водорода.
- Для выведения газа из металла соединение после окончания сварки нагревают до 100 — 200⁰C. В зависимости от химического состава и толщины металла время выдержки составляет от 0,5 до нескольких часов. Для стали повышенной прочности продолжительность обработки 0,5 — 1 час при температуре 100 — 150⁰C. Детали толщиной больше 4 см выдерживают в нагретом состоянии 4 — 5 часов. Сварку заготовок толщиной более 20 см проводят с несколькими остановками для промежуточного прогревания шва.
- Ручная дуговая сварка электродами с низким содержанием водорода обеспечивает снижение концентрации газа в сварном соединении до величины меньше 15 мл на 100 г металла.
Под действием нагрузки холодные трещины увеличиваются в размерах. Поэтому после обнаружения их сразу заваривают. При подготовке сначала просверливают отверстия на концах или прижигают, место дефекта подогревают. Холодные трещины длиной больше 30 см заваривают обратноступенчатым способом.
Причины образования горячих трещин при сварке
Трещины – виды брака сварки, нарушение целостности металла. Разрывы шва или в околошовной области (зона термовлияния – ЗТВ) образуются из-за одновременного снижения пластичности, связанного с кристаллизацией, и внутренних напряжений.
Трещины, разрывы условно делят на две группы. Холодные возникают после остывания. Горячий дефект сварного шва или в ЗТВ формируется:
- в процессе кристаллизации;
- твердожидкой структуре;
- твердом металле, нагретом до высокой температуры.
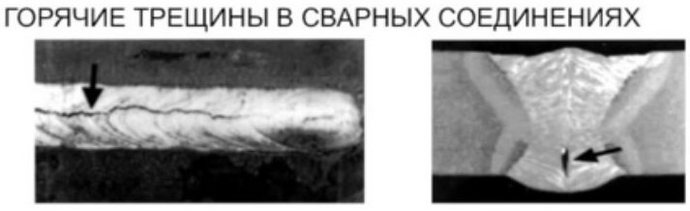
Горячие трещины при сварке узнаваемы по сильному окислению, они темного цвета. Разрушения чаще выявляют по границам структурных зерен. Несплошности формируются под действием нескольких факторов:
- из-за неравномерности линейной и объемной усадок;
- образования неорганических пленок;
- формирования жидких прослоек при кристаллизации.
Способность к горячему растрескиванию зависит от величины и скорости нарастания кристаллитов, формирующих растягивающие напряжения, длительности процесса сварки.
Виды горячих трещин при сварке
Все виды несплошностей относятся к дефектам, отрицательно отражающихся на прочности соединений. Природа холодных и горячих трещин при сварке различная. Холодные появляются при остывании в результате возникающих внутренних напряжений. Горячие – следствие межкристаллических разрушений. Обычно имеют вид надрезов или несплошностей, различают макро- и микродефекты. Горячие трещины темного цвета (за счет окислов), извилистой формы. По локализации разделяются на две группы:
- растрескивания в зоне термического влияния;
- дефекты в металле сварного шва.

Околошовные бывают нескольких видов:
- Кристаллизационные длинные, обычно раскрытые, не имеют заметных ответвлений. Зависят от двух параметров, влияющих на структуру стали:
формы затвердевания ванны расплава, с краев обычно образуются мелкие зерна, затем крупные столбчатые растут перпендикулярно оси;
размера угла между кристаллитами в поликристаллической структуре, они постепенно смыкаются.
Кристаллизационные горячие ратсрескивания бывают внутренними (выявляются методами неразрушающего контроля) и выходящими на поверхность, определяемыми визуально.
- Ликвиационные горячие трещины связаны с неоднородностью химического состава. По виду мелкие, образуются в местах, где близко расположены столбчатые кристаллы. Зависят от химического состава, наличия тугоплавких легирующих элементов. Деформационная способность структуры также снижается за счет миграции примесей и загрязнений в пространство между зернами, формируются неметаллические включения. При кристаллизации легированных сталей тугоплавкие частицы становятся центром образования кристаллов.
- Деформацонные, связанные с неравномерностью усадки.
Определить природу образования любых горячих трещин при сварке можно, зная механизм затвердевания металлов, способы формирования металлической структуры. Рассмотрим от чего появляются разрывы и несплошности.
Ликвиационные часто появляются при сварке:
- Конструкционных сплавов, содержащих сульфиты. Растворяясь, неорганические соли формируют пленки в зоне термического влияния в районе границы зерен. Особенно склонны к формированию горячих трещин марки стали, содержащие S (серу), P (фосфор). Эти вредные примеси при сварке ухудшают качество швов.
- Сплавы, в состав которых входит Ti (титан), Nb (ниобий), V (ванадий), W (вольфрам), Cr (хром), Mo (молибден) и другие легирующие металлы с низкой температурой отвердевания, при кристаллизации образуют дендриты разной формы. Легкоплавкие элементы кристаллизуются на стыке границ дендритов в последнюю очередь. Нарушаются межкристаллические связи, возникают структурные напряжения.
От величины первичных кристаллитов металлов зависит способность к образованию горячих трещин в процессе сварки. Скорость растягивающих напряжений зависит от температуры.
Из-за низкого относительного удлинения горячие трещины формируются при сварке аустенитных легированных сталей. При жесткой фиксации заготовок для сварки затрудняется структурная деформация.
Кристаллизационные формируются при неправильном выборе технологии, если не учитывается высокое содержание неметаллов и легирующих элементов. Когда превышены значения сварочного тока, возникают крупнозернистые области, приводящие к формированию внутренних напряжений между растущими кристаллитами.
К внешним причинам горячих растрескиваний относятся примеси, появляющиеся в структуре металла в процессе сваривания. Внутренние связаны с сегрегацией – неравномерным распределением микрофаз, легирующих присадок, примесей.
Методы предотвращения появления горячих трещин
Предупреждая образование горячих трещин, при разработке технологии учитывают особенности кристаллизации металлов. Основные способы снижения риска дефектов:
- исключить жесткие соединения;
- увеличить размер шовного валика при соединении толстостенных заготовок;
- варить металл короткими участками, делая широкий шов;
- при круговой сварке, соединении длинных заготовок оставлять детали подвижными максимальное время, заделывать концевые стыки в последнюю очередь;
- не завышать ампераж;
- делать много проходов с промежуточным отжигом;
- внимательно проваривать корневую область, дефекты формируются именно там.
Важно фиксировать заготовки минимально, без зажима, следить за положением электрода. Детали должны быть хорошо подготовлены, чтобы исключить окалину, ржавчину, неметаллические включения. Электроды выбирают по типу металла, режиму сварки.

Как снизить вероятность возникновения
Чтобы снизить риск горячего растрескивания, важно проверять качество сварных заготовок. Некоторые внутренние дефекты формируются при кристаллизации расплава, нарушении технологии раскисления. Избежать горячих трещин при сварке можно, соблюдая температурный режим, следить за кристаллизацией шовного валика. Большое значение имеет соотношение концентрации серы и кислорода. Чем оно выше, тем лучше качество соединений. При снижении соотношения S/О на границе формирующихся зерен образуются пленки, которые, проникая в жидкую фазу, приводят к внутренним дефектам.
К способам устранения вредных факторов относятся:
- Отжиг готовых соединений, изменяется структура зерен в шве, зоне термического влияния, становится однородной, устраняются внутренние напряжения;
- некоторые металлы в процессе кристаллизации прогревают, чтобы снизить скорость охлаждения, минимизируется риск образования областей жидкой фазы внутри шва;
- электроды предварительно прокаливают, детали предварительно нагревают (температура зависит от вида металла).
Требуется соблюдать требования, правила и нормативы, токовые режимы, скорость формирования шовного валика. При выборе оптимальной температуры нагрева технологи учитывают особенности химического состава сталей, алюминиевых и цветных сплавов.
Устранение трещины
Единственно возможный метод борьбы с горячими трещинами – снова проварить металл. До этого дефект вырезается. Технология регламентируется ГОСТ 5264-80 (ММА, MIG/MAG, TIG сварка), ГОСТ 1153-75 (сварка полуавтоматами и автоматами).
Реставрации подлежат участки, где обнаружены внутренние или внешние дефекты. Некоторые структурные нарушения в области термического влияния и сварного соединения устранить невозможно. Явный брак приходится вырезать участками полностью.
Зная причины образования горячих растрескиваний, специалисты тщательно подбирают электроды или присадочную проволоку, следят за технологией. Гораздо проще избежать дефектов, чем устранять их.
Как предотвратить проблемы при сварке алюминия?
Проблемы при сварке алюминия часто становятся больной темой для неопытных сварщиков. Чтобы в ваших алюминиевых сварных швах не появлялись дефекты, первым делом узнайте, как предотвратить их появление – и примите превентивные меры.

Быстрое и эффективное устранение проблем в ваших сварочных работах может сослужить вам хорошую службу в минимизации простоев и излишних затрат. Однако еще более полезно – узнать, как с самого начала предотвратить эти проблемы, независимо от того, какой материал вы используете при сварке.
Сварка алюминия предполагает решение специфических задач. Обладая низкой температурой плавления и высокой теплопроводностью, алюминий к тому же особо склонен к прожёгу на тонких участках металла, в то время как на толстых участках может наблюдаться непровар. Серьезной проблемой также являются дефекты сварки алюминия, такие как трещины, нагар и копоть, пористость в сварных швах.

Тем не менее, коррозионная стойкость алюминия, высокое отношение предела прочности к весу в сочетании с высокой электропроводностью делают его отличным материалом для многих областей применения – от аэрокосмической промышленности до теплообменников, изготовления прицепов и, в последнее время, автомобильных кузовных панелей и рам.

Во избежание негативных воздействий на производительность и качество сварки, важно понять причины дефектов сварки алюминия, принять меры для их предотвращения и найти способы быстрого устранения оплошностей, если таковые возникают. Вот ответы на некоторые распространенные вопросы, которые помогут вам разрешить проблемы при сварке алюминия, возникающие на производстве.
Проблемы при сварке алюминия — причина появления шовных трещин

Горячее растрескивание и растрескивание под действием напряжения может произойти при автоматической дуговой сварке в среде инертного газа плавящимся электродом (GMAW) и неплавящимся электродом (GTAW). При наличии любого вида трещин, даже маленьких, сварной шов не отвечает требованиям стандартов и, в конечном счете, может разрушиться. Горячее растрескивание – это преимущественно химическое явление, в то время как растрескивание под напряжением – следствие механических нагрузок.

Существует три основных фактора, повышающих вероятность образования горячих трещин при сварке алюминия. Первый фактор – чувствительность основного металла к растрескиванию. К примеру, некоторые сплавы, такие как серия 6000, более склонны к растрескиванию, чем другие. Второй фактор – это присадочный металл, который вы используете. Третьим фактором является конструкция сварного соединения – некоторые конструкции ограничивают добавление присадочного металла.
Растрескивание под действием напряжения может произойти, когда сварной шов на алюминии охлаждается, и во время затвердевания присутствует чрезмерное напряжение усадки. Это может быть связано с вогнутым профилем наплавленного валика, слишком медленной скоростью перемещения электрода, жёстким защемлением свариваемых элементов или оседанием металла в конце сварного шва (кратерная трещина).
Как предотвратить появление трещин?

Проблемы при сварке алюминия в виде горячего растрескивания в некоторых случаях можно легко решить. Для этого достаточно выбрать присадочный металл, химические свойства которого обуславливают более низкую чувствительность к растрескиванию при сварке. Каждый присадочный металл на основе алюминия имеет классификацию по стандарту AWS (Американское общество сварщиков), которая соответствует его регистрационному номеру Ассоциации производителей алюминия, а вместе они определяют химические свойства конкретного сплава.

Всегда обращайтесь к проверенным руководствам по выбору присадочного материала, поскольку не все присадочные материалы на основе алюминия подходят для каждого основного металла из алюминиевого сплава. Некоторые руководства по присадочным материалам дают рекомендации, непосредственно касающиеся ряда сварочных характеристик, таких как склонность к растрескиванию, прочность, пластичность, коррозионная стойкость, высокотемпературная прочность, сочетание оттенков цветов после анодирования, термообработка шва после сварки и ударная вязкость. Если вас беспокоит возможность растрескивания, выберите присадочный материал с самым высоким рейтингом в категории растрескивания.
Помимо этого, используйте такую конструкцию сварного соединения, которая может предотвратить образование горячих трещин. Например, хорошо использовать сварное соединение со скошенными кромками, так как эта конструкция позволяет добавить больше присадочного металла, что приводит к большему разбавлению основного металла и, как следствие, уменьшает его склонность к растрескиванию.

Растрескивание под напряжением можно предотвратить использованием присадочного металла, содержащего кремний. Этот тип присадочного металла снижает усадочные напряжения, когда это возможно, особенно в трещиноопасных зонах, таких как начало и конец сварного шва (или кратеры). Также используйте функцию автоматического заполнения кратера или другие надежные методы заполнения кратера. Увеличение скорости движения электрода также уменьшает вероятность появления трещин в алюминии путем сужения зоны термического влияния (ЗТВ) и снижения количества расплавленного основного металла.
Еще один вариант борьбы с растрескиванием – предварительный подогрев. Он сводит к минимуму уровень остаточных напряжений в основном металле при сварке и после нее. Внимательный контроль количества подводимой теплоты имеет ключевое значение в этом деле. Для некоторых сплавов излишний подогрев может неприемлемо снизить предел прочности на растяжение основного металла.
Как лучше всего избежать прожёга и непровара
Использование импульсной GMAW-сварки – хорошая защита от прожёга алюминия толщиной 1/8 дюйма или тоньше. При этом способе сварки источники питания работают, переключаясь между высоким пиковым током и низким базовым током. В фазе пикового тока от алюминиевой проволоки отрывается капля и движется к сварному соединению, в то время как в фазе низкого базового тока дуга остается стабильной, и перенос металла отсутствует. Сочетание высокого пикового и низкого базового токов снижает подвод теплоты. Таким образом предотвращается прожёг, а образование брызг будет минимальным или нулевым.

Проблемы при сварке алюминия значительной толщины весьма часто возникают из-за слабой силы тока. Поэтому учитывайте такие моменты во время работы. Обязательно установите достаточно высокую силу тока, это поможет полноценно проварить соединение. Хороший практический метод – использовать 250А для сварки материала толщиной 1/4 дюйма и 350А для сварки материала толщиной 1/2 дюйма. В некоторых случаях есть смысл добавить гелий в защитную газовую смесь, чтобы обеспечить более горячую дугу с лучшим проваром шва на более толстых участках. Для процесса GMAW-сварки хорошо использовать смесь 75% гелия с 25% аргона. При GTAW-сварке толстых участков алюминия используйте смесь 25% гелия и 75% аргона, чтобы улучшить провар.
Почему на сварном шве появились цвета побежалости?

Цвета побежалости и сажа появляются, если на основном металле и сварном шве скопились оксиды алюминия или магния. Это явление наиболее распространено при GMAW-сварке, поскольку при прохождении сварочной проволоки через дугу и плавлении некоторая её часть нагревается до температуры парообразования и конденсируется на более холодном основном металле, который недостаточно защищен средой инертного газа.

Выбор подходящего присадочного металла – к примеру, из алюминиевого сплава серии 4000, который практически не содержит магния (по сравнению с 5000 серией алюминиевой присадки, которая содержит около 5% магния) – снижает вероятность того, что материал проволоки испарится в дуге и конденсируется на сварном шве в виде сажи.
Уменьшение расстояния от контактного наконечника до свариваемого изделия (CTWD), правильный угол наклона сварочного пистолета и скорость истечения защитного газа также препятствуют появлению цветов побежалости. Используйте сварку углом назад, которая помогает совершать очищающие движения от дуги в передней части сварного шва с целью удаления сажи. Увеличение размера сопла пистолета для GMAW-сварки или горелки для GTAW-сварки способствует защите дуги от сквозняков, из-за которых в зону сварки может попасть кислород. Всегда держите сопло чистым от брызг, чтобы обеспечить постоянный поток газа для защиты сварочной ванны.
Как устранить пористость?
Пористость – это общая неоднородность, формирующаяся главным образом из-за того, что водород попадает в сварочную ванну во время плавления и остается внутри сварного шва после его затвердения. Вы можете сделать несколько вещей, чтобы её предотвратить. Во-первых, убедитесь, что основной металл и присадочный метал чистые и сухие. Перед сваркой протрите алюминий с помощью растворителя и чистой тряпки, чтобы удалить всю краску, масло, жир либо смазочные материалы, которые могут привести к попаданию углеводородов в сварной шов. Затем почистите сварное соединение щеткой из нержавеющей стали, предназначенной для этой работы. Если основной металл из алюминиевого сплава хранился в прохладном месте, позвольте ему прогреться при температуре цеха в течение 24 часов. Это предотвращает образование конденсата на алюминии.
Хранение неупакованного присадочного металла в обогреваемом шкафу или помещении также снижает риск возникновения пористости. Это позволяет избежать условий точки росы и сводит к минимуму вероятность образования гидроксида на поверхности проволоки для GMAW-сварки или прутков для GTAW-сварки.
Заказывать присадочные металлы следует у проверенных производителей. Это связано с тем, что такие компании, как правило, тщательно очищают проволоку и прутки от вредных оксидов для GTAW-сварки, а также соблюдают все процедуры, необходимые для минимизации водородосодержащих осадочных соединений.

И, наконец, рассмотрите возможность приобретения защитного газа с низкой точкой росы. Такие действия помогут предотвратить пористость шва. Соблюдайте все рекомендованные сварочные процедуры, касающиеся расхода защитного газа и цикла продувки.
Как и для любого метода сварки любых материалов, необходимо выполнить ряд рекомендаций, чтобы получить хороший результат. Механические и химические свойства алюминия таковы, что его сварка может оказаться непростой задачей. Всегда используйте самые эффективные методы очистки и хранения материалов и присадки, тщательно выбирайте правильное оборудование. Ведь проблемы при сварке алюминия всегда легче упредить, чем решать их постфактум.
При соединении металлов методом сваривания, сварной шов и прилегающие к нему зоны вовлекаются в сложные термические процессы. В этих местах могут образоваться холодные трещины после сварки. Они могут проявиться как в самом сварном шве, так и в зонах, примыкающих к нему.

Здесь говорится о холодных трещинах, которые получили такое название в связи с тем, что их возникновение происходит при относительно низких температурах. Это температуры ниже 120 С о . Это могут быть комнатные температуры и даже отрицательные.
Такие дефекты в металлах возникают в различных зонах сварного соединения и имеют различную геометрию. Наиболее часто встречаются следующие виды:
- одиночные трещины вдоль оси шва;
- трещины в зоне сплавления;
- многочисленные поперечные трещины.
Знание видов трещин поможет нам разобраться в их сущности, но более важным является вопрос о причинах их возникновения.
Причины образования
Над вопросом о причинах образования разрушений такого вида работают институты, и изложить его в полной мере в этой статье невозможно. Но есть основные процессы, влияющие на вероятность образования холодных трещин в процессе остывания сварочного шва:
- низкая деформационная способность свариваемых металлов;
- накопление пластических деформаций в процессе остывания;
- неравномерность охлаждения и фазовых превращений;
- наличие водорода, растворенного в околошовной зоне.
Интересной особенностью холодных трещин является возможность их образования спустя несколько суток после образования шва. Такая отсрочка разрушения связана с суммированием собственных (сварочных) напряжений в металле с напряжениями от внешних сил, приложенных к конструкции.
Если сумма этих усилий превосходит определенную граничную величину, то в уже остывшем металле продолжаются микроскопические разрушения на уровне границ отдельных зерен металла. Сдвиги вдоль границ металла приводят к еще большим напряжениям. В дальнейшем концентрация этих напряжений, на фоне ослабленных границ, вызывает образование холодных трещин.
Известная способность водорода диффундировать в металлы, накапливаясь там, в значительных количествах, помогает создавать зоны неравномерных физико-химических свойств, как в самом шве, так и в соседних слоях металла. Эти неравномерности создают дополнительные предпосылки для возникновения деформаций и дефектов соединения.
Контроль сварных швов
Появившиеся в местах сварки визуально определяемые холодные трещины не могут быть оставлены без внимания и применения к ним специальных методов, направленных на их устранения и усиление сварных соединений. Но большую опасность представляет собой появление холодных трещин в глубине металла. Их не видно и как будто бы нет, но они сильно ослабляют шов, создавая опасность его разрушения.
Для борьбы с этим явлением ученые и конструкторы разработали целый ряд методов контроля сварных соединений:
- радиационная дефектоскопия;
- магнитный контроль;
- ультразвуковая дефектоскопия;
- капиллярная дефектоскопия;
- контроль на проницаемость.
При радиационной дефектоскопии происходит процесс просвечивание соединения рентгеновскими или гамма-лучами с фиксацией изображения на специальных пластинах. Это самый надежный способ контроля, но, из-за дороговизны и опасности для здоровья, применяется только на самых ответственных изделиях.
Магнитный контроль осуществляется специальными источниками магнитного поля. Магнитный поток, созданный ними, направляется на соединение и искажается в местах с неравномерной плотностью. Результат фиксируется либо с помощью магнитного порошка, либо с помощью специальной магнитной ленты. Метод очень специфический и используется крайне редко.
Ультразвуковая дефектоскопия очень удобный, недорогой и широко используемый метод. Ультразвук, создаваемый специальным удобным и компактным прибором, направляется на шов и отражается от границ разных сред. Отраженный сигнал принимается датчиком и отображается на приборном дисплее. Этот метод мог бы стать универсальным, если бы не некоторые ограничения по списку контролируемых металлов.
Методы борьбы всегда органично вытекают из условий образования. Для того чтобы воспрепятствовать образованию холодных трещин в сварных швах, необходимо: во-первых, устранить факторы, способствующие закалке металла при сварных работах; во-вторых, добиться максимального снижения содержания водорода в металле шва и околошовной зоне; в-третьих, обеспечить равномерное охлаждение шва.
Как показывает практика, учет перечисленных выше особенностей и соблюдение рекомендаций по проведению тех или иных сварочных работ, позволяют соединять широкий спектр металлов швами высочайшего качества.
Читайте также: