Инструкция по контактной сварке
Обновлено: 24.04.2024
Настоящая инструкция является руководящим материалом и предусматривает контактную стыковую сварку оплавлением инструмента из материала:
для рабочей части - Р18, Р9К5, Р9К10, Р6М5, Р6М6К5, Р9, Р12, ХВГ, ХГ.
для хвостовой части - сталь 45, 50, У7, 40Х, 38Х.
1 Подготовка заготовок под сварку
1.1 Длина заготовок должна удовлетворять требованиям таблицы 1.
Диаметр заготовки, мм
П р и м е ч а н и е - заготовки других сечений по длине принимать в сварку, приравнивая их к круглым.
1.2 На стыковых машинах, имеющихся в корпусе 77, сварке подлежат заготовки диаметром от 10 до 70 мм. Заготовки диаметром свыше 70 мм сваривать после подготовки торцев под сварку согласно таблице 2.
1.3 Торцы под сварку должны быть подрезаны перпендикулярно зажимаемой поверхности, допустимое отклонение перпендикулярности поверхностей не более 0,5 мм.
1.4 Заготовки подавать на сварку без окалины, коррозии и грязи. При наличии указанных дефектов заготовки обдуть чугунным или электрокорундовым песком.
1.5 При сварке заготовок разного диаметра на большей заготовке проточить шейку по диаметру меньшей заготовки. Допустимое отклонение в диаметрах ±0,5 мм. Длина шейки для заготовок назначается согласно таблице 3.
1.6 Перед сваркой проверять:
а) соответствие марки стали материалу, указанному в карте движения или наличие клейма заготовительного отдела.
б) размер заготовок с учётом припусков на сварку согласно таблице 3.
в) допустимое коробление заготовок не более 1,0 мм на 100 мм длины.
2 Подготовка оборудования к сварке
2.1 Установить переключатель ступеней согласно таблице 4 или 5.
2.2 Смазать механизм подачи, направляющие и винты зажимов маслом.
2.3 Пустить охлаждающую воду и проверить её подачу.
2.4 Очистить контактные поверхности губок металлической щёткой или наждачной бумагой.
2.5 Приготовить необходимый при сварке инструмент: клещи, молоток, отвёртку, ключи и др.
2.6 Включить рубильник, питающий машину от сети.
2.7 Печь для отжига должна иметь температуру для быстрорежущих сталей 730-750°С, для ХВГ и ХГ 500-600°С.
Т а б л и ц а 2 - Подготовка заготовок инструмента в месте сварки
Фрезеровать концы спирали с припуском на ширину пера 4 мм, на длину 40-50 мм (в цехе №)
Зенкер и фреза хвостовая со сваркой по шейке диаметром не более
Проточить концы на длину, указанную в таблице 3
Зенкер и фреза со сваркой по хвостовой части или шейке диаметром более 70 мм
Сверлить концы на глубину, указанную в эскизе, сверлом диаметром 70 мм при диаметре заготовки 100 мм, сверлом диаметром 60 мм при диаметре заготовки 90 мм, сверлом диаметром 35 мм при диаметре заготовки 80 мм
Зенкер и фреза хвостовая со сваркой на рабочей части
1 Фрезеровать пазы с припуском по 2 мм на сторону для механической обработки.
2 Количество пазов согласно чертежа (делать в цехе №)
Фреза хвостовая и зенкер хвостовой со сваркой на шейке диаметром не более 90 мм
1 Проточить концы на длину, указанную в таблице 3.
2 Сверлить концы сверлом диаметром 60 мм при диаметре шейки 80 мм, сверлом диаметром 20 мм при диаметре шейки 75 мм.
Т а б л и ц а 3
Допуск на сварку, мм
Длина шейки (е) при отношении а:D, мм
для быстро-режущих сталей
для быстрорежущих сталей
П р и м е ч а н и я : 1 Для инструмента без направлений длина шейки должна быть 10-15 мм. В случае, если по чертежу шейка меньше 10 мм, то допускается отклонение в длине шейки до +10 мм при сохранении общей длины инструмента.
2 В случае, если место сварного шва нельзя сделать по чертежу, то разрешается его перенести в нужное для сварки место в строну хвостовой части или производить двойную сварку.
Т а б л и ц а 4 - Технологические режимы стыковой сварки инструмента из стали Р18 и её заменителей
Площадь свариваемого сечения, мм2
Припуск на сварку, мм
Т а б л и ц а 5 - Технологические режимы стыковой сварки инструмента из сталей ХВГ и ХГ
П р и м е ч а н и я:
1 Технологические режимы составлены применительно к сварке заготовок круглого сечения, в случае сварки заготовок прямоугольного сечения режим устанавливать на площади свариваемого сечения, пользуясь этими же таблицами.
2 Максимальный расход губок на стыковой машине ЗТ-100 составляет 90 мм (без переточек). 3 При пониженном напряжении в сети ступень установки устанавливать на одну выше.
3 Сварка
3.1 Установить заготовку в зажимах машины, взяв вылеты из губок по таблицам 4 или 5. Рабочая часть устанавливается в левой неподвижной губке, хвостовая часть - в подвижной правой.
3.2 Сделать контрольный нажим рычагов, проверив соосность заготовок. При правильной установке прочно закрепить заготовки зажимами.
3.3 Закрыть щитком зажимной механизм.
3.4 Включить ножной педалью или кнопкой на рычаге сварочный ток.
3.6 Разводя заготовки и медленно сводя их под током, вызвать непрерывное искрообразование. Признаком нормального оплавления является непрерывность искры. Не допускать перерыва оплавления перед осадкой.
3.7 Включить ток и произвести осадку сильным и резким сжатием заготовок, доведя рычаг до упорного винта.
3.8 Откинуть щиток.
3.9 Освободить в первую очередь левую часть заготовки (рабочую), а потом правую.
3.10 Отвести подвижную плиту и вынуть заготовку за хвостовую часть клещами.
3.11 Быстро осмотреть заготовку и поместить в печь для отжига.
4 Отжиг
4.1 Отжиг заготовок инструмента из быстрорежущих сталей
4.1.1 Температура печи во время загрузки должна быть 730-750°С.
4.1.2 По окончании сварки и заполнения печи поднять температуру до 870±10°С.
4.1.3 Выдержать при температуре 870±10°С 3,5-4,0 часа.
4.1.4 Снизить температуру печи до 730-750°С и выдержать при этой температуре 1,5-2,0 часа.
4.1.5 Выключить печь и охлаждать заготовки с печью до 550-600°С. Дальнейшее охлаждение на воздухе.
4.2 Отжиг заготовок инструмента из стали ХВГ, ХГ и др.
4.2.1 Температура печи во время загрузки должна быть 550-600°С.
4.2.2 По окончании сварки и заполнения печи поднять температуру до 780-800°С.
4.2.3 Выдержать при этой температуре 2,0-3,0 часа.
4.2.4 Снизить температуру печи до 350-400°С. Дальнейшее охлаждение на воздухе.
4.2.5 Заготовки с двойной сваркой отжигать после сварки каждого стыка.
5 Зачистка шва
5.1 Зачистка сварного шва производится на токарном станке. Допускается уменьшение диаметра на сварном шве на 0,5 мм. Шов на некруглых заготовках зачищать на точиле кругами Ш 400?50?127 24А-25 СТ2-К.
6 Рихтовка
6.1 Заготовки, имеющие после обдирки грата коробление или несоосность более 0,5 мм, рихтовать с подогревом в электропечи КН-15 при температуре 600-700°С на металлической плите молотком с прокаткой по плите, определяя коробление на глаз. Заготовки больших сечений рихтовать на пневматическом или ручном винтовом прессе.
7 Контроль сварки
7.2 Прочность шва проверяется ударами хвостовой части о металлическую плиту. Ударять 2-3 раза с поворотом на 180°.
7.3 Наружный осмотр на отсутствие раковин, трещин и др. дефектов.
7.4 Проверить размеры заготовки. В случае неувара металла производить подлезку, оставляя припуск на механическую обработку по 3 мм на каждый торец. Инструмент, имеющий вспомогательный центр, подрезать с учётом его (10 мм на 1 центр).
7.5 Несоосность заготовок не более 0,5 мм.
7.6 После окончательной механической обработки допускается выпуск в нормальную эксплуатацию сварного инструмента, имеющего видимые раковины, если размеры их не превышают размеров, указанных в таблице 5.
Инструкция по охране труда для сварщика на машинах контактной (прессовой) сварки
На странице представлен образец бланка документа «Инструкция по охране труда для сварщика на машинах контактной (прессовой) сварки» с возможностью скачать его в формате DOC и PDF.
Тип документа: Инструкция
Для того, чтобы сохранить образец этого документа себе на компьютер перейдите по ссылке для скачивания.
Размер файла документа: 44,0 кб
Бланк документа
Примечание. На оборотной стороне инструкции рекомендуется наличие виз: разработчика инструкции, руководителя (специалиста) службы охраны труда, энергетика, технолога и других заинтересованных лиц.
Настоящая инструкция по охране труда сварщика на машинах контактной (прессовой) сварки разработана с учетом условий его работы в конкретной организации - _______________.
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К выполнению сварочных работ на машинах контактной (прессовой) сварки (далее - сварке) допускаются лица не моложе 18 лет, прошедший медицинское освидетельствование, техническое обучение по данной специальности и инструктаж, сдавшие экзамен, имеющие практические навыки проведения работ по сварке и удостоверение на право проведения работ по сварке.
Сварщик, не сдавший испытания по сварочным работам и не прошедшие проверку знаний по охране труда, пожарной безопасности, к выполнению сварочных работ не допускается.
1.2. Повторный инструктаж и проверка знаний по охране труда и производственной санитарии должны производиться не реже одного раза в квартал с отметкой в специальном журнале и личной карточке сварщика. Не менее одного раза в год производится проверка знаний специально созданной комиссией, назначенной приказом руководителя организации. Результаты проверки знаний сварщиков должны быть оформлены протоколом, номер которого проставляется в удостоверении и скрепляется печатью организации.
1.3. Сварщик должен проходить периодические медицинские осмотры в установленном порядке.
1.4. Сварщик, переведенный из одного цеха в другой, может быть допущен к работе после получения вводного инструктажа и проверки знаний по охране труда.
1.5. При электросварочных работах сварщик подвергается опасности поражения электрическим током, воздействия высоких температур и выбросов капель расплавленного металла и искр из сварочной ванны, радиационного воздействия и мягкого рентгеновского излучения при специальных видах сварки, сильных электромагнитных полей, значительных концентраций сварочных аэрозолей и газов, ионизация воздуха, шума, вибрации, опасности ушибов и порезов рук о кромки свариваемых деталей, которые могут стать причиной травм и профессиональных заболеваний.
При сварке изделий из синтетических материалов основными неблагоприятными факторами являются высокочастотные электромагнитные поля значительной интенсивности, выделение летучих токсичных веществ (фенола, окиси этилена, формальдегида, паров ацетона и органических растворителей).
1.6. Применяемое сварочное оборудование должно быть оснащено предохранительными и ограждающими устройствами. Запрещается работать без экранирования, устройства местной вытяжной вентиляции.
1.7. При сварке под слоем флюса (как автоматической, так и полуавтоматической) каждый сварочный аппарат должен быть оснащен отдельным заземляющим проводом непосредственно с заземляющей магистралью, все части автоматов и полуавтоматов должны быть надежно заземлены, плавкие предохранители должны соответствовать паспортным данным, шкафы, пульты должны иметь дверцы с блокировкой, отключающей первичное напряжение при их открытии.
1.8. Опасность поражения электрическим током при сварке.
1.8.1. Большая опасность поражения электрическим током обуславливается тем, что часто эта опасность не воспринимается человеком как источник непосредственной опасности.
1.8.2. При протекании электрического тока через тело человека возникает опасность поражения его отдельных органов или организма в целом.
1.8.3. Основными видами поражения электрическим током являются: ожоги электрической дугой, удар при прикосновении к токоведущим частям, разрыв тканей и др.
1.8.4. Наиболее опасным является электрический удар, сопровождаемый у пострадавшего судорогами, потерей сознания, сильным ослаблением или прекращением деятельности органов дыхания и кровообращения.
1.8.5. Тяжесть электрической травмы зависит от величины сопротивления тела человека электрическому току, от величины электрического тока (табл. 1) и продолжительности контакта, от величины соприкасаемой поверхности и плотности контакта, от влажности, чистоты кожи и наличия царапин. Эта опасность резко возрастает, если, например, руки сварщика покрыты машинным маслом или мелкими металлическими частицами от стружки.
Таблица 1. Поражающее действие тока на различные органы человека
1. Сила тока, проходящего через тело пострадавшего, зависит от площади контакта: чем больше его площадь, тем меньше сопротивление прохождению тока оказывает кожный покров.
2. С увеличением времени контакта по мере прохождения тока в результате нарастающего нагревания и поражения рогового слоя кожи уменьшается сопротивление тела пострадавшего.
3. Степень опасности поражения электрическим током зависит от того, каким образом произошло включение пострадавшего в электрическую сеть. Наибольшую опасность представляет двухполюсное прикосновение.
4. При кратковременном контакте степень поражения электрическим током зависит от фазы работы сердца пострадавшего: особую опасность представляет совпадение прохождения тока с периодом между сокращениями и расширениями предсердий и желудочков сердца, длящимися около 0,1 с.
5. Допустимое безопасное напряжение для нормальных условий работы при исправной сухой спецодежде и обуви принимается: для сухих помещений - 36 В и ниже, для сырых помещений - 12 В и ниже.
1.8.6. Токоведущая сеть сварочных установок (к сварочным постам, трансформаторам и особенно к передвижным сварочным установкам) не должна иметь изношенных, оголенных или голых проводов, могущих стать причиной поражения током не только сварщиков, но и посторонних лиц.
1.8.7. Прокладка проводов к трансформатору по полу, по земле или другим способом, при котором изоляция провода не защищена, а сам провод доступен для прикосновения, запрещается.
1.8.8. Стены сварочных кабин, переносные ширмы, стены сварочных цехов должны окрашиваться в светлые матовые тона цинковыми белилами, желтого крона или титановыми белилами.
1.9. Сварщик должен быть защищен от воздействия лучей сварочной дуги, аэрозоля и газов, от поражения электрическим током, выплесков расплавленного металла, брызг, искр, от ожогов рук, тела при соприкосновении с расплавленным металлом в зоне сварного шва и др. как средствами коллективной, так и индивидуальной защиты.
1.10. Спецодежда. Защитный костюм должен быть прочным, огнестойким, легким, воздухопроницаемым, неэлектропроводным с малой усадкой. Костюмы из брезентовой парусины с огнестойкой пропиткой с накладками из кожевенного спилка и тентового материала удовлетворяют этим требованиям.
1.11. Рукавицы должны быть прочными и достаточно эластичными, не должны прожигаться при попадании искр, не изменять своих свойств при температуре до -25 град. С. Рукавицы из кожевенного спилка удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или длинными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием. Рукавицы из брезента не пригодны как по срокам носки, так и по качеству.
1.12. Спецобувь должна обеспечивать защиту ног сварщика от ожогов и травм. Ботинки с носками, облицованными металлическими пластинками, и с боковой застежкой исключают попадание искр и капель расплавленного металла и обеспечивают необходимую защиту ног от механических травм.
1.13. При повышенной опасности поражения электрическим током сварщик обеспечивается диэлектрическими перчатками, галошами, резиновыми ковриками.
1.14. Для защиты органов дыхания сварщика при незначительных концентрациях газов и аэрозоля могут применяться противопылевые респираторы ШБ-1, "Лепесток", "Астра-2"; при высоких концентрациях газов и аэрозоля должны использоваться шланговые противогазы с принудительной подачей воздуха, системы принудительной подачи воздуха под маску электросварщика.
1.15. Для защиты глаз и лица сварщика должны применяться специальные щитки и маски со смотровым окном, размер которого не должен уменьшать угол зрения сварщика, оборудованным светофильтром, соответствующим конкретным условиям излучения сварочной дуги (табл. 2).
Таблица 2. Защитные светофильтры
Пучок излучения при сварке должен быть направлен на неотражающие и невоспламеняющиеся поверхности, траектория пучка излучения должна быть недоступна для сварщика. Для сварщика обязателен офтальмологический контроль.
1.16. Для защиты головы сварщик обеспечивается защитными касками из токонепроводящих материалов.
1.17. Для защиты органов слуха от шума должны использоваться вкладыши типа "Беруши" или наушники.
1.18. Сварщик несет ответственность за нарушение требований настоящей инструкции в соответствии с действующим законодательством.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Осмотреть, привести в порядок и надеть спецодежду и спецобувь.
2.2. Проверить исправность и комплектность СИЗ.
2.3. Осмотреть рабочее место, убрать с него все, что может мешать работе, освободить проходы и не загромождать их.
2.4. Проверить исправность оборудования, соединений, предохранителей и блокираторов.
2.5. Убедиться в исправности вентиляции, заземления и других защитных устройств.
2.6. Освободить рабочее место и прилегающее пространство от легковоспламеняющихся материалов.
2.7. Проверить исправность освещения, рубильников.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Сварку следует выполнять только в спецодежде и с применением СИЗ, в том числе установку деталей и изделий в приспособления.
3.2. Сварку на контактных и точечных машинах простых изделий, узлов и конструкций, трубопроводов и емкостей из стали, цветных металлов, сплавов, неметаллических материалов и инструмента, сварку трением, резку заливов, складчатостей, наростов на отливках на установках воздушно-электроконтактной резки (ВЭКР), при выполнении работ на самоходных стыкосварочных машинах, работающих в полевых условиях от собственных источников питания, проводить только по утвержденной технологии.
3.3. Требования безопасности при эксплуатации баллонов со сжатыми и сжиженными газами:
3.3.1. При получении баллонов на складе их необходимо осмотреть и убедиться в том, что:
- на корпусе баллона нет вмятин, повреждений;
- срок годности баллона, указанный на клейме, не истек;
- защитный колпак на вентиле имеется;
- вентиль исправен и газ в баллоне имеется (для чего вставить скобу от вентиля и плавным поворотом специального ключа приоткрыть вентиль. Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допускается).
3.3.2. Для транспортирования баллонов необходимо применять специальные тележки. Переноска баллонов на плечах даже на короткое расстояние запрещается, т.к. при случайном падении баллона возможна травма, а при ударе его о твердый предмет возможен взрыв.
3.3.3. Отогревание замерзшего баллона (редуктора) с углекислым газом необходимо производить путем размещения баллона в теплом помещении с температурой 20 - 25 град. С до полного отогревания. Может быть допущено отогревание редуктора водой с температурой не более 25 град. С.
Отогревание баллона (редуктора) пламенем горелки, струей пара запрещается, т.к. при резком нагреве может произойти взрыв.
3.3.4. Размещение баллонов следует производить не ближе 5 метров от нагревательных приборов, т.к. давление сжиженной углекислоты в баллоне при изменении температуры окружающего воздуха от 0 до 20 град. С повышается от 35 до 50 атм.
3.3.5. Баллоны на рабочем месте должны храниться в вертикальном положении в специальных стойках или шкафах или в горизонтальном положении. Во всех случаях баллоны должны быть закреплены.
3.3.6. При сварке на открытых площадках в зимнее время баллоны с углекислым газом во избежание замерзания должны размещаться в утепленных помещениях.
Для предотвращения замерзания углекислого газа в редукторе перед ним должен быть установлен подогреватель напряжением не выше 36 В и мощностью не более 70 Вт с исключением контакта спиралей нагрева с баллоном и его нагрева.
3.3.7. При централизованном питании сварочных постов углекислым газом контейнеры-накопители должны быть огорожены с шириной прохода между контейнером и металлическим ограждением не менее 1 м. Вблизи контейнера не должно быть источников нагрева.
При использовании в качестве сосудов-накопителей транспортных автоцистерн площадка должна быть оборудована грузоподъемными средствами для погрузки и разгрузки автоцистерн.
3.3.8. При установке на открытом воздухе контейнер со сжиженным углекислым газом должен быть укрыт навесом, защищающим его от прямых солнечных лучей и атмосферных осадков.
3.3.9. Рабочее давление в контейнере должно поддерживаться автоматически в пределах 8 - 12 атм.
3.3.10. На площадке подачи защитного газа к сварочным постам должно находиться не более 20 баллонов и не должно находиться посторонних предметов и особенно горючих веществ.
3.3.11. Питание подогревателя снабжения сварочных постов углекислым газом от контейнеров или рамповой системы должно осуществляться горячей водой или паром.
3.3.12. При эксплуатации контейнеров со сжиженным аргоном освобождение контейнеров должно производиться с помощью испарителя. Открытие и закрытие вентилей должно производиться плавно, без толчков и ударов. Подтяжку болтов и сальников на вентилях и трубопроводах нельзя производить под давлением. Во избежание обморожения необходимо избегать попадания жидкого аргона на кожный покров.
3.3.14. К обслуживанию контейнеров и рамп допускаются сварщики, сдавшие экзамены по устройству и безопасной эксплуатации сосудов, работающих под давлением.
3.3.15. Хранение в одном помещении баллонов с кислородом и баллонов с горючими газами запрещается.
3.3.16. Остаточное давление газа в баллоне должно быть 1 - 2 атм (для проверки на наполнительной станции находящегося в баллоне газа). Расходование газа из баллона полностью не допускается.
3.4. Запрещается использовать сжиженные газы при работах, выполняемых в подвальных помещениях.
3.5. Металл, поступающий на сварку, должен быть очищен от краски (особенно на свинцовой основе), масла, окалины, грязи для предотвращения разбрызгивания металла и загрязнения воздуха испарением и газами.
При сварке окрашенного, загрунтованного металла его необходимо очистить по линии шва. Ширина очищаемой от краски полосы должна быть не менее 100 мм (по 50 мм на каждую сторону).
Применение для этой цели газового пламени запрещается.
3.6. Зачистку деталей и изделий под сварку и после сварки выполнять исправным инструментом.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении возгорания - прекратить работу, обесточить оборудование, оповестить окружающих и непосредственного начальника, вызвать пожарную команду, эвакуировать людей из опасной зоны и принять меры по ликвидации очага загорания.
4.2. В случае поражения током, при отравлении газами, при получении ожогов - прекратить работу, обесточить оборудование, оповестить окружающих и непосредственного начальника, вызвать медицинскую помощь, принять меры по оказанию первой медицинской помощи.
4.3. Возобновление работы возможно только после устранения неисправностей, проверки оборудования и помещения.
4.4. Доврачебная помощь при поражении электрическим током
4.4.1. Исход поражения электрическим током зависит от того, как быстро освободили пострадавшего от действия электрического тока, и от того, оказали ли ему своевременно и правильно первую доврачебную помощь.
4.4.2. При освобождении пострадавшего от действия электрического тока необходимо применять резиновые перчатки, использовать сухие доски, резиновые коврики.
Освобождение пострадавшего на высоте от действия электрического тока необходимо производить, кроме того, с применением мер, предотвращающих падение пострадавшего при снятии напряжения.
4.4.3. Освобождение пострадавшего от действия электрического тока должно производиться отключением напряжения в сети, снятием токоведущего провода с пострадавшего, перерезанием (перерубания) токоведущего провода и другими способами.
4.4.4. Если пострадавший после освобождения от действия электрического тока находится в сознании, необходимо расстегнуть или снять стесняющую одежду, обеспечить полный покой и доступ свежего воздуха до прибытия медицинского персонала.
4.4.5. Если пострадавший не дышит или дышит судорожно, после освобождения его от стесняющей одежды необходимо сделать искусственное дыхание одним из известных методов.
При способе "изо рта в рот" производят 10 - 12 вдуваний в рот (или в нос) пострадавшему в 1 мин. В гигиенических целях воздух должен вдуваться пострадавшему через смоченную марлю или специальную трубку.
Одновременно с вдуванием должен производиться наружный массаж сердца ритмичными сжатиями передней стенки грудной клетки крест-накрест сложенными ладонями.
4.4.6. Обязательным требованием для работ с повышенной опасностью поражения электрическим током является наличие в каждой смене, на каждом участке или объекте производства таких работ персонала, обученного практическим приемам освобождения от действия тока и методам оказания первой доврачебной помощи. При проведении работ по газовой сварке в специально отведенном месте должны находиться средства для оказания первой медицинской помощи: стерильный перевязочный материал, кровоостанавливающий жгут, лейкопластырь, бинты, настойка йода, нашатырный спирт, спринцовка для промывания, мазь от ожогов.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. После прекращения работы - отключить оборудование и аппаратуру, убрать инструменты и приспособления.
Описание технологии контактной точечной сварки
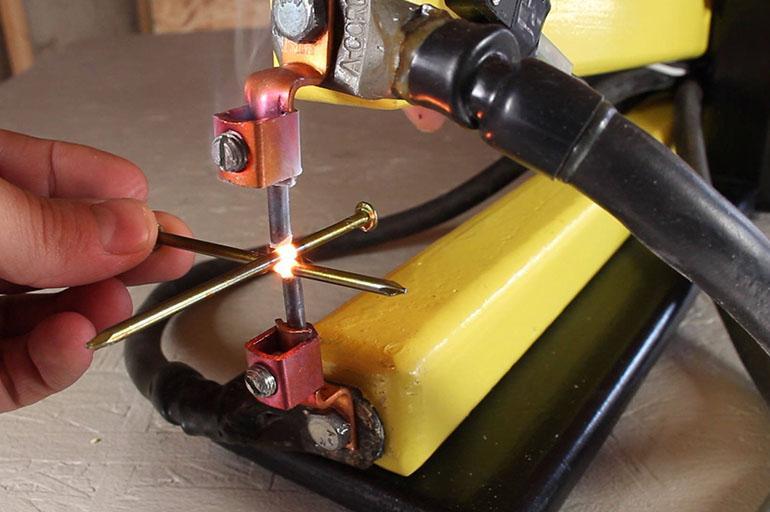
Точечная сварка
Точечная сварка чаще всего используется в бытовых условиях. С ее помощью можно надежно и быстро соединить металлические элементы. Для этого не нужно быть профессиональным сварщиком, а само оборудование можно сделать своими руками.
.jpg)
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
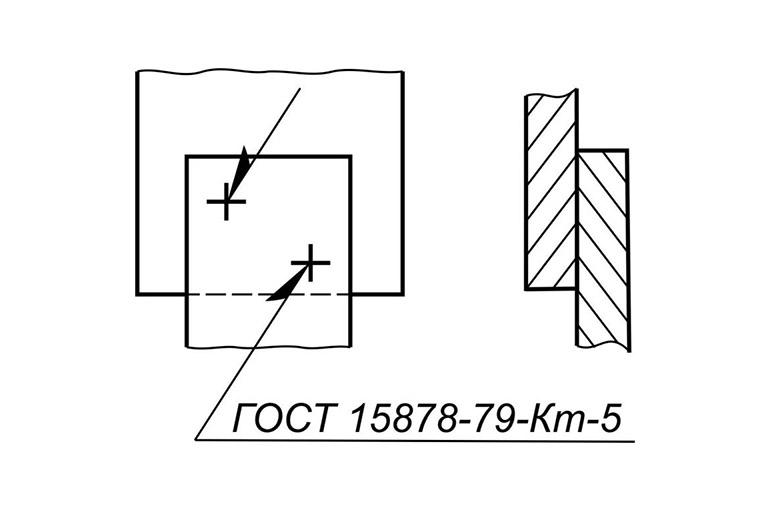
Обозначения по ГОСТу на чертежах
Сфера применения и как это работает
Основные отличия контактной точечной сварки:
- кратковременное воздействие на соединяемые элементы;
- малая площадь расплавления материала;
- напряжение – 1-3 В;
- ток – от 2000 А;
- усилие в точке соединения – 10-100 кг.
Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Трансформаторы для выполнения точечной сварки используются в автомастерских (устранение вмятин). По этой технологии также осуществляется пайка литиевых батарей ноутбуков.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.

Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Техника оплавления применяется для деталей с площадью сечения до 10 тыс. см².
Какие плюсы и минусы имеет
Благодаря высокой производительности и простоте эксплуатации оборудования точечная технология сварки получила широкое применение.

- при малом расходе электрической энергии агрегат обеспечивает более 100 спаиваний в минуту;
- возможна автоматизация рабочего процесса;
- отсутствует необходимость в применении флюсов, присадок и проволоки;
- получаются прочные соединения без остаточных деформаций.
Недостаток: негерметичные швы. Агрегат работает прерывисто, спайка материалов осуществляется в нескольких отдельных точках.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
Плоские электроды применяют для одно- и двухсторонней сварки. В остальных случаях используют элементы бочкообразной формы.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
.jpg)
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
Типы используемых аппаратов
При контактной точечной сварке агрегат способен выдавать разный ток.
По этим признакам оборудование делится на категории:
- с постоянным и переменным током;
- низкочастотное;
- конденсаторное.
Для сваривания стальных сеток на предприятиях используют многоточечные агрегаты, которые позволяют делать соединения одновременно в нескольких местах.
Но самыми востребованными являются одноточечные модели, для которых используется переменный ток.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.

Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Промышленные модели, способные сваривать одновременно 3 стальных листа обозначают – «3+3+3 мм».
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
.jpg)
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Какие дефекты возможны при точечной сварке
В производстве и бытовых условиях востребована многоточечная технология сваривания стальных изделий. Ее используют для соединения тонких деталей. Швы получаются качественными и прочными.
Но не исключены и дефекты:
- Прожог. В изделиях в процессе перегрева материала и стекания стали образуются отверстия и легко отрываются сплавленные кромки. Это происходит при высокой силе тока, избыточной силе сжатия, продолжительном импульсе. Для предупреждения прожогов рекомендуется уменьшить прижим клещей и ток.
- Стекание расплавленного металла. Расплавленный материал способен выйти из ядра из-за продолжительного применения слабого импульса или сильного сжимания клещей. При выполнении сварочных работ сталь выплескивается из точек в виде искр. А при таком продолжительном факторе прочность соединения существенно снижается.
- Непровар. Причиной того, что слабо нагревается ядро, может быть недостаточная сила сжатия и слабый импульс. Непровар возникает при близких точках сварки, т.к. соседняя точка является шунтом, который пропускает через себя часть энергии.
Также из-за короткого импульса или плотного прилегания соединяемых деталей может получаться недостаточная площадь расплава. В подобных случаях в одной сварной точке образуется несколько микросплавов, которые суммарно дают более слабое соединение, чем цельная точка.
Исправление ошибок
Точечная бесконтактная или контактная сварка осуществляется согласно разработанной технологии. Но в этой методике есть сложности, способные вызвать различные дефекты. А достаточно сложная диагностика точную картину о виде и качестве шва не дает.
Для устранения дефектов рекомендуется выполнить следующие действия:
- высверлить соединение, повторить спаивание полуавтоматом;
- проварить точечный шов еще раз;
- зачистить наружные выплески материала;
- установить вытяжную или сварную заклепку;
- проковку разогретой точки.
Чтобы не приходилось исправлять недочеты, рекомендуется перед выполнением работ потренироваться на черновых заготовках.
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей – это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.
Контактная точечная сварка

Полтора века человек применяет технологию точечной сварки. Благодаря ей стало возможно производство автомашин и другой всевозможной техники, которой люди пользуются сегодня в привычном режиме. Со временем данный способ перекочевал в гаражи и мастерские любителей. Контактная точечная сварка приходит на помощь непрофессионалам, потому что не требует никаких особых предварительных работ, при этом обеспечивая высокую прочность шва.
Далее расскажем о принципах и сферах применения этого способа сварки. Перечислим его виды, часто встречающие ошибки мастеров и дадим пошаговую инструкцию по применению. Масса полезной информации и практические советы ждут вас.
Принцип работы контактной точечной сварки
Технология контактной точечной сварки – это процесс, при котором через кратчайшее расстояние производится подача сильного электрического импульса на плотно сжатые детали. При этом возникает сильное разогревание металлических поверхностей с образованием в точке их соприкосновения расплавленного ядра. При этом плотное сжатие деталей способствует формированию процесса диффузии металлов. При выключении тока и остывании нагретой точки происходит кристаллизация металла.
Прочность точки сваривания настолько высока, что при попытке разрушения соединения металл лопается не в самой точке, а рядом с ней. Принципом работы машины контактной точечной сварки является генерирование импульса при плотном сжатии деталей.

Получить хороший разогрев импульсом металлической поверхности можно только при наличии большой силы тока и низкого напряжения. Промышленные установки контактной точечной сварки обладают такими необходимыми характеристиками: при контактном напряжении порядка 1–3 В, они могут выдавать силу тока 10–15 кА.
Плюсы и минусы контактной точечной сварки
Как и для любой технологической операции, контактная точечная сварка металла обладает как своими преимуществами, так и ограничениями. Сначала перечислим плюсы:
- Cварку можно выполнить тремя способами, которые повышают ее функциональность: точечным, шовным (можно выполнить как контактную стыковую сварку) и рельефным.
- Дает возможность соединять элементы разной толщины.
- Позволяет соединять сплавы, имеющие различный химический состав.
- Есть возможность изменять параметры временных режимов контактной сварки и ее мощность.
- Качественно выполненное соединение с помощью точечной контактной шовной сварки выдерживает высокие нагрузки при давлении (в паровых котлах, стыках рельс), а также динамические и на разрыв.
- Достаточно высокая производительность точечной сварки (1 точка за время от 0,02 до 1 сек) позволяет широко использовать ее в технологических линиях на производствах.
- Автоматизация производственного процесса минимизирует появление погрешностей, возникающих по вине человеческого фактора.
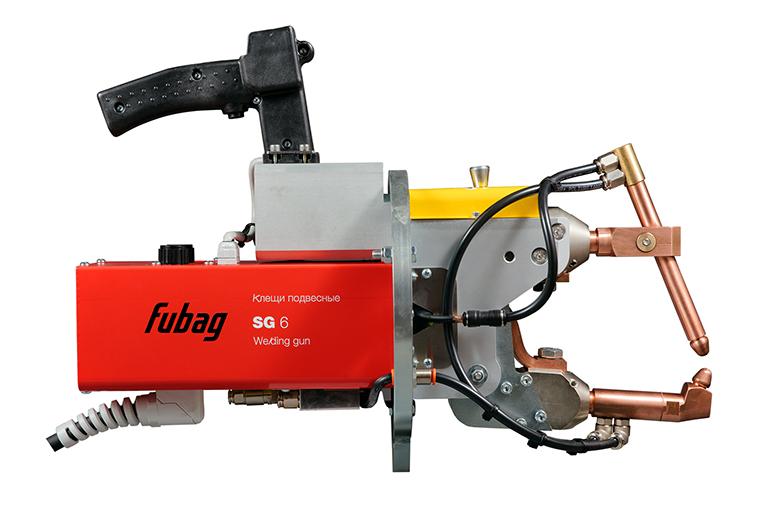
- Имеет многовариантность исполнения: существуют стационарные, подвесные (при контактной точечной сварке клещами), агрегаты передвижного типа.
- Отсутствует необходимость проведения предварительных работ: нагревания заготовок, погружения в защитную среду и т. д.
- Налицо безвредность процесса для окружающей среды.
Но все же у контактной точечной сварки имеются и некоторые минусы, которые выражаются в основном в стоимости выполнения технологической операции и организации проведения работ. Перечислим ее недостатки:
- повышенные требования на допуски (диаметр, толщина стенок);
- высокомощное питание электрических станций;
- узкая специализация оборудования;
- большая стоимость оборудования;
- для выполнения контактной точечной сварки деталей используются ограниченные площади.
Области применения точечной контактной сварки
Применение точечной сварки чаще всего происходит в бытовых условиях. Ею пользуются при необходимости быстро получить надежное соединение металлических элементов. Для этого необязательно быть профессионалом, оборудование можно изготовить самостоятельно.
Чаще всего контактная шовная точечная сварка нашла применение для соединения:
- деталей из профлиста (при проведении декоративных и строительных кровельных работ);
- труб, способных выдерживать любое сильное давление, предназначенных для эксплуатации в агрессивных средах и т. д.;
- меди (например, в автотранспорте, железнодорожных рельсах, узлах автомобилей).
Устройство аппарата контактной точечной сварки
Любой аппарат точечной контактной сварки состоит из следующих двух блоков:
Рекомендуем статьи:
Получить мощный разряд тока при маленьком напряжении можно с помощью трансформатора индукционного типа. Соотношение обмоток (первичной и вторичной) может выдать электрический импульс такой силы, при котором начнется расплавление металла.
В устройство зажимных клещей контактно-точечной сварки входят прижимной механизм и два контакта из графита или меди, размещенные на разных рычагах. Приводы прижимов могут быть:
- Механическими, состоящими из рычага и мощной пружины. Сжатие металлических поверхностей происходит за счет физической силы сварщика. Такие приводы находят применение в бытовых или самодельных установках для обработки контактной точечной сваркой. Являются малопроизводительными и не позволяют должным образом проконтролировать степень сжатия деталей при сварке.
- Пневматическими. Наиболее часто используются в переносных ручных аппаратах, простота регулировки заключается в изменении давления воздушной магистрали. Имеют минус – являются относительно малопроизводительными, так как отсутствует возможность менять давление при сваривании.
- Гидравлическими. Из-за низкой производительности довольно редко применяются в производстве, но зато оснащенность регулируемыми перепускными клапанами обеспечивает им расширенный спектр настроек.
- Электромагнитными. Обладают самыми скоростными характеристиками, могут применяться не только в больших стационарных аппаратах, но и в ручных моделях. Отрегулировать сжатие металлов можно прямо в процессе сварки, что позволяет получить качественный провар соединения и избежать «выплескивания» металла.

Усложнить конструкцию можно с помощью роботизации движения электродов, применив в ней различные системы управления прижимами и током или же оснастив ее контурами жидкостного охлаждения на нагруженных аппаратах.
Машины контактной точечной сварки можно использовать одновременно для точечных, стыковочных и шовных соединений. Каждый тип выбранных электродов для контактной точечной сварки, имеющихся в различных вариантах, воспроизводит определенный по форме шов. По назначению и мощности сварочные агрегаты бывают:
1. Стационарными.
Это тяжелые агрегаты, оснащенные конденсатором и встроенным трансформатором, предназначенные для контактной точечной варки и использованием большого давления. Обладают сверхскоростной производительностью, но ограничены функционально. Наиболее часто их можно увидеть на предприятиях в различных технологических поточных линиях контактной стыковой, точечной или шовной сварки.
2. Вариантом ручных полуавтоматов, применяемых для проведения штучных работ контактной точечной сварки с использованием прижимного усилия клещей.
Оснащение полуавтоматикой позволяет ее эффективно использовать для бытовых нужд или в частных мастерских, а также в тех случаях, когда повышенный функционал стоит на первом месте после производительности. Вес таких конструкций составляет не более 15 кг. Толщина свариваемого слоя ограничена трансформаторной мощностью.
Конструктивно машины контактно-точечной сварки бывают:
специализированными;
подвесными, которые в свою очередь подразделяются на:
Помимо этого, по типу вырабатываемой электроэнергии установки контактной точечной сварки разделяются на устройства:
- с переменным током;
- низкочастотные;
- конденсаторного типа;
- с постоянным током.
К самым распространенным моделям относятся агрегаты конденсаторного типа и переменного тока.
Параметры контактной точечной сварки по ГОСТу
Параметры приведены в таблице:
| Толщина детали | Размеры электродов (ММ) | Ток | t тока | F эл-ов | ||
|---|---|---|---|---|---|---|
| (мм) | D | d3 | R | кА | сек | кг*с |
| 0,5 | 12 | 4 | 25–50 | 5,5–6 | 0,08–0,1 | 120–180 |
| 1 | 12 | 5 | 75–100 | 7,5–8 | 0,12–0,16 | 250–300 |
| 1,5 | 16 | 7 | 100–150 | 10,5–11,5 | 0,16–0,22 | 400–500 |
| 2 | 20 | 8 | 100–150 | 13–15 | 0,18–0,24 | 600–700 |
| 3 | 35 | 10 | 100–200 | 20–22 | 0,24–0,3 | 900–1000 |
| 4 | 25 | 12 | 200–250 | 23–25 | 0,4–0,56 | 1300–1500 |
Помимо всего, сфера применения контактной точечной сварки не ограничивается ни способами ее проведения, ни маркой стали.
Виды контактной точечной сварки
По характеру сварного шва и ведению технологической операции электро-контактная сварка разделяется на следующие виды:
1. Рельефный способ контактной точечной сварки.

Технология отличается от контактной сварки по конфигурации рабочих кромок. Процесс предусматривает подготовку выступов, размер и форма которых и определяют вид сварного соединения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
2. Роликовая (точечная контактная шовная сварка).
По сути, является цельным швом, представляющим собой множество отдельных точек. Сварные плоскости проходят через валки, которые и обеспечивают их силу сжатия. Периодичность подачи тока и скорость прохождения заготовок через валки подразделяют швы на шаговые, прерывистые и непрерывные.
3. Стыковая контактная точечная сварка.
Предназначена для соединения легированных сплавов и заготовок с большим сечением, которые плохо поддаются свариванию. Процесс представляет собой соединение при нагреве и осевом смещении заготовок, зажатых в электродах-держателях. При сваривании таких поверхностей можно добавить использование процесса трения.
Разновидности выбора контактной точечной сварки определяются ее узкой специализацией и, следовательно, конструкцией используемого сварочного агрегата. Сварка выполняется согласно методу сопротивления и оплавления (с нагревом и без него). Методика сопротивления применяется для малогабаритных изделий с площадью сечения до 200 мм². Метод оплавления позволяет получить прочное соединение более крупных изделий. Наиболее востребованным является контактный способ сварки.
6 этапов контактно-точечной сваркой
Выбор техники соединения деталей зависит от вида используемого металла и его толщины, однако общая последовательность проведения этапов остается неизменной.

Основные операции при выполнении контактной точечной сварки:
- Подготовка заготовок. Этап подразумевает зачистку предназначенных для соединения поверхностей элементов конструкции от лакокрасочных покрытий, которые препятствуют прохождению тока.
- Сжатие заготовок. Контактная точечная сварка деталей клещами производится с целью появления участков, проводящих ток непосредственно между контактами.
- Прогревание заготовок электрическим импульсом (переменным или постоянным). Чем толще стенки элементов, тем дольше по времени происходит их нагрев.
- Снижение давления на соединяемые элементы (касается только машин автоматической контактной точечной сварки). Такая процедура используется для предотвращения выдавливания расплавленного материала.
- При появлении покраснения металла на участке размещения электродов производится отключение тока.
- На заключительном этапе производится прижим (проковка) деталей на период остывания материала. Такая процедура необходима для формирования прочного сварного соединения.
Параметры настройки оборудования контактной точечной сварки зависят от типа обрабатываемого металла. Качественные характеристики сварного соединения деталей неразрывно связаны с используемой технологией, режимами сжимания элементов конструкции и импульсом.
7 часто встречающихся дефектов при контактной точечной сварке
Во время выполнения контактной точечной сварки деталей, как и при любой другой технологии, могут возникать некоторые дефекты. Для того чтобы их минимизировать и свести к нулю, необходимо обладать определенной информацией и особенно обращать внимание на места их возможного появления. Самыми распространенными видами дефектов являются:
- Частичное или полное непроваривание сварного соединения. В большинстве случаев причиной непровара служит использование электродов низкого качества, заниженная сила тока или чрезмерное сжатие деталей. Такие дефекты в большинстве случаев обнаруживаются при визуальном осмотре, а использование при этом специальных приборов позволяет оценить уровень качества сварного соединения. Такие устройства помогают выявить непровары даже в тех случаях, когда при визуальном осмотре шов кажется идеальным.
- Трещины в зоне сварного соединения. Относятся к довольно распространенным видам сварных дефектов, причиной появления которых является установка завышенных параметров тока либо использование деталей без предварительной операции по зачистке.
- Кромочные разрывы. Такой вид дефекта происходит довольно редко, хотя иногда и встречается. При расчете места размещения сварочной точки следует учитывать расстояние, достаточное для формирования качественного сварного соединения. Каждой толщине металла соответствует определенное расстояние.
- Внутренние выплески. Визуально после завершения сварки такой вид дефекта не всегда определяется. Причина появления дефекта в том, что в процессе сварки расплавленный металл выходит за пределы ядра, что приводит к появлению зазора между деталями. Основная причина появления такого дефекта заключается в следующем: подача длительного импульса на большом токе может привести к чрезмерному расплавлению ядра. Если у вас оборудование совершенно новое, то для наладки инструмента следует сделать несколько сварочных точек на другом материале.
- При появлении покраснения металла на участке размещения электродов производится отключение тока.Наружные выплески. Дефект такого типа можно увидеть невооруженным глазом, возникает он при плохом сжатии металлических заготовок. Отсутствие момента ковки лишает возможности соединения заготовок, и это является причиной появления расплавленной массы снаружи металлического элемента.
- Вмятины. Такой дефект образуется из-за чрезмерного сжатия заготовки либо в случае использования электродов меньшего диаметра. Кроме этого, такие факторы могут способствовать увеличению зоны плавки, а это может привести к появлению дефектов готового шва.
- Прожиги. Являются самым частым видом дефектов. Несмотря на то, что причин их возникновения может быть несколько, наиболее часто они появляются по причине неудовлетворительной зачистки поверхностей и проводниковых наконечников перед контактно-точечной сваркой.
В заключение необходимо отметить, что машины контактной точечной сварки оснащаются безопасным закрытым корпусом, и в таком же виде они должны эксплуатироваться. Перед началом сварочных работ необходимо всегда проверять работоспособность аварийных выключателей и блокировочных кнопок, целостность обмотки проводов и правильность подсоединения электродов.
Выполнять сварочные работы необходимо в защитных очках, в специальной обуви, перчатках, используя при этом диэлектрические коврики. Любая сварочная мастерская должна быть оснащена аптечкой, укомплектованной такими медицинскими препаратами, как глазные капли и пантенол.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: