История развития дуговой сварки
Обновлено: 18.05.2024
В самом начале 19 века, а конкретно в 1802 году, Василий Владимирович Петров (1761 – 1834 гг.), будучи профессором физики Санкт-Петербургской медико-хирургической академии, открыл и описал явление электрической дуги, а также впоследствии предложил ее возможное практическое применение, включая электросварку и электропайку металлов.
В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
Н.Н.Бенардос и Н.Г.Славянов заложили основы автоматизации сварочного производства. К сожалению, в условиях царской России их изобретения не нашли большого применения. Лишь после Великой Октябрьской социалистической революции сварочные технологии получают распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже – сварку судов и ответственных конструкций.
Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
В 1928 году русский изобретатель и учёный Дмитрий Антонович Дульчевский (1879 – 1961 гг.) разработал технологию автоматической сварки под флюсом.
В 1932 году русский ученый Константин Константинович Хренов (1894 – 1984 гг.) впервые в мире создал технологию электродуговой сварки и резки под водой.
Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Конец 1940-х годов ознаменовался началом промышленного применения технологии сварки в защитном газе. В 1952 году коллективы Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патона разработали и внедрили в производство способ полуавтоматической сварки в углекислом газе.
Сваривать металлы практический любой толщины стало возможным после разработки в 1949 году сотрудниками Института электросварки им. Е.О. Патона технологии электрошлаковой сварки.
В дальнейшем в нашей стране стали применяться следующие способы сварки: сварка ультразвуком, диффузионная сварка, электронно-лучевая, холодная сварка, плазменная, сварка трением и др.
Развитие электрической дуговой сварки
Первое практическое применение дуга в электрической сварке металлов получила лишь в 1882 г., когда Н. Н. Бенардосом был создан в Санкт-Петербурге «Способ соединения и разъединения металлов непосредственным действием электрического тока», названный им «электрогефест».

По заключению академиков Н. С. Курнакова, О. Д. Хвольсона и других сущность этого способа состояла в том, что обрабатываемый предмет соединяется с одним, а уголь с другим полюсом электрического источника и образующейся между обрабатываемыми предметом и углем вольтовой дугой производится действие, подобное тому, которое производится пламенем паяльной трубки при накаливании и оплавлении металла. Специальный угольный электрод или электрод «из другого проводящего вещества» вставляется в держатель и дуга поддерживается от руки.
В 1888 - 1890 гг. способ использования тепла электрической дуги для сварки металлов был усовершенствован горным инженером Н. Г. Славяновым, заменившим угольный электрод исключительно металлическим и разработавшим полуавтомат для подачи металлического электрода по мере его сгорания и поддержания дуги, названной им «плавильником».

Сущность способов электрической дуговой сварки, созданных в результате работ талантливых инженеров-изобретателей Н. Н. Бенардоса и Н. Г. Славянова, остается неизменной до наших дней и может быть охарактеризована следующим образом: электрическая дуга, образующаяся между электродом и соединяемыми частями изделия, своим теплом оплавляет основной материал изделия и расплавляет подаваемый в зону пламени дуги электрод — присадочный материал, который в виде капель расплавленного металла заполняет место соединения и сплавляется с основным металлом изделия. Общее тепловыделение дуги при этом регулируется путем подбора соответствующего режима, основным параметром которого является ток.
В практическом применении в способы вносились и вносятся многочисленные усовершенствования, не меняющие существа процессов, но повышающие их практическую ценность. Развитие созданных способов сварки шло вместе с развитием энергетических основ сварочной техники в направлении повышения качества и производительности сварочных работ.

Основными условиями, способствовавшими этому развитию, были:
обеспечение устойчивой работы дуги ;
получение надлежащего качества и прочности соединения.
Первое условие было выполнено путем создания источников тока, обладающих характеристиками, определяемыми свойствами электрической дуги в условиях сварки.
Дуга как основной источник нагрева и потребитель энергии при сварке характеризуется динамической нагрузкой, при которой в промежутки времени, измеряемые сотыми долями секунды, в цепи дуги происходят резкие изменения электрического режима.
Плавление электрода и переход металла с электрода на изделие вызывает резкие колебания длины дуги и повторяющиеся через очень малые промежутки времени короткие замыкания источника питания дуга (до 30 раз в секунду). Ток и напряжение при этом не сохраняют постоянного значения, а имеют мгновенные изменения от некоторого значения до максимального и обратно.
Подобные резкие изменения нагрузки нарушают состояние равновесия системы электрическая дуга - источник тока. Для того, чтобы дуга могла гореть длительно при определенной величине тока, не угасая и не переходя в другие формы электрического разряда, необходимо, чтобы источник тока, питающий дугу, быстро реагировал бы на происходящие изменения в режиме дуги и обеспечивал бы ее устойчивую работу.

В начале развития электросварочного машиностроения это осуществлялось путем применения балластных сопротивлений, включаемых для ограничения тока и успокоения дуги последовательно в главную цепь электрических машин. В дальнейшем были созданы специальные источники тока с падающими характеристиками и малой магнитной инерцией, полностью обеспечивавшие требования, вытекающие из свойств сварочной дуги.
Параллельно с развитием электросварочного машиностроения проводились исследования, позволившие установить основные параметры статической характеристики дуги в условиях сварки и исследовать оптимальные условия и основные электрические параметры источников тока и их влияние на устойчивость и непрерывность горения дуги при сварке.
В последующий период на основе исследований статики и динамики процесса в электросварочных машинах разрабатывается классификация систем сварочных машин и аппаратов и создается единая обобщенная теория сварочных машин.

Особенности процесса электрической дуговой сварки
Процесс электрической дуговой сварки представляет весьма сложный комплекс явлений физических, химических и электрических, протекающих непрерывно во всех стадиях в чрезвычайно короткие промежутки времени. По сравнению с обычными металлургическими процессами плавления металла сварочный процесс отличается:
малым объемом ванны расплавленного металла;
высокими температурами нагрева металла, что при больших скоростях и локализованном характере нагрева приводит к высоким градиентам температур:
неразрывной связью между наплавленным металлом и основным, причем последний является как бы изложницей для первого.
Таким образом, нагретый и расплавленный металл в малой по объему сварочной ванне окружен значительной массой основного металла, имеющего более низкую температуру. Это обстоятельство, естественно, определяет большие скорости нагрева и охлаждения металла и, как следствие, определяет характер и направление реакций, протекающих в сварочной ванне.

Проходя через дуговой промежуток, расплавленный присадочный металл подвергается воздействию атмосферы дуги при очень высоких температурах, что влечет за собой окисление металла и поглощение им газов, причем в дуге наблюдается активизация инертных газов (в первую очередь азота), активность которых в обычных металлургических процессах незначительна.
Воздействию атмосферы дуги также подвергается расплавленный металл в сварочной ванне, где протекают физико-химические реакции между металлом, его примесями и поглощенными им газами. В результате этих явлений наплавленный металл шва имеет повышенное содержание кислорода и азота, что, как известно, снижает механические характеристики металла.
При переходе металла в дугу и пребывании его в расплавленном состоянии в месте соединения примеси в железе, а также легирующие присадки выгорают, что также ухудшает механические свойства металла. Газы, образующиеся при выгорании примесей, а также растворенные в металле, при отвердевании расплавленного металла могут привести к образованию раковин и пор в наплавленном металле.
Таким образом, процессы, протекающие при сварке, затрудняют получение наплавленного металла высокого качества. Эти трудности оказались такими, что получение сварного шва с характеристиками, приближающимися к характеристика свариваемого металла, что является основным показателем качества сварки, без принятия специальных мер оказалось невозможным.
Совершенствование технологии дуговой сварки
Основным мероприятием, повышающим качество и прочность соединения металла в существующих методах электродуговой сварки, было применение специальных покрытий — обмазок на электродах.
В первоначальный период функцией подобных покрытий-обмазок являлось облегчение зажигания и увеличение устойчивости дуги благодаря их ионизирующему действию. В дальнейшем, с развитием толстых или качественных покрытий, функцией которых помимо увеличения устойчивости дуги являлось улучшение химического состава и структуры наплавленного металла, было значительное повышение качества сварки.

Развитие специальных покрытий на электродах позволило в последние годы распространить применение основных способов для сварки и резки металлов под водой. В этом случае назначение покрытий на электродах еще заключается в том, чтобы (вследствие своего более медленного сгорания, чем электрод) поддерживать защитный козырек вокруг дуги и газами, выделяющимися при сгорании покрытий, образовать пузырь, в котором горит дуга.
Одновременно с повышением качества свариваемого соединения шло и повышение производительности сварочных работ, которое при ручной сварке достигалось путем увеличения мощности сварочной дуги с одновременным увеличением диаметра металлического электрода. Значительное повышение мощности и увеличение размеров электродов привело к замене ручной сварки автоматической.

Наибольшие трудности в автоматической сварке представлял вопрос об электродных покрытиях-обмазках, без которых качественная сварка при современных требованиях почти невозможна.
Удачным решением явилась подача раздробленного зернообразного покрытия-флюса не на электрод, а на основной металл. В этом случае дуга горит под слоем флюса, благодаря чему более эффективно используется тепло дуги, и шов защищается от воздействия воздуха. Это дополнение явилось тем усовершенствованием основного способа сварки с металлическим электродом, которое позволило значительно повысить производительность и улучшить качество сварного шва.
Возможность управления тепловым состоянием соединяемых металлов при использовании современных источников питания сварочной дуги позволяет осуществить все переходные формы процесса соединения от пластического до жидкого, расплавленного состояния материалов. Это обстоятельство открывает новые возможности соединения не только разнородных металлов, но и неметаллических материалов между собой.

С усовершенствованием технологических процессов сварки повышалась прочность и надежность сварных конструкций. В первоначальный период, когда сварочный процесс осуществлялся исключительно вручную, электрическая дуговая сварка находила применение во всевозможных работах восстановительного и ремонтного характера.
Значение электрической дуговой сварки, как одного из основных и передовых технологических процессов, является в настоящее время бесспорным. Опыт применения сварки в различных отраслях промышленности со всей очевидностью доказал, что этот метод металлообработки позволяет получить не только экономию металла (25 - 50%), но и значительно ускорить производство работ всех видов металлических конструкций.
Развитие механизации и автоматизации процесса, направленное к непрерывному повышению производительности в сочетании с неуклонным повышением качества и прочности сварки, еще более расширяет области ее применения. В настоящее время электрическая дуговая сварка является ведущим технологическим процессом при изготовлении всех видов металлических конструкций, работающих под действием статических и динамических нагрузок при низких и высоких температурах.
Другие интересные и полезные статьи про электричеcкую сварку:
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
История развития сварки
История сварки насчитывает несколько десятилетий, этот технологический процесс неразрывно связан с периодом, когда люди впервые начали добывать разные металлы, железо. Еще в давние времена люди применяли горячие методы для выплавки разных изделий из стали, они ее раскаляли, размягчали и формировали из нее уникальные приспособления.
Первые сварочные приборы разрабатывались несколько веков назад, и, наверное, мало, кто мог подумать, что за этот период будут достигнуты такие высоты. В настоящее время под понятием сварка подразумеваются разные процессы и виды технологий, используемое оборудование, материалы и другие важные критерии.

Предыстория сварки
История каждой технологии, включая сварку, должна рассматриваться с процессами, которые происходили в разные периоды. Каждая из них изначально обладает предпосылками возникновения, процессом развития, который проходит сквозь призму истории. Все это включает знаменательные события, значимые имена ученых, открытия, перспективы последующего развития.
История развития сварки насчитывает несколько столетий, она появилась еще в древности. Впервые ее стали использовать в VIII-VII веке до н. э. В то время люди создавали разнообразные орудия труда, для них они применяли разные материалы, включая металл, который всегда был в природе в виде самостоятельного материала. Они пытались изменить его форму, соединяли по кусочкам.
В то время применялись такие металлы, как золото и медь. Поскольку они обладают мягкой структурой, то для изменения формы применялись камни, физическая сила. Этот процесс относится к холодному виду сварочных работ.
Позднее люди стали добывать другие металлы - бронзу, свинец. Постепенно стала применяться термическая обработка, во время которой производился подогрев отдельных компонентов. Она позволяла изготавливать изделия большого размера. А литье применялось для производства совершенных конструкций.
История возникновения сварки характерна тем, что в древний период люди началась активная добыча железа. Это произошло около трех тысяч лет назад. В настоящее время этот процесс выглядит просто - для отделения металла из руд применяется плавка. Но вот в древнее время было все совсем по-другому, потому что в том время плавить не умели.
В древние времена из железной руды добывали смесь с содержанием частиц железа. Также в ней присутствовали другие элементы - уголь, шлаки и другие. Но через определенный промежуток времени ковкой из нагретой смеси люди смогли отделить железо и другие компоненты, но по отдельности.
Краткая история сварки
Чтобы понять основные этапы развития и становления стоит рассмотреть историю сварки, которая кратко рассказывает об открытиях в данной области. Она своей начало берет с 1802 года, в этот период ее изучением активно занимался русский ученый и профессор физики В. В. Петров.
И если поискать в интернете ответ на вопрос, в каком году изобрели сварку с использованием электрической дуги, то выйдут 1802-18004 года. Именно этому ученому принадлежит данное изобретение. И уже в 1881 году русский изобретатель Н. Н. Бернадос начал ее применять при соединении металлов с использованием присадочной проволоки.
Более подробно об основных открытиях и ученых будет рассказано в следующем разделе. Но все же следует для начала выделить главных основоположников сварки - В. П. Никитин, Д. А. Дульчевский, К. М. Новожилов, Г. З. Волошкевич, К. В. Любавский, Е. О. Патонов. Все они активно занимались исследованием сварочной технологии, открыли множество уникальных технологий, которые до сих пор активно применяются на производствах.
Важные открытия
История развития сварки и сварочного производства имеет множество открытий и этапов развития. За несколько веков существования технология претерпела сильные изменения, которые сделали ее востребованной и передовой. В настоящее время ни одно производство, промышленное предприятия не обходится без применения сварочных работ.
Прорыв в технологии сварочного производства произошел при промышленном перевороте. В это время совершались важные открытия в области электричества, и в результате этого ученые того времени коснулись и сварки. Они ее внимательно изучили и смогли тесно связать ее с электричеством.
В поисках ответа на вопрос кто изобрел сварку, стоит коснуться 1802 года. В этот период русский физик Василий Владимирович Петров смог открыть возможность использования в практических целях электрической дуги. Открытие стало знаменательным событием в деятельности ученого и физика-экспериментатора. Оно в последующий период стало использоваться в качестве прототипа всех сварочных устройств.
Изобретатель сварки все выводы открытия изложил в книге «Известия о гальвани-вольтовских опытах», которая была опубликована в 1803 году. Но ученый в то время был малоизвестным, поэтому на его открытия в то время особо не обращали внимания.
Когда появилась сварка точно ответить нельзя, потому что процесс ее появления зарождался постепенно. В 1821 году Сэр Гемфри Дэви проводил многочисленные исследования с использованием электрической дуги. А его ученик, Майкл Фарадей занимался усиленным исследованием электричества и магнетизма, а именно связи между ними. А в 1830 году он смог открыть электромагнитную индукцию.

Рассматривая, кто придумал сварку, стоит обратить внимание на события, которые произошли в 1881 году. В этот период русский инженер Николай Николаевич Бенардос смог открыть электродуговой сварочный процесс, который получил название «Электрогефест». На протяжении нескольких лет проводились исследования, и в 1887 году изобретение было запатентовано. Постепенно оно стало распространяться по всему миру.
А кто изобрел сварку угольным электродом? Это открытие также относится к русскому инженеру и изобретателю Николаю Николаевичу Бенардосу. Он смог разработать электродуговую сварочную технологию, во время которой предполагалось использование угольных и металлических электродов. Ученый стал основоположником идеи электродуговой сварки с металлическим стержнем с использованием переменного тока, сварки с наклонным электродом, а также технизации сварочного процесса.
В каком году появился сварочный аппарат? Появление первого прибора приходится на период в 1881-1882 году. Именно в это время проводились многочисленные исследования и открытия, на основе которых и было разработано первое сварочное оборудование.
Но все же многих интересует, кто именно изобрел сварочный аппарат? Первое время над этим работал русский инженер Бенардос, но затем данным вопросом занялся Славянов Николай Гаврилович. В 1882 году он смог создать первое сварочное оборудование и электроды. Он запатентовал сварку, только после этого данная технология стала применяться в других странах.
Инженер проводил следующие работы:
- устранял признаки брака, возникающие во время литья деталей;
- восстанавливал части паровых турбин;
- заваривал изношенные детали.
Особенности развития технологий в новое время
После появления газовой сварки, они сразу же начала занимать лидирующие позиции, ее востребованность наблюдалась вплоть до 30-х годов. Технологию особенно усиленно использовали в годы Первой мировой войны.
Последующее развитие связано с ученым и инженером Евгением Патоном. Он организовал первый институт сварки в 1929 году. В этот период развитие сварочных процессов происходило под его руководством. Во время Великой Отечественной войны новые методы использовались в оборонной промышленности. Проводилась усиленная разработка новых видов флюсов, электродов для изделий с толстыми стенками. Их применяли при изготовлении военной техники - танков, оружия, бомбардировщиков и их оснащения.
В поисках ответа на вопрос кто придумал сварку металлов стоит остановиться на ученом Патоне. Именно он смог разработать данные методы сваривания порошкового, шлакового, контактного вида в жидкой и разряженной среде. В это время для защиты соединения стали применяться инертные газы. В 1940 году впервые стали применять электроды с покрытием из вольфрама, а поддержание электрической дуги осуществлялось с использованием гелия.
В связи с тем, что для сваривания реактивных металлов и алюминия необходимы более чистые инертные газы, в 1946 году стали применять аргон. Он является наиболее чистым и безопасным инертным газом для сварочных работ.
В 1960 году появилась новая технология сварки с применением нескольких стержней. Ее принцип состоял в следующем: две или более сварочные проволоки подаются в область сварочной ванны. Во время этого процесса они могут применяться в виде присадки, но одновременно с этим они прибывают под электрическим напряжением. Благодаря этому технологическому процессу можно существенно повысить скорость плавления металла, а также улучшить свойства эксплуатационной жидкости.
Современные виды сварки
Развитие сварки в современности вывело данную технологию на новый уровень. В этот период были созданы новые виды сварочных работ, во время которых применялось оборудование с разными функциями. Ученые смогли разработать технологии, которые можно было применять для сваривания конструкций их разных металлов.

Электрическая дуговая сварка
Это первая сварка, которая и сейчас считается востребованной. Ее используют на разных производственных предприятиях для изготовления металлических конструкций. В настоящее время она считается самой распространенной, доступной и дешевой.
Электрошлаковая сварка
Эта технология является новейшим методом сваривания, который используется для изготовления крупногабаритных изделий. Зачастую он применяется при производстве судовых конструкций, котлов, изделий для железных дорог и других элементов.
Во время сварочных работ разряды электрического тока пропускаются через шлак. Образование шлака происходит при расплавлении флюса, и он считается главным проводником электрического тока. В результате прохождения разрядов электрического тока через шлак происходит образование теплоты.
Электрошлаковая сварка бывает двух типов:
- с использованием трех электродных проволок;
- с применением электродов, которые имеют большое сечение.
Контактная и прессовая сварка
Контактная сварка считается старым методом. Его основоположником является Уильям Томпсон. Изначально данная технология была распространена в США, позднее она появилась в России. В период, когда она начала применяться, в нашей стране начала активно развиваться научно-исследовательская сфера.
Контактная сварочная технология разделяется на следующие разновидности:
- Стыкового типа. Во время нее проводится сваривание изделий по всей плоскости их касания при помощи нагревания.
- Точечного вида. Соединение деталей проводится в одной или нескольких точках в одно время.
- Рельефная. Сваривание изделий производится в одной или нескольких точках, они имеют выступы в виде рельефов.
- Шовная. Осуществляется сваривание элементов швом.
Прессовая технология или сваривание давлением - это сваривание металлических заготовок без их расплавления. Во время нее осуществляется деформирование с использованием силового воздействия.
Газовая сварка и резка
Газовая сварка сопровождается расплавлением металла. Для этих целей применяются специальные горелки, в которых происходит сжигание горючих газов. Впервые газовые горелки были изобретены во Франции. Для их работы применялась смесь с кислородом и водородом.
Виды лучевой сварки
Лучевая сварка считается новым методом, который появился в современный период. Новейшие исследования ученых в области оптики, квантовой физики смогли выделить виды данной технологии, основанные на энергии ионных и фотонных лучей.
К основным видам лучевой сварки относят:
- Электронно-лучевая. Источником теплоты является электронный луч. Процесс сваривания протекает в специальных установках - в вакуумных камерах.
- Лазерная. В качестве источника тепла применяется лазерный луч. Этот вид обладает отличительными качествами - экологической безопасностью, при проведении технологии отсутствует механическая обработка, высокой скоростью сварочного процесса, высокой стоимостью сварочного оборудования.
- Плазменная. Для источника тепла применяется струя из плазмы, а точнее дуга, которую получают при помощи плазмотрона. Плазмотрон может оказывать два вида действия - прямое и косвенное.
Роль сварки в современном мире
Рассматривая ответы на важные вопросы - когда изобрели сварку, кто придумал электрическую сварку, стоит обратить внимание на роль этой технологии в современном мире. В настоящее время активно развиваются лазерные разновидности сварочного процесса.

Не так давно была открыта технология высококачественного соединения металлов. Появляются новые композитные материалы, стало востребованным использование алюминия, нержавеющих сталей, цветных металлов. В период современности произошло усиленное развитие сварочного оборудования, появились новые приборы с широкими функциями, возможностями.
В современности широкое распространение получили следующие виды высокотемпературного соединения металлов:
- аргонодуговая технология. При помощи нее можно производить любые виды соединений - стыковые, угловые, тавровые, внахлест;
- газовая. При помощи нее в послевоенное время начали изготавливать всевозможные конструкции. В наше время эту технологию применяют для изготовления трубопроводов, которые пролегают на дальнем расстоянии от источников тока;
- полуавтоматическая. Эта технология ускоряет процесс соединения элементов. Она имеет высокую точность, снижает риск образования соединения низкого качества;
- электродуговая сварка. Всегда была и остается востребованной технологией, которую используют на разных производственных предприятиях, заводах.
В период современности произошли некоторые изменения - поменялись источники питания, усовершенствовались держатели, но все же принцип горячего соединения остался таким же.
Если внимательно изучить вышеизложенную информацию, то можно будет найти ответы на важные вопросы - когда появилась сварка металлов, и кто придумал сварочный аппарат. Стоит учитывать, что данная технология появилась еще в древнее время, ее применяли для изготовления приспособления для труда, оружия и других необходимых изделий.
История развития имеет множество этапов, которые проходили в разное время вплоть до современности. Многочисленные исследования, открытия смогли разработать уникальные методы, которые в настоящее время активно используются на предприятиях и производствах.
Интересное видео
Электродуговая сварка
Электродуговая сварка — это способ сварки, использующий электрическую дугу для нагрева и плавки металла.
У истоков возникновения электродуговой сварки стоят видные российские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов. Они прославились рядом крупных открытий, которыми человечество пользуется и сейчас.
Открыл электродуговой разряд Василий Владимирович Петров. В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.

Василий Владимирович Петров
Изобретение В.В. Петрова сильно обогнало время. Реальное использование электрической дуги началось лишь в конце XIX столетия. Это связано с тем, что к периоду открытия электродугового разряда — электрика едва начала появляться, а электротехнической индустрии не существовало. Не существовало нужных агрегатов большой мощности и простых в эксплуатации, производящих электричество для питания электрической дуги. Не имелось и нужной магнитоэлектрической электроаппаратуры.
Николай Николаевич Бенардос
В этот период русский умелец-самородок, Николай Николаевич Бенардос создал, на основании эл. дуги и приобретенных им знаний из истории электротехники, новый способ сварки и резки изделий из металла – электродуговой.
Н. Н. Бенардос совершил огромное число открытий в области электрики, большинство из которых не утратили своей ценности, и в наше время. Одним из главных открытий, которое принесло ему международную известность, стал созданный в 1882 г. метод электродуговой сварки. За это Бенардос получил патенты от большинства государств Европы и Америки.
В целях практического использования своего открытия он подробно описал механизмы и специальные электро-технологические методы (образцы сварных соединений, используемые флюсы при электросварке стали и меди и др.).
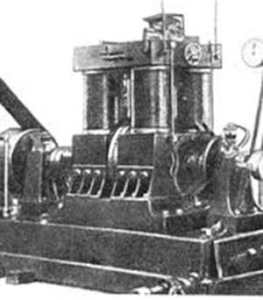
Промышленная установка дуговой сварки
В 90-х годах XIX столетия электросварка благополучно используется в России и за ее пределами. В 1886 году Э. Томсоном придумал метод, состоящий в электросварке пары стальных прутков.
Германский электрик Г. Ценерер и будущий создатель фирмы «Дженерал электрик» Ч. А. Коффин придумали промышленный способ электродуговой сварки, названный «электрической паяльной трубкой». Дуга, возбуждаясь между угольными электродами, отклонялась при помощи магнита в сторону свариваемого металла. В данном примере использовалась дуга косвенного действия.
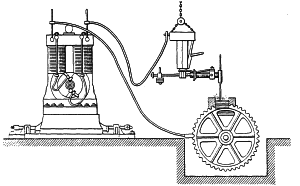
В это же время, наряду с Бенардосом работал и другой русский кулибин – Н. Г. Славянов. Он много сделал для совершенствования электродуговой сварки. Имея огромные познания в металлургии и электротехнике, Н.Г. Славянов разработал метод дуговой сварки плавящимся стальным электродом с защитой сварочной ванны флюсом, и приспособление для полуавтоматической подачи прута в область сварки — «электроплавильник». При сварке путём Славянова дуга расплавляла заодно металлическую деталь, электрод и сварочный флюс, формируя совместную сварочную ванну из расплавленного металла, закрытую расплавленным шлаком, который прочно закрывал металл от влияния атмосферы. Замена угольного электрода металлическим решила задачу науглероживания металла, что улучшило свойства сварных швов. Н. Г. Славянов отказался от использования аккумуляторной батареи Бенардоса, а воспользовался разработанной им динамо-машиной на 1000 А. Так появился первый на планете сварочный генератор.
Генератор сварочного тока конструкции Н.Г.Славянова
Впервые в мировой практике Славянов использовал нагрев металла накануне сварки для уменьшения охлаждения. Официальный показ этого метода прошел осенью 1888 года на Пермских пушечных заводах. В 1891 г. он получил патент в России и других странах за изобретенный им прием электрического литья металлов. Его разработки допускали проводить сварочные работы на высококачественном уровне, что признано современниками. Синхронно с дуговой сваркой появился другой тип электросварки – контактная сварка.
В 1856 г. британский электрофизик Дж.П. Джоуль обнаружил, что свитые края проволок, чрез которые идёт электрический ток, накаляются и сплавляются между собой. Лишь по истечении девяти годов джоулева теплота нашла специальное применение британцем Ф. Уальдом для сварки прутков малого диаметра.
Британский физик Уильям Томсон (граф Кельвин) инициатор проекта по прокладке кабеля связи меж Великобританией и США через Атлантический океан – рекомендовал использовать в 1856 г. стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.
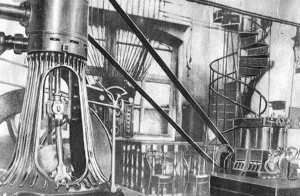
В. П. Вологдин, основоположник использования сварочных работ в разных ветвях отечественной индустрии, построил на Дальзаводе полностью сварной корабль. Открыл первую в нашей стране профшколу электросварщиков. В июне 1921 г. организовал первый в Советском Союзе электросварочный цех. В 1925 г. создал первую в стране электролабораторию по сварке.
В 1941—1943 гг. Патон создаёт электротехнологию сварки спецсталей, которая использовалась при изготовлении танков и бомб. Это помогло снизить трудозатраты при производстве брони корпуса танка Т-34, и не требовало от рабочих специальных знаний и огромного физического труда.
Дуговая сварка, ее разнообразие и применение
История создания, метод работы и принцип работы с различными металлами с использованием сварочной дуги был известен еще в XIX веке.
Русский физик Василий Петров создал условия для функционирования устойчивого электрического разряда (1802). В дальнейшем его идеи сварки использовал на практике другой наш соотечественник – Николай Бенардос. Ему удалось соединить металлические части эл дугой, которую создавали между собой неплавящийся угольный электрод и свариваемое плавлением изделие (1882).

Дуговая сварка это основа основ соединения металла
Уже первый сварочный агрегат обеспечивал подачу газа для эффективного процесса, где взаимодействовали два электрода или один электрод и обрабатываемая с его помощью деталь.
Развитие дуговой сварки
Следующим этапом исторического развития дуговой сварки стали опыты русского инженера Николая Славянова. Произошла замена неплавящегося угольного электрода на металлический, который плавился и исключал необходимость в отдельном присадочном металле (1888).
Эти открытия русских испытателей и стали той основой, на которой построено современное производство агрегатов для дуговой сварки во всем мире. Все, что происходило в дальнейшем, шло по путям:
- изыскания защитных средств и способов обработки расплавляемого для сварки металла;
- автоматизации различных способов сварочного процесса.
Способов защиты к настоящему времени известно несколько:
- газовая,
- газошлаковая,
- шлаковая.
Автоматизация сварки, в том или ином виде позволяет классифицировать ее на три основные группы:
- полностью автоматическая,
- механизированная,
- ручная.
Используемый эл разряд должен иметь нужную продолжительность. Для этого применяется специальный источник питания дуги (для краткости написания используется аббревиатура ИПД). Поэтому в формате переменного тока используется сварочный трансформатор, а если ток постоянный – генератор или выпрямитель.
Разновидности дуговой сварки
Сварка с использованием покрытых электродов
Весь сварочный процесс при этом идет ручным способом, плавлением обрабатываемой поверхности. Предполагается использование плавящихся и неплавящихся электродов. Из первой группы предпочтение отдается:
- алюминиевым,
- медным,
- стальным
электродам и некоторым другим, в зависимости от конкретных параметров сварки. Из второй группы характерно использование:
- вольфрамовых,
- графитовых,
- угольных
электродов различного диаметра.
Чаще всего в ход идут стальные электроды. При этом осуществляются:
- подача электрода в район места предполагаемого процесса,
- процесс перемещения сварочной дуги по всей длине обрабатываемой поверхности детали, на которой плавлением образуется шов.
- в горизонтальном, вертикальном положении или вести сварочные работы под углом;
- в местах, куда бывает трудно обеспечить нормальный доступ.
К числу недостатков следует отнести:
- малую производительность этого вида дуговой сварки,
- прямую зависимость результатов труда от профессионализма специалиста, выполняющего данную работу.

Дуговая сварка не плавящимся электродом в среде аргона
Сварка при помощи штучных электродов
В современной терминологии этот процесс дуговой сварки называется ММА. Это англоязычное название (от Manual Metal Arc), в наших учебных пособиях и инструкциях иногда применяется аббревиатура РДС. При этом способе эл ток в постоянном или переменном формате подводится на электрод и свариваемую деталь.
Дуга естественным плавлением обрабатывает электрод и поверхность детали. При этом электрод образует отдельными каплями материал для смешивания с расплавляемой поверхностью детали. Глубина проплавления регулируется сварщиком и зависит от того, каковыми являются:
- сила подаваемого эл тока,
- диаметр используемого электрода,
- положение (вертикальное, угловое или горизонтальное) сварки,
- скорость перемещения сварочной дуги по обрабатываемой площади предполагаемого шва,
- вид соединения (одинарный, двойной и так далее),
- форма и размеры обрабатываемой кромки детали
и другие факторы, влияющие на процесс сварки.
Отдельно можно рассмотреть процесс зажигания и поддержания дуги, установку необходимых параметров сварочного тока. Однако в большинстве случаев при сварке используется аппарат в виде инвертора, где эти функции прописываются отдельно, в прилагаемой инструкции, применительно к каждой модели и диаметру используемого электрода.
Дуговая сварка под флюсом
Наиболее часто этот способ используется в промышленных отраслях, когда есть необходимость в сварке изделий, содержащих:
- различные сплавы,
- сталь,
- цветные металлы,
поскольку этот способ:
- высокопроизводителен,
- отличается отменным качеством работ и стабильным соединением свариваемых поверхностей,
- заметно улучшает условия трудового процесса,
- значительно меньше расходует эл энергии и материалов для сварки.

Дуговая сварка под флюсом
В углекислом газе предполагается наличие смесей с инертными/активными газами, для создания максимальной эффективности горения дуги. Недостатком (и весьма существенным) данного способа специалисты считают ограниченность положений для ведения работ. Поскольку отклонение от горизонтального даже на 10 градусов приводит к стеканию флюса и металла, сварочный процесс можно осуществлять только в положении снизу.
Этот способ используется в режиме однодуговой сварки, при котором используется один электрод. При этом происходит горение сварочной дуги между подаваемой проволокой (играющей роль электрода) и деталью (свариваемой поверхностью), которая находится под слоем флюса. Постепенным плавлением флюса, в образуемом при этом газе происходит образование полости (так называемый газовый пузырь), где и обеспечивается горение дуговой сварки.
Этот вид сварки возможен, как в режиме переменного тока, так и при постоянном токе. Иногда используется двухдуговая или многодуговая сварка, при этом аппарат для подачи питания может быть один или несколько.
Способ ручной дуговой сварки TIG
Такой способ возможен при использовании неплавящегося электрода в защитном инертном и углекислом газе, образующих эффективно действующую смесь. Современный метод сварки TIG закладывается в качестве одной из функций практически во всех новинках инверторов.
Любой аппарат XXI века обладает ей, в совокупности с другими вспомогательными функциями. Расшифровывается эта аббревиатура, как Tungsten Inert Gas, а поскольку лучший неплавящийся материал – это вольфрам, то зачастую можно встретить аббревиатуру WIG. Она обозначает Wolfram Inert Gas. Есть также обозначение GTA, то есть Gas Tungsten Arc.
При этом способе происходит ручная или автоматическая подача проволоки, играющей роль электрода. В любом случае, в углекислом газе смешивается один из инертных газов, чаще всего аргон. Поэтому такую сварку называют еще аргонно-дуговой (АДС). Помимо аргона применяются также:
- всевозможные газовые смеси,
- азот,
- гелий,
а иногда используется атомно-водородная сварка, похожая на сварку TIG. С момента открытия преимуществ сварки в углекислом газе и его смесях с инертными газами этот способ стал широко использоваться в промышленных отраслях. При этом дуговая сварка плавлением обрабатываемой поверхности неплавящимся электродом может производиться во всех трех указанных выше режимах, начиная от ручного режима и заканчивая режимом автоматическим. Используемый сварочный аппарат позволяет применять все виды электродов, начиная от самого тонкого и заканчивая самыми толстыми.
Дуговая сварка в режиме MIG/MAG. Это сварка с использованием плавящегося электрода. Она также производится в углекислом газе со всевозможными инертными/активными газами:
- азотом,
- гелием,
- кислородом,
- аргоном
При этом, соединяясь в углекислом газе, эти дополнительные компоненты образуют наиболее эффективную смесь для полноценного поддержания дуговой сварки, происходящей плавлением электрода и обрабатываемой детали. Этот современный метод также поддерживает любой аппарат из числа имеющихся на российском рынке сварочных инверторов. Использование различных смесей с углекислым газом необходимо соотносить с конкретными параметрами предполагаемого технического задания.
Читайте также: