Инвертор для сварки меди
Обновлено: 28.09.2024
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
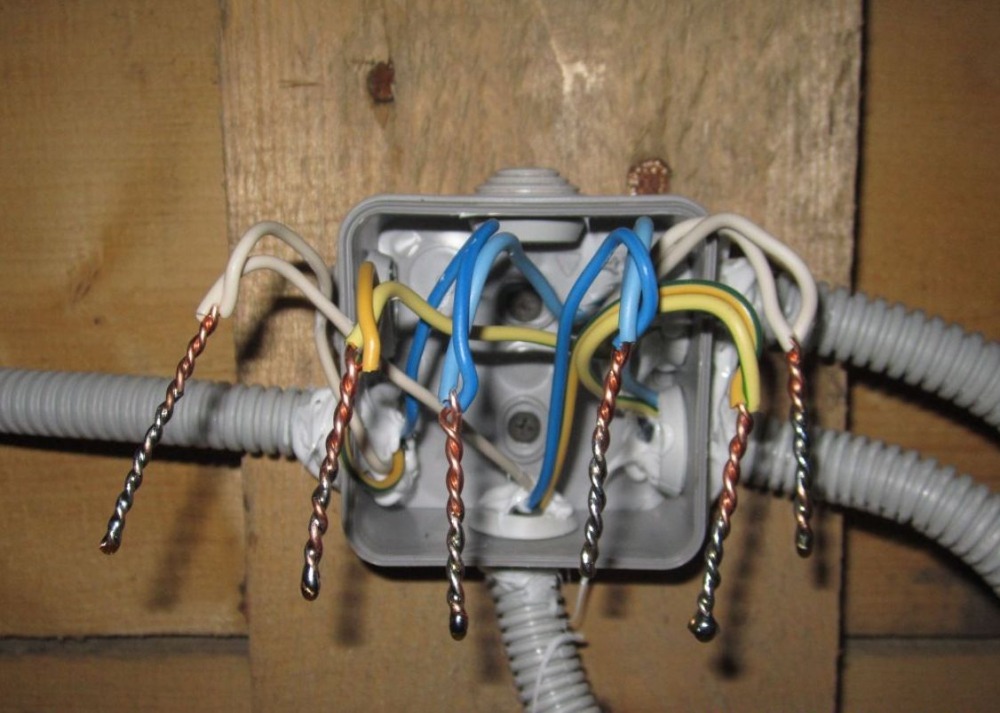
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Как самому сделать индукционный нагреватель из сварочного инвертора

ОБОРУДОВАНИЕ
Индукционный нагреватель из сварочного инвертора представляет собой эффективный прибор с высоким КПД и несложным внутренним устройством. Устройства промышленного производства обойдутся достаточно дорого, поэтому самостоятельная сборка является неплохой альтернативой.
Описание самодельного индукционного нагревателя
Нагревательное оборудование, которое работает по принципу индукции, стремительно набирает популярность. Это обусловлено практически бесшумной работой, эффективным обогревом окружающего пространства и повышенной безопасностью в сравнении с топливными системами.

Устройство самоделки
Самодельный прибор состоит из таких частей:
- Нагревательного элемента. В его качестве используется трубка из металла или полимерных материалов, которая спрятана в индукторном компоненте и содержит теплоноситель.
- Альтернатора (генератора переменного ТВЧ). Устройство требуется для повышения частот бытовой сети. Оно делает их выше стандарта в 50 Гц.
- Индуктора. Представляет собой цилиндрическую катушку из проволоки, которая генерирует электромагнитное поле.
Сфера применения
Принцип индукции широко применяется в таких сферах человеческой деятельности:
- Металлургия. С помощью технологии производится плавка металлических заготовок.
- В бытовой сфере. С помощью нагревателей выполняется готовка пищи, нагрев воды или обогрев частных сооружений.
- В отдельных направлениях промышленности. Метод используется в работе индукционных печей быстрого разогрева.
Принцип работы индукционного нагревателя для металла
Под индуктором подразумевается катушка, изготовленная из медной проволоки, которая провоцирует магнитное поле. С помощью генератора переменного тока формируется высокочастотный поток из базового потока бытовой электросети с частотой 50 Гц. Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
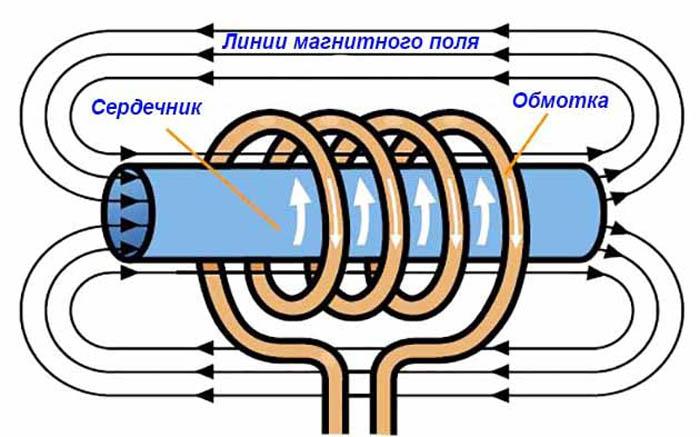
Генератор направляет электрический ток с соответствующими параметрами на катушку (индуктор). Когда сквозь деталь проходит поток заряженных частиц, это вызывает формирование магнитного поля.
Индукционные нагреватели работают по принципу образования электропотоков в проводниках. Магнитное поле может менять направление электромагнитных волн. В случае взаимодействия с металлическими изделиями, оно моментально нагревает их без контакта с индуктором. Этому способствуют вихревые токи.
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т.к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди. Для сравнения, спираль ТЭНа часто перегорает и требует замены.
- Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Недостатки нагревателя
Помимо положительных качеств, нагреватели индукционного типа имеют и недостатки. При размещении на небольшом расстоянии от оборудования можно получить ожоги, поскольку оно нагревает не только теплоноситель, но и окружающее пространство. В сравнении с газовыми котлами индукционные системы дороже в эксплуатации.
В число недостатков относится риск детонации из-за перегрева теплоносителя.
Проблема исключается путем монтажа датчика давления.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
Схемы для изготовления нагревателя
Существуют готовые чертежи для сборки нагревательного оборудования. В зависимости от технических параметров и назначения устройства они различаются.
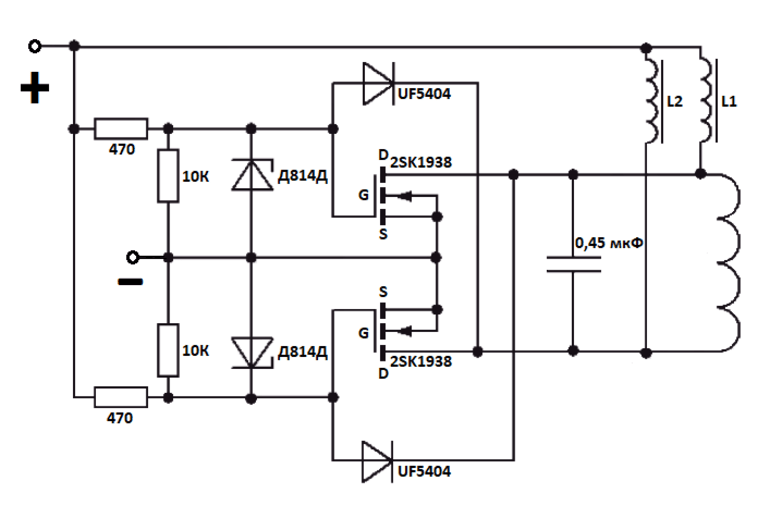
Классическая схема нагревателя функционирует по принципу «двойного полумоста», который оснащен 4 силовыми транзисторами и изолированным затвором. Для управления транзисторами используют микросхему IR2153.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
Последующая сборка производится по такой инструкции:
- На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
- Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК. Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
- Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
- Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Если планируется частая и интенсивная эксплуатация оборудования, лучше подготовить блок питания повышенной мощности.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
.jpg)
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Специалисты применяют для таких целей терморегуляторы с реле и датчиками. Такие элементы умеют отключать цепь при нагреве теплоносителя до требуемой температуры.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.
- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Полезное видео по созданию нагревателя индукционного типа
В предложенных видео подробно описан принцип работы устройств индукционного типа. Также в ролике можно посмотреть особенности самостоятельной сборки агрегата.
Дополнительные советы по изготовлению
При изготовлении системы необходимо изолировать открытые элементы для повышения безопасности. Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
Выполнение сварки меди и ее сплавов в домашних условиях

Сварка металла
Сварка меди часто применяется в быту и промышленности, что объясняется особыми свойствами материала. Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
.jpg)
Трудности сваривания меди в домашних условиях
Сложность сварки этого металла может заключаться в таких особенностях:
- При нагревании медь взаимодействует с кислородом, образуя прочный оксидный налет. Температура плавления такой пленки высока, поэтому следует принимать меры по предотвращению течения окислительной реакции.
- Медь сильно расширяется при нагревании. Этот показатель у нее в 1,5 раза превышает таковой у стали. В процессе остывания металл дает выраженную усадку.
- При контакте с воздухом медь поглощает кислород. Это приводит к формированию неоднородного шва с пустотами и посторонними включениями.
- Из-за высокой теплопроводности медные заготовки быстро перегреваются и остывают. Это негативно отражается на прочности сварного соединения.
- Повышенная текучесть расплава усложняет сварку габаритных деталей. Полностью проплавить одну сторону конструкции не удается. Сварщик сталкивается с трудностями и при формировании потолочных или вертикальных швов.
- Медь частично утрачивает прочность и пластичность при нагревании до +2000 °С. При температуре +5500 °С эти свойства полностью теряются.
Как примеси влияют на свариваемость меди
Наличие других веществ в составе сплава могут делать его более хрупким или менее пластичным, способствовать возникновению дефектов сварного шва. Материал может содержать примеси с температурой плавления, отличающейся от таковой у основного металла. Это усложняет процесс сварки, снижает качество получаемого соединения.

Примеси в чистой меди обнаруживаются всегда. Поэтому на практике рабочий процесс представляет собой сварку сплава, при которой используют флюсы или защитную газовую среду. Рекомендуется применение присадочной проволоки с содержанием кремния, марганца, алюминия.
Вещества делают структуру соединения однородной, помогают получать нужные технические характеристики.
Подготовка материала перед работой
Перед началом сварки меди полуавтоматом выполняют следующие действия:
- Обезжиривают кромки деталей растворителем. Металлической щеткой или наждачной бумагой снимают оксидную пленку.
- Очищают поверхности от пыли и грязи, удаляют посторонние элементы из обрабатываемой зоны.
- Если толщина деталей не превышает 1 см, срезают фаски с одной стороны. Двусторонняя обработка требуется при сварке более массивных заготовок.
Особенности выбора электродов для меди
Для сварки такого материала применяют покрытые специальными составами стержни. Рекомендованы легированные марганцем, кремнием или бронзой электроды. Используемые в качестве покрытия вещества препятствуют образованию оксидной пленки, делают сварное соединение однородным. При выборе стержня учитывают необходимость:
- поддержания стабильной дуги;
- предотвращения окисления меди;
- профилактики появления шлаковых включений, пор, раковин.
.jpg)
Как настроить режим сварки
Процесс протекает при постоянном напряжении. При настройке аппарата выбирают прямую полярность. Силу тока рассчитывают по формуле: Iсв=100×S, где S – толщина металлической заготовки. Для формирования защитной среды применяют аргон, азот, гелий. Длина электрической дуги не должна превышать 3 мм (при использовании инертных газов). При сварке в азоте ее можно увеличивать до 12 мм. Расход газа составляет:
- аргон – 9 л в минуту;
- азот – 18 л;
- гелий – 10-15 л.
Скорость ведения электрода выбирают с учетом геометрии формируемого шва.
Тонкие детали варят холодным методом, толстые – предварительно нагревают в газовой среде.
Используемые для меди припои
Применение флюсов помогает повысить качество соединения, уменьшить число дефектов, сделать конструкцию более прочной. По свойствам припои делятся на высоко- и низкотемпературные.
Высокотемпературные флюсы
Такие припои сохраняют свои качества при нагревании до +1100 °С. В состав средств входят кремний, серебро, цинк, медь, фосфор. Большая часть составов может использоваться при сварке меди и стали или других металлов.

Низкотемпературные флюсы
Такие средства предназначены для использования при нагреве до 450 °С. Их применяют при сварке материалов с низкой температурой плавления.
В состав флюса входят свинец и сурьма. Для усиления антикоррозионных свойств добавляют цинк.
В общем о технологии сварки меди и сплавов на ее основе
Содержащий примеси металл отличается от чистого меньшей теплопроводностью. Поэтому для получения прочного соединения не требуется слишком высокая температура. Технология сварки любым способом состоит из нескольких основных этапов:
- Подготовки деталей. На этом этапе соответствующим образом обрабатывают кромки, закрепляют заготовки в правильном положении.
- Установку защитного экрана, препятствующего перегреву или быстрому остыванию. Это предотвращает образование трещин вокруг сварного соединения.
- Включение и настройку выбранного сварочного аппарата.
- Поджиг электрической дуги вне обрабатываемой области.
- Нанесение флюса на электрод.
- Однократное формирование сварного шва.
- Отключение оборудования.
- Медленное охлаждение конструкции.
Инструкция по сварке меди разными способами
Для соединения деталей из этого металла применяют полуавтоматические или инверторные сварочные аппараты. Выбор технологии зависит от вида оборудования, требований к швам.
Инверторная сварка
Устройство поддерживает стабильные силу тока и напряжение. Имеется несколько предустановленных режимов. Компактный прибор имеет небольшой вес, что облегчает его перемещение. Инструкция по сварке предписывает соблюдение таких правил:
- Шов накладывают небольшими стежками, длина которых не должна превышать 4 см. При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
- Электрод держат под наклоном 10-20°.
- Перед тем как варить медь инвертором, правильно выбирают параметры тока и напряжения. При этом учитывают тип сплава, толщину деталей.
.jpg)
Допускается подключение проводов прямым или обратным способом.
При помощи полуавтомата
Этот тип оборудования применяется при формировании длинных соединений. Равномерная подача присадочного материала делает шов прочным, однородным. Нельзя совершать поперечные движения проволокой или электродом. Это приводит к появлению пор. Сварку полуавтоматом в домашних условиях начинают только после обработки кромки. Рекомендованные параметры сварки:
- диаметр проволоки – 2 мм;
- сила тока – 300 А;
- тип флюса – АН-26 или К-13;
- напряжение – 30 В;
- вид присадочного материала – М1-3.
Сварка аргоном
В этом случае используются вольфрамовые электроды, питающие кабели подключаются по схеме обратной полярности. Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона – 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
.jpg)
Работа в газовой среде
В этом случае сварку осуществляют с использованием горелки. Перед началом работы сварщик должен изучить, в чем заключается сложность при сварке меди этим способом. Затруднения возникают на этапе расчета расхода газа:
- при толщине заготовок до 1 см этот показатель составляет 15 л в минуту;
- если работа ведется с более массивными деталями, расход стоит увеличить до 20-25 л в минуту.
Для равномерного прогрева толстых конструкций применяют 2 горелки. Повысить качество соединения помогают флюсы с содержанием бора.
Состав сварочной проволоки должен полностью соответствовать таковому у соединяемых изделий. Если это невозможно, выбирают максимально близкие варианты.
Выбор сварочного аппарата
Каждый агрегат используется для выполнения того или иного вида работ.
При использовании электродов
Дуговая сварка медных пластин выполняется с использованием неплавящихся электродов в среде аргона. Для этого подходят аппараты Orion 150s или 250s. Они характеризуются компактными размерами, помогают быстро и качественно варить медь. Для инверторной сварки используют агрегат “РЕСАНТА САИ-220 ПН”. Он работает от бытовой электросети 220 В. Устройство снабжено охлаждающей системой, поэтому не перегревается во время работы.

Для приварки проволоки
При сварке таким способом используют инверторный полуавтомат “Энергомаш СА-97ПА20”. Аппарат весит не более 15 кг, работает с проволокой разного диаметра. При необходимости плавной подачи присадки стоит приобрести Shyuan MIG/MMA-290. Устройство выводит расходный материал в рабочую зону со скоростью 2-13 м в минуту. Прибор можно использовать для работы с разными электродами.
Для работы с медными проводами
В этом случае применяют такие устройства:
- “ТС-700-2”, предназначенный для соединения тонких медных жил. Компактный аппарат весит 4 кг, работает от бытовой сети, потребляет не более 1,5 кВт. 1 угольного электрода хватает на 700 сварочных циклов.
- “РЕСАНТА САИ-160”. Инвертор применяется для сваривания скруток. Производитель снабдил агрегат несколькими предустановленными режимами, облегчающими процесс настройки.
- “СВАРОГ ARC 160” с бесступенчатым регулятором параметров. Для подключения кабелей предусмотрены удобные разъемы. Вес аппарата составляет 4 кг, что обеспечивает удобство переноски и работы.

Особенности для разных электродов
Течение сварочного процесса во многом зависит от типа выбираемых стержней.
Сварка угольным электродом
Технология универсальна, поскольку допускается розжиг дуги между 2 стержнями, электродом и заготовкой или массой. Процесс напоминает сварку с горелкой. Для формирования сварного соединения используется проволока БрКМц3-1. Силу тока и напряжение рассчитывают с учетом характеристик металлоконструкции, состава сплава.
Инверторный угольный электрод
К сварке этим способом можно приступать только при наличии соответствующих навыков. При выполнении работ учитывают следующие особенности:
Особенности при сваривании меди с разными металлами
Иногда возникает необходимость соединения разных материалов. Соблюдение некоторых рекомендаций помогает получить надежный, прочный шов.
Нихромовые детали
Заготовки из меди и нихрома сваривают, используя графитовые электроды. Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
С алюминием
Для дуговой сварки меди с этим металлом используют 2 способа:
- Контактный метод. В этом случае учитывают разницу в температурах плавления. При стыковании берут более длинную алюминиевую заготовку. Сварочную ванну обдувают азотом. Воздух подавать в рабочую зону нельзя, это способствует образованию тугоплавкой пленки. При соединении труб элементы надевают на стержень, совмещая в одной точке.
- Замковый способ. В этом случае на алюминиевую пластину накладывают плоскую медную заготовку. Шов формируют по периметру. Его ширина должна совпадать с толщиной полосы. Процесс ведется с применением графитовых вставок, формирующих соединение.
Сварка со сталью
Соединять детали из этих металлов сложно, но возможно. В этом случае применяются те же способы, что при сварке стальных деталей. Обращают внимание на разницу в температурах плавления материалов. Кромку стального элемента делают более длинной и тонкой, чтобы она начала плавиться быстрее. При работе с угольным электродом сварка ведется с током прямой полярности. Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками.
Иногда возникает необходимость соединения стальной заготовки со шпилькой. В таком случае используют точечную сварку меди с обратной полярностью. Процесс ведется с использованием проволоки. Предварительный прогрев деталей не требуется. Заварить стальную шпильку на медной пластине сложно. Поэтому к заготовке прикрепляют кольцо. В него затем вставляют шпильку.
Полезные видео
Просмотр роликов, касающихся способов сварки, поможет освоить основные навыки, избежать возникновения ошибок.
Сварка меди
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.

Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.

Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Чем варить медь способы
Получение гарантированного соединения происходит путем использования различных методов стыковки узлов. Для стыковки применяется:
- газовый аппарат;
- инвертор;
- полуавтоматы;
- инструмент для ручной дуговой сварки.
Соединение выполняется плавящимися и неплавящимися проволочными электродами, в автоматическом или ручном режиме с применением флюса. При действиях с материалами крупного диаметра используется электрошлаковый метод.

Газовая сварка меди
Инверторный способ соединения подразумевает наличие качественного приспособления плавки металла. На строительных торговых рядах представлен широкий ассортимент, позволяющий подобрать инструмент к соответствующему участку. Среди прочих, стоит отметить графитовые электроды, позволяющие производить поделки при разных температурных режимах.
Инвертором
Угол наклона выбирается в пределах 20 градусов, процесс производится прерывисто. Инверторное устройство производит постоянный ток, поэтому сварка происходит небольшими участками длинной до 4 см. В перерывах обрабатываемая зона остывает естественным путем. Дуговая сварка требует применения покрытого защитной оболочкой электрода, в случае отклонения от данного параметра, шов будет окисляться, появятся поры.
Стержни используются формой проволоки, медного сплава с добавлением марганца или кремния. Защитное покрытие играет роль стабилизации дуги, защиты от окислений и образования шлаков. Режим сварки производится постоянным напряжением обратной полярности. Скорость производительности составляет до 15 м/час, зависит от силы тока и диаметра проволоки.
Медные изделия большой толщины подвергаются сварке несколькими подходами. Слои необходимо остудить и зачистить, перед наплавкой следующего шва. Небольшие и средние материалы целесообразно соединить за один подход, таким случаем увеличивается скорость создания, качество соединения. Во избежание рисков появления трещин, применяется обратно ступенчатая технология нанесения швов. Треть длинны обрабатывается после того, как выполнено наплавление с другой стороны.

Процесс исполняется нижним положением, углом вперед, противоположным расположением от стороны сварки. При работе применяется механическим воздействием, с помощью молотка либо кувалды. Для надежной установки на месте, используются подкладки из стали. Сварка меди инвертором обеспечивает надежное соединение, применяемые материалы в виде проволоки повышают требования к прочности, однако негативно воздействуют на пластичность.
Полуавтоматом
Промышленными предприятиями, при больших объемах, применяются автоматические либо полуавтоматические сварочные аппараты. Процесс может производиться роботизированной техникой, либо вручную на шланговых полуавтоматических станциях. Малая толщина спаиваемых участков потребует использования неплавящегося приспособления и специального флюса.
Перед сваркой меди полуавтоматом производится зачистка кромок. Фаскосниматель применяется при больших деталях, форма обработки соответствует V образной, угол раскрытия 60 градусов. Технологический зазор необходим при стыковке тонких механизмов, крупные обрабатываются без зазоров. В первом случае, следует применить подкладку, иначе через шов будет вытекать расплавленный металл.

Сварка меди полуавтоматом
Крупные части невозможно качественно соединить без предварительного подогрева, температура всей полости не должна быть ниже 250 °. Небольшими кусками допускается местный нагрев, что значительно экономит затрачиваемое время. При работе полуавтоматическими установками применяется тонкая проволока сварочного назначения. Прочность крепления зависит от выбранного флюса и сварочной проволоки, а также составляющей основы материала.
Аргоном
Профессионалами, долгое время проработавшими с медными изделиями, аргонный метод определен как один из качественных. Аккуратный шов может быть исполнен на декоративных элементах. Постоянным током сварка выполняется вольфрамовым инструментом, при переменном напряжении обрабатываются сплавы алюминиевой бронзы. Сварка меди аргоном производится при соответствии с некоторыми параметрами:
- Толстые материалы возможно соединить без применения присадочной проволоки.
- Горелка водится колебаниями, т.е. зигзагами, тем самым обеспечивается надёжная спайка металла. В случаях применения присадки, она должна располагаться над пламенем горелки.
- Во избежание прожогов, тонкие элементы свариваются короткими швами. Горелка по окончании шва должна постепенно отводиться.

За исключением аргона, может найти применение азот, гелий и другие газы на их составе. Аргон наиболее часто применяется при стыковании меди, с применением различных присадочных проволок. В домашних условиях ролью прутков могут выступать обычные провода, обезжиренные и зачищенные от оболочки.
Газовая сварка
Технология газовой сварки подразумевает использование бор содержащих флюсов. Получение прочного шва достигается при затратах большого объема газа, до 200 л/час. Процесс производится ускоренным темпом во избежание появления трещин и других неблагоприятных условий.
Присадочная проволока при воздействии газовой горелки должна иметь температуру плавления ниже материала, при спаивании широких зон допускается применять несколько горелок. Применяемая присадочная проволока должна состоять из идентичного свариваемого материала.
Угольным электродом
Процесс ручной работы инструментами угольного типа используется в низко ответственных конструкциях. Угольный электрод используется для обработки частей толщиной до 15 мм, если предстоит производство деталей крупного размера, используются графитовые присадки. Процесс происходит постоянным напряжением длинной дугой, при прямой полярности.

Угольные электроды для сварки
Присадка располагается на небольшом расстоянии от ванны, без погружения в нее. Угол действия электродом для сварки меди составляет 30 °, за создание защитной ванный отвечает боровой флюс с 95% содержанием вещества. В случае превышения толщины металла, более чем на 5 мм, стыковка происходит разделением кромок.
Инвертором угольным электродом
Электроды угольного типа плавятся при трехкратно превышающей обычные изделия температуре. Моментальный нагрев и небольшой расход инструмента позволяют значительно сэкономить, используя инвертор. Работа происходит на пониженных токах, поэтому требуется соответствующий опыт.
Обрабатываются большинством случаев тонкие участки, шов получается качественным, ровным и устойчивым к процессам окисления. Мобильность инверторного аппарата позволяет эксплуатировать его в различных условиях, соединять электрическую проводку.
Сварка нихрома с медью
Нихромовые детали обычно стыкуются с помощью графитовых электродов. Горение дуги происходит устойчивым порядком, длина варьируется в зависимости от параметров напряжения тока, достигает до 55 мм.
Плавление электрода исключено, наконечник способен нагреваться до необходимой к плавлению меди температуре. Структура такова, что происходит термоэлектронная реакция, позволяющая производить действия нагретым приспособлением при мощности от 10А. Достоинством можно отметить удобство эксплуатации, в следствие отсутствия прилипания, а также экономичность.
Сварка угольным электродом в домашних условиях
Самостоятельно изготовить аппарат достаточно затруднительно. Производить сварку меди в домашних условиях позволит недорогой инвертор, предлагаемый на строительном рынке. Модельный ряд предлагает отличительные характеристики мощности и выходного напряжения разновидности, данное условие позволяет выбрать устройство по карману.
При сварке небольших медных частей достаточно инвертора малой мощности. Подключение производится от домашней сети, современные устройства не воздействуют на бытовую проводку повышенными нагрузками.
Наиболее доступны по цене графитовые приспособления, позволяющие в домашних условиях соединить проводку, отремонтировать испорченный радиатор автомобиля.
Сварочный аппарат для меди
Основные агрегаты определены как полуавтоматические, автоматические, аргонные, инверторные агрегаты. Каждый из аппаратов выполняет работы различным способом производства, оснащен отличительными характеристиками.
- Соединение медных пластин может осуществляться аргонной средой органами вольфрамового типа. Инверторы современного типа питаются от бытовой сети, оснащены автономной системой охлаждения, имеют малый вес.
- С проволокой применяется полуавтоматические установки. Существуют различные узлы, в том числе и отечественные, не уступающие импортным аналогам по производительности.
- Медные провода также соединяются инвертором, основной особенностью является экономичность, низкое потребление электроэнергии. Защита от залипания, горячий старт позволят действовать начинающему мастеру без предварительного обучения.

Самодельный сварочный аппарат для сварки угольными электродами
При домашнем использовании наилучшим выбором является агрегат мощностью до 3,5 кВт. Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Сварка медных проводов: разбираемся в технологии

Сварка медных проводов является наиболее надежным и оптимальным способом соединения, хотя и требует определенных навыков. Выполнять эту процедуру необходимо с использованием специального оборудования, в противном случае соединение будет или ненадежным, или не получится вовсе.
Несмотря на эти особенности, сварка провода из меди не составит большого труда. В нашей статье мы расскажем о том, что необходимо для ее осуществления, разберем преимущества сварки перед другими методами и подробно опишем сам процесс.
Преимущества сварки медных проводов над другими способами соединения
Если обратиться к Правилам устройства электроустановок (пункт 2. 1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)

Есть множество способов скрепить кабели, но для сохранения проводимости контактов и прочного и долговечного соединения используется метод сварки проводов. Только он гарантирует отличное сочленение и длительную эксплуатацию при отсутствии какого-либо дополнительного обслуживания.
Для сравнения приведем примеры других соединений и определим преимущества сварки:
- Пайка не очень долговечна и подвержена разрушению, так как при этом способе присутствует припой (третий металл), как правило, более легкоплавкий и рыхлый по структуре. Вследствие химических реакций на границе между двумя сплавами происходит постепенный износ и повреждение металла.
Если в качестве критерия брать трудоемкость процесса и его длительность, то пайка дает результат не хуже, чем сварка. Работу предваряет зачистка концов, использование флюса, прогревание. Сварка угольным электродом занимает всего пару секунд.
- Клеммники и обжимы. Этот способ не такой идеальный, как сварка. Это объяснимо, поскольку основным материалом для проводников является медь – довольно пластичный металл без необходимой упругости. При сварке проводов металл как бы «вытекает» из-под нагрузки, от этого не защищают даже гровер-шайбы. И при использовании специальных, глубоко подпружиненных самозажимных клеммников площадь контактной поверхности останется небольшой. Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
- Скрутка. Этот способ не предусмотрен в ПУЭ, следовательно, запрещен. Он может применяться только как временное соединение перед самой сваркой медных проводов.
- Опрессовка. Метод дает на выходе неразборное соединение, которое по качеству практически сопоставимо со сваркой, однако процесс выходит более затратным. Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Так в чем же преимущество соединения проводов сваркой?
Прежде всего, после сварки получается монолитная комбинация кабелей, поэтому говорить о «контакте» мы уже не можем. Границ проводников больше не существует, и электрический ток, соответственно, проходит через однородный металл.

Кроме этого, сопротивление такого соединения минимально, следовательно, почти не выделяется теплоты.
В результате оплавления может образоваться утолщение, что даст температуру при максимальном токе даже ниже, чем в варианте с подводящими проводниками. Этому также способствует и отсутствие очень плотной изоляции.
Следующий фактор – отсутствие большой ослепительной дуги при сварке скруток медных проводов, если она осуществляется на переменном токе или пониженном напряжении. Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Сварка сталей имеет токи большие, чем при сварке скруток, поскольку медь и алюминий плавятся при более низких температурах, а дуга и брызги металла существенно уменьшаются.
Это вовсе не значит, что средства защиты не нужно использовать. Защитные очки и огнеупорные подкладки необходимы, но сами меры безопасности будут проще, чем, например, при сварке сталей.

Ну и, наконец, для предотвращения окисления проводников в процессе сварки, в том числе алюминия, имеется особый флюс «ВАМИ». Для меди обычно используют буру. Скрутка опускается в углубление с флюсом, сделанное в угольном или углеграфитовом электроде.
Выбор аппарата для сварки медных проводов
Как выбрать правильный аппарат для сварки медных проводов? Обычно используется любой генератор тока: инвертор, выпрямитель или трансформатор. К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
Инвертор
Современные инверторы имеют ряд серьезных преимуществ:
- могут сваривать провода любого сечения;
- им не страшны скачки напряжения в сети, существенно снижен риск «залипания» электрода и пережога медных скруток;
- существуют более простые модели с силой тока до 150–200 А;
- созданы для работы от стандартной электрической сети (без трехфазного тока).
Инвертор проще в работе, чем трансформатор. При процессе сварки постоянным током прямой полярности минус подключается к медному проводу, который нужно сварить, а плюс – к держателю электрода.
Трансформатор
Аппараты предыдущих поколений слишком громоздки и неудобны в транспортировке, но их плюс в том, что они могут создавать ток до 400 А. Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Подключается трансформатор, как и инвертор: минус – на скрутку, плюс – на электрод. Хотя у этих аппаратов неплохая производительность, в процессе они нагреваются и сильно гудят, поэтому требуют периодического отключения для остывания. Также при включении они влияют на напряжение в сети, которое потом стабилизируется. Это необходимо учитывать при выборе работ с данным прибором.
Сварочный аппарат можно сконструировать и на основе понижающего трансформатора, имеющего мощностью до 150 А и напряжение в диапазоне от 12 до 38 В, на него наматывается необходимое количество витков кабеля. Это число рассчитывается при помощи таблиц. Для стабилизации дуги в электрическую схему также включается диодный мост. Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Необходимые электроды для сварки медных проводов
Когда речь идет о сварке медных проводов, то нужно подбирать нужные электроды, для конкретного случая это будут графитовые или угольные.
При сварке в домашних условиях можно использовать стержни батареек либо щитки коллекторных двигателей, а также любые подобные изделия, сделанные из графита.
Графитовые стержни достойно заменят магазинные электроды, но имеется один нюанс: на них нет медного покрытия. Для решения этой проблемы нужно просто доработать держатель. Для этого применяют зажим «крокодил» и для самого электрода, и для соединения массы. Эти предметы не настолько габаритные, как, например, штатные, поэтому можно работать в распределительных щитках. Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.

Угольные и графитовые электроды имеют один общий параметр: их температура плавления в 4 раза выше порога плавления меди. Именно поэтому расход электродов при сварке минимален. Это большой плюс.
Обязательно нужно учитывать, что электрод нагревается до высокой температуры молниеносно, поэтому можно перегреть материал, который вы свариваете, а из-за этого пострадает изоляция в самом кабеле. Сварщик обязан знать эти моменты, чтобы при монтаже электропроводки не случилось никаких аварий.
При положительной схожести угольных и графитовых стержней в процессе монтажа проводки они обладают разными характеристиками:
- Основное различие – их стоимость. Графит более доступен.
- Отличия по цвету: угольный стержень черный, графитовый – имеет темно-серый металлический оттенок.
- Использование угольного электрода при сварке требует от мастера достаточного опыта и навыка такой работы, поскольку дуга от стержня из угля имеет очень высокую температуру, из-за которой может повредиться свариваемая скрутка. С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
- Для инверторного аппарата, оснащенного регулятором силы тока, лучше всего подойдут графитовые стержни. К тому же квалификация мастера может быть невысокой при работе с ними. Графит также дает большую прочность соединению, сопротивляемость окислению, да и качество сварки гораздо лучше, чем с применением угля.
Технология сварки медных проводов
Техника безопасности при сварочных работах очень важна. Их необходимо проводить в защитной маске либо в очках, специальной одежде и рукавицах. Помните, что можно обжечься металлом и его брызгами, повредить глаза («наловить зайчиков»).
В домашних условиях инверторная сварка медных проводов требует использования угольных либо графитовых электродов. Как говорилось выше, в качестве электрода можно использовать и угольный стержень от отработавшей батарейки.
Для более точного ориентирования представляем рабочий диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Медь, которая используется при изготовлении электрических проводов, всегда имеет разный состав и качество. Эти параметры и определяют подходящий режим сварки. Как понять, что выбран оптимальный режим? Убедитесь, что электрод не прилипает к месту сварки, а дуга устойчива. Если уже имеется опыт в сварочных работах, то данные параметры вполне можно соблюдать.
Как проходит сварочный процесс:
- С медного кабеля снимается оболочка изоляции (примерно 7–10 см).
- Многожильные провода скручиваются (процесс скрутки).
- Скрутка подрезается, образуя ровный срез. Нужно оставить длину примерно 5 см.
- На скрутке крепится зажимной механизм из меди для отведения избыточного тепла, устанавливается заземление.
- Срез скрутки подносится к электроду.
- Сварка завершена, когда на конце проводов появляется расплавленный медный шарик, на это уходит порядка 1-2 сек.
- Сварку останавливают, чтобы не повредить изоляционный материал.
- Остывшие концы электропроводки изолируются изолентой или термоусадочной трубкой.
Обратите внимание на то, что, кроме прочего, также необходимо вовремя менять сварочный медный наконечник, который фиксирует электрод в процессе сварки. Его основная задача – подавать электрический ток на электрод. Его состояние будет отражаться на качестве сварочного шва: внутри наконечника есть отверстие, которое и должно хорошо удерживать стержень. К сожалению, оно достаточно скоро утрачивает свои свойства при частых сварках. Сварочный наконечник из меди также быстро изнашивается и чаще всего требует замены.
Сварка медных проводов ручным дуговым способом – пожалуй, самый надежный метод и наиболее качественный вид соединения. Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: