Испытание электродов для ручной дуговой сварки
Обновлено: 20.09.2024
Электроды должны храниться в отапливаемых помещениях при температуре не ниже +15 С и влажности воздуха не выше 60%(нормальные условия). При соблюдении условий хранения, срок годности электродов не ограничен.
Должны проходить обязательный входной контроль. При входном контроле должны проверяться:
- наличие сертификата;
- сохранность упаковки и наличие на каждом упаковочном месте этикетки (бирки);
- сварочно-технологические свойства;
- для легированных электродов соответствие химического состава наплавленного металла данной марки;
Перед применением электроды должны быть прокалены по режиму, указанному на этикетке.
Основные характеристики покрытых электродов ГОСТ 9466-75
1. Тип электрода:
- для конструкционных и теплоустойчивых сталей по ГОСТ 9467 (Э– покрытый электрод, число-гарантированный предел прочности наплавленного металла (в кг\на мм), буква А улучшенные пластические свойства (например, Э42,Э50А);
- для высоколегированных сталей по ГОСТ 10052 примерный химический состав наплавленного металла (например, Э-07Х20Н9)
2. Марка электрода, устанавливается разработчиком ТУ на электроды (например МТГ-01К,ТМЛ-3У, УОНИ 13\55)
3. Диаметр электрода
5. Род и полярность тока
По видам покрытия электроды подразделяются
- с кислым покрытием – А;
- с основным покрытием – Б;
- c целлюлозным покрытием – Ц;
- с рутиловым покрытием – Р;
- с покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- с прочими видами покрытий – П.
При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляется буква Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений — 1;
- для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 — У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 — Л;
- для сварки легированных теплоустойчивых сталей — Т;
- для сварки высоколегированных сталей с особыми свойствами — В;
- для наплавки поверхностных слоев с особыми свойствами — Н.
По толщине покрытия электроды подразделяются:
В зависимости от отношения D/d (D — диаметр покрытия, d — диаметр электрода, определяемый диаметром стержня)
- с тонким покрытием (D/d≤1,20) — М;
- со средним покрытием (1,20
- с толстым покрытием (1,45
- с особо толстым покрытием (D/d>1,80) — Г.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
- наименование или товарный знак предприятия-изготовителя;
- полное обозначение электродов по ГОСТ 9466-75;
- номер партии и дата изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
- допустимое содержание влаги в покрытии на момент использования электродов;
- рекомендуемый режим прокаливания электродов перед сваркой;
- масса электродов в упаковке.
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
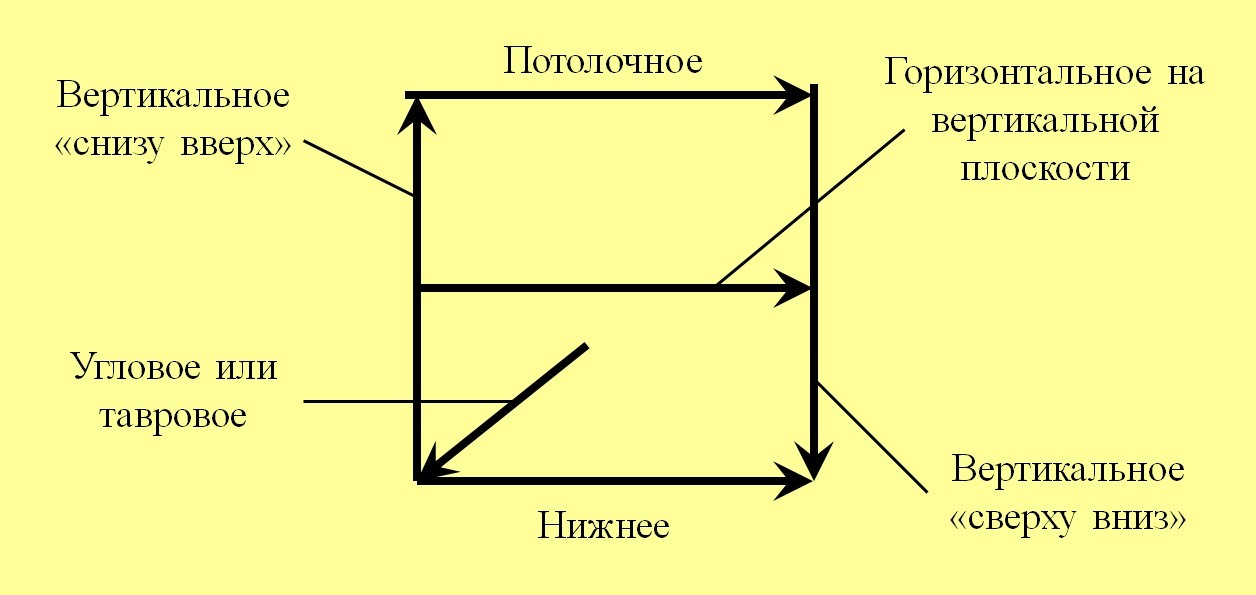
Условное обозначение положений сварки
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Испытание электродов для ручной дуговой сварки
Инструкция по контролю сварочных материалов
и материалов для дефектоскопии
Дата введения 1995-01-03
Главный инженер АООТ "Энергомонтажпроеткт" Д.И. Кривошеин, 1994
Директор ИЦ "Сварка", ГИ "Оргэнергстрой" Г.С. Зислин, 1994
Начальник Департамента "Энергореновация" РАО "ЕЭС России" В.А. Стенин, 1994
Заместитель начальника Управления по котонадзору и надзору за грузоподъемными сооружениями Госгортехнадзора России Н.А. Хапонен, 20.12.1994
Заместитель Министра топлива и энергетики Ю.Н. Корсун, 1994
1. РАЗРАБОТАНА Акционерным обществом открытого типа "Энергомонтажпроект", ГИ "Оргэнергострой" и РАО "ЕЭС России".
Кривошеин Д.И., Белкин С.А., Ротштейн А.В. (руководитель разработки), Феоктистов В.А., Утенкова Л.Д., Белкин А.С., Захарова Л.П. (АО "Энергомонтажпроект"), Зислин Г.С., Якобсон С.С., Курносова Н.Д., Новичкова Т.И. (ИЦ "Сварка" ГИ "Оргэнергострой"), Стенин В.А., Гусев Ю.И. (РАО "ЕЭС России")
2. УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.95.
4. ВВЕДЕНА ВПЕРВЫЕ.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
Номер
или обозначение
Нефтепродукты. Метод определения кинематической и расчет динамической вязкости.
ЕСКД. Правила внесения изменений.
Проволока стальная сварочная. Технические условия.
Ацетилен растворенный и газообразный технический. Технические условия.
Кислород газообразный технический и медицинский. Технические условия.
Нефть, нефтепродукты, присадки. Метод определения механических примесей.
Методы определения механических свойств. Сварные соединения.
Двуокись углерода газообразная и жидкая. Технические условия.
Материалы лакокрасочные. Методы определения условной вязкости.
Флюсы сварочные плавленные.
Электроды покрытые для ручной дуговой сварки сталей и наплавки. Классификация и общие технические требования.
Аргон газообразный и жидкий. Технические условия.
ССБТ. Организация обучения безопасности труда. Общие положения.
ССБТ. Пожарная безопасность. Общие требования.
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ССБТ. Вредные вещества. Классификация и общие требования безопасности.
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
ССБТ. Процессы производственные. Общие требования безопасности.
ССБТ. Работы электросварочные. Требования безопасности.
Контроль неразрушающий. Капиллярные методы. Общие требования.
Каолин обогащенный. Метод определения влаги.
Контроль неразрушающий. Магнитопорошковый метод.
Правила, технические условия и руководящие документы.
Правила устройства и безопасной эксплуатации грузоподъемных кранов.
Технологическое оборудование и технологические трубопроводы.
Несущие и ограждающие конструкции.
Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства.
Санитарные правила при проведении рентгеновской дефектоскопии.
Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1С-93).
Унифицированная методика стилоскопирования деталей и сварных швов энергетических установок.
Инструкция по подготовке и хранению сварочных материалов.
Инструктивные материалы по технике безопасности при производстве сварочных работ и работ по термической резке в условиях монтажа оборудования энергетических объектов Минэнерго СССР, 1981 г.
Заменен на СНиП 42-01-02. - Примечание изготовителя базы данных.
Настоящая инструкция устанавливает требования к контролю качества сварочных материалов и материалов для дефектоскопии, применяемых при монтаже, ремонте и изготовлении котлов, трубопроводов, листовых конструкций и других изделий энергетических установок тепловых и электрических станций, отопительных котельных и теплотрасс.
Инструкция входит в комплект документации по организации производства и выполнению сварочных работ и работ по контролю качества. Инструкция является неотъемлемой частью "Системы контроля и обеспечения качества сварочных работ". Внесение изменений в инструкцию осуществляется разработчиком в порядке, установленном ГОСТ 2.503.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая инструкция разработана на основании требований нормативно-технических документов, в том числе Правил Госгортехнадзора РФ, СНиП и РД 34 15.027-93* "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций" (РТМ-1с-93) и действует совместно с ними.
* Действует РД 153-34.1-003-01, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.2 Инструкция предназначена для предприятий, монтажных и ремонтных организаций, выполняющих работы по изготовлению, монтажу, ремонту, реконструкции и модернизации объектов тепловой энергетики, газопроводов, тепловых сетей и технологических трубопроводов промышленных предприятий.
Примечание - Инструкция распространяется на газопроводы (трубопроводы горючего газа), находящиеся на территории объекта тепловой энергетики (от газораспределительной станции до потребителя), транспортирующие газ давлением не более 1,2 МПа (12 кгс/см).
1.3 Инструкция регламентирует требования, организацию и проведение контроля сварочных материалов (покрытых электродов для дуговой сварки, сварочной проволоки сплошного сечения, порошковой проволоки, сварочных флюсов, вольфрамовых электродов, защитных газов) и материалов для дефектоскопии (радиографической пленки, порошков, пенетрантов, реактивов и др.).
1.4 Проверка сварочных материалов и материалов для дефектоскопии выполняется работниками предприятия-производителя работ, назначенными приказом руководителя предприятия. В приказе должны быть указаны лица, отвечающие за конкретные виды работ при проверке материалов. При этом необходимо учитывать следующее:
1) проверку состояния упаковки и наличия сопроводительной документации должен производить экспедитор и кладовщик при приемке материалов (поступлении материалов на склад); при необходимости для проверки приглашаются лица, ответственные за контроль материалов;
2) проверка сведений, приведенных в сопроводительной документации, и их соответствие требованиям нормативно-технической документации (далее по тексту - НТД) должна быть поручена специалисту службы сварки или службы контроля (по принадлежности материалов);
3) контроль качества (пригодности) материалов должны выполнять специалисты (инженерно-технические работники, сварщики, дефектоскописты, лаборанты); при этом к контролю материалов для дефектоскопии допускаются специалисты не ниже II уровня квалификации по соответствующему виду контроля;
4) лица, допущенные к контролю сварочных материалов и материалов для дефектоскопии, должны пройти соответствующую подготовку с учетом требований настоящей инструкции с последующей проверкой теоретических знаний, что фиксируется в протоколе (приложение А).
Разрешается подготовку и аттестацию персонала, занятого на работах по контролю сварочных материалов и материалов для дефектоскопии, производить на централизованных курсах подготовки при учебно-аттестационных центрах, имеющих право на выполнение данных работ.
- состояния упаковки и самих материалов;
- наличия сопроводительной документации;
- содержания (полноты данных) сопроводительной документации;
- качества (пригодности) материалов;
1.6 Контроль качества материалов для сварки и дефектоскопии производится в следующих случаях:
1) при поступлении материала с завода-изготовителя на склад предприятия (монтажной или ремонтной организации) до их передачи в производство для выполнения сварочных и контрольных работ;
2) по истечении срока годности материала;
3) в случае нарушения условий хранения сварочных материалов и материалов для дефектоскопии (материалы хранились в условиях, отличных от рекомендуемых в стандартах и технических условиях на материал, руководящем документе РД 34 15.027-93 и/или "Инструкции по подготовке и хранению сварочных материалов" РД 34 15.124-94).
Решение о необходимости проверки качества материала при истечении срока годности или нарушения условий хранения принимает руководитель сварочных работ или работ по контролю качества (по принадлежности материала).
Примечание - Контроль качества материала может не проводиться, если он был проведен для данной партии материала другой организацией в соответствии с настоящей Инструкцией, а результаты контроля оформлены документально и переданы предприятию, использующему материал при производстве работ.
1.7 Контроль сварочных материалов следует производить на специализированном участке, оснащенном необходимым оборудованием, оснасткой, контрольно-измерительным оборудованием и инструментом.
Контроль материалов для дефектоскопии должен выполняться в помещениях лаборатории (отдела, группы) контроля с использованием имеющегося на предприятии оборудования.

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ КОНСТРУКЦИОННЫХ И ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Metal covered electrodes for manual arc welding of structural and heat-resistant steels. Types
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 марта 1975 г. N 780 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ИЗДАНИЕ (февраль 2005 г.) с Изменением N 1, утвержденным в августе 1988 г. (ИУС 12-88).
ПЕРЕИЗДАНИЕ (по состоянию на май 2008 г.)
1. Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
2. Электроды должны изготавливаться следующих типов:
Э38, Э42, Э46 и Э50 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм;
Э42А, Э46А и Э50А - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм;
Э70, Э85, Э100, Э125, Э150 - для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х3М1БФ, Э-10Х5МФ - для сварки легированных теплоустойчивых сталей.
3. Химический состав металла, наплавленного электродами для сварки конструкционных сталей, должен соответствовать требованиям технических условий или паспортов на электроды конкретных марок. При этом содержание серы и фосфора в наплавленном металле не должно превышать указанного в табл.1.
(Измененная редакция, Изм. N 1).
4. Механические свойства металла шва, наплавленного металла и сварного соединения, выполненных электродами для сварки конструкционных сталей, должны соответствовать нормам, приведенным в табл.1.
Механические свойства при нормальной температуре
Содержание в наплавленном металле, %
металла шва или наплавленного металла
сварного соединения, выполненного электродами диаметром менее 3 мм
Временное сопротив- ление разрыву , кгс/мм
Ударная вязкость
, кгс·м/см
Временное сопротивление разрыву , кгс/мм
Угол загиба, град.
1. Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные в таблице значения механических свойств установлены для металла шва, наплавленного металла и сварного соединения в состоянии после сварки (без термической обработки). Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
2. Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термической обработки по режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
3. Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125, Э150 диаметром менее 3 мм, должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
5. Химический состав металла, наплавленного электродами для сварки легированных теплоустойчивых сталей, а также механические свойства наплавленного металла или металла шва должны соответствовать нормам, приведенным в табл.2.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Проверка покрытых электродов
Качество электродов проверяют в процессе их изготовления на заводах и перед началом сварочных работ в цехах или на строительных площадках.
Покрытие должно быть плотным и прочным, хорошо удерживаться на электродном стержне и не разрушаться (по ГОСТ 9466—60) при свободном падении электрода плашмя на гладкую стальную плиту с высоты 1 м для электродов диаметром 3 мм и менее и с высоты 0,5 м для электродов диаметром более 3 мм. Допускаются частичные откалывания покрытия общей длиной не более 20 мм.
Покрытие электродов должно быть влагостойким и не разрушаться после пребывания в воде с температурой 15—25°С в течение 24 ч. Допускаются следующие дефекты поверхности электродов:
- шероховатость поверхности,продольные риски и отдельные задиры — глубиной не более 1/4 толщины покрытия;
- местные вмятины — в количестве не более трех, глубиной да 1/2 толщины покрытия и длиной до 12 мм каждая;
- поры — в количестве не более трех на длине 100 мм, диаметром до 2 мм, глубиной до 1/2 толщины;
- волосные трещины — в количестве не более двух, длиной до 12 мм каждая.
Контроль качества электродов в заводских и монтажных условиях перед сваркой конструкций, работающих в тяжелых условиях (вибрационная нагрузка, высокая температура и давление,транспортировка токсичных газов), заключается в проверке наличия сертификатов и выборочном контроле состояния внешней поверхности. Кроме того, проверяют механические и технологические свойства наплавленного металла, а также, при необходимости, выполняют металлографический анализ. Такая проверка необходима ив тех случаях, если применяемые электроды дают нестабильную дугу, имеют неравномерное плавление или если в сварном шве возникают трещины и поры.
Для внешнего осмотра отбирают 10—15 электродов из разных пачек. При наличии недопустимых дефектов берут удвоенное количество, а при повторном обнаружении дефектов всю партию электродов бракуют, составляя рекламационный акт.
Покрытие электродов должно быть концентрично относительно стержня. Для проверки концентричности в разных сечениях по длине электрода делают надрезы и замеряют толщину покрытия.
Величина разности толщин не должна превышать:
- при диаметре электрода 2 мм 0,08 мм
- при диаметре электрода 2,5 мм 0,1 мм
- при диаметре электрода 3 мм 0,15 мм
- при диаметре электрода 4 мм 0,2 мм
- при диаметре электрода 5 мм 0,25 мм
- при диаметре электрода 6 мм и более 0,3 мм
Проверку электродов на свариваемость и по механическим свойствам выполняют периодически для различных партий. При этом наплавку ведут на пластинах из углеродистой или низколегированной стали толщиной 10—14 мм (можно также сваривать трубы с толщиной стенки не менее 8 мм).
Для электродов, дающих аустенитный наплавленный металл, проверяют наличие в нем ферритной фазы, для чего наплавляется пять — шесть слоев на пластину или трубу из аустенитной стали. Режим наплавки выбирают в соответствии с рекомендованными для электродов данного типа и диаметра.
Содержание феррита определяют объемным магнитным методом с помощью ферритомера либо металлографическим методом на образцах диаметром 5 мм и длиной 60 мм, вырезанных из двух верхних слоев наплавки. Образцы травят в течение 2—2,5 мин реактивом, состоящим из красной кровяной соли (10 г), едкого натра (10 г) и воды (100 г).
Испытание металла, шва или сварного соединения на межкристаллитную коррозию проводят в соответствии с ГОСТ 6032—58*.
У всех электродов и присадочных проволок для сварки аустенитных сталей проверяют на жесткой тавровой пробе или на образце с шестислойной наплавкой склонность к образованию горячих трещин.
Образец изготовляют из той же марки стали, что и свариваемой конструкции, а электроды берут из партии,предназначенной для сварки.
Шестислойную наплавку ведут в нижнем положении, а каждый слой наплавляют в одном и том же направлении. Каждый последующий слой кладут после полного остывания предыдущего до комнатной температуры.
После полного остывания и удаления шлака со шва образец осматривают, разламывают по контролируемому шву и проверяют наличие трещин.
Далее образец разрезают на три части для изготовления макрошлифов, которые травят в соляной кислоте,промывают, сушат и рассматривают под лупой с 4—7-кратным увеличением.
При наличии трещин электроды бракуются.
Проверенные электроды хранят в сухом помещении, не допуская их увлажнения. Перед сваркой электроды просушивают при температуре 150—180° С в течение 1,5—3 ч в сушильных печах. Категорически запрещается сушить электроды с помощью газовых горелок или коротким замыканием,так как это приводит к ухудшением защитных свойств покрытия и может стать причиной брака сварного соединения.
Покрытые электроды для ручной дуговой сварки
Покрытые электроды для ручной сварки представляют собой стержни длиной, как правило, от 250 до 700 мм, изготовленные из сварочной проволоки с нанесенным на нее слоем покрытия. Один из концов электрода длиной 20–30 мм не имеет покрытия для его крепления в электрододержателе.

Покрытый электрод для ручной дуговой сварки
Длина электрода зависит от его диаметра и химического состава стержня. Например, стержни малого диаметра, состоящие из высоколегированных сталей, делаются более короткими, чтобы уменьшить электрическое сопротивление (и нагрев) при сварке, а стержни малого диаметра из низкоуглеродистых сталей обладают высокой электропроводностью и, следовательно, могут быть длинными.
Сварочные электроды должны обеспечивать:
— устойчивое горение дуги, равномерное плавление металла и стабильный перенос его в сварочную ванну;
— достаточную защиту расплавленного электродного металла и металла сварочной ванны от воздуха;
— получение металла шва требуемого химического состава и механических свойств;
— хорошее формирование шва, минимальные потери на угар и разбрызгивание;
— возможно высокую производительность процесса сварки;
— хорошую отделимость и легкую удаляемость шлака с поверхности шва;
— достаточную стойкость покрытий против механических повреждений (осыпание, откалывание при относительно легких ударах, в процессе нагрева электрода при сварке и др.) и недопустимость резкого ухудшения свойств в процессе хранения;
— минимальную токсичность газов, выделяющихся при сварке, соблюдение санитарно-гигиенических норм.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода. Вещества, из которых состоит покрытие, можно разделить на следующие группы.
Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании они разлагаются с выделением газов, вытесняющих воздух. В качестве газообразующих компонентов обычно выступают вводимые в покрытие минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
Шлакообразующие компоненты обеспечивают шлаковую защиту расплавленного и кристаллизующегося металла от воздуха. При расплавлении они образуют шлак, который всплывает на поверхность сварочной ванны. Шлаком также покрыты капли электродного металла. Шлакообразующие компоненты (кислые окислы SiO2, TiO2, Al2O3; основные окислы CaO, MnO, MgO; галогены CaF2) содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
Раскисляющие компоненты позволяют восстановить часть металла, находящегося в сварочной ванне в виде оксидов. К ним относятся железосодержащие соединения – ферромарганец, ферротитан и ферросилиций.
Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них элементов с низким потенциалом ионизации – натрия, калия, кальция и др. Последние содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе и других веществах.
Легирующие компоненты придают металлу шва дополнительные свойства, например, повышенную прочность, коррозионную стойкость и др. Добавляются в покрытие в виде железосодержащих сплавов – феррохрома, ферротитана, феррованадия. Основным способом легирования металла шва является легирование через стержень электрода, дополнительным – через покрытие.
Связующие компоненты связывают порошковые материалы покрытия в однородную массу. Чаще всего в качестве связующих используется натриевое (Na2Si02) или калиевое (K2Si02) жидкое стекло. После высыхания оно цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводятся пластификаторы – бентонит, каолин, декстрин, слюда.
Добавление в покрытие железного порошка (до 60% от массы покрытия) позволяет повысить производительность сварки.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Читайте также: