Из чего состоит сварочный аппарат старого образца
Обновлено: 18.05.2024
Каталог электротехнического оборудования > Электросварочное оборудование > Источники электропитания для электродуговой сварки, резки и наплавки > Сварочные выпрямители > Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Общие сведения
Выпрямитель ВД-121 У2 «УНИВЕРСАЛ» предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций.
Выпрямитель дополнительно может использоваться для:
запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора;
питание различных электроприборов, рассчитанных на постоянное напряжение 12 В.
Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок.
Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно.
Структура условного обозначения
ВД-121 У2 «УНИВЕРСАЛ»:
ВД — выпрямитель для дуговой сварки;
12 — номинальный сварочный ток, десятки А;
1 — номер модификации;
У2 — климатическое исполнение и категория размещения
по ГОСТ 15150-69;
«УНИВЕРСАЛ» — торговая марка.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 45 до 45°С.
Относительная влажность воздуха не более 98% при температуре 25°С.
Исключение воздействия дождя или снега.
Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции.
При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности:
Сырости (относительная влажность более 75%).
Токопроводящих полов (земляных, металлических, железобетонных и кирпичных).
Высокой температуры (длительно более 30°С).
Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой.
Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ.
Нормативно-технический документ
ТУ 16-93 ДШИБ.435211.006 ТУ
Технические характеристики
Напряжение питающей сети, В — 220+10% Частота питающей сети, Гц — 50 Номинальный сварочный ток, А, на ступенях: 40 — 40 60 — 60 80 — 80 125 — 125 Номинальная продолжительность нагрузки (ПН), % — 20 Продолжительность цикла сварки, мин — 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 — 35-45 60 — 55-65 80 — 80-100 125 — 110-140 Режим работы — Повторно- кратковременный Напряжение ХХ, В, не более — 50 Номинальный выпрямленный ток в период пуска, А — 200 Режим пуска, с: работа, с, не более — 10 пауза, с, не менее — 60 Выпрямленное напряжение на ступени П (без нагрузки), В — 12-14 Эквивалентный ток, потребляемый из сети, А, не более — 15 Средняя мощность, потребляемая из сети, кВт, не более — 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более — 1 Габаритные размеры, мм — 480x220x340 Масса, кг — 29
Гарантийный срок эксплуатации — 1 год со дня продажи выпрямителя.
Конструкция и принцип действия
На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка.
Панель управления выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
1 — клеммная колодка;
2 — сигнальная лампа;
3 — замыкатель;
4 — пластмассовая колодка переключателя
Выпрямитель включается автоматическим выключателем, расположенным на задней панели выпрямителя.
Режим сварки или пуска устанавливается переключателем втычного типа. Замыкатель вставляется до упора в одно из гнезд пластмассовой колодки переключателя и таким образом подключается соответствующая цепь к выходным зажимам клеммной колодки.
Выпрямленное напряжение снимается с клеммной колодки с тремя винтовыми зажимами. Зажим «+» является общим для всех видов работ.
В колпачке электрододержателя имеется отверстие для электрода, который закрепляется и освобождается вращением колпачка.
Выпрямитель преобразует переменное напряжение электросети в пониженное выпрямленное напряжение и ток со специальными характеристиками, необходимыми для сварки, а также для питания стартера и 12-вольтовых электроприборов.
Электрическая принципиальная схема выпрямителя представлена на рис. 2.
Электрическая принципиальная схема выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
QF — автоматический выключатель;
М — вентилятор;
С1-С6 — конденсаторы;
TV — трансформатор;
SA — переключатель втычного типа;
HL — сигнальная лампа;
VD1, VD2 — выпрямительные блоки;
L — дроссель;
ХР — вилка;
ХТ — клеммная колодка;
RU — варистор;
БК1-БК5 — выводы большой катушки трансформатора;
МК1-МК5 — выводы малой катушки трансформатора
Для проведения сварки кабели от электрододержателя и зажима присоединяются к зажимам «+» и «-» («Сварка») клеммной колодки. Зажим «крокодил» прикрепляется к свариваемой детали. Электрод закрепляется в электрододержателе. Замыкатель вставляется в гнездо переключателя в соответствии с выбранной ступенью сварки. Далее включается выпрямитель, при этом должна загореться сигнальная лампа.
Диаметр электрода выбирается в зависимости от толщины кромок свариваемых деталей по таблице.
Толщина кромок, мм
Диаметр электрода, мм
При сварке деталей, требующих большого разогревания кромок, глубокого проплавливания, при резке, а также при сварке графитовым и угольным электродом электрододержатель подключается к зажиму «-» сварочной цепи выпрямителя, а при сварке и наплавке тонколистовых конструкций (1-2 мм) и нержавеющих сталей — к зажиму «+».
Зажигание дуги производится одним из двух способов. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности образовавшейся дуги. Можно также быстрым боковым скользящим движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние.
Для получения плотного и ровного шва при сварке на горизонтальной плоскости электрод должен иметь наклон от вертикали в сторону ведения шва на 15-30°. Если необходимо получить широкий шов, то при продвижении вдоль него одновременно совершаются поперечные колебательные движения электродом.
При сварке тонкого металла 1-3 мм, во избежание сквозных прожогов, поперечные движения электродом не делают, применяют сварку с периодическим прерыванием дуги.
Резка электрической дугой представляет процесс выплавления металла из зоны резания. Дуга зажигается на кромке разрезаемого листа так, чтобы расплавленный металл имел возможность свободного стекания. Резка производится электродом диаметром 2 мм на ступени 125.
Наплавка применяется для восстановления изношенных поверхностей деталей. Накладываются отдельные валики параллельно друг другу. Каждый последующий валик расплавляет часть уже наложенного. Наплавка производится электродом диаметром 3 мм на ступени 125. Наклон электрода от вертикали следует увеличить, чтобы уменьшить глубину проплавления.
Время непрерывного горения сварочной дуги должно быть ограничено во избежание перегрева и выхода из строя выпрямителя и прежде всего выпрямительных диодов. Поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами).
При автоматическом срабатывании выключателя следует сделать паузу 5-10 мин.
Для увеличения срока службы выпрямителя непрерывная работа в режимах, указанных в таблице, должна продолжаться не более 4 ч, после чего необходимо сделать перерыв и охладить выпрямитель температуры воздуха.
При пуске двигателя выпрямитель соединяется с аккумуляторной батареей автомобиля посредством двух кабелей с зажимами «крокодил».
Один кабель соединяет винтовой зажим «+» на клеммной колодке с плюсовым выводом аккумулятора (зажим «крокодил» цепляется прямо на вывод аккумулятора и провод, отходящий от вывода к стартеру, без каких-либо пересоединений в схеме автомобиля).
Другой кабель должен соединять винтовой зажим «-» («Пуск») с минусовым выводом аккумулятора. Замыкатель устанавливается в гнездо «П» втычного переключателя. Выпрямитель включается в сеть.
Производя подзарядку аккумулятора в течение 3-4 мин, осуществляют запуск двигателя стартером. Длительность работы стартера не должна превышать 10 с при паузах между пусками не менее 1 мин. Общее число таких циклов пуска не более 10 подряд.
Питание 12-вольтовых электроприборов осуществляется от зажимов «+» и «-» («Пуск») при установке замыкателя в гнездо «П» на втычном переключателе.
Питаемые одновременно электроприборы не должны быть суммарной мощности более 360 Вт (30 А) (безопасное освещение, электровулканизатор, насос для мойки, компрессор, вентилятор, пылесос и т. п., исключая радиоаппаратуру, требующую дополнительных фильтров).
В комплект поставки входят: сварочный выпрямитель, щиток сварщика, электрододержатель с кабелем, зажим «крокодил» с кабелем длиной 1,8 м, зажим «крокодил» с кабелем длиной 3 м, розетка на 10 А, светофильтр С4 (Э1), светофильтр С5 (Э2), лампа КМ 24-90 (сигнальная запасная), сварочные электроды диаметром 2 и 3 мм по 10 шт., пробная стальная пластинка, зажим (3 шт.), замыкатель и руководство по эксплуатации.
Из чего состоит сварочный трансформатор и как работает?
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
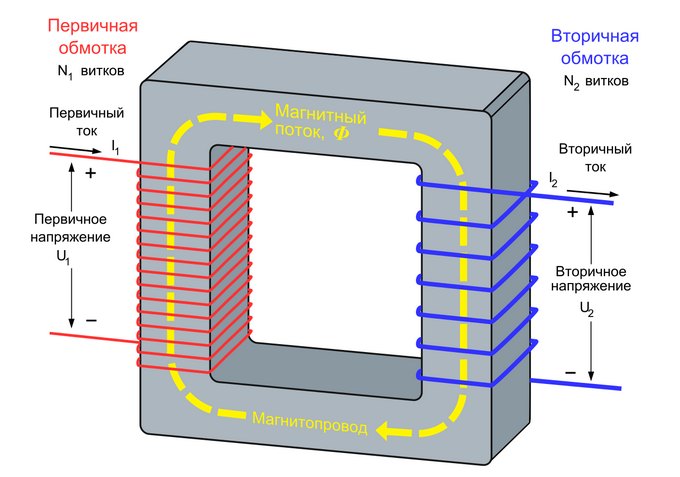
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
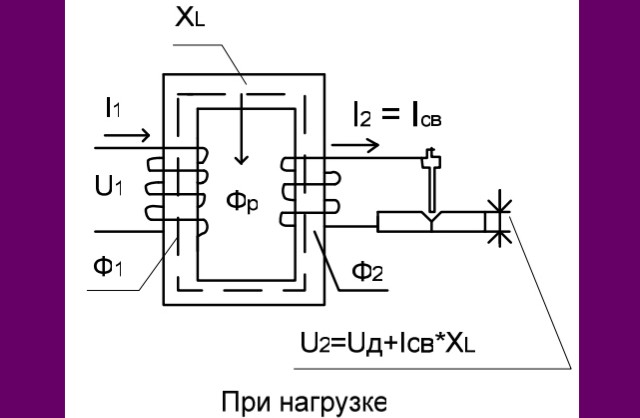
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
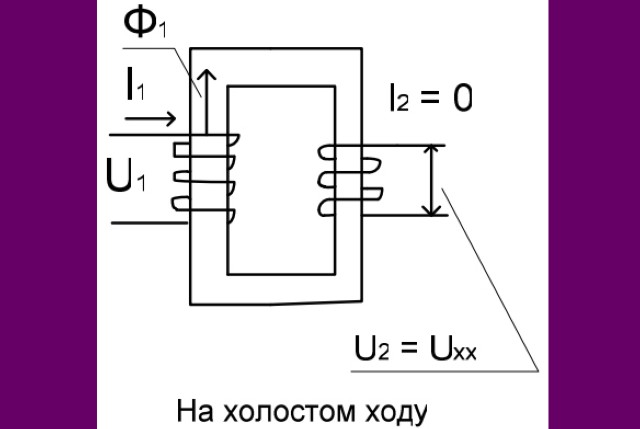
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
Сколько меди в сварочном аппарате?
Когда сварочный аппарат выходит из строя, или зачастую просто лежит, без надобности, порой возникает желание просто сдать его на металлолом. Важно понимать, что привлекательность такого оборудования в плане приемки на лом заключается как раз в наличии внушительного количества цветного металла, в частности меди и алюминия. Но, чтобы принять решение о том, стоит сдавать агрегат на лом или нет, предлагается узнать, сколько меди в каждом сварочном аппарате, который может быть как выгодным для владельца, так и нет.

Сколько меди в советском сварочном аппарате?
Почему актуальными являются именно старые трансформаторы производства СССР? Суть в том, что в каждом сварочном аппарате советского производства, катушки изготавливались из меди. Особенностью подобного оборудования является то, что на дорогостоящие материалы в то время просто не скупились. Правда, бытует мнение, что процентное содержание меди рассчитывается из соотношения 60-70% от общей массы, в зависимости от модели, но, это неверное заключение. Но не стоит заниматься весом аппарата, нужно обратить внимание непосредственно по паспортные показатели, а также конструктивные особенности оборудования. Стоит учесть, что в зависимости от временного периода, в котором производился аппарат, соотношение меди и алюминия может варьироваться. Рассмотрим некоторые основные параметры, которые имеет трансформатор, что и позволит без проблем определить вес данного металла, включенного в состав оборудования.
Модель ТДМ-317
Достаточно старая модель, которая к 2000 году уже давно как устарела морально. От него зачастую избавляются по причине того, что он потребляет энергии в 10 раз больше, чем современный инвертор. Плюс его общая масса составляет порядка 124 кг. Обмотки выполняются из дорогого материала, состав которой при разборе составляет порядка 20 кг. Данная цифра не может быть точной, если учитывать, что обмотка отмечается временами как поврежденная, сильно загрязнена, деформирована.
Модель ВД-306М УЗ
Агрегат тяжелый — 130 килограмм. Используется для питания одного элемента. В настоящее время морально устарел, к тому же, достаточно тяжелый. Количество меди составляет в пределах 14 кг.
Модель ТД500
Несмотря на свой внушительный вес, агрегат состоит в основной массе из черного металла, среди цветмета принято включать алюминий. Итак, алюминия в составе конструкции находится порядка 18 кг, а нужного нам всего 3 килограмма. Сравнительно невысокое значение, если учитывать, что общая масса черного металла сварочной конструкции составляет 150 кг.
Особенностью агрегатов внушительных габаритов и массы является то, что для них использовалось сравнительно небольшое количество дорогих материалов, основной акцент делается на алюминий. В частности, меди до 7 кг, в то же время, как более дешевого аналога порядка до 30 кг.
Особенностью советского сварочного оборудования является то, что на дорогостоящие материалы в то время просто не скупились.
Чего ждать от современных аппаратов?
Современные агрегаты выполняются с катушками в больше степени изготовленными из алюминия. К тому же, они сравнительно небольшие по весу и габаритам, масса составляет в пределах до 10 килограмм. В данном ключе, учитывая, что основной акцент так же делается непосредственно на алюминий как цветной материал для сварочного узла, общий вес цветмета зачастую не превышает 1 килограмма, а в среднем – по 0,5 килограмма, что так же определяется паспортными данными конкретного оборудования.
Для чего служит сварочный трансформатор: устройство и принцип работы
Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. В зависимости от того для каких условий предназначен аппарат выпускаются модели бытового и промышленного назначения. Независимо от типа сварочный трансформатор сохраняет работоспособность даже при неблагоприятных погодных условиях.
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Принцип работы сварочного трансформатора
При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
- после подачи напряжения ток, протекающий по виткам первичной катушки, создает переменное магнитное поле;
- по сердечнику оно передается на вторичную обмотку;
- магнитной индукцией в катушке наводится электродвижущая сила (ЭДС), которая придает электронам направленное движение, поэтому по виткам начинает протекать ток;
- из-за меньшего числа витков во вторичной обмотке, напряжение на ней меньше, чем на сетевой катушке.
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом.
Холостой ход
Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока.
Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Сварочный инвертор
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.

Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:

Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Вольфрамовые электроды для аргонодуговой сварки Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.

В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
Читайте также: