Инверторная сварка не варит прилипает сила тока прибавлена на всю
Обновлено: 05.05.2024
Современные полуавтоматы и инверторы давно вышли за рамки стандартных условий эксплуатации. Ряд моделей способен работать при пониженном напряжении в 130 В. Усовершенствованное оборудование функционирует в режимах наиболее эффективного распределения продолжительности нагрузки, то есть можно варить в течение полной рабочей смены. Расширенный температурный диапазон позволяет создавать металлоконструкции даже при -20 0С.
Тем не менее, и новейшие агрегаты иногда сбоят, подводя в самый неподходящий момент. В этой статье расскажем, почему сварочный аппарат работает, но не варит.
Основные причины отказов
В сравнении с предыдущими поколениями техники современные сварочные аппараты характеризуются более сложным устройством, требующим от пользователей определённых навыков обращения. В случае появления неполадок можно провести первичную самостоятельную диагностику и ремонт.
- Некорректная работа сварочной «начинки» (внутренние проблемы).
- Ошибки с настройками режимов (внешние ошибки).
Понятно, что у новичков чаще случаются помехи из второй группы, поэтому до того как обращаться в мастерскую или вскрывать сварочный инвертор самому, желательно проверить выбранные установки. Основные ошибки с настройками и способы их устранения производители приводят в инструкции.
Как устранить внешние неисправности
- Аппарат включён, но сварочный процесс вести невозможно.
- Дуга горит крайне нестабильно. Наблюдается повышенное разбрызгивание металла.
- В ходе образование шва происходит постоянное залипание электрода.
- После включения аппарат не реагирует на действия пользователя.
Сварочный аппарат включён, варить невозможно
Необходимо проверить целостность кабеля. Не исключена вероятность, что он повреждён. Кроме того, инвертор может не работать по причине отсутствия массы на свариваемой детали.
Проблемы с дугой
Ошибка возникает, если сварочный ток настроен неправильно. Параметр напрямую зависит от диаметра и типа электрода, также значение должно соответствовать скорости, с которой работает сварщик. Снижая скорость сваривания деталей, необходимо отрегулировать и ток на аппарате.
Появление залипания
- В процессе сварки понизилось напряжение.
- Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки.
- Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
- Выбраны провода слишком большой длины (более 30 м).
- Восстановить повреждённую изоляцию кабеля.
- Подтянуть ослабевшие контакты.
Электрод может залипать в результате возникновения замыкания в обмотках трансформатора или сварочных проводах, перегрузки электронной схемы, пробоя конденсаторного фильтра, вышедших из строя диодов.
Отсутствие реакции аппарата
Возможные неполадки могут быть связаны с падением сетевого напряжения. Кроме того, подобную проблему часто вызывает слишком слабый автомат в щитке, отключающий линию во время подключения оборудования. К аналогичной реакции приводит активация внутренней защиты инвертора после слишком длительной работы без перерыва. В этом случае необходимо сделать остановку на 20–30 минут, чтобы система остыла, после чего продолжить работать.
Как проявляются проблемы с напряжением
Ситуация, когда сварочный аппарат включается, но не варит, знакома многим. В процессе работы дуга либо гаснет, либо совсем не поджигается. Ошибка может возникнуть в результате просадки напряжения. Если вы работаете электродом с диаметром прутка 3 мм, в сети должно быть не менее 200 В, для Ø 2мм необходимо минимум 180 В. Сетевое напряжение может падать существенно ниже этих отметок.
Если проблемы с качеством электроэнергии постоянные, а работать необходимо по месту, можно купить генератор с функцией подключения сварочного аппарата.
Также в этой ситуации поможет стабилизатор напряжения с функцией выравнивания параметра при слишком низких значениях (от 140 В). Если просадки ещё ниже, устанавливают стабилизатор через повышающий трансформатор. Последнее устройство выводит напряжение на заданный уровень, а стабилизатор поддерживает рабочий диапазон. Только трансформатор ставить нельзя. В случае выхода сетевого напряжения на нормальные значения, прибор продолжит поднимать его к установленному диапазону. В результате напряжение может выйти за предельные 280 В, которые способна выдерживать бытовая техника, и потребители просто сгорят.
Причины самопроизвольного отключения оборудования
Если оборудование начало самопроизвольно отключаться, можно самостоятельно диагностировать сварочный аппарат. У большинства моделей предусмотрена функция автоматической защиты от критических ситуаций. Как только параметры выходят за номинальные, система блокируется с одновременным отключением вентилятора.
В таком случае следует проверить сетевое напряжение и убедиться в работоспособности предохранителей на обмотках сварочного трансформатора. Если в этой части всё в порядке, проверяют токовые обмотки. При обнаружении дефекта их либо перематывают, либо меняют на новые. Следом тестируют состояние выпрямителей диодов, неисправные элементы подлежат замене. Случается, что ломается фильтрующий конденсатор (дефектный также необходимо заменить).
При любых неполадках необходимо убедиться, что блок охлаждения сварочного оборудования работает исправно и внутренние пространство не перегревается.
Если аппарат долгое время находится под пиковыми нагрузками, охлаждающий блок перестаёт справляться. Для того чтобы вернуть технику в работу, необходимо сделать перерыв на 30–40 минут. Конструкция, которой обладают сварочные инверторы , предусматривает необходимость в перерывах во время работы. Например, непрерывно варить можно в течение 7–8 минут, после чего сварочнику дают «отдохнуть» 3–4 минуты.
К ремонту сварочного аппарата инверторного типа желательно приступать после изучения схемы и принципа работы оборудования.
Почему электроды прилипают

Залипание электрода — распространенная проблема, с которой сталкиваются как новички, так и опытные сварщики. В этой статье будут рассмотрены причины возникновения этого явления и способы его устранения, а также что делать если электрод прилипает к металлу при сварке инвертором.
Среднее время прочтения: 5 минут.
Содержание
Причины залипания электрода при сварке инвертором:
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
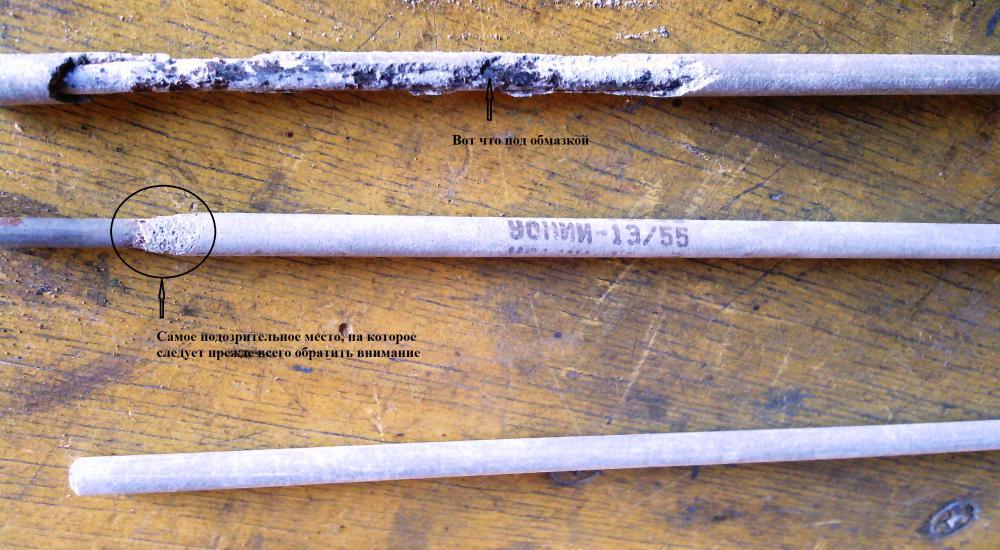
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на "плюс" или на "минус").
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
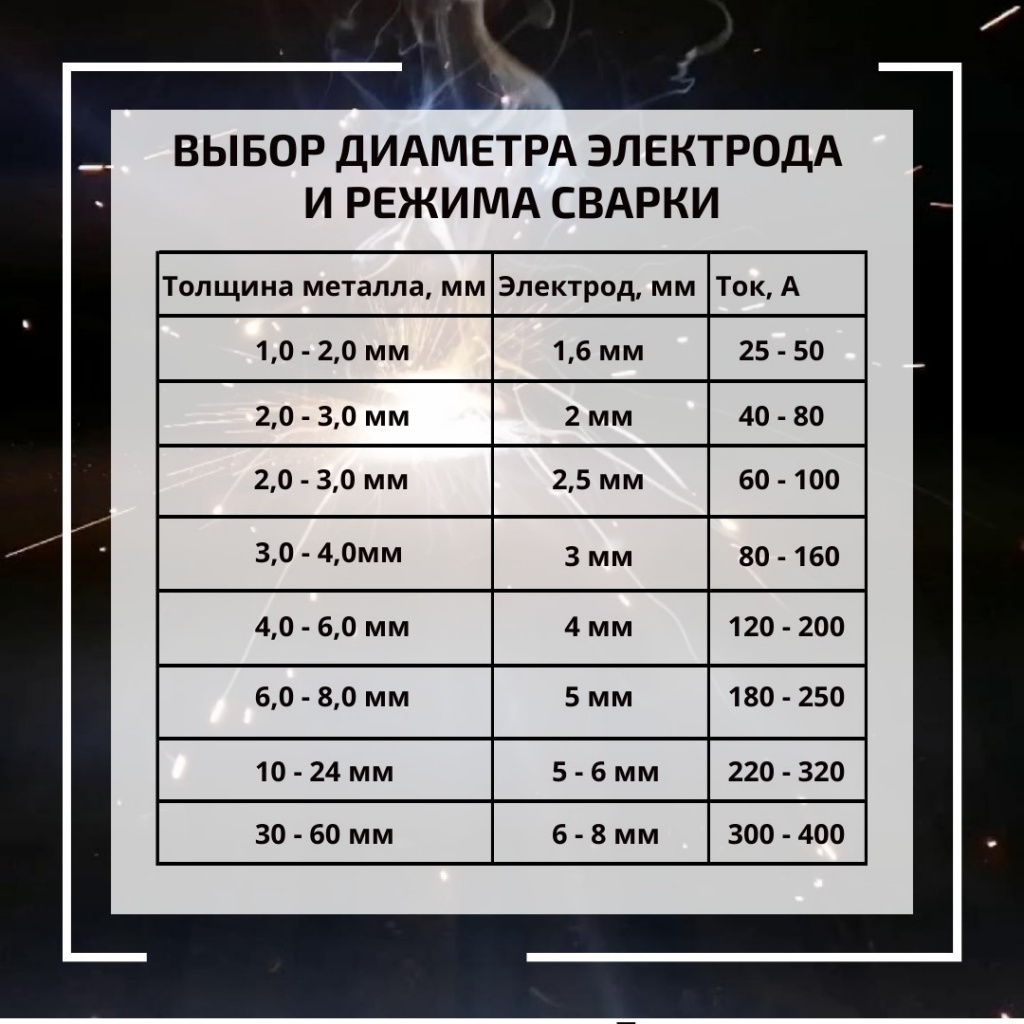
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.

Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.

3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.

5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
Почему прилипает электрод при сварке инвертором Ресанта
варить не умею но все же купил инвертор не дорогой ресанта на 160 ампер и вот мучаюсь веть так не должно же быть, электрод липнет и все . например ситуация такая берешь трубу и привариваешь к трубе труба на 50 % конечно в ржавчене, поскаблишь ее не много цепляешь массу и с тавиш на 80 ампер меньше не берпет больше кипит и тд, но вот начинает прилипать раз десять, мат перемат схватило потом вроде варит. но пока схватит на срешь уже не то. и так варить не можешь так еще это . а когда что нмбутьв не удовном месте что то приварить надо то вообще беда . от чего так может быть ?? мож что с аапаратом, сомной или еще от чего.
1. Купи синие электроды.
2. Проверь удлинитель, может быть большое падение напряжения и инвертер не дает нужного тока.
Там нужно знать какая полярность электродов. Попробуй силовые провода местами перекинуть. Но сперва проверь силу тока. При маленьком значении тока будет залипать. Примерное значение тока написано на пачке. Так же, ищи электроды для сварки постоянным током. Переменка может и не варить.
Причин вагон! Качество аппарата, электродов, чистота металла, толщина и длина проводки до розетки.. .
Добавь ток 120А, поменяй электроды.
Если бы ты хоть что то понимал, то написал диаметр электрода. В инете всё есть. Читай. А здесь 90% отвечающих, сами ни х . не знают.
Электрод 3мм необходимо 160 ампер. А у тебя 80.
с аппаратом всё порядке, Конечно ресанта не лучшие, но проблема не в нём.
1. поверхность сварки должна быть очищена
2. электрод нужно зажечь и поддерживать дугу. Для этого лучше учесть следующее: исходя из толщины стали, нужно подобрать диаметр электрода, под него нужно выставить нужный ток. на каждой пачке электрода написано какой диапазон тока допустим. в среднем 2,5мм ток 60-80А. на большем токе электроды сгорают быстро, на меньшем залипают.
Так что скорее всего малый ток
Причин такого поведения металла при сварке может быть действительно много. Скорее всего неправильно выбран сварочный ток или электроды для сварки данного металла. Рекомендую почитать обо всем в руководстве по сварке для начинающих. Думаю вы тут немало полезного найдете и сможете разобраться со сложившейся проблемой.
Электрод три мм ну ты и сказанул 180 ампер\Для того чтобы правильно подобрать величину сварочного тока необходимо воспользоваться простой формулой, которая хоть и приблизительно, но позволит начать подбор необходимого сварочного тока – 30А= 1 мм диаметра электрода ,
Чаще всего, прилипание связано с быстрым застыванием металла при сварке, ввиду отсутствия на самом электроде достаточного количества шпатовой обмазки или ее полное отсутствие. Осыпавшаяся обмазка или слишком тонкий ее слой или недостаточно отвечающая требованиям по пропорциям наполнителей гарантированно приведут сварку таким электродом к прилипанию.
Насыщенная влагой обмазка формирует недостаточно плотный газовый купол вокруг сварочной ванны, что естественно сказывается на качестве сварного шва, даже если удастся наложить шов без залипания электрода, все равно такое соединение будет ненадежным из-за высокого содержания в металле водородного компонента.
Как единственный выход из этой ситуации рекомендуется просушить электроды. Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Залипание электрода в большей степени все-таки является результатом недостатком именно качественной составляющей сварочных электродов, а не самой технологии сваривания с помощью сварочного инвертора.
электроды 2,6мм, производства Южная Корея. пачка 5кг, варят получше чем эсаб, кобелко, и др. Не боятся сырости, варят во всех пространственных позициях (потолок, вертикаль). Можно сгибать в бараний рог, оплётка не слетает. S-7016.O И не липнет.
Инверторная сварка не варит прилипает сила тока прибавлена на всю


При сваривании металлокаркаса для межэтажного перекрытия в строящемся доме вдруг стали залипать электроды. Причину установил сразу – когда проверил упаковку электродов, оказалось, что расходники были подобраны неправильно. Однако это далеко не единственная причина – их еще может быть целый ряд. В этом обзоре я расскажу, почему прилипает электрод, каковы могут быть причины, и что делать, когда это произошло и чтобы не допустить в дальнейшем.
Причины
Догадываюсь, что многие начинающие сварщики думают, что если они будут использовать вместо традиционного трансформаторного аппарата инвертор и включат функцию «антиприлипания», то никогда не столкнутся с рассматриваемой проблемой. В действительности это не так. Потому что она спасает только от неумелой работы самого сварщика-новичка и сводится к импульсному увеличению силы тока в момент слишком долгого контактирования электрода с металлом. Импульс не позволяет потухнуть дуге и произойти замыканию.
Выделю 7 объективных причин того, почему прилипает электрод к металлу при сварке инвертором или трансформатором:
Электрод – это стальной стержень в оболочке порошкового покрытия. Для того чтобы происходил процесс сварки, обмазка должна быть сухой. Однако во время хранения нередко нарушается незначительное на первый взгляд требование – герметичность упаковки.
В результате оболочка насыщается влажностью из воздуха. Причем произойти это может даже при хранении в обычной комнате с нормальной влажностью. Отсыревшее покрытие приобретает свойство электропроводности, и во время сварки не позволяет разжечь дугу. Поэтому происходит залипание сердечника.
Электроды часто залипают при сварке как инвертором, так и трансформатором из-за изначально плохого качества:
- Нарушена технология производства или хранения.
- Подделка, заводской брак.
- Несоответствие стандартам.
- Неправильный подбор по типу металла.
- Истекший срок годности.
Если вы хотите удостовериться в качестве расходников, возьмите наугад любой стержень и бросьте его на пол с высоты 1,5 м. Если обмазка растрескается или отслоится, не рекомендую ими пользоваться.
Неправильно выставленные параметры, а особенно сила тока – одна из частых причин разбираемой проблемы. Зачастую в этом грешат новички. При настройках сварочного аппарата рекомендую особое внимание обратить на значение следующих факторов:
- Типы материалов соединяемых заготовок.
- Толщина металла в месте шва.
- Диаметр электрода.
Значение необходимых параметров можно определить по специальным таблицам. Они есть в техдокументации или на сайте производителя оборудования.
Еще одна частая причина того, почему липнет электрод при сварке хоть трансформатором, хоть инвертором – это грязная поверхность заготовок в месте формирования шва. Недостаточность мощности разряда, и как следствие затухание дуги может происходить из-за наличия на деталях следующих загрязнителей:
Когда я только начинал осваивать сварку, не смог избежать частой ошибки новичков, и выставлял силу тока, меньшую, чем необходимо. Боялся прожечь металл. Однако в действительности это приводило к тому, что мощности дуги не хватало, и электрод, только погрузившись в расплавленную массу, практически сразу же утыкался и залипал, так как сварочная ванна быстро остывала.
Избежать этого можно, если заранее посмотреть в спецтаблице значение силы тока, соответствующее условиям, и установить его на аппарате. Также советую уделить больше времени для обучения правильному розжигу дуги и ведению шва.
Существует еще и внешняя причина того, почему залипает электрод при сварке трансформатором или иногда даже инвертором – это характеристики электросети. Ведь далеко не всегда бытовая сеть, к которой в большинстве случаев подключается аппарат, отличается стабильностью.
Проблема чаще поражает трансформаторные модели в силу специфики их устройства. Падение напряжения или скачки приводят к недостатку его значения уже на 2-ой обмотке. Это в свою очередь ведет к недостаточной мощности разряда, затуханию дуги, остыванию расплава и прилипанию электродного стержня. Применение инвертора, как правило, позволяет избавиться от этой проблемы.
- Неправильное расположение и ведение электрода.
Видео о том, почему липнут электроды при сварке:
Совет! Чтобы научиться розжигу дуги и ведению электрода, рекомендую тренироваться на заготовках из конструкционной стали, а уже с опытом переходить к нержавейке и легированным сплавам.
Методы устранения и профилактика
Если у вас при электросварке инвертором или обычным аппаратом прилипает электрод к металлу, и вы не знаете, что делать, рекомендую поступить так:
Обратите внимание! Чтобы добиться оптимального значения силы тока, нельзя опираться только на таблицы, так как это только усредненные значения. Советую узнавать его опытным путем – начав с минимальных и постепенно переходя на более высокие, пока не будет достигнут результат.
Видео о том, как избавиться от залипания электрода:
Коротко о главном
Есть 7 причин того, почему электрод прилипает к металлу при сварке:
- Сырость.
- Низкое качество.
- Неграмотные настройки.
- Загрязненная поверхность.
- Малая сила тока.
- Сбои в электросети.
- Неправильное удержание электрода.
Устранить их можно путем просушки электродов, правильным заданием настроек и обучением розжига и ведения дуги.
Напишите в комментариях, как думаете – можно ли избежать залипания электродов, если они длительное время хранились во вскрытой упаковке?
Читайте также: