Из каких зон состоит сварочная дуга
Обновлено: 18.05.2024

В условиях современных реалий промышленность не может обойтись без сварки. А она, в свою очередь, базируется на таком явлении, как сварочная дуга, над которой трудились в свое время передовые ученые. Благодаря ей создается высокая прочность, которая так необходима в процессе соединения изделий из металла, трансформируя их в одно целое. Однако при выполнении данной процедуры важны определенные нюансы, как, например, грамотно выбранный источник питания и условия горения, иначе шов может получиться кривым.
Далее подробно расскажем о природе и строении сварочной дуги, в каких сферах она применяется, каких видов бывает и как правильно используется. С этой информацией любой сварщик моментально углубит свои знания и упрочит позиции среди специалистов данной области.
Определение сварочной дуги
Сварочная дуга – это электрозаряд, расположенный между электродами, имеющий значительную длину и выделяющий большой объем энергии. Дуга характеризуется разницей потенциалов, возникающей в газовой среде.
За счет сварочной дуги температура металла с высокой плотностью электрического напряжения быстро повышается, материал приобретает пластичность и достигает состояния, подходящего для последующей плавки.

Поджиг дуги вызывает формирование гальванической цепи, в которую входят анод, катод и ионизированный газ. При этом используются два электрода. Протекание тока приводит к нагреванию дуги, появлению исходящего от нее света – последняя характеристика объясняется наличием фотонного излучения.
Ключевые особенности сварочной дуги
Если сравнивать с прочими электрическими зарядами, дуга отличается такими особенностями:
- Высокая плотность тока, вплоть до нескольких тысяч ампер на 1 см2, что обеспечивает высокую температуру.
- Неравномерное распределение электрического поля на отрезке между электродами: около них напряжение падает, значительно усиливаясь в столбе.
- Очень высокая температура, достигающая своего пика в столбе, что связано с большой плотностью тока. За счет увеличения длины столба можно снизить нагрев электрической сварочной дуги, тогда как уменьшение его размеров приводит к росту температуры.
- Виды нахлесточных сварных соединенийВозможность добиваться разных вольтамперных характеристик за счет зависимости напряжения от плотности тока при постоянной длине или непрерывном горении дуги. Сегодня принято говорить о трех вольтамперных характеристиках.
Области применения сварочной дуги
Дуга применяется при работе с такими видами сварки:
- Полуавтоматический. В основе данного подхода лежит использование тугоплавких вольфрамовых электродов, на дугу подают присадочную проволоку.
- Ручной. Данный метод является самым популярным ввиду своей простоты.
- Автоматический. Используется на производствах, упрощая выполнение объемных задач.
Если ведутся работы с открытой плазмой, предпочтение отдают жесткой дуге, тогда как при сварке под флюсом или в среде защитного газа необходима возрастающая дуга.
Природа и строение сварочной дуги
Понимая строение дуги, проще разобраться с ее принципом действия, ведь мощная электродуга позволяет за минимальный промежуток времени довести металл до температуры, при которой он начинает плавиться. Говоря о сварочной дуге и ее свойствах под последними понимают плотность тока и вольтамперные показатели. Столб дуги представляет собой светящийся ионизированный газовый проводник от катода к аноду, обладающий высоким сопротивлением.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В среднем, дуга равна 5 мм. Принято выделять такие основные зоны сварочной дуги:
- анодная – имеет размер до 10 микронов;
- катодная – в 10 раз меньше первой;
- столб – различимая глазом светящаяся полоса.
Температура сварочной дуги обеспечивается благодаря потоку свободных электронов, образуемых на катодном пятне. Причем последнее нагревается до 38 % от температуры плазмы. В столбе электроны направляются к аноду, а протоны – к катоду. Сам столб лишен заряда, поэтому на протяжении всех сварочных работ сохраняет нейтральность. Температура частиц доходит до+10 000 °C, металл в процессе сварки нагревается до +2 350 °C, тогда как расплав в ванне прогрет до +1 700 °С.

Стоит пояснить, что в схеме сварочной дуги анодным пятном принято называть место входа и нейтрализации электронов. Данный участок имеет на 4–6 % более высокую температуру, чем катодное пятно. Напряжение в обеих указанных зонах значительно снижается, из-за чего невозможно их свечение. Человеческий глаз видит лишь плазму, которая испускает ультрафиолетовое, инфракрасное и световое излучение. Нужно понимать, что последнее опасно для зрения и кожных покровов, поэтому специалисты не начинают работу без индивидуальных средств защиты.
Виды сварочных дуг
На данный момент сварщики пользуются несколькими классификациями сварочных дуг – они отличаются схемами подвода тока и средой, в которой ведется работа.
Рекомендуем статьи:
Принято выделять такие виды сварки дугой:
1. Прямого действия.
Аппарат размещают параллельно обрабатываемой металлической заготовке. Дуга находится под углом 90° относительно электродов и поверхности металла.
2. Косвенного действия.
Здесь два электрода устанавливаются под углом 50° к свариваемому изделию, причем сама дуга образуется между электродом и металлом заготовки.

Сварочные дуги можно разделить на виды, исходя из атмосферы, в которой они появляются:
Дуга горит на открытом пространстве, образуется газ, включающий в себя пар металла, электрода и поверхностей, обработанных сварочным инструментом.
Горение дуги происходит под защитой флюса, а газ состоит из пара материала заготовки, электродов и непосредственно флюсового слоя.
С использованием смеси газов.
В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ. Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
- классический – применяется для постоянной эксплуатации;
- импульсный – подходит для одноразового использования.
Либо возможна классификация сварочных дуг на основании материала электрода. Последний может быть плавящимся или неплавящимся, изготовленным из угля, вольфрама. Высокой популярностью среди сварщиков пользуется стальной, то есть плавящийся электрод. Но практика показывает, что сегодня большинство специалистов старается выбирать неплавящиеся расходники, так как типы данных элементов достаточно сильно отличаются друг от друга.
Источники питания сварочной дуги
Разряд может создаваться при помощи постоянного или переменного тока. Стоит оговориться, что постоянное напряжение обеспечивает более надежный сварной шов, а работа сопровождается меньшим разбрызгиванием металла.
Трансформатор использует ток из сети 220 B и преобразует его в 15–40 В.
Поскольку современное сварочное оборудование имеет небольшие размеры, в нем используется схема, включающая в себя следующие узлы:
Благодаря инвертору постоянный ток преобразуется в переменный частотой до 80 кГц. Таким образом удается использовать трансформатор меньшего размера, увеличив КПД всего устройства.

При выборе источника питания сварочной дуги отталкиваются от способа, которым будет осуществляться обработка металла. Допустим, в процессе ручной сварки невозможно сохранение одинаковой длины дуги, а значит, следует взять аппарат с крутопадающей вольтамперной характеристикой. Из-за этого при растягивании дуги разряд не погаснет, а при укорачивании сила тока остается неизменной.
Сварка плавящимся электродом сопровождается стеканием капель горячего металла на изделие, из-за чего появляется ток короткого замыкания. Он имеет показатель, превышающий силу тока сварочной дуги на 20–50 %, и призван уничтожить образовавшийся металлический мостик, после чего происходит повторное формирование плазменного разряда. Подобные колебания совершаются мгновенно, поэтому источник должен быстро реагировать, чтобы стабилизировать разность потенциалов.
Критерии, влияющие на мощность сварочной дуги
Мощность сварочной дуги зависит от следующих факторов:
- напряжение – повышение данного показателя вызывает рост мощности в небольшом диапазоне, кроме того, необходимо помнить об ограничениях по размеру электрода;
- сила тока – большой ампераж позволяет добиться стабильного горения дуги;
- величина напряжения плазмы – данный показатель пропорционален мощности.
Длина дуги определяется как расстояние между сварным кратером и концом электрода. Данная величина непосредственно влияет на то, какой объем тепла выделяется в процессе работы.
Отталкиваясь от мощности дуги, устанавливают скорость плавления металла изделия, а значит, и время, необходимое для завершения работы. Благодаря регулировке силы тока удается менять температуру в рабочей зоне. Нужно понимать, что даже при использовании длинного столба электродуга будет стабильно гореть при большом ампераже. Напряжение редко корректируют во время сварочных работ.
Вольтамперная характеристика сварочной дуги
Вольтамперная характеристика (или ВАХ) энергетического электрозаряда представляет собой график, отображающий зависимость напряжения от смены тока. Данный показатель бывает:
- Нисходящим – падает из-за роста напряжения.
- Стабильным – остается неизменным при смене силы тока.
- Восходящим – повышается при увеличении силы тока. Этот вариант чаще всего применяется в процессе сварки автоматом.
ВАХ описывает зависимость токовых параметров, позволяя установить такие характеристики в работе сварочной дуги, как:
- мощность;
- время горения;
- условия гашения.
При ручной сварке с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ВАХ ограничивается двумя первыми областями, до третьей ампераж не доходит. Если речь идет о механизированной сварке с использованием флюсов, она осуществляется по графику областей II и III. А сварка плавящимся электродом в облаке защитной атмосферы происходит по графику области III.

При работе сварочным аппаратом, обеспечивающим переменный ток, сварочная дуга появляется в каждом полупериоде на пике зажигания. При переходе через ноль она затухает, при этом прекращается нагрев активных пятен. В составе покрытия электродов присутствуют активные щелочные металлы, призванные увеличить устойчивость ионизации. Из-за защитного облака осложняется розжиг дуги на переменном токе, однако обеспечивается стабильное горение при использовании постоянного тока. Это связано с тем, что между полюсами молекулы газа ионизируются.
Выбирая устройство для сварки, важно помнить, что вольтамперная характеристика электродуги зависит от аналогичного внешнего показателя. Работа аппарата рассматривается специалистами как наложение графиков. Так, при ручной сварке нужно использовать источники питания с падающими областями ВАХ или повышенным напряжением холостого хода. Тогда сварщик может варьировать длину дуги за счет изменения ампеража.
Немаловажно, что короткое замыкание, происходящее при падении капли с электрода на изделие, имеет силу тока на 20–50 % выше, чем у сварочной дуги. При использовании плавящихся электродов прибегают к дуге размыкания. Если осуществляется розжиг дуги вольфрамовым или угольным электродом, рекомендуется применять вспомогательный разряд.
Большая сила тока короткого замыкания чревата прожогом металла изделия. Падение капли влечет за собой замыкание, после чего ампераж повышается до величины тока короткого замыкания, появившийся мостик перегорает, а дуга загорается вновь. На изменение тока и напряжения в столбе уходят доли секунды, поэтому важно, чтобы оборудование быстро стабилизировало напряжение.
Условия горения сварочной дуги
При стандартных условиях, под которыми понимают температуру +25 °C и давление в 1 атмосферу, газы не проводят ток. Дуга может образоваться, если газы между электродами ионизированы – в их составе присутствуют заряженные частицы, такие как электроны или ионы/катионы или анионы.
Образование ионизированного газа обозначают как ионизация. Работа, затрачиваемая на отрыв электрона от атома с образованием электрона и иона, – это работа ионизации или потенциал ионизации, который измеряют в электрон-вольтах. На отрыв электрона требуется 3,5–25 эВ, причем конкретное количество необходимой энергии зависит от используемой газовой фазы.
Ниже всего потенциал ионизации у щелочных и щелочноземельных металлов, таких как калий, кальций и их химические соединения. Последние используют в качестве покрытия электродов, что позволяет обеспечить стабильное горение сварочной дуги.
Кроме того, чтобы дуга зажглась и могла гореть, нужно обеспечить постоянную температуру на катод. Конкретное значение подбирается под вид, диаметр, размер катода, температуру вокруг.
Получается, электродуга является лучшим и самым надежным способом соединения элементов из металла. Развитие сварки сильно повлияло на современную промышленность, ведь только при помощи высокой температуры сварочной дуги удается обрабатывать большую часть используемых сегодня металлов.
Чтобы сформировать действительно надежные швы, нужно помнить о характеристиках дуги, не упускать из внимания ключевые значения. Тогда вся работа займет немного времени, а результат окажется достойным. Кроме того, важно учитывать свойства дуги, такие как плотность тока, температура, напряжение.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
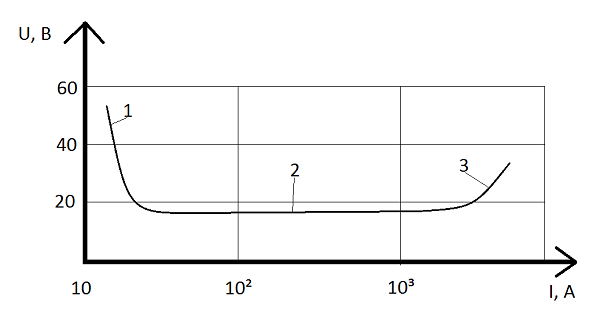
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
Электрическая дуга
Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла.
Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги.

С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко управляема посредством электрических параметров.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е. их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы. Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой, которая является электропроводной.
Возбуждение сварочной дуги происходит в несколько этапов. Например, при сварке МИГ/МАГ, при соприкосновении конца электрода и свариваемой детали возникает контакт между микро выступами их поверхностей. Высокая плотность тока способствует быстрому расплавлению этих выступов и образованию прослойки жидкого металла, которая постоянно увеличивается в сторону электрода, и в конце концов разрывается.

В момент разрыва перемычки происходит быстрое испарение металла, и разрядный промежуток заполняется ионами и электронами возникающими при этом. Благодаря тому, что к электроду и изделию приложено напряжение электроны и ионы начинают двигаться: электроны и отрицательно заряженные ионы - к аноду, а положительно заряженные ионы – к катоду, и таким образом возбуждается сварочная дуга. После возбуждения дуги концентрация свободных электронов и положительных ионов в дуговом промежутке продолжает увеличиваться, так как электроны на своем пути сталкиваются с атомами и молекулами и "выбивают" из них еще больше электронов (при этом атомы, потерявшие один и более электронов, становятся положительно заряженными ионами). Происходит интенсивная ионизация газа дугового промежутка и дуга приобретает характер устойчивого дугового разряда.
Через несколько долей секунды после возбуждения дуги на основном металле начинает формироваться сварочная ванна, а на торце электрода – капля металла. И спустя еще примерно 50 – 100 миллисекунд устанавливается устойчивый перенос металла с торца электродной проволоки в сварочную ванну. Он может осуществляться либо каплями, свободно перелетающими дуговой промежуток, либо каплями, которые сначала образуют короткое замыкание, а затем перетекают в сварочную ванну.

Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке плавящимся электродом достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт. Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, что соответствует примерно 99% длины дуги. Таким образом, напряженность электрического поля в столбе дуги лежит в пределах от0,1 до 1,0 В/мм. Катодная и анодная области, напротив, характеризуются очень короткой протяженностью (около 0.0001 мм для катодной области, что соответствует длине свободного пробега иона, и 0.001 мм для анодной, что соответствует длине свободного пробега электрона). Соответственно, эти области имеют очень высокую напряженность электрического поля (до 104 В/мм для катодной области и до 103 В/мм для анодной).
Экспериментально установлено, что для случая сварки плавящимся электродом падение напряжения в катодной области превышает падение напряжения в анодной области: 12 – 20 В и 2 – 8 В соответственно. Учитывая то, что выделение тепла на объектах электрической цепи зависит от тока и напряжения, то становится понятным, что при сварке плавящимся электродом больше тепла выделяется, в той области, на которой падает больше напряжения, т.е. в катодной. Поэтому при сварке плавящимся электродом используется, в основном, обратная полярность подключения тока сварки, когда катодом служит изделие для обеспечения глубокого проплавления основного металла (при этом положительный полюс источника питания подключают к электроду). Прямую полярность используют иногда при выполнении наплавок (когда проплавление основного металла, напротив, желательно чтобы было минимальным).
В условиях сварки ТИГ (сварка неплавящимся электродом) катодное падение напряжения, напротив, значительно ниже анодного падения напряжения и, соответственно, в этих условиях больше тепла выделяется уже на аноде. Поэтому при сварке неплавящимся электродом для обеспечения глубокого проплавления основного металла изделие подключают к положительной клемме источника питания (и оно становится анодом), а электрод подключают к отрицательной клемме (таким образом, обеспечивая еще и защиту электрода от перегрева).
При этом, независимо от типа электрода (плавящийся или неплавящийся) тепло выделяется, в основном, в активных областях дуги (катодной и анодной), а не в столбе дуги. Это свойство дуги используется для того, чтобы плавить только те участки основного металла, на которые направляется дуга.
Те части электродов, через которые проходит ток дуги, называют активными пятнами (на положительном электроде – анодным, а на отрицательном – катодным пятном). Катодное пятно является источником свободных электронов, которые способствуют ионизации дугового промежутка. В то же время к катоду устремляются потоки положительных ионов, которые его бомбардируют и передают ему свою кинетическую энергию. Температура на поверхности катода в области активного пятна при сварке плавящимся электродом достигает 2500 … 3000 °С.

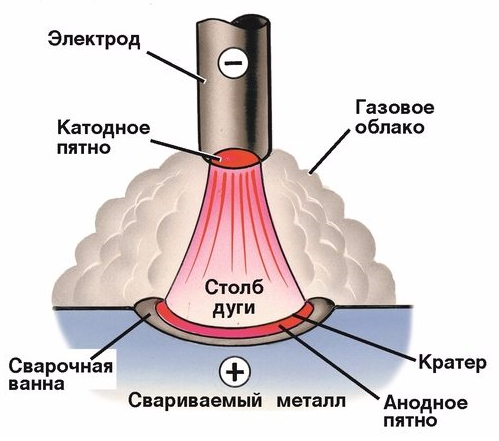
Строение дуги
Lк - катодная область; Lа - анодная область (Lа = Lк = 10 -5 -10 -3 см); Lст - столб дуги; Lд - длина дуги; Lд = Lк + Lа + Lст
К анодному пятну устремляются потоки электронов и отрицательно заряженных ионов, которые передают ему свою кинетическую энергию. Температура на поверхности анода в области активного пятна при сварке плавящимся электродом достигает 2500 … 4000°С. Температура столба дуги при сварке плавящимся электродом составляет от 7 000 до 18 000°С (для сравнения: температура плавления стали равна примерно 1500°С).
Влияние на дугу магнитных полей
При выполнении сварки на постоянном токе часто наблюдается такое явление как магнитное. Оно характеризуется следующими признаками:
- столб сварочной дуги резко откланяется от нормального положения;
- дуга горит неустойчиво, часто обрывается;
- изменяется звук горения дуги - появляются хлопки.
Магнитное дутье нарушает формирование шва и может способствовать появлению в шве таких дефектов как непровары и несплавления. Причиной возникновения магнитного дутья является взаимодействие магнитного поля сварочной дуги с другими расположенными близко магнитными полями или ферромагнитными массами.

Столб сварочной дуги можно рассматривать как часть сварочной цепи в виде гибкого проводника, вокруг которого существует магнитное поле.
В результате взаимодействия магнитного поля дуги и магнитного поля, возникающего в свариваемой детали при прохождении тока, сварочная дуга отклоняется в сторону противоположную месту подключению токопровода.

Влияние ферромагнитных масс на отклонение дуги обусловлено тем, что вследствие большой разницы в сопротивлении прохождению магнитных силовых линий поля дуги через воздух и через ферромагнитные материалы (железо и его сплавы) магнитное поле оказывается более сгущенным со стороны противоположной расположению массы, поэтому столб дуги смещается в сторону ферромагнитного тела.

Магнитное поле сварочной дуги увеличивается с увеличением сварочного тока. Поэтому действие магнитного дутья чаще проявляется при сварке на повышенных режимах.
Уменьшить влияние магнитного дутья на сварочный процесс можно:
- выполнением сварки короткой дугой;
- наклоном электрода таким образом, чтобы его торец был направлен в сторону действия магнитного дутья;
- подведением токоподвода ближе к дуге.
Уменьшить эффект магнитного дутья можно также заменой постоянного сварочного тока на переменный, при котором магнитное дутье проявляется значительно меньше. Однако необходимо помнить, что дуга переменного тока менее стабильна, так как из-за смены полярности она погасает и зажигается вновь 100 раз в секунду. Для того, чтобы дуга переменного тока горела стабильно необходимо использовать стабилизаторы дуги (легкоионизируемые элементы), которые вводят, например, в покрытие электродов или во флюс.
Что такое сварочная дуга и какой она бывает?
В современной промышленности сварка – это довольно популярный процесс. В основе данной процедуры находится электрическая дуга, она способствует надежности, быстроте и простоте процесса сваривания поверхностей. В ее разработке принимали активное участие такие светила науки, как Бернадос, Славянов, Меритен.


Что это такое?
Сварочной дугой называют энергетический электрозаряд между электродами, который имеет длительную продолжительность и большое количество выделяемой энергии, ему характерна разница потенциалов, что возникает в среде газов. Определение данного понятия также свидетельствует о том, что металл с высокой плотностью электрического напряжения нагревается с высокой скоростью, изначально становясь пластичным, а в последующем готовым к плавке.
Максимальным показателем температуры, которую может достичь электрическая дуга, принято считать не более 7000 градусов по Цельсию. На практике в сварке известно, что таким образом обрабатываются металлы, которым присуще свойство плавки при температурном показателе более 3000 градусов. Согласно теоретическим данным о свойствах и строении данного электрического заряда он имеет вид проводника, в основе которого ионизированный газ. Он состоит из частей, зон, которые выделяют большой объем тепловой энергии во время протекания по ним тока.
Во время поджига дуги происходит создание гальванической цепи. В этом процессе принимает участие пара электродов, что представляют собой совокупность анода, катода, а также ионизированного газа. При протекании ток способствует нагреванию, свечению. Последнее обусловлено фотонным излучением.
При построении сварочных цепей не обойтись без участия таких областей:
- анодной;
- катодной;
- столба дуги, который имеет длину от 4 до 6 миллиметров.


На первых участках происходит возникновение активных пятен, также осуществляется максимальный спад напряжения и нагревание. Во время действия электрической дуги наблюдается не только повышенная температура, но и ультрафиолетовое излучение.
Ультрафиолет негативно воздействует на глаза и наружные покровы человека. По этой причине сварщики во время процедуры обязаны пользоваться защитными средствами, например: масками, рукавицами, одеждой из плотной ткани, обувью из негорючего материала.
Благодаря вольт-амперной характеристике определяют мощность напряжения дуги, которая напрямую связана с источником питания. От того, какой будет мощность сварочной дуги, зависит множество иных факторов, например ее длина. Характеризуясь одинаковыми параметрами источников электричества, у дуги с большей длиной будет выше мощность.
Сварочную дугу используют при стандартном процессе сваривания, при этом она характеризуется простотой проведения процедуры. Помимо этого, данный энергетический электрозаряд нашел свое применение в газовой сварке полуавтоматического типа. В этом случае на дугу подают сварочную проволоку, что способствует расплавлению материала.


Также дуги используются в автоматах, которые считаются довольно простыми в создании, и поэтому распространены в промышленном производстве. В данном случае могут использоваться как плавкие, так и неплавкие электроды. Ручная дуговая сварка работает с обычной конструкционной сталью, при этом она обеспечивает стабильность горения и надежность швов.
Мощность сварочных дуг имеет прямую зависимость от следующих факторов:
- длины сварочной электрической дуги – она также способна определять объем тепла, что выделяется во время горения;
- силы тока – большая сила тока препятствует угасанию длинной дуги;
- напряжения – при повышении напряжения в небольшом диапазоне мощность возрастает.


Вольт-амперная характеристика энергетического электрозаряда – это график, который выражает зависимость напряжения от смены тока. Данный показатель может иметь такие виды:
- нисходящий, который снижается при росте напряжения;
- стабильный, который не меняется при смене силы тока;
- восходящий, растущий при повышении силы тока, он обычно используется в сварках-автоматах.
По сравнению с другими электрическими зарядами дуге характерны такие особенности:
- высокая плотность тока;
- неравномерное падение напряжения вдоль по разрядному столбу;
- обратная пропорциональность температуры относительно ее толщины;
- большое число вариантов рабочего режима.
Электросварку можно назвать самым быстрым и при этом надежным вариантом неразъемного соединения деталей металлической конструкции. Ее можно применять в самых разнообразных сферах человеческой жизни, начиная от строительства и заканчивая транспортом.


Требования
Каждый сварщик должен знать об амперной характеристике, длине и напряжении сварочной дуги. К основным требованиям для источника питания дуги можно отнести следующие:
- разжигание электрода должно происходить во время его взаимодействия с заготовкой из металла, когда происходит замыкание контактов электроцепи;
- во время плавки присадки может произойти короткое замыкание – если такое случилось, то стоит следить, чтобы аппарат не вышел из строя, а дуга стабильно поддерживалась;
- до того как возникнет вспышка дуги на границе детали и электрода, может наблюдаться кратковременное замыкание – от того, насколько быстро произойдет восстановление напряжения, напрямую зависит динамика источника питания;
- переход с холостого в рабочий ход должен происходить со спадом напряжения от 60–80 до 18–20 В.
Ко всем источникам питания сварочной дуги предъявляются аналогичные требования. Поэтому можно сделать вывод, что на эффективность функционирования оборудования для сварки оказывает прямое воздействие возможность поддерживать процесс горения дуги от момента ее разжигания.
В сварочных аппаратах должны присутствовать только такие регуляторы, на которых установка параметров будет максимально удобной.
Классификация
За счет широкого распространения сварочного процесса дуга может быть нескольких видов. Особенности энергетического электрозаряда позволяют выделить следующие его разновидности согласно конструкции и назначению:
- плавкая изготавливается из стального сплава – при работе происходит расплавка металлического электродного стержня;
- неплавкая актуальна при работе с графитом и вольфрамом – электроды данного вида во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.

По схеме подвода тока и среде
Согласно схеме электросоединения дуги для сварки делят на две разновидности.
- Прямого действия. В качестве одного электрода выступает конструкция сварки, а второго – плавящийся элемент. В месте зазора происходит образование дуги.
- Косвенного действия. Розжиг происходит между парой неплавких параллельных электродов, после чего он подносится к свариваемой заготовке.
По атмосфере
По принципу атмосферы сварочные дуги бывают трех типов.
- Открытая сфера. В данном случае горение дуги возможно в открытом пространстве, при этом образуется газовая сфера с содержанием металлического пара, а также электродного и поверхностного.
- Закрытая. Дуга закрытого типа наблюдается при горении под флюсом. В фазе газа около дуги находится пар от материала, электрода и слоя флюса.
- С подачей смеси газа. В этом электрозаряде может располагаться газ в сжатом виде, а также его примеси. Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.



По длительности действия
Согласно длительности работы электрическую сварочную дугу можно поделить на такие типы:
- постоянная, которая считается актуальной для длительной работы;
- импульсная, что представлена однократным мощным импульсом, обычно такая дуга используется для контактного вида сварки.
Стандартные температурные условия в столбике сварочной дуги максимально составляют 7000 градусов тепла по Цельсию. Благодаря использованию катода можно добиться постоянства температуры, при которой произойдет возникновение и горение дуги. В данной ситуации также обязательно должны быть учтены такие параметры, как габариты, диаметр и температура в окружающей среде.
Для того чтобы получилось сварить материал любого качества, потребуется наблюдать за постоянством температуры. При исправном источнике питания температурный показатель будет постоянным, а работа элемента – качественной.
Основы областей сварочных дуг сосредоточены на работе ионизированных газов, использовании щелочных, щелочно-земельных групп по типу калия, кальция. Такие особенности способствуют высокому качеству горения сварочных дуг. Последние могут гореть не во всех средах, поэтому не стоит обходить вниманием физические, химические факторы.
Существует несколько типов электрозаряда, благодаря которым осуществляется горение.
- Тлеющий. Он возникает за счет низкого давления. Обычно его используют для освещения с помощью люминесцентной лампы или экрана плазмы.
- Искровой. Возникает такой электрический заряд после доведения показателя давления до атмосферного. Искровому типу дуги характерна прерывистость, при этом наблюдается механизм действия, сходный с молниевым. Он нашел свое применение при розжиге двигателя внутреннего сгорания.
- Дуговой используют при работе сваркой или для простого освещения. У такого заряда прерывистая форма, которая возникает из-за особенностей давления в атмосфере.
- Коронный электрозаряд может возникнуть в результате структурной шероховатости, неоднородности. В ходе данного воздействия происходит образование струйки.



Источники питания
При сварочных работах должны использоваться только те способы зажигания, стабилизаторы, которые способны удовлетворить такие требования:
- с легкостью зажигать дугу;
- стабильно поддерживать процесс горения;
- осуществлять контроль за верхним порогом тока коротких замыканий;
- иметь хорошую динамику;
- характеризоваться электрической безопасностью.
Источники питания сварочных дуг имеют следующую классификацию:
- предназначение – делятся источники на те, что подходят ручной сварке, флюсовой либо в защитной от газа среде;
- количество сварочных постов, что могут быть подключены в одно время;
- возможность передвижения, а именно: мобильный и стационарный;
- производство энергии: производитель и преобразователь;
- тип выходящего тока;
- вольт-амперная характеристика.
Источники тока:
- трансформатор представляет собой простой сварочный агрегат с реактивной катушкой индуктивности в основе;
- выпрямитель имеет вид устройства, которое выпрямляет электрический ток;
- преобразователь – устройство с помощью механического воздействия делает из переменного вида тока постоянный;
- инвертор – этот сварочный аппарат считается наиболее подходящим для выполнения бытовых нужд, эти мобильные устройства характеризуются компактностью, удобством в применении.


Для изготовления качественного и надежного сварочного шва потребуется создание электрической дуги. Чтобы воспользоваться данным видом энергетического электрозаряда, не нужно особых навыков. Однако сварщик должен знать особенности возникновения, использования и образования сварочной дуги.
О сварке короткой дугой смотрите в следующем видео.
Информация о сварочной дуге и о том, как она работает

О СВАРКЕ
Сварочная дуга, открытая более 100 лет назад, нашла широкое применение в промышленности. Она обеспечивает прочное соединение металлических заготовок с превращением их в монолитную конструкцию. Чтобы шов получился качественным, следует правильно подобрать источник питания.

Данное явление представляет собой устойчивый, не ограниченный во времени электрический разряд в среде, образованной воздушными или защитными газами и парами металлов. Она обладает проводимостью только в ионизированном состоянии, иными словами, когда в ней имеются частицы с положительным или отрицательным знаком. Пребывающий в таких условиях газ называют плазмой. Носителями отрицательного заряда выступают электроны, положительного – лишенные их атомы или молекулы.
Таким образом, определение сварочной дуги может звучать и так: это длительный электрический разряд в плазме, состоящей из воздушных или защитных газов и металлических паров.
Главное свойство данного явления заключается в выделении большого количества теплоты, что всегда наблюдается при протекании тока. Оно вызывает расплавление металла.
Природа возникновения явления
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного – к катоду. Начинается процесс протекания тока в плазме.
Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
Современные сварочные аппараты оснащаются генератором высокочастотных колебаний (осциллятором). Это устройство позволяет возбуждать дугу бесконтактным способом.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.

Увеличение разности потенциалов позволяет нарастить мощность только в небольших пределах. К тому же возможность такой регулировки ограничена размером электрода.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Строение и зона анодного пятна
В структуре дуги различают 3 участка:
- Катодное пятно. Является местом разгона и эмиссии электронов, имеет отрицательный заряд. Размер этой зоны – примерно 1 мкм (0,001 мм). Здесь выделяется 38% тепла, падение напряжения составляет 12-17 В.
- Столб дуги. Имеет нейтральный заряд, поскольку положительные и отрицательные частицы присутствуют в равных количествах. Средняя длина – 5-10 мм. В этом участке выделяется 20% тепла, теряется 2-12 В.
- Анодное пятно. Бомбардируется электронами, что придает ему вогнутую форму (кратер). Протяженность этой зоны составляет 10 мкм. Выделяется 42% тепла, теряется 2-11 В.
Приведенные данные характерны для сварки тугоплавким электродом.
Как выглядит сварочная дуга
Нагретая плазма излучает 3 вида электромагнитных волн:
- видимый свет;
- инфракрасные;
- ультрафиолетовые.
Визуально она напоминает разряд молнии.
Анодное и катодное пятна видимого света не излучают.
Разновидности сварочной дуги
Различают 2 типа:
- Разряд прямого действия. Возникает между проводящим стержнем (направлен параллельно ему) и заготовкой (перпендикулярно).
- Косвенного действия. Возникает между 2 электродами, расположенными под углом 40-60°.
Виды плазмы в зависимости от состава:
- Открытая. Ток протекает в смеси из воздушных газов, паров металла и обмазки.
- Закрытая. Дуга находится под флюсом, его пары совместно с частицами металла образуют ионизированную среду.
- Состоящая из 1 или нескольких защитных газов.
Используются электроды из следующих материалов:
- вольфрама;
- графита (угольные);
- стали с обмазкой из ионизирующих веществ (плавящиеся).
Дуга может быть 3-фазной. Для этого требуются подключение к соответствующей сети и 2 токопроводящих стержня. К каждому из них подсоединяется по фазе, третья – к заготовке.
При прямой и обратной полярности
Сварка постоянным током может выполняться 1 из 2 способов:
- «Плюс» подключают к заготовке, т.е. она становится анодом. Такую полярность называют прямой.
- К заготовке подключают «минус», так что она становится катодом. Это обратная полярность.
При сварке тугоплавким электродом анодное пятно горячее катодного, поэтому первый способ используют для соединения деталей средней или большой толщины. Сильный нагрев обеспечивает глубокий провар и, как следствие, высокую прочность шва.
Подключение с обратной полярностью используется для соединения тонкостенных заготовок. В противном случае они прогорят.
При сварке плавящимся электродом анодное пятно холоднее, поэтому поступают наоборот.
Характеристики дуги
Основными параметрами плазменного разряда выступают:
Взаимозависимость 2 первых параметров вычерчивается в виде графика.
В нем различают 2 части:
- Динамическую. Соответствует условиям, когда рабочий промежуток меняется.
- Статическую. Отображает зависимость параметров при постоянной длине дугового разряда (установившийся режим).
В графике выделяют 3 области:
- Падающую. Означает резкое снижение разности потенциалов с увеличением ампеража. В этот момент происходит формирование столба: меняется проводимость плазмы, большей становится площадь поперечного сечения тока.
- Жесткую. Соответствует условиям, когда падение напряжения и плотность тока стабильны. Это объясняется тем, что с набором ампеража пропорционально увеличивается площадь сечения плазмы.
- Возрастающая. На этом этапе взаимозависимость разности потенциалов, силы тока и резистивности дуги соответствует закону Ома.
График позволяет оценить мощность разряда.
Область применения
Дуга используется в следующих разновидностях сварки:
- Полуавтоматической. Полуавтоматическая сварка основана на применении тугоплавких вольфрамовых расходников. На дугу подают присадочную проволоку.
- Ручной. Ручные работы наиболее распространены. Это самый простой метод.
- Автоматической. Автоматы на промышленных объектах более распространены, поскольку проще устроены.
При сварке с открытой плазмой используется жесткая дуга, в работах под флюсом или с подачей защитного газа – возрастающая.
Сила напряжения
Данный параметр зависит от 2 других:
Характер взаимосвязи определяется методом выполнения работ. В ручной сварке с уменьшением напряжения источника тока оно падает и на дуге. Это видно на вольт-амперном графике. Автоматической вольтаж дуги зависит только от ее линейного размера, причем прямо пропорционально. Существует предел, выше которого разность потенциалов при растягивании плазменного разряда не поднимается. Она остается на этом уровне до угасания дуги.
Напряжение оказывает влияние на качество шва. Если оно увеличивается, тот становится шире с одновременным уменьшением глубины провара.
Время горения
В зависимости от продолжительности различают 2 разновидности дуги:
Вторая применяется при контактной сварке, когда ток кратковременно пропускают через 2 прижатые одна к другой детали. В результате металл в зоне примыкания плавится, образуется монолитное соединение.
Условия погашения
Дуга горит при величине собственного сопротивления, не превышающей некоторого предела. Этот параметр увеличивается с длиной разряда. Соответственно, при удалении электрода от заготовки дуга гаснет.
Это может произойти и в процессе работы, если параметры сварки будут подобраны неверно. Условием устойчивости дуги является равенство Ue – I*R = Uд, где:
- Ue – разность потенциалов на клеммах источника питания;
- I*R – падение вольтажа на резисторе, включенном в цепь сварочного аппарата;
- Uд – то же на дуге.
При нарушении неравенства гашение становится возможным. Графически это выглядит как расположение вольт-амперной характеристики дуги над прямой, обозначающей падение напряжения на резисторе R.
Зависимость от магнитного поля
Из определения дуги следует, что она представляет собой поток заряженных частиц в плазме. Значит, вокруг нее, как и вокруг любого проводника, образуется магнитное поле. Его силовые линии имеют цилиндрическую форму.

Если дуга окажется в стороннем магнитном поле, оно будет взаимодействовать с ее собственным. Разряд при этом станет неустойчивым.
Ярким примером является т.н. эффект магнитного дутья, возникающий при сварке на постоянном токе.
Он сопровождается следующими вредными явлениями:
- Резким смещением столба.
- Частыми обрывами дуги.
- Изменениями звука, периодическими хлопками.
В результате страдает качество шва, появляются непроваренные участки.
Магнитное дутье вызывается 2 причинами:
- Ток в заготовке наводит сильное поле. Оно оттягивает столб дуги в сторону, противоположную месту подсоединения клеммы.
- Массив железа или сплава на его основе, будучи ферромагнитным телом, вызывает сгущение поля. Это объясняется меньшим сопротивлением прохождению силовых линий по сравнению с воздухом. В результате дуга смещается в сторону массива.
- Поблизости находятся мощные источники электромагнитного излучения.
Эффект дутья наблюдается при сварке большим током, поскольку интенсивность поля находится в прямой зависимости от ампеража.

Меры борьбы с явлением:
- Уменьшение длины дуги.
- Расположение электрода под углом – так, чтобы торец смотрел в сторону действия магнитного дутья.
- Перенос клеммы ближе к дуге.
- Установка защитного экрана.
- Заземление соединяемых деталей.
При сварке переменным током магнитное дутье намного менее выражено.
Температура по длине
Особенность строения сварочной дуги заключается в распределении температур. При сварке тугоплавким электродом катодное пятно нагревается до 2400-2600 °С, анодное – на 4-6% выше, т.е. до 2500-2750 ˚С. Наиболее горячим является столб: его температура достигает 6000-8000 °С.
О чем стоит знать
Ультрафиолетовая составляющая излучения дуги крайне опасна для глаз и кожи, поэтому сварщики используют защитный костюм и маску с затемненным стеклом. Блики, отражающиеся от стен, тоже могут вызвать ожог сетчатки, сопровождающийся сильными болями.
.jpg)
Дуговое напряжение при ручной сварке является небольшим – от 15 до 30 В. Но в процессе замены расходника оно возрастает до 70 В и может стать причиной удара током. От сварщика требуется особая осторожность.
При работе с автоматом риск получения электротравмы существенно ниже.
Как регулировать длину дуги
От этого параметра зависят не только электрические величины, но и качество сварки. Дугу стремятся делать как можно более короткой, в пределах 3-4 мм.
При большей длине наблюдаются следующие негативные явления:
- Капли расплавленного металла с электрода на пути к сварочной ванне успевают вобрать в себя из воздуха много кислорода и азота. В результате шов теряет прочность, пластичность и ударную вязкость.
- Разряд перемещается по поверхности заготовки (блуждание), вследствие чего тепло распределяется по относительно большой площади. Глубина провара уменьшается; капли расплава с расходника, попадая на непрогретый металл, не сливаются с ним, а отскакивают.
Короткая дуга издает сухой треск, напоминающий шипение масла на горячей сковороде.

Выполненный ей шов выглядит аккуратным и имеет следующие признаки:
- Правильную форму.
- Гладкую выпуклую поверхность.
Шов, выполненный длинной дугой, имеет неровные очертания, вдоль него налипают капли расплавленного металла.
Плавящийся электрод в процессе сварки уменьшается. Поэтому его постепенно приближают к заготовке, чтобы длина разряда оставалась постоянной.
О режимах дуговой сварки
Соединение деталей методом сплавления осуществляют в различных условиях. Совокупность мер, показателей и параметров, призванную обеспечить хорошее качество шва в любой ситуации, называют режимом сварки.
Характеризующие его параметры делятся на 2 группы:
К первым относятся:
- положение шва в пространстве;
- скорость выполнения работ;
- состав и толщина металла.
Сила тока определяется свойствами сварочного аппарата и указывается в инструкции к нему. От нее зависит количество выделяемого тепла, а значит, и глубина провара. Толстостенные элементы крупногабаритных металлоконструкций, подвергающихся воздействию больших нагрузок, соединяют током повышенной силы. Тонкую деталь он, напротив, может прожечь, поэтому ампераж снижают.
Диаметр электрода должен соответствовать силе тока.
В противном случае возникают следующие негативные моменты:
- Заниженный диаметр. Повреждается покрытие на стержне, дуга становится неустойчивой.
- Завышенный диаметр. Снижается плотность тока, нестабильными становятся длина дуги и ее положение, шов получается неровным и непрочным.
Параметры режимов ручной сварки приведены в таблице:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Независимо от толщины заготовок, швы на вертикальных поверхностях и потолке выполняют электродом диаметром 4 мм.
Мощные соединения делают в несколько подходов:
С увеличением скорости процесса уменьшается ширина шва, и наоборот. Данный параметр следует выдерживать в разумных пределах. При слишком высокой скорости металл не успевает полностью расплавиться, в соединении образуются непроваренные участки. При медленной сварке сталь растекается, что тоже негативно отражается на качестве шва.
Ширина соединения и глубина провара зависят от траектории движения электрода. Его перемещают по прямой, зигзагом, елочкой и т.д.
Сварочные аппараты «Дуга»
Надежность соединения зависит от следующих особенностей оборудования:
- качества сборки;
- встроенной электроники;
- используемой оснастки.
Хороший аппарат стоит дорого, а дешевый не позволяет получить аккуратный и прочный шов. Оборудование марки «Дуга» лишено обоих недостатков. Оно имеет доступную стоимость, но только за счет упрощения конструкции, а не потери качества. Производитель не стал оснащать аппараты дорогим инвертором. Он взял за основу трансформаторное изделие и внес ряд усовершенствований, назвав конечный результат «сварочным выпрямителем». Получился простой в использовании агрегат средней мощности, предназначенный для работ в быту на постоянном токе.
Читайте также: