Ирмиг 180 сварочный полуавтомат настройка
Обновлено: 05.05.2024
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Сварочный аппарат Fubag IRMIG 180

Инверторный аппарат IRMIG 180 для MIG сварки создан с использованием усовершенствованной технологии IGBT. Он обладает мощностью 5.1 кВт использует дугу между проволокой и свариваемым материалом в качестве источника тепла для плавления проволоки и обработки металла, и затем подает в зону сварки защитный газ, который образует сварочную ванну.
Основными особенностями данной модели являются:
- Небольшие габаритные размеры 440x205x270 мм и вес 8.9 кг, из-за чего аппарат широко используется для выполнения обивочных, ремонтных работ и в полевых условиях.
- Великолепное зажигание дуги и перенос металла.
- Наличие различных средств защиты предохраняет аппарат от перегрева, перенапряжения, падения напряжения, чрезмерного тока и т.д.
- Высокая производительность. Благодаря автоматической подаче проволоки осуществлять сварку в быстром скоростном режиме.
- Нет никаких особых требований к применяемой сварочной проволоке: она может быть и твердой, и флюсовой с диаметром от 0,6 до 1 мм.
Комплектация IRMIG 180
- Инверторный аппарат
- Руководство по эксплуатации
- Горелка
- Кабель электродержателя
- Кабель заземления (с зажимом заземления)
- Газовый шланг
- Хомут для газового шланга
Подробное описание товара
Мощность: 5.1 кВт Напряжение: 220 Диапазон сварочного тока, А: 26-180 А Тип сварки: MIG/MAG, MMA ПВ при t=40 град. С, %: 25 Цифровой дисплей: нет
Вес: 8.9 кг Габаритные размеры: 440x205x270 мм Масса брутто: 11.1
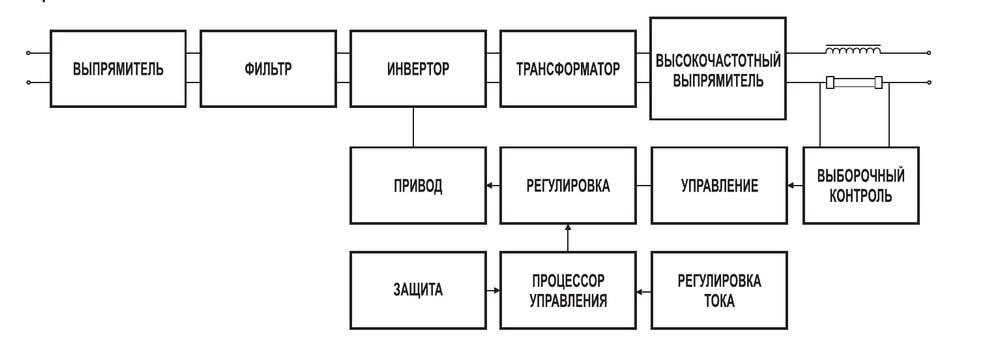
Принцип работы Fubag IRMIG 180
Сварочный аппарат IRMIG 180 потребляет однофазный ток 220 В промышленной частоты через сетевой выключатель и выпрямляет его через однофазный выпрямительный мост и затем фильтрует через конденсатор для получения постоянного тока. Через IGBT инвертор получатся переменный ток с частотой 40кГц. Затем этот переменный ток, преобразованный основным трансформатором и выпрямленный диодом с быстрым восстановлением, обеспечивает стабильный постоянный ток для сварочного аппарата сразу же после его фильтрации индуктивностью. Скорость подачи проволоки можно постепенно регулировать с помощью рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачи проволоки, тем больше сила тока при одинаковом напряжении
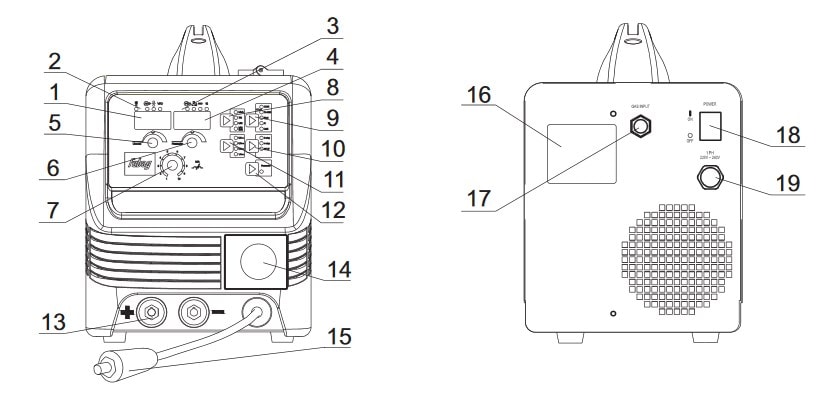
Панель управления сварочного аппарата IRMIG 180 оборудована регулятором сварочного тока и регулятором скорости подачи проволоки, индикатором включения питания и индикатором термозащиты. На задней панели расположен сетевой кабель, разъем для газового клапана, вентилятор охлаждения, контакт подачи тока, выключатель. На верхней части аппарата имеется ручка для удобной транспортировки.
Основные элементы Fubag IRMIG 180
- Индикатор включения
- Индикатор защиты
- Регулятор сварочного напряжения
- Голелка
- Регулятор скорости подачи проволоки
- Разъем кабеля заземления
- Выключатель
- Кабель электропитания
- Разъем подсоединения подачи газа
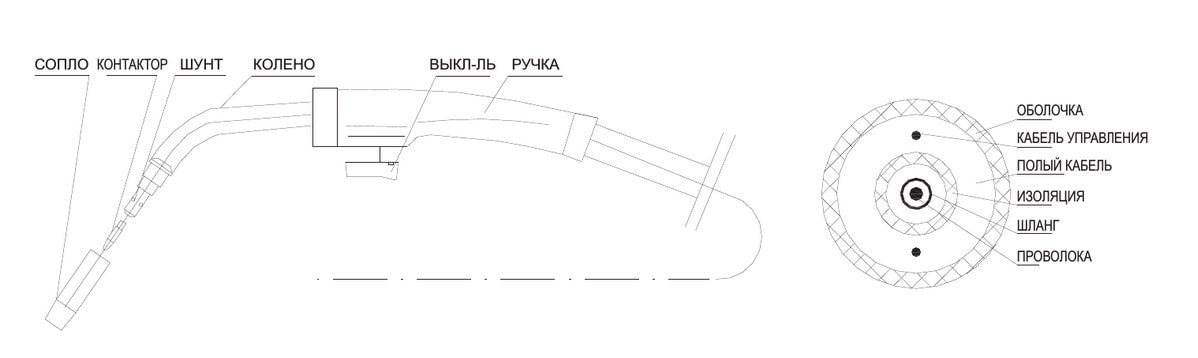
Горелка сварочного аппарата
Сварочная горелка аппарата IRMIG 180 состоит из основы, соединительного кабеля и ручки:
- Основа соединяет сварочную горелку и устройство подачи проволоки.
- Соединительный кабель представляет собой покрытый нейлоном направляющий канал, внутренняя часть которого предназначена для подачи проволоки. Свободное пространство между каналом и полым кабелем предназначено для подачи защитного газа. Сам полный кабель предназначен для подачи тока.
- На ручке горелки установлено S-образное колено.
На задней части горелки имеется соединение с полым кабелем, а с передней стороны шунт. Защитный газ проходит через шунт и образует в сопле хорошо сбалансированный поток воздуха, и затем выбрасывается струей наружу. Управление током осуществляется с помощью быстродействующего выключателя на ручке.
Правила эксплуатации сварочного аппарата
- Если сварочный аппарат IRMIG 180 был только что установлен или к работе приступает новый оператор, следует проверить сопротивление изоляции между обмотками и кожухом.
- Перед началом сварочных работ проверьте подключение входных и выходных кабелей, заземление и т.д.
- Время от времени следует проверять состояние сварочного кабеля. Если аппарат используется регулярно, его следует проверять не менее одного раза в месяц.
- Состояние сварочного кабеля также следует проверять, если сварочный аппарат используется как переносной.
- Если сварочный аппарат временно не используется или не используется продолжительное время, его следует хранить в сухом, хорошо проветриваемом помещении, не допуская попадания на него влаги, коррозионно-опасных или токсичных газов.
- Раз в год следует очищать сварочный аппарат от пыли. Проверьте, не ослаблены ли детали крепления аппарата, электромагнитную систему, ручки настройки тока и т.д.
- Техническое обслуживание должны выполнять только квалифицированные специалисты.
- Наличие в воздухе пыли, а также едких и коррозионных веществ не должно превышать допустимых норм.
- Сварочный аппарат IRMIG 180 должен быть установлен в таком месте, где на него не будет попадать дождь и солнечные лучи. Его можно хранить в наименее влажном месте с температурой от -10 до 40 С.
- Необходимо обеспечить доступ воздуха к сварочному аппарату, для этого вокруг него должно быть свободное пространство не менее 50 см.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, и, если угол наклона составляет более 15°, следует создать условия для предотвращения его опрокидывания. Примите меры по защите от ветра, так как сварочный аппарат работает с защитным газом. Скорость ветра должна быть не больше 1,0 м/сек в противном случае необходимо использовать устройство для защиты от ветра.
- Нельзя зажимать кабель сварочной горелки. Угол сгиба кабеля не должен быть слишком маленьким. Радиус канала направляющей не может быть меньше 300 мм иначе он может повредить внутренний кабель и привести к несчастному случаю.
Квалифицированный персонал должен регулярно проводить проверку сварочного аппарата в том случае, если он используется после длительного хранения или ремонта.
Сварочный аппарат Fubag IRMIG 180 SYN

Инверторный аппарат IRMIG 180 SYN для MIG сварки создан с использованием усовершенствованной технологии IGBT. Аппарат использует дугу между проволокой и свариваемым материалом в качестве источника тепла для плавления проволоки и обработки металла, и затем подает в зону сварки защитный газ, который образует сварочную ванну.
Основными особенностями данного инверторного аппарата являются:
- Небольшие габаритные размеры 550x320x440 мм и вес 12 кг, из-за чего аппарат широко используется для выполнения обивочных, ремонтных работ и в полевых условиях.
- Великолепное зажигание дуги и перенос металла.
- Наличие различных средств защиты предохраняет аппарат от перегрева, перенапряжения, падения напряжения, чрезмерного тока и т.д.
- Высокая производительность. Благодаря автоматической подачи проволоки можно осуществлять сварку в быстром скоростном режиме.
- Нет никаких особых требований к применяемой сварочной проволоке. Подходят и твердые и флюсовые проволоки.
- Удобное соединение. Внешние разъемы делают соединение безопасным, быстрыми и надежными
- Функция синергетической сварки в режиме MIG
- Функция MMA сварки. Выполняется рутиловыми и целлюлозными электродами.
- Функция сварки TIG
Комплектация IRMIG 180 SYN
Мощность: 7 кВт Напряжение: 220 Диапазон сварочного тока, А: 15-180 А Тип сварки: ММА/MIG/MAG/TIG ПВ при t=40 град. С, %: 60 Цифровой дисплей: нет
Вес: 12 кг Габаритные размеры: 550x320x440 мм Масса брутто: 14
Принцип работы Fubag IRMIG 180 SYN
Сварочный аппарат IRMIG 180 SYN потребляет однофазный ток 220 В промышленной частоты через сетевой выключатель и выпрямляет его через однофазный выпрямительный мост и затем фильтрует через конденсатор для получения постоянного тока. Через IGBT инвертор получатся переменный ток с частотой 40кГц. Затем этот переменный ток, преобразованный основным трансформатором и выпрямленный диодом с быстрым восстановлением, обеспечивает стабильный постоянный ток для сварочного аппарата сразу же после его фильтрации индуктивностью. Скорость подачи проволоки можно постепенно регулировать с помощью рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачи проволоки, тем больше сила тока при одинаковом напряжении.
Панель управления сварочного аппарата IRMIG 180 SYN оборудована регулятором сварочного тока и регулятором скорости подачи проволоки, индикатором включения питания и индикатором термозащиты. На задней панели расположен сетевой кабель, разъем для газового клапана, вентилятор охлаждения, контакт подачи тока, выключатель. На верхней части аппарата имеется ручка для удобной транспортировки.
Основные элементы Fubag IRMIG 180 SYN
- Цифровой дисплей. Отображает заданный ток и скорость подачи проволоки, при работе аппарата - фактический ток.
- Индикаторы: перегрева; выходного тока; подачи проволоки
- Индикаторы: выходного напряжения; длины дуги
- Цифровой дисплей. Отображает выходное напряжение
- Регулятор сварочного тока.
- Регулятор мощности дуги и сварочного напряжения.
- Регулятор индуктивности в режиме MIG
- Кнопка выбора режима сварки (MIG, MIG SYN, TIG, MMA)
- Кнопка выбора газа в режиме MIG SYN
- Кнопка выбора режима сварки MIG – 2T или 4T
- Кнопка выбора диаметра проволоки в режиме MIG
- Кнопка включения режима VRD
- Разъемы подключения сварочных кабелей
- Разъем подключения сварочной горелки
- Кабель переключения полярности в режиме
- Табличка с техническими характеристиками
- Штуцер подсоединения подачи защитного газа
- Выключатель электропитания
- Кабель электропитания
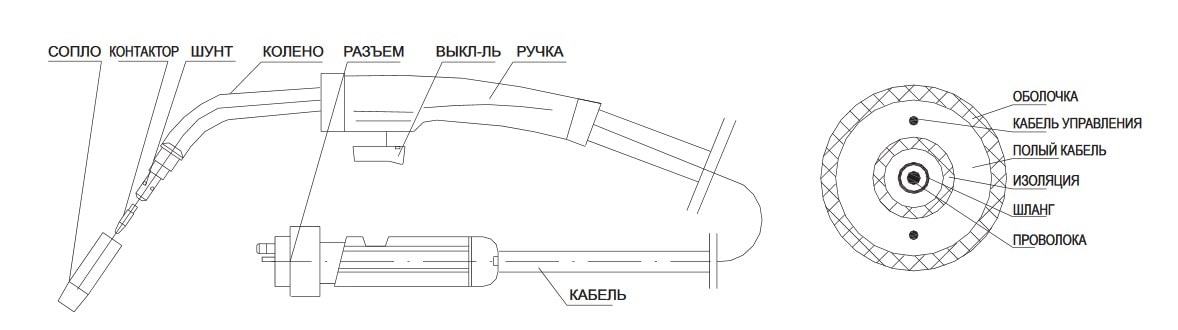
Горелка аппарата IRMIG 180 SYN состоит из крепления горелки, соединительного кабеля и ручки:
- Крепление горелки представляет собой устройство сопряжения горелки и устройства для подачи проволоки.
- Соединительный кабель: покрытый нейлоном направляющий канал помещен в центр полого кабеля. Внутренняя часть канала предназначена для подачи проволоки. Свободное пространство между каналом и полым кабелем предназначено для подачи защитного газа. Сам полый кабель предназначен для подачи тока.
- На ручке горелки установлено S-образное колено.
- Если сварочный аппарат IRMIG 180 SYN был только что установлен или к работе приступает новый оператор, следует проверить сопротивление изоляции между обмотками и кожухом.
- Перед началом сварочных работ проверьте подключение входных и выходных кабелей, заземление и т.д.
- Время от времени следует проверять состояние сварочного кабеля. Если аппарат используется регулярно, его следует проверять не менее одного раза в месяц.
- Состояние сварочного кабеля также следует проверять, если сварочный аппарат используется как переносной.
- Если сварочный аппарат временно не используется или не используется продолжительное время, его следует хранить в сухом, хорошо проветриваемом помещении, не допуская попадания на него влаги, коррозионно-опасных или токсичных газов.
- Раз в год следует очищать сварочный аппарат от пыли. Проверьте, не ослаблены ли детали крепления аппарата, электромагнитную систему, ручки настройки тока и т.д.
- Техническое обслуживание должны выполнять только квалифицированные специалисты.
- Наличие в воздухе пыли, а также едких и коррозионных веществ не должно превышать допустимых норм.
- Сварочный аппарат IRMIG 180 SYN должен быть установлен в таком месте, где на него не будет попадать дождь и солнечные лучи. Его можно хранить в наименее влажном месте с температурой от -10 до 40 С.
- Необходимо обеспечить доступ воздуха к сварочному аппарату, для этого вокруг него должно быть свободное пространство не менее 50 см.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, и, если угол наклона составляет более 15°, следует создать условия для предотвращения его опрокидывания. Примите меры по защите от ветра, так как сварочный аппарат работает с защитным газом. Скорость ветра должна быть не больше 1,0 м/сек в противном случае необходимо использовать устройство для защиты от ветра.
- Нельзя зажимать кабель сварочной горелки. Угол сгиба кабеля не должен быть слишком маленьким. Радиус канала направляющей не может быть меньше 300 мм иначе он может повредить внутренний кабель и привести к несчастному случаю.
Fubag irmig 180 syn
при подаче 5 напряжения 6, но горячо,чуть зазеваешься и дырка.
при подаче 5, напряжения 6в. явно не достаточно. Поставьте хотя бы 4-5/17-18 и пробуйте менять скорость ведения горелки.
На моем аппарате ( не Фубаг) достаточно примерно 4/16.
К стати то что у вас указано на "крутилках" не факт что соответствует. Это всего лишь показометры в условных единицах
Горелка опять же в комплекте шла 250, поставил дешовенькую 150mig вроде получше стало.
Мне кажется что проблема в наконечнике. в 250-й (я так понимаю 25-я серия) по умолчанию стоит наконечник 1,0, а то бывает и 1,2. а варите вы проволокой 0,8. Попробуйте сменить наконечник на 0,8
Вы из какого города? Заполните профиль, может оказаться что рядом с вами есть кому оказать посильную помощь
Посмотрел сейчас на ваш аппарат, там действительно все обозначения в условных единицах "попугаях"
Так что придется все подбирать на глаз, как и сказано в инструкции. А в синергетике пробовали средний регулятор в ноль поставить и только левым подбирать параметры?
Инструкция конечно капец.
Георгич , начните с фото, а желательно видео. У всех свой любимый цвет, что для вас плохо, может для других хорошо.
Например вы не указали про газ. Вы с газом варите или без и с каким газом, сколько литров.
А горелка, как и аппарат . Не всегда корень зла.
зарабатываем и получаем удовольствие от процесса.
Методом тыка добился нормального звучания при подаче 5 напряжения 6, но горячо,чуть зазеваешься и дырка.
Звучания добились, теперь пробуйте обе крутилки одновременно убавлять по единичке. На моём "китайце" примерно так и настраивается. Например, для тонкого будет подача 3 и напряжение 4.
1.Газ углекислота 100% ,расход выставил 4-5 л.Смеси взять негде,да и надо ли? Флюсовую проволоку пробовал на китайце с Али,зарекся 2. Средний регулятор- напряжение,левый -подача( от подачи сила тока) правый индуктивность. Напряжение на 0 в голову не приходило.Попробую,чем Фубаг не шутит. 3. В горелке действительно сопло 1мм,проволока 0.8. Поставил горелку на 150.сопло 0.8 (.горелка сама дерьмо, но я тренеруюсь и пока не пойму подержав в руках с недельку вердиктов не ставлю) Нашел в интернете FB150 4м за удобоваримый ценник- заказал, поеду посмотрю ,понравится куплю. Случайно никому на жизненном пути не встречалась горелка Translas 7XM-15? Нидерланды. Внешне очень пристойно сделана. Красивая вещь должна красиво работать. 3. Этот бородатенький фубаговский спец из Ютуба 100% в руки не брал ни горелки ,ни держака. Боюсь он стамески от рубанка не отличит. 4. Метод тыка это наше все. Какие наши годы, победим и полуавтомат. Обычный MMA инвертор Сварис из меня душу вынул,особенно как сдуру купил УОНИ. Полуавтомат хоть варит и есть надежда что в итоге новый котел отопления врежу сам. Всем Спасибо. Красивых швов.
ПЫ.СЫ. кто нибудь пытался совместить FB 150 без евроразъема со комбишлангом от чайна МИГ-15 с еврофишкой? Есть хреновая горелка с хорошим шлангом и хорошая горелка . Всем Спасибо
понимаю-дело было не в бобине. но я же не волшебник, а только учусь. углекислота,4-5 л.0.8 мм чайнамэйд. А фото? Я не фотомодель-староват,не фотогеничен. Швы далеки от идеала, но болгарка со шлифдиском наше фсе.
да, там все просто. Одно трется об другое и прижимается пружиной. Следовательно чем сильнее прижимать, тем сильнее тремся и тормозим. Именно все просто. Только в этом тоже надо понимать.
А лучше вам с опытным бы поговорить и чтобы он показал. Думаю вам так проще будет. Насчет синергетики, она НИКОГДА не будет сама все делать. Это начало для упрощения, но если не понимаешь как сам процесс сварки идет, то синергетика может быть даже сложнее чем без нее, особенно на дешевом оборудовании. Скорее всего она работает, только ей надо ноги приделать или лыжи смазать и все будет проще, главное понимать, что делать и когда. Думаю, немного времени и все у вас получится.
А регулятор давления с обозначением л\мин, это попугаи в джунглях. Это приблизительно чего-то для чего-то. Так в общем и ни о чем. Чтобы точно понимать, что из сопла для сварки выдувается, надо пользоваться ручным. Даже тот, что на редукторе правильный и тот не совсем может точно показывать. Из баллона вышло, не значит, что в аппарат зашло
copich , на чем удобнее ездить по Москве по пробкам, на механике или на автомате? Вот и я думаю, что на автомате, Вторая колба, она такая же как и первая и ни к чему не обязывает оператора, она просто есть и всё, есть не просит, висит себе и висит.
Да я согласен. И если стоит на 500р дороже, то даже не думал бы при приобретении. Но сразу два ротаметра, это страшнее чем ни одного. Хотя с таким редуктором, я даже и не посмотрел бы на приобретать ли. Сразу НЕТ. Это не редуктор, безобразие.
По поводу автомата или мешалки, то . тут сложный вопрос. По мне так лучше мешалка, стоять в пробке, то лишние деньги на ветер. И ноги отдыхают, главное ручник рабочий. А вот дергаться стоп\газ, конечно легче на автомате, хотя и дороже (300 000 и коробка в переборку) а вот механика ещ поживет и поживет, хотя сцепление тыщ 100 и замена, но это совершенно другие деньги. А вот то что с ногами будет после дня покатушек в пробке, это другая история.
Везде есть и плюсы и минусы. Главное понять, что будет лично для тебя плюсом, а что минусом.
да, там все просто. Одно трется об другое и прижимается пружиной. Следовательно чем сильнее прижимать, тем сильнее тремся и тормозим. Именно все просто. Только в этом тоже надо понимать.
А лучше вам с опытным бы поговорить и чтобы он показал. Думаю вам так проще будет. Насчет синергетики, она НИКОГДА не будет сама все делать. Это начало для упрощения, но если не понимаешь как сам процесс сварки идет, то синергетика может быть даже сложнее чем без нее, особенно на дешевом оборудовании. Скорее всего она работает, только ей надо ноги приделать или лыжи смазать и все будет проще, главное понимать, что делать и когда. Думаю, немного времени и все у вас получится.
А регулятор давления с обозначением л\мин, это попугаи в джунглях. Это приблизительно чего-то для чего-то. Так в общем и ни о чем. Чтобы точно понимать, что из сопла для сварки выдувается, надо пользоваться ручным. Даже тот, что на редукторе правильный и тот не совсем может точно показывать. Из баллона вышло, не значит, что в аппарат зашло
Короча как говаривал кто то из Величайших :" . цели поставлены,задачи ясны-за работу товарисчи. "
Где же его взять опытного то,да есчо и с 180м не к ночи помянутым Фубагом СИН. Он у меня месяц,я перерыл весь интернет,весь Ютуб и ничего кроме бородатого эксперда с фубаговского Ютуба не нашел. Но тому западло про простые аппараты рассказывать, ему бы про что подороже. Но я подозреваю что и дорогой аппарат с телевизором,баром сам варить не будет. Бум тренероваться,не боги горшки обжигают!
Да я согласен. И если стоит на 500р дороже, то даже не думал бы при приобретении. Но сразу два ротаметра, это страшнее чем ни одного. Хотя с таким редуктором, я даже и не посмотрел бы на приобретать ли. Сразу НЕТ. Это не редуктор, безобразие.
По поводу автомата или мешалки, то . тут сложный вопрос. По мне так лучше мешалка, стоять в пробке, то лишние деньги на ветер. И ноги отдыхают, главное ручник рабочий. А вот дергаться стоп\газ, конечно легче на автомате, хотя и дороже (300 000 и коробка в переборку) а вот механика ещ поживет и поживет, хотя сцепление тыщ 100 и замена, но это совершенно другие деньги. А вот то что с ногами будет после дня покатушек в пробке, это другая история.
Везде есть и плюсы и минусы. Главное понять, что будет лично для тебя плюсом, а что минусом.
Короча как говаривал кто то из Величайших :" . цели поставлены,задачи ясны-за работу товарисчи. " Одно трется об другое и в результате получаются. дети))))
Где же его взять опытного то,да есчо и с 180м не к ночи помянутым Фубагом СИН. Он у меня месяц,я перерыл весь интернет,весь Ютуб и ничего кроме бородатого эксперда с фубаговского Ютуба не нашел. Но тому западло про простые аппараты рассказывать, ему бы про что подороже. Но я подозреваю что и дорогой аппарат с телевизором,баром сам варить не будет. Бум треневроваться,не боги горшки обжигают!
вы не поняли меня. Дело не с таким аппаратом или другим. Не важно какой аппарат. Везде все одно и тоже. Другое дело, что аппарат может не выдавать положенного, но это не в этой теме. Т.е. ваш аппарат я не знаю и может в нем синергетика работать или не может, могу только опытным путем определить.
Ну лично мне проще показать, да и вам понятнее так будет. Кто понимает в МИГ\МАГ, как настраивать аппарат не периода СССР, а из последнего, то ем не важно что подсунули, ему важно только понять, какая крутилка за что отвечает и моргнуть не успеете, аппарат уже будет работать.
Везде ручки, везде напряжение и проволока. Т.е. понимающий пять минут покрутил, попробовал, да и вам может после рассказать. Именно про это я. А делать обзор на простое, конечно, не интересно. Люди этими обзорами стараются зарабатывать. Да и все эти обзоры . Как шоры у лошади. Надо не тупо ставить такие же параметры, надо понимать как настроить, а обзор не особо это дает.
И дорогой аппарат с большим экраном да, сам варить не будет. Но если аппарат адекватный, а не просто тупо большой экран, то выставил параметры и погнал. Да же без корректировки каких то бы ни было параметров. Т.е выбрал: вид сварки, газ, проволоку (диаметр), толщину свариваемого. нажал ОК и жми курок и получай сварку. Конечно если немного подкорректировать, то и сварка будет лучше, но изначально она будет в любом случае, может не такая мягкая или не такая плавная, но куда проще, чем выбрал одно, крутанул другое, потыкал третье и жди и моря погоды. Знаю плавали. Теперь то мне нет разницы, синергетика или без. А раньше. даже самому смешно.
P.S. забыл. Сюда вставлять видео, только через ссылку на ютуб. Т.е. выкладываете туда видео, а сюда ссылку. Только так. К сожалению или к счастью. не знаю.
copich , там выше форумчанин давал ссылку на редиус, вполне годный редуктор. Поверьте, у меня в мастерской униконтрол 100, стоит он в 5 раз дороже, а толку? Если конечно вопрос экономики производства, то тогда серия "газайкью", но ценник. Могу еще посоветовать донмет, они увесистые.
Типа AEG вот такое я принимаю, остальное - утиль. Будет работать не будет. Когда настраиваю аппарат у клиента, у меня нет времени еще и с редуктором определяться, что-то с ним или все хорошо. Поэтому от ранее обозначенных редукторов, только одно - тошнотворный рефлекс и точка.
Я к чему, мне для П\А, может и любой сгодится, но я сталкиваюсь с разными типами сварки, как ТИГ, так и плазменная сварка. А когда процесс роботизированный или хотя бы механизированный, то стабильный расход, один из вариантом получения положительного исхода, а не танцев с бубнами, то поры, то прожоги, то еще какая бяка.
И то что у клиентов, какой бы свежести не было, обычно только мучения. Поэтому кто берет ТР220, тот получает хоть и маленький и нужен переходник под 40л баллон, но он куда веселее работает в сравнении со всеми однотипными редукторами АД, РД и т.п.
вы не поняли меня. Дело не с таким аппаратом или другим. Не важно какой аппарат. Везде все одно и тоже. Другое дело, что аппарат может не выдавать положенного, но это не в этой теме. Т.е. ваш аппарат я не знаю и может в нем синергетика работать или не может, могу только опытным путем определить.
Ну лично мне проще показать, да и вам понятнее так будет. Кто понимает в МИГ\МАГ, как настраивать аппарат не периода СССР, а из последнего, то ем не важно что подсунули, ему важно только понять, какая крутилка за что отвечает и моргнуть не успеете, аппарат уже будет работать.
Везде ручки, везде напряжение и проволока. Т.е. понимающий пять минут покрутил, попробовал, да и вам может после рассказать. Именно про это я. А делать обзор на простое, конечно, не интересно. Люди этими обзорами стараются зарабатывать. Да и все эти обзоры . Как шоры у лошади. Надо не тупо ставить такие же параметры, надо понимать как настроить, а обзор не особо это дает.
И дорогой аппарат с большим экраном да, сам варить не будет. Но если аппарат адекватный, а не просто тупо большой экран, то выставил параметры и погнал. Да же без корректировки каких то бы ни было параметров. Т.е выбрал: вид сварки, газ, проволоку (диаметр), толщину свариваемого. нажал ОК и жми курок и получай сварку. Конечно если немного подкорректировать, то и сварка будет лучше, но изначально она будет в любом случае, может не такая мягкая или не такая плавная, но куда проще, чем выбрал одно, крутанул другое, потыкал третье и жди и моря погоды. Знаю плавали. Теперь то мне нет разницы, синергетика или без. А раньше. даже самому смешно.
P.S. забыл. Сюда вставлять видео, только через ссылку на ютуб. Т.е. выкладываете туда видео, а сюда ссылку. Только так. К сожалению или к счастью. не знаю.
Ключевое фраза-."..если аппарат адекватный" А если нет и стоит он как мост через Керченский пролив?
Ротаметр это вот ЭТО?
я бы еще третью колбу припиз. л,не а че ? Круто смотрится. Прям гравицапфа или как там у пацаков?
А вообще купите нормальный редуктор с расходомером или ротометром, хотя бы такой
С синергетикой думаю все просто, как с роликом [emoji6]
Разберётесь!
Вы человеку усложнили задачу [emoji23]
Будет с поддувом варить теперь[emoji23]
Конечно с поддувом,осталось найти редуктор в 4мя колбами, я думаю что с ним никакая прости господи синергетика не нужна.
Вот это девайс. С таким девайсом ни одна синергетика не страшна. Наверное Роснано сваяло. А мы то деревенские все по булькам разливаем(((( Хотя точно-практика.
Про Редиус отличный отзыв- у чувака что купил-написал все пучком. Все по резьбе совпадает. Наверное это самое главное у редуктора)))) А то что он аргоновый это ничего?
Ключевое фраза-."..если аппарат адекватный" А если нет и стоит он как мост через Керченский пролив?
Конечно с поддувом,осталось найти редуктор в 4мя колбами, я думаю что с ним никакая прости господи синергетика не нужна.
Вот это девайс. С таким девайсом ни одна синергетика не страшна. Наверное Роснано сваяло. А мы то деревенские все по булькам разливаем(((( Хотя точно-практика.
Про Редиус отличный отзыв- у чувака что купил-написал все пучком. Все по резьбе совпадает. Наверное это самое главное у редуктора)))) А то что он аргоновый это ничего?
Читайте также: