Испытание арматуры на разупрочнение сваркой
Обновлено: 16.05.2024
Стандарт распространяется на проведение работ по контролю качества сварных соединений арматуры, арматурных и закладных изделий в строительных железобетонных конструкциях.
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
СО 100 % ГОСУДАРСТВЕННЫМ КАПИТАЛОМ
«КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО
БЕТОНА И ЖЕЛЕЗОБЕТОНА»
СТАНДАРТ ОРГАНИЗАЦИИ
КОНТРОЛЬ КАЧЕСТВА АРМАТ у РНО-СВАРОЧНЫХ РАБОТ
В ЖЕЛЕЗОБЕТОННЫХ конструкциях
СТО 02495307-004-2009
Предисловие
Цели и задачи разработки, использования стандартов организаций в РФ установлены Федеральным законом от 24 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила разработки и оформления - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения» и ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Сведения о стандарте
1. РАЗРАБОТАН И ВНЕСЕН ОАО «Конструкторско-технологическое бюро бетона и железобетона» (Генеральный директор, канд. техн. наук А.Н. Давидюк, гл. инженер Е.С. Фискинд, руководитель темы, канд. техн. наук Арефьев Ю.В., исполнитель инж. Бондарец Е.Н.)
2. РЕКОМЕНДОВАН К ПРИМЕНЕНИЮ Научно-техническим Советом ОАО «КТБ ЖБ» (протокол № 8 от 28 июля 2008 г.)
3. УТВЕРЖДЕН и ВВЕДЕН В ДЕЙСТВИЕ приказом генерального директора ОАО «КТБ ЖБ» от 30 сентября 2008 г. № 46-к
4. ВВЕДЕН впервые.
INSPECTION QUALITY REBAR-WELDERS EQUIPMENTS
OF REINFORCED CONCRETE STRUCTURES
1. Область применения
1.1. Настоящий стандарт распространяется на проведение работ по контролю качества сварных соединений арматуры, арматурных и закладных изделий в строительных железобетонных конструкциях.
1.2. Сварку применяют для соединения отдельных арматурных стержней при изготовлении сеток, каркасов (удлинение стержней до заданной длины, крестообразные соединения арматуры), в узлах сопряжения железобетонных конструкций, при изготовлении закладных изделий (сварка арматурных стержней с плоским прокатом), в стыковых и нахлесточных соединениях арматурных стержней в сборных и монолитных железобетонных конструкциях.
1.5. Ультразвуковой контроль сварных соединений арматурных стержней подробно рассмотрен в СТО 02495307-002 -07 «Ультразвуковой контроль сварных соединений арматуры в железобетонных конструкциях». Поэтому, в настоящем стандарте этот метод контроля не рассматривается, а только упоминается.
2. Список нормативных документов, использованных в данном стандарте организации
2.1. В настоящем стандарте использованы материалы следующих нормативных документов:
СНиП 3.03.01-87 Несущие и ограждающие конструкции.
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия.
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия.
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия.
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация размеры и общие технические требования.
ГОСТ 9467-75 Электроды, покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 10884-94 Сталь арматурная термомеханически упрочнённая для железобетонных конструкций. Технические условия.
ГОСТ 10922-90 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 19903 -94 Сталь листовая горячекатаная. Сортамент
ГОСТ 19293-73 Соединения сварные арматуры предварительно напряженных железобетонных конструкций. Сварка контактная и плавлением. Основные типы и конструктивные элементы.
ГОСТ 23279-85 Сетки арматурные сварные для железобетонных конструкций и изделий. Технические условия.
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия.
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия.
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов А 500С и В 500С для армирования железобетонных конструкций. Технические условия.
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения.
ТСН 102-00 Территориально-строительные нормы г. Москва. Железобетонные конструкции с арматурой классов А 500С и А 400С.
РТМ 393-94 Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций.
СТО 02495307-002 -07 Ультразвуковой контроль сварных соединений арматуры в железобетонных конструкциях.
СТО АСЧМ 7-93 Прокат периодического профиля из арматурной стали. Технические условия.
СТО 36554501-005-2006 Применение арматуры класса А500СП в железобетонных конструкциях
ТУ-14-1-5254-94 Прокат периодического профиля с серповидными поперечными ребрами для армирования железобетонных конструкций. Технические условия.
ТУ-14-1-5526-2006 Прокат арматурный класса А500СП с эффективным периодическим профилем. Технические требования.
3. Основные термины и определения
3.1. Термины и определения, используемые в настоящем стандарте, соответствуют терминам и определениям нормативных документов, приведенным в разделе 2.
4. Арматурный прокат, используемый в железобетонных конструкциях
4.1. Классы арматуры и марки сталей, из которых ее изготавливают, приведены в таблице 1.
Классы арматуры и марки сталей.
Обозначение по старым НТД
Номинальный диаметр, мм
Стержневой арматурный прокат
Ст3кп, Ст3пс, Ст3сп
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
25Г2С,35ГС, 28С, 27ГС
10ГС2, 08Г2С, 25С2Р
20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С
35ГС, 25С2Р, 20ГС2
20ГС, 20ГС2, 25С2Р
Химический состав сталей приведен в табл. 3 СТО АСЧМ 7-93
Химический состав сталей приведен в табл. 5 ГОСТ Р 52544
Химический состав стали аналогичен химическому составу арматуры класса А500С
1. Допускается изготовление арматуры класса А800 (А - V) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. ОАО «Западно-Сибирский металлургический комбинат» выпускает арматурный прокат в соответствии с требованиями ТУ 14-1-5254-94.
4.2. Свариваемый арматурный прокат имеет в обозначении индекс «С». Кроме классов арматуры с индексом «С» к свариваемой относится арматура классов А240, А300, А400, А600, А800, А1000, Ат600, Ат800, Ат1000.
4.5. Механические характеристики арматурных сталей представлены в таблице 2.
Механические характеристики арматурных сталей
Предел текучести, не менее
Врем. сопротивление разрыву, не менее
Угол загиба в холодном состоянии, град.*
Относительное удлинение σ5, %, не менее
90 (от 3dн до 10dн) *
45 (от 5dн до 10dн) *
90 (от 5dн до 10dн) **
ГОСТ Р 52544 -06
Do - диаметр оправки, dн - номинальный диаметр арматуры
* - диаметр оправки для испытаний на изгиб с разгибом в зависимости от номинального диаметра арматурного стержня приведен в ГОСТ 10884-94 , Приложение Г.
** - диаметр оправки для испытаний на изгиб с разгибом в зависимости от номинального диаметра арматурного стержня приведен в СТО АСЧМ 7-93.
1. Для арматурных сталей классов Ат400С, Ат500С, Ат600 (Ат600С, Ат600К) временное сопротивление разрыву не должно превышать значений, приведенных в таблице 2, более чем на 200 МПа.
2. Для арматуры классов Ат400С, Ат500С, Ат600 (Ат600С, Ат600К), упрочненных в холодном состоянии, значения временного сопротивления разрыву составляют 480, 550 и 660 МПа соответственно.
5. Стальной прокат для закладных изделий
5.1. Прокат для закладных изделий выбирают в зависимости от условий эксплуатации и характера действующих нагрузок, таблица 3.
Прокат для закладных изделий.
Прокат для закладных изделий для работы при расчетной температуре, °С
Толщина проката, мм
До -30 включительно
ниже -30 до -40 включительно
При статических нагрузках
При динамических и многократно повторяющихся нагрузках
Конструктивные (не рассчитанные на силовое воздействие)
5.3. В таблице 3 указаны марки проката для плоских элементов закладных изделий, которые при наименьшей стоимости проката имеют достаточные показатели механических свойств. Поэтому, допускается использование для плоских элементов закладных изделий проката из конструкционных, низколегированных сталей с более высокими показателями механических свойств (соответственно, и с более высокой стоимостью проката).
6. Арматурные изделия
6.1. Типы сварных соединений и способы сварки арматуры назначают с учетом условий эксплуатации и свариваемости стали, технико-экономических показателей и технологических возможностей организации-изготовителя с соблюдением требований действующей нормативной документации.
6.2. При изготовлении арматурных изделий (сеток, каркасов) сварные крестообразные соединения могут выполняться с нормируемой и ненормируемой прочностью.
6.4. Сварные крестообразные соединения с ненормируемой прочностью применяют для обеспечения взаимного расположения арматурных стержней в изделиях при их изготовлении, транспортировке и в процессе бетонирования конструкций.
6.5. Сетки арматурные сварные.
6.5.1. Сетки арматурные сварные бывают двух типов: рулонные или плоские. Сетки изготавливают предприятия строительной индустрии по ГОСТ 23279-85 из арматурной стали диаметром от 3 до 40 мм. В одном направлении сетки имеют стержни одинакового диаметра.
6.5.2. Рулонными изготавливают сетки из арматурной проволоки по ГОСТ 6727-80 диаметром от 3 до 5 мм включительно. Вопросы контроля качества рулонных сеток в настоящем стандарте не рассматриваются.
6.5.3. В зависимости от диаметра арматурных стержней плоские сетки подразделяются на легкие (диаметр стержней до 10 мм включительно) и тяжелые (диаметр стержней 12 мм и более).
6.5.4. Сетки изготавливают с квадратными или прямоугольными ячейками. Основные геометрические параметры сеток приведены в ГОСТ 23279-85 .
6.6. Каркасы арматурные сварные.
6.6.1. Каркасы изготавливают двух типов: плоские и пространственные. Продольные и поперечные стержни каркасов в одном направлении могут иметь стержни, как одинакового, так и разных диаметров.
6.6.2. Форма и размеры сварных арматурных каркасов, класс арматуры, способы сварки, типы крестообразных и стыковых сварных соединений стержней арматуры устанавливаются проектной документацией и должны соответствовать действующей нормативной документации.
6.6.3. В каркасах стыковые сварные соединения стержней арматуры допускается выполнять в любом сечении по длине изделия. При этом количество соединений в одном сечении не должно превышать 50 % общего числа таких сварных соединений и соседние стержни не должны иметь таких соединений в одном сечении.
6.7. Наращивание стержней арматуры.
6.7.1. Стыковая сварка арматуры применяется, прежде всего, в линиях непрерывной сварки и резки для получения стержней необходимой длины, а также для сварки стержней в конструкциях, когда заданная длина по проекту превышает длину поставляемого проката.
6.7.2. Соединение обрезков арматуры на заводах-изготовителях арматурных изделий следует выполнять контактной стыковой сваркой. Арматурные стержни в монтажных условиях можно сваривать контактной или электродуговой сваркой. При этом стержни с проектной длиной 3 - 5 м могут иметь не более одного сварного соединения, стержни длиной 6 - 9 м не более 2-х и стержни длиной 10 - 12 м не более 3-х сварных соединений.
7. Закладные изделия
7.1. Конструктивно закладные изделия состоят из элементов проката (листового, сортового или фасонного) и арматурных стержней, приваренных либо внахлест, либо под углом, либо перпендикулярно плоскости проката или со смешанным расположением стержней.
8. Организация контроля
8.1. Качество изготовления и сварки арматурных, закладных изделий и отдельных арматурных стержней, а именно, соответствие материалов проектной документации, геометрические параметры изделий, подготовка и сборка под сварку, качество сварных соединений и их соответствие нормативной и проектной документации проверяется службой контроля предприятия-изготовителя, строительной монтажной организации или независимой лабораторией, аккредитованной на выполнение этих видов работ.
8.2. Приемку готовой продукции и качества сварки следует осуществлять партиями.
8.3. Партия готовых изделий должна состоять из изделий одного типоразмера, одной марки, изготовленных по единой технологии одним сварщиком.
8.4. ГОСТ 10922-90 допускает включать в одну партию арматурные или закладные изделия, изготовленные производственными участками одного предприятия в следующих случаях:
8.4.2. Плоские и пространственные каркасы с поперечными стержнями (хомутами) из арматурной стали одного класса с крестообразными соединениями с нормируемой прочностью типов К1 и К2. При этом диаметры арматуры хомутов могут отличаться не более, чем на один номер профиля арматуры.
8.4.3. Арматурные стержни со стыковыми сварными соединениями, выполненные контактной сваркой (типа С1 и С2), арматуры одного класса, диаметры которых могут отличаться не более, чем на один номер профиля арматуры.
8.4.4. Закладные изделия с однотипными тавровыми сварными соединениями с анкерными стержнями одного диаметра и класса арматуры, выполненные дуговой сваркой в отверстие.
8.4.5. Закладные изделия с однотипными сварными соединениями с анкерными стержнями из арматуры одного класса, диаметры которых могут отличаться друг от друга, но не более чем на один номер профиля арматуры.
8.4.6. Объем партии арматурных или закладных изделия не должен превышать числа изделий, изготовленных в течение одной смены.
8.4.7. При изготовлении продукции на автоматических линиях или с применением оборудования, обеспечивающего автоматизацию цикла сварки, объем партии допускается увеличивать до числа изделий, изготовленных в течение двух рабочих смен.
8.4.8. При нецикличном производстве или небольших объемах изготовления допускается объединять в одну партию арматурные или закладные изделия, изготовленные за несколько смен. В этом случае порядок изготовления, формирования партий арматурных или закладных изделий и предъявления их для контроля должен быть оговорен в технологическом регламенте или в другом нормативно-техническом документе (например, в стандарте отрасли или предприятия).
8.6.1. При наличии исполнительной схемы сварки или их личного клейма на сварных соединениях.
8.6.2. При сварке стержней арматуры, диаметры которых отличаются в соединениях не более, чем на один номер профиля арматуры.
8.6.3. Если сварные соединения выполнены протяженными швами независимо от класса и диаметра арматурных стержней.
8.7. Сварные стыковые соединения арматуры классов А400С и А500С выпускаемой по ГОСТ Р 52544-2006 , СТО АСЧМ 7-93 или ТУ 14-1-5265-94, с арматурой классов А240 (A-I), A300 (А-II), А400 (А-III ) по ГОСТ 5781-82 или с термомеханически упрочненной арматурой классов A т400C , A т 500C по ГОСТ 10884-94 (такие варианты могут встретиться при приемке сварных стыковых соединений арматуры при реконструкции зданий или сооружений) принимаются партиями по п.п. 8.5., 8.6.
8.8. Объем партии стыковых сварных соединений арматуры не должен превышать 200 соединений. В случае приемки 5-ти таких партий с первого предъявления, объем партии может быть увеличен до 400 шт. Первая забракованная партия, увеличенного объема, влечет возврат к приемке партий объемом не более 200 соединений.
8.9.1. При изготовлении арматурных и закладных изделий предприятием (организацией) для поставки стороннему потребителю - до передачи на склад готовой продукции.
8.9.2. При изготовлении и использовании арматурных и закладных изделий производственным участком одного предприятия (организации) - до установки изделий в опалубку.
8.9.3. При выполнении сварных соединений на строительной площадке - до бетонирования монолитных конструкций или выпусков арматуры в стыках сборных железобетонных элементов.
8.10. Отбор образцов для проведения контроля следует проводить методом случайного отбора. Число изделий, отбираемых из партии для контроля внешним осмотром и измерениями должно быть не менее 3 штук.
8.11. Для стыковых сварных соединений выпусков арматуры число сварных соединений, проверяемых внешним осмотром и измерениями, должно составлять не менее 10 % от числа принимаемых сварных соединений.
8.12. Контрольные (допускные) сварные образцы для механических испытаний отбирают в количестве трех штук.
8.12.1. Контрольные образцы крестообразных сварных соединений сеток и арматурных изделий, при их изготовлении с применением дуговых прихваток для проведения механических испытаний на разупрочнение основного металла (если это требование записано в проектной документации) следует отбирать путем вырезки из готовых изделий. Допускается вырезка образцов из одного готового изделия.
8.12.2. Контрольные образцы крестообразных соединений стержней рабочей арматуры сеток, плоских и пространственных каркасов при их сварке на контактных сварочных машинах с автоматическим управлением цикла сварки должны изготавливаться в произвольный момент времени совместно с деловыми сварными соединениями при тех же режимах сварки и из таких же материалов.
8.12.3. В арматурных изделиях, изготавливаемых на многоэлектродных контактных сварочных машинах, контроль качества сварки должен проводиться для каждого электрода.
8.12.4. Контрольные образцы тавровых сварных соединений элементов закладных изделий отбирают путем вырезки из готовых изделий. Допускается вместо вырезки образцов из готовых изделий сваривать контрольные образцы с одним стержнем. При этом все параметры режима сварки, диаметр и класс арматуры, марка стали, и толщина плоского элемента должны быть такими же, как и для изготавливаемых изделий.
8.12.5. Контрольные образцы сварных стыковых соединений, выполненные контактной сваркой, изготавливают из обрезков арматуры. При этом режимы сварки, диаметр и класс арматуры должны быть такими же, как и при сварке деловых соединений.
9. Методы контроля
9.1. Для контроля качества сварных соединений арматурных и закладных изделий применяют методы контроля, представленные в таблице 4.
Испытание арматуры на разупрочнение сваркой
Докипедия просит пользователей использовать в своей электронной переписке скопированные части текстов нормативных документов. Автоматически генерируемые обратные ссылки на источник информации, доставят удовольствие вашим адресатам.
4.15. Образцы сварных тавровых соединений арматурных стержней с плоскими элементами закладных изделий следует испытывать на отрыв стержня от плоского элемента по схеме черт.3 при расстоянии между сварными соединениями и захватом разрывной машины не менее 10 номинальных диаметров стержня. Радиус сферы вкладыша принимают 150-200 мм, радиус отверстия во вкладыше - не более диаметра стержня.
Черт.3. Схема испытания тавровых соединений анкерных стержней закладных изделий на отрыв
 | |
| 230 × 293 пикс. Открыть в новом окне | |
- испытательная нагрузка
4.16. Образцы нахлесточных соединений арматурных стержней с плоскими элементами закладных изделий испытывают на срез по схеме, черт.4.
Черт.4. Схема испытания нахлесточных соединений анкерных стержней закладных изделий на срез
 | |
| 430 × 259 пикс. Открыть в новом окне | |
4 - плоский элемент закладного изделия; 5 - анкерный стержень; 6 - упор, препятствующий изгибу образца;
7 - граница закрепления в захватах разрывной машины;4.17. Образцы крестообразных соединений для проверки величины разупрочнения основного металла рабочей арматуры сваркой должны иметь форму и размеры, указанные на черт.5.
Черт.5. Схема и размеры образцов для испытания рабочей арматуры на разупрочнение сваркой
 | |
| 300 × 192 пикс. Открыть в новом окне | |
При недостаточной длине стержня рабочей арматуры допускается испытывать образцы с двумя и более поперечными стержнями.
5. Транспортирование и хранение
5.1. Арматурные и закладные изделия должны транспортироваться с соблюдением мер, исключающих появление остаточных деформаций в стержнях и механические повреждения изделий.
5.2. Плоские сварные арматурные сетки и каркасы следует транспортировать в горизонтальном положении связанными в пакеты.
5.3. Закладные изделия транспортируют в контейнерах (ящиках) рассортированными по маркам. В каждом контейнере (ящике) должны находиться изделия одной марки.
5.4. Арматурные и закладные изделия в пределах одного предприятия транспортируют наличными средствами.
Транспортирование по железной дороге производится повагонными или мелкими отправками в открытых или закрытых вагонах.
Загрузка и выгрузка вагонов должна осуществляться механизированным способом: открытых - кранами, крытых - автопогрузчиками.
При мелких отправках в крытых вагонах партиями не более 10 т для предохранения транспортных средств и грузов от механических повреждений рулоны арматурных сеток и их торцы должны быть обернуты бумагой по ГОСТ 8828 и упаковочной тканью по ГОСТ 5530 или другими упаковочными материалами, не ухудшающими качество упаковки.
5.6. Транспортная маркировка должна содержать основные, дополнительные и информационные надписи по ГОСТ 14192.
5.7. Способы выполнения погрузочно-разгрузочных работ должны соответствовать предусмотренным правилами техники безопасности.
Пакеты плоских арматурных сеток и каркасов следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток должны складироваться не более чем в три яруса.
При складировании между штабелями изделий должен быть обеспечен свободный проход шириной не менее 0,5 м.
Контроль качества арматурно-сварочных работ в железобетонных конструкциях
Прочность крестообразного соединения арматуры разного диаметра и разных классов
Здравствуйте. Какова прочность крестообразного сварного соединения контактной сваркой арматуры к примеру d10 А500 с арматурой d8 А240? Несущей способности какого стержня будет соответствовать прочность данного стыка? Интересует будет ли продольный стержень d8 А240 обеспечивать анкеровку поперечных стержней d10 А500 и если не будет то какой процент от несущей способности d10 А500 сможет воспринять данное соединение?
гадание на конечно-элементной гуще
Видел такие рекомендации. Продольный стержень должен быть одного класса арматуры с поперечным или не обязательно (в отчете про это не сказано)? И все таки будет ли обеспечена анкеровка в случае, когда продольный стержень имеет меньший диаметр по сравнению с поперечным?
Про класс ничего не сказано.
Но есть фраза, что анкеровка осуществляется стержнем не меньшего диаметра - следовательно, стержнем меньшего диаметра она не осуществляется.
Нашел в руководстве по конструированию ж/б.
Может хватить и двух стержней диаметром не менее 0,5 диаметра стержня, который анкерим. Точнее можно уменьшать длину анкеровки.
Так все таки по какому классу арматуры принимается прочность сварного соединения, если учесть что марка стали у А500С и А240 одинаковая?
Интересует будет ли продольный стержень d8 А240 обеспечивать анкеровку поперечных стержней d10 А500 и если не будет то какой процент от несущей способности d10 А500 сможет воспринять данное соединение?
Вопрос довольно абстрактен, в какой конструкции это соединение, бетон при анкеровке как учитывается? Или же чисто интересует прочность сварного крестообразного сечения контактной сваркой?
Плоские каркасы в зоне продавливания, рабочие поперечные стержни d10 A500C продольные d8 A240. Анкеровка в данном случае по большей части обуславливается именно прочностью сварного соединение (в связи с этим и задал вопрос).
А с чем связано применение А240 как акеровочный прут? Почему не А500 той же 10кой (меньше сортамент)? Когда то уже обсуждалась тема по поводу поперечной арматуры, в расчете есть ограничение 300 МПа и коэффициентом условий работы γs1 = 0,8, уже не помню до чего договорились, но помниться что это ограничения не от анкеровки были приняты. Хотя от анкеровки зависит ее расчетное значение напрямую.
Стараюсь не делать сварные каркасы на контактной сварке, ибо их почти всегда делают на стройке прихватками, что снижает надежность. Можно сделать каркасы с лапками, есть вариант с полосой но это уже из разряда усложнений.
Коэффициент условия работы 0.8 введен из-за неравномерной нагрузки на поперечную арматуру, какие-то стержни нагружены больше, какие-то меньше. Понятно, что лучше использовать анкеровочный стержень такого же диаметра и класса как и поперечный и тогда все ок будет. Но в данный момент хотел бы понять в какой степени будет обеспечивать анкеровку стержень d8 A240. Перерыл весь интернет но так и не нашел ничего((((. Раньше считал, что приварка продольного стержня в любом случае обеспечивает анкеровку и не парился относительно типа соединения. Но ведь для работы арматуры сварное соединение должно выдерживать усилие не меньше чем собственно возникает в поперечном стержне.
Контактная точечная сварка - практически ненормируемое соединение с большой вероятностью наличия сварочных трещин и зон перекала. Разве можно использовать подобное соединение как анкеровочное? Контактная сварка - самый проблемный узел, так как 500 я арматура прекрасно калится, зона плавления небольшая, нагрев
очень интенсивный и краткий. Такую сварку можно использовать как конструктивную, распределительную, но не как анкерующую, это уж точно. Ее и делают , по-хорошему,
чуть держащей, чтоб не уродовать рабочий стержень. Поэтому и коэффициент 08 появляется.
Варите нормальной электросваркой, считаете шов как положено и все получится. Анкеровка 10-ки - вообще простейшя проблемка.
И не найдете вы ни чего путного на эту тему. Это такой же туман, как морозоустойчивость и водоустойчивость бетона. Ни один трезвый человек
не станет рекомендовать .
И сотни объектов где применяются ж/б конструкции с сварными каркасами (заводскими) этому подтверждение
И если внимательно порассматривать каким именно образом в этих конструкциях работает эта точечная сварка, то выяснится, что просто это способ распределения арматуры, чтоб не вязать каркас. И прежде, чем давать ссылку на ГОСТ, найдите сваренную точкой арматуру, разрежьте болгаркой поперек сварки и порассматривйте
под микроскопом. Правдв, есть трудность - кроме увидеть, надо еще и понять, что видишь. КОнструктор.
Зачем это нужно делать? И что Вы там хотите увидеть?
Есть ГОСТ на испытание соединений, выполненных сваркой типа К- Кт, там четко расписана методика проверки таких соединений на прочность. Видел результаты таких испытаний, соединение нормальное.
Вы хоть раз видели чертеж ригеля с сварными каркасами? Если да, то как выполнена анкеровка поперечной арматуры (вертикальной)? Не контактной ли сваркой с продольным стержнем?
если внимательно порассматривать каким именно образом в этих конструкциях работает эта точечная сварка, то выяснится
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арма турной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железо бетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных кон струкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выпол няемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих ан керных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Крестообразное
Контактная точечная двух стержней
Любое
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Продолжение табл. 1
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
2. Условное обозначение сварного соединения имеет следующую структуру:
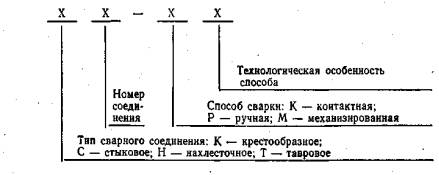
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
α, α1, α2, β, β1. γ, γ1 - угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601-84 .
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22- 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922-90.
Черт. 1.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264-80 и ГОСТ 8713-79 .
Обозначение типа соединения, способа сварки
Величина h/ d 'н, обеспечивающая прочность не менее требуемой ГОСТ 10922-90. для соединения с отношением диаметров d 'н/ d н
Минималь
ная вели
чина h/ d 'н обеспечива
ющая ненорми
руемую проч
ность
Читайте также: