Jasic pro 200 сварочный аппарат
Обновлено: 13.05.2024
Конст, я подобную гадость встречал, но однозначно проблема в вольфраме была. Не могу даже предположить, каким образом электроника может так на дугу воздействовать. Вариант поставить электрод с другого, нормально работающего аппарата есть? Или взять все электроды и на другом аппарате проверить? Если ВЧ поджиг отключить, чирканьем как дуга поджигGjh
Попробую конечно разложить пасьянс с электродов. Но их уже было столько и разных. Вч поджиг отключить это как сделать? Стартовый ток тоже не регулируется. Спасибо. Кстати, да такое у меня на работе иногда происходило, на другом аппарате, но в обьеме работ некогда было разбираться , да и редко когда это мешало. Почему именно сейчас обратил внимание, было треба приварить нерж проволочку 1,6 к толстому прутку, когда все собрал , то эта "вспышка" вначале сожгла тупо эту проволочку, пришлось переделывать на 2 мм.
Прикрепленные изображения
Вот с этого места подробнее. Когда просто дуга по вольфраму гуляет, набросов тока не бывает. Похоже сильно завышен ток поджига. Вч поджиг у него не отключается. Регулировки параметров поджига похоже тоже нет.
Вы имеете в виду параметры поджига (ток и время) или регулировка начального тока ( 2 пункт циклограмы) не работает?
Конст, странный эффект, не наблюдал такого. А если вылет электрода сделать прям пару см, то на каком расстоянии от кончика загорается дуга?
У меня Патон 200 pac АС\DC на постоянном токе тоже была такая проблема то зажигает то вообще не хочет это мучение было а не работа звонил на завод в Киев там мне ответили что знают эту проблему я не один такой но не могут пока её решить но через месяц позвонил и сказали отправляй отправил они перепрошили другую программу и что то переделали внутри аппарата это с их слов и проблема пока ушла Зажигает пока хорошо. И еще сила тока этих аппаратов зависит линейно от напряжения в сети но на работа способность оно не должно влиять ну если напряжение в допуске по паспорту но для слабого напряжения
здесь лучше чемодан с большим хорошим трансформатором .И как мне известно pro это новое поколение сварочных аппаратов Частотных на новых транзисторов которые еще толком на практике не проверены но в теории они надежны.Эдон у меня был ТИГ 200 ас\дс отлично зажигает дугу но я забыл в работе подцепить массу на деталь и начал варить и он сгорел я его вернул может просто косяк не знаю Можете попробывать подачу газа больше поставить для лучшего поджига может что то даст но при сварке может здувать пламя все я спать )))
Здравствуйте. Я звонил в официальный сервис цент Jasic и интересовался этой моделью JASIC E201 AC\DC. Мне ответили, что поджечь и держать дугу на малых токах на переменном токе , очень сложно , он автоматически зажигает на 25-30 Амперах сколько бы не стояло,а затем варит, но сколько может держать малый ток я так и не понял ,а на постоянном токе от 5 Ампер МОЖЕТ поджигать и держать дугу стабильно . Но я так понял, чтобы варить на малых токах 10 А этими аппаратами, нужно ставить вольфрамовый электрод в 1мм, тогда поджог дуги хороший, то есть зажигать будет и стабильно процесс сварки будет, но поджог в 25-30А на переменки так и останется. О чуть не забыл, мне посоветовали в сервисном центре взять ВЕЛДИНГ ДРАГОН 200 АС\DC с драконом красного цвета, делает тот же завод что и JASIC , поджог у него от 10-12 Ампер и цена где то такая же, фух. написал! сам хотел себе такой аппарат КУПИТЬ, НО ЕЩЕ ДУМАЮ )))
Удовольствие от высокого качества длится дольше чем радость от
он автоматически зажигает на 25-30 Амперах сколько бы не стояло,а затем варит, но сколько может держать малый ток я так и не понял ,а на постоянном токе от 5 Ампер МОЖЕТ поджигать и держать дугу стабильно . Но я так понял, чтобы варить на малых токах 10 А этими аппаратами, нужно ставить вольфрамовый электрод в 1мм, тогда поджог дуги хороший, то есть зажигать будет и стабильно процесс сварки будет, но поджог в 25-30А на переменки так и останется. О чуть не забыл, мне посоветовали в сервисном центре взять ВЕЛДИНГ ДРАГОН 200 АС\DC с драконом красного цвета, делает тот же завод что и JASIC , поджог у него от 10-12 Ампер и цена где то такая же, фух. написал! сам хотел себе такой аппарат КУПИТЬ, НО ЕЩЕ ДУМАЮ )))
Вот не знаю поможет ли "красный дракон" но скорее думаю нет .
Вот смотрите 5А не плавят и пивную банку и для нее надо оптимально 17А , но главное не в этом а в поджиге и вот 25-30А поджига пробьет банку насквозь и естественно сварки не будет или будет но с большими в начале шва огрехами , или все это надо при 25-30А поджигать через присадок .
и так смотрите 5А но поджиг регулируемый и стоит +200% к 5а и это означает что ток поджига 10А и + еще регулируемое время поджига и в видео оно очень мало . Вот так должно быть и в "красном драконе" ели иначе то он тоже от лукавогО.
Вот не знаю поможет ли "красный дракон" но скорее думаю нет .
Вот смотрите 5А не плавят и пивную банку и для нее надо оптимально 17А , но главное не в этом а в поджиге и вот 25-30А поджига пробьет банку насквозь и естественно сварки не будет или будет но с большими в начале шва огрехами , или все это надо при 25-30А поджигать через присадок .
и так смотрите 5А но поджиг регулируемый и стоит +200% к 5а и это означает что ток поджига 10А и + еще регулируемое время поджига и в видео оно очень мало . Вот так должно быть и в "красном драконе" ели иначе то он тоже от лукавогО.
[/sp
Вот не знаю поможет ли "красный дракон" но скорее думаю нет .
Вот смотрите 5А не плавят и пивную банку и для нее надо оптимально 17А , но главное не в этом а в поджиге и вот 25-30А поджига пробьет банку насквозь и естественно сварки не будет или будет но с большими в начале шва огрехами , или все это надо при 25-30А поджигать через присадок .
и так смотрите 5А но поджиг регулируемый и стоит +200% к 5а и это означает что ток поджига 10А и + еще регулируемое время поджига и в видео оно очень мало . Вот так должно быть и в "красном драконе" ели иначе то он тоже от лукавогО.
[spoiler]
А что тоньше,банки или радиаторы ?
А что тоньше,банки или радиаторы ?
Ну думаю тоньше банки уже нет , в прочем точно не знаю . Толще радиаторы точно есть , но с ними не стоит обольщаться и не так усе просто там грязь и остатки антифриза и накипь так что бывает и трудно , но можно.

По случаю купил Jasic для выездных работ. В последние несколько выездов работы попадались, что нужно было буквально 5 см шва наложить. Решил сколхозить сверхмобильную установку АДС. Баллон 2л, редуктор, провода, рукав. Все в одном.
Обкатку конструкция уже прошла. Насколько будет хватать баллончика- неизвестно, математически- на 30мин. В багажнике ездит резервный баллон на 10л.
По случаю купил Jasic для выездных работ. В последние несколько выездов работы попадались, что нужно было буквально 5 см шва наложить.
Аргон сам переливаешь?
Вообще-то аргон не переливают, а перекачивают.
После наречия -вообще-то- ставится запятая.
А перекачивают, это с помощью чего и как ?
Спасибо.
А перекачивают, это с помощью чего и как ?

С применением соответствующего приспособления.
У меня где-то в "Аргонодуговой сварке" есть пошаговый фотоотчёт о данном процессе. Вот только сразу сейчас не нашёл, это конец 2014 года, не помню точно, где именно этот пост.
Как? Без спешки и крайне осторожно. С продувкой соединительного узла.
Нашёл. Нет, не в "Аргонодуговой", а в "Баллонах".
Спасибо, оказывается его ещё и не перекачивают, а передувают.
Но это всё ирония.
Слово перелить, мне показалось, более удобоваримым .
Я в теме этого вопроса, т.к. имею в пользовании фирменный компрессор с помощью которого перекачивал метан из домашней сети в авто.
Не нашел инфы на форуме по данному аппарату, решил потихоньку начать писать отзыв, потому как по заявленным параметрам аппарат очень интересный.
Вот и он.
IMG_20180530_104147.jpg
Обошелся он мне в 56 тысяч рублей в наличии в Томске у официального диллера Сварог.
В комплекте добротная 4м горелка 26-я, т.е. 180А на ПВ 35%. К тому же она шла с регулировкой тока, хотя не уверен, что это плюс, потому как пожертвовали размерами кнопки поджига, а это не очень-то удобно.
Варить пробовал пока только нержавейку. На постоянке все функции работают, есть импульсный и прихваточный режим, спад, нарастание, продувка - полный комплект. Но сразу обнаружился один недостаток - это отвратительная работа осциллятора. На аппарате предусмотрен выбор диаметра электрода - 1/1.6/2/2.4/3.2. Я работал с электродом 2.4. Осциллятор работает не постоянно при нажатии, а трещит секунды две, потом отрубается, если дуга не зажглась. Так вот, даже выставив диаметр на 3.2, дуга не желает загораться, при том разряд между электродом и изделием идет. Интересно, что когда выставляю диаметр на 1, то дуга не загорается вообще, а дальше от 1.6 до 3.2. разницы нет, поджиг идет нестабильно и одинаково отвратительно. Еще помучаю его, но думаю - это повод обратиться в сервисный центр. Думаю залезть внутрь, взглянуть на осциллятор. Надо глянуть - есть ли пломбы на корпусе.
Здравствуйте! На этот аппарат педаль можно поставить? Или только горелка многокнопочная?
Ioan_vladeimirovich, здравствуйте. Нет, педаль к сожалению не предусмотрена.
Педаль на этот сварочный аппарат установить можно.Прада педаль будет только увеличивать или уменьшать ток.Изговавливается педаль с двумя пружинами сжатия конусными и два микровыключателя.Поджиг от кнопки на гореле,а дальше выставляешь нужный ток на аппарате и педалью увеличиваешь или уменьшаешь ток во время сварки.Т.е.делаешь тоже самое ,что и с горелки,но только ногой.Подключение следующее.Если смотреть на аппарат спереди ,то общий контакт на 4 часа.На час контакт уменьшения токаНа 10 часов-увеличение и на 8 часов поджиг.Согласен,что это не реостатный метод,но по другому просто так не сделать.Нужно заморачиваться с заменой цифрового управления на аналоговый. И перепаивать внутри с заменой деталей.
PRO TIG 200 P DSP AC/DC (E201)

Аппараты просты в применении и надежны в процессе эксплуатации

Отличительными особенностями аппарата являются:
- Расширенные настройки процесса сварки
- Сварка постоянным и переменным током
- Импульсная и точечная сварка
- 2Т и 4Т режимы сварки
- Регулировка времени спада сварочного тока
- Регулируемое время продувки газом после сварки
- Регулировка баланса полярности
- Режим сварки ММА с регулируемым фо0рсажем дуги и функцией Antistick

PRO TIG 200 P DSP AC/DC работает от однофазной питающей сети 220 В
- Аппарат адаптирован к российским условиям и обеспечивает устойчивую работу в широком диапазоне напряжения сети
- Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
- Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются

Аппарат PRO TIG 200 P DSP AC/DC имеет удобную систему управления:
- Регулятор всех параметров, для выбора необходимо нажать на него
- Сигнальная лампа, оповещает если выбран не правильный режим сварки
- Выбор диаметра электрода
- Настройка импульсного режима
- Настройка параметров сварки
- Регулировка: Форсаж дуги 0-40 А для ММА; Время сварки: 0,5-10с для SPOT
- Дисплей отображения параметров сварки
- Кнопка выбора режимов сварки
- Кнопка выбора режимов работы горелки: 2Т, 4Т, SPOT

Бесперебойная устойчивая работ при температуре 40°
Аппарат оснащен интеллектуальной системой охлаждения и мощным вентилятором, создающим поток воздуха более 10 м/с. Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Особенно эта функция понравится в тех случаях, где работы производятся в небольших помещениях, или присутствуют металлические стены, шум вентилятора не будет отвлекать от работы

Компактный аппарат весом 11 кг
- PRO TIG 200 P DSP AC/DC - это легкий, надежный, долговечный и ударопрочный инструмент для сварочных мастерских и работы на объектах.
- Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски. При необходимости можно прикрепить плечевой ремень

Комплект поставки:
- Горелка в сборе TECH TS 26, 4 м— 1 шт
- Клемма заземления в сборе 200 А, 3 м— 1 шт
- Электрододержатель в сборе 200 А, 3 м— 1 шт
- Комплект ЗИП— 1 шт
- Паспорт и Руководство по эксплуатации— 1 шт
Почему мы гарантируем исправную работу оборудования в течение 5 лет?

SMT-технология
SMT - Surface mount technology. Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Платы оборудования Сварог произведены на автоматизированной линии с использованием SMT-технологии, что обеспечивает высочайшее качество и повторяемость изделий.

Современные компоненты
Температура и влажность воздуха в зависимости от времени суток, года и месторасположения изменяются в широком диапазоне. Увеличение влажности, а в предельных случаях и конденсация влаги, приводят к ухудшению диэлектрических свойств изоляционных материалов печатных плат. Печатные платы оборудования значительно подвержены влиянию окружающей среды, таких как пыль, грязь, влага. Это может стать причиной различных отказов в работе оборудования.
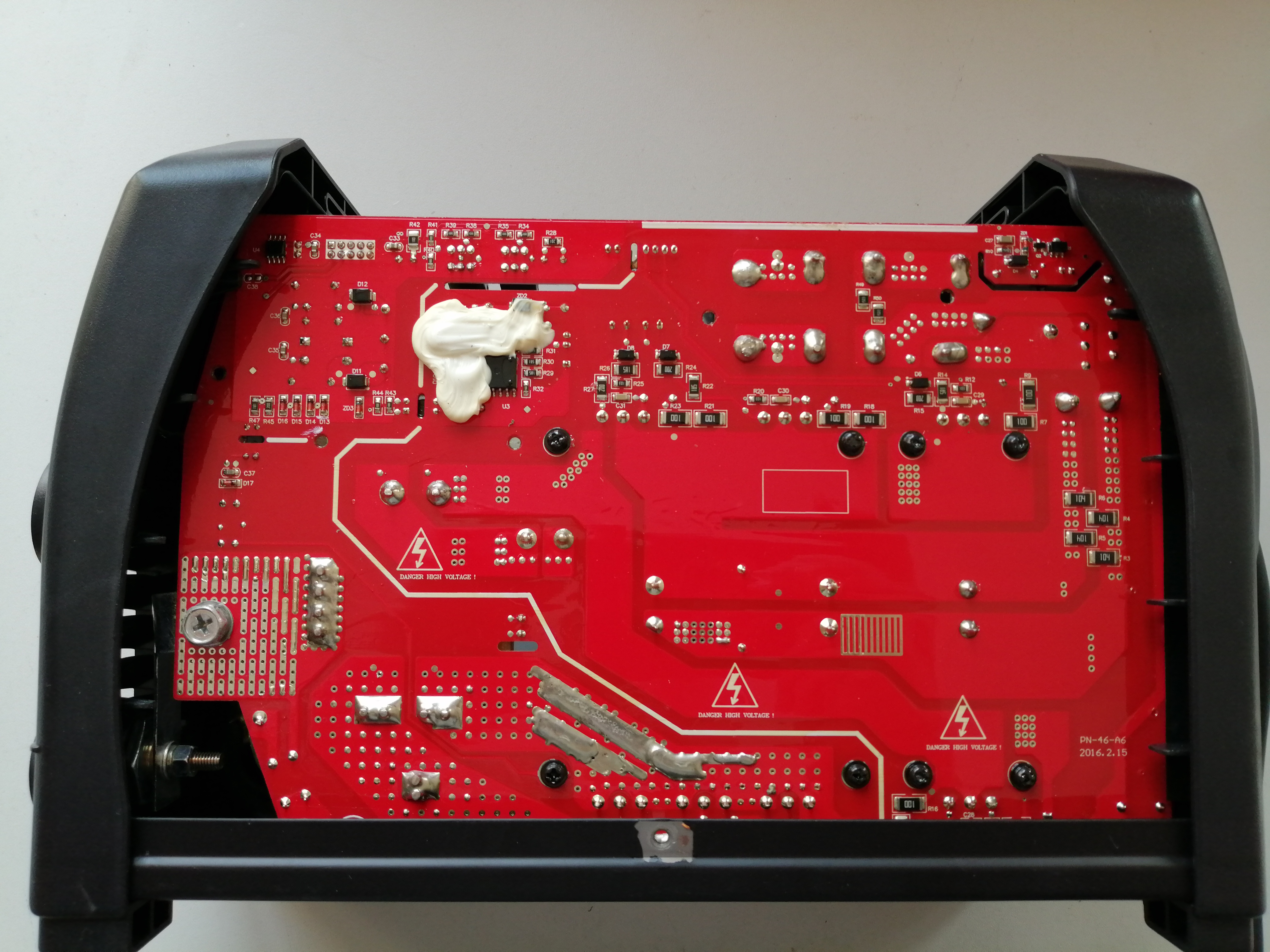
При производстве оборудования ТМ Сварог применяется монтаж электронных компонентов с технологией покрытия печатных плат специальным лаком, защищающим их от пыли и повышенной влажности. Это позволяет оборудованию безотказно работать в тяжелых условиях.

Неизменное качество
При производстве сварочного оборудования Сварог используются конвейеры поточной механизированной и автоматической линий сборки.
Аппараты имеют минимальную, практически невозможную вероятность брака, их качество постоянно, а зависимость от человеческого фактора минимизирована.
PRO MIG 200 SYNERGY (N229)
PRO MIG 200 (N229)— инверторный сварочный аппарат для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), а также ручной дуговой сварки покрытым электродом (ММА) и аргонодуговой сварки (TIG)

Рекомендованная розничная цена
PRO MIG 200 SYNERGY (N229)
Фотогалерея









- Синергетическая система управления
- Три полноценных режима сварки: MIG/MAG, MMA и TIG
- Высокая производительность и хороший запас мощности
- Компактность и удобство работы с аппаратом
- Надежность — аппарат сконструирован с применением современных технологий и компонентов

PRO MIG 200 SYNERGY работает от однофазной питающей сети 220 В
- Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
- Евроразъем для быстрого подключения горелки
- Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
- Быстрая смена полярности для MIG/MAG и сварки самозащитной порошковой проволокой

Аппарат PRO MIG 200 SYNERGY имеет удобную систему управления:
- Цифровой дисплей сварочного тока MMA и TIG и скорости подачи проволоки MIG
- Индикатор включения V.R.D.
- Индикатор выключения V.R.D.
- Цифровой дисплей параметров сварки
- Индикатор режима 2T
- Кнопка переключения режимов сварки
- Индикатор 4T
- Переключатель способов сварки
- Регулятор напряжения и спада тока
- Регулятор сварочного тока и скорости подачи проволоки

Надежный механизм подачи проволоки
- PRO MIG SYNERGY имеет встроенный механизм подачи проволоки, рассчитанный на катушку D 100, весом 1 кг и D 200, весом 5 кг
- Мощный электромотор и двухроликовый механизм подачи проволоки обеспечивает плавный и безрывковый процесс сварки на всех этапах
- Ролики, которые идут в комплекте аппарата позволяют работать со сварочной проволокой сразу с тремя сечениями: 0,6 – 0,8 – 1,0 мм
- На дверце бункера расположена таблица с настройками для MIG и MMA сварки

Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву

- Горелка TECH MS 25 в сборе, 3 м— 1 шт.
- Комплект ЗИП для сварочной горелки— 1 шт.
- Клемма заземления 200 А в сборе с кабелем 3 м— 1 шт.
- Паспорт и Руководство по эксплуатации— 1 шт.
JASIC TIG-200P ACDC (Е201) + ARTOTIC SUN9L

долго я что то не мог собраться с мыслями написать этот пост…
решил я немного расширить свое поле действий, всегда хочется чем то заниматься дома, в спокойной обстановке в своем гаражике, но чем таким заняться — не всегда получается придумать) вспоминая как варился впуск на копейку, выпуск, глушитель с нержи, понимаешь что в принципе не против бы такое делать и дальше, но вот качество бы чуть поднять выше… так я пришел к тому что приобрел вот это

это ТИГ сварочный аппарат, который варит в среде аргона, имеет переключение между постоянным и переменным током и умеет варить алюминий!=)
решил взять самую популярную нынче модель JASIC TIG-200P ACDC, он имеет достаточный функционал как для такого аппарата, ну и в принципе все хвалят его по качеству как сварки так и самого аппарата… в комплекте минимальный набор, цанги под от 1.6 до 4мм электроды, штуки 4 сопла, две капы, горелка WP 26 и кабель с зажимом… аппарат еще умеет варить и электродом, но в комплекте держатель не идет к сожалению…
к нему докупил баллон аргона

аргоновый редуктор Донмет с двумя ротометрами (так что поддув будем организовывать в нужных местах)
для начала взял парочку электродов WL 20 1.6 и 2.4мм, они являются универсальными и можно варить как переменкой так и постоянкой, то есть что нерж что алюминий, это достаточно удобно… взял еще один WZ-8 3.2мм чисто под алюминий для толстых деталей, но пока нормально его так и не обкатал…)
сразу взял себе и маску сварочную, выбирал из более менее нормальных, не ну типа Есаб конечно я не рассматривал по видимым причинам)))
из нормальных масок по обзорам, отзывам и рекомендациям я остановился на ARTOTIC SUN9L, а выбрал ее из-за высокой скорости срабатывания и наилучшей оптики в своей ценовой категирии! четкость картинки здесь на высоте, есть куча регулировок и два источника питания, ну и что достаточно хорошо — батарейка меняется за 10 сек, она здесь легко сьемная

как все собрал до кучи, интересно ж поварить!) конечно по сравнению с дуговой или полуавтоматом это что то совсем другое) на постоянке такое ощущение что ты работаешь газовой горелкой какой то=) дуга тихонько горит себе, брызг нет, плавить можешь сколько надо и можно прогревать и плавить метал который уже наложен, а не накладывать новый как в первых двух случаях…) переменка конечно имеет свой особый звук зависящий от частоты настройки=)
ну и что бы не портить материалы я решил сразу попробовать учится на чем то нужном, так как интересно ж варить алюминий, то достал раскладную лестницу и решил немного проварить ступеньки что бы увеличить прочность лестницы…
на фото одни из почти первых проб по алюминьке=)


ну а теперь хотелось бы написать о том почему все жалуются что пойти к сварщику приварить алюминий стоит кучу денег, типа вообще оборзели, дерут три шкуры)
JASIC TIG-200P ACDC — 22000грн.
Редуктор Донмет с двумя ротометрами — 1300грн.
Баллон аргона (аттестация + заправка), баллон у меня был — 600грн.
Сварочная маска ARTOTIC SUN9L — 1450грн.
Вольфрамовый электрод WL-20 1.6мм — 35грн.
Вольфрамовый электрод WL-20 2.4мм — 81грн.
Вольфрамовый электрод WZ-8 3.2мм — 110грн.
Присадочный пруток 4043 — 252грн\кг.
Присадочный пруток 308 — 250грн\кг.
как видите, даже расходники не так дешевы как хотелось бы, а сам аргон улетает на много быстрее чем та же углекислота на полуавтомате… все это влияет на ценообразование выполнения работ ТИГ аппаратом…
так что теперь будем тренироваться варить разные детальки для автомобилей и не только, если что — Одесситы обращайтесь=)
Сварог Pro ARC глазами сервисного инженера

Для тестирования были отобраны 4 популярных источника:

Участие в обзоре модели Elkraft - отнюдь не опечатка. Всё это оборудование производится на одном и том же заводе компании Jasic, на базе одной и той же серии. Более того, именно «Ёлка» ближе по схемотехнике и интерфейсу к старшим моделям линейки PRO
Одна из особенностей данной линейки - режим Lift Tig для сварки аргоном на постоянном токе. Тем не менее эти инвертора трудно считать полноценной заменой «профессиональной» аргонодуговой установки. Недостаток регулировок, поджиг дуги касанием об металл, необходимость специальной горелки с клапаном заставляют рассматривать режим скорее как рекламную фичу, или «аварийный» вариант, для временной замены.
Перейдём к внешнему сравнению.
По габаритам модели Сварог 160/180/200 существенно отличаются друг от друга.
160я модель сильно отличается от своих собратьев. Настолько, что кажется выходцем из другой линейки. В интерфейсе отсутствует индикатор тока и регулировка «форсажа». Переключение режима с TIG /MMA осуществляется с помощью переключателя(тумблера), тогда как в старших моделях переключение режимов представлена в виде небольшой кнопки на лицевой панели. В 160 модели также отличают маленькие входные гнёзда.
Elkraft 160 Pro , наоборот, выглядит как уменьшенная копия старших моделей. Индикатор тока, регулировка форсажа тока, кнопочное переклоючение режимов . Единственное, что его роднит со «Сварогом»- это габариты.
Переходим к вскрытию?
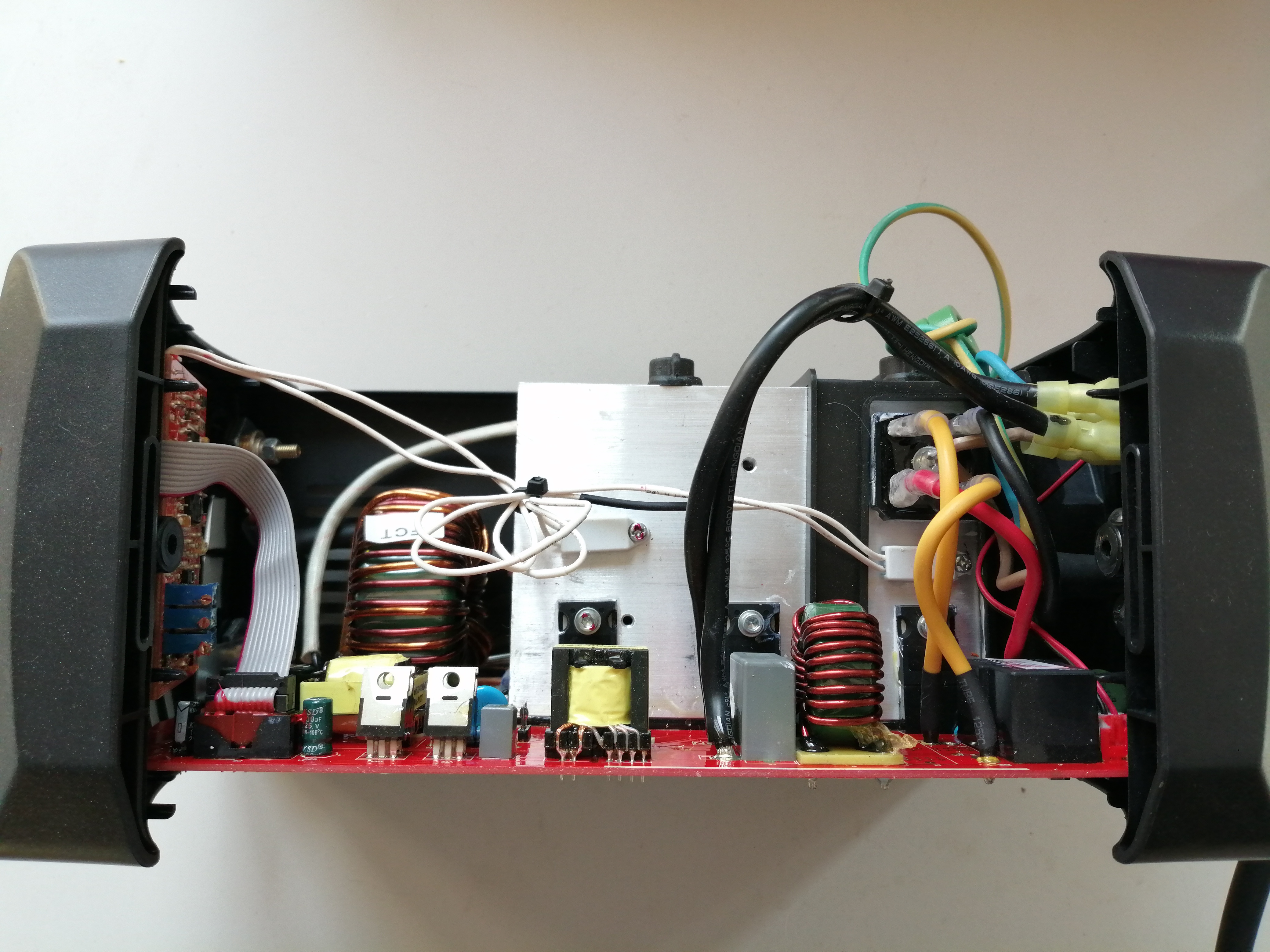
Несмотря на то, что вся линейка собрана на моноплатах, производитель использует модульную систему: плата управления и блок питания расположены отдельно и соединены шлейфами. Конечно, подобная компоновка в производстве обходится дороже (что сразу отражается на цене), зато она обеспечивает более стабильную работу управляющего блока (который можно отодвинуть от силовых элементов) и лучшее охлаждение. Вся внутренняя комплектация собрана на базе SMD элементов.
Как уже отмечалось плата управления изготовлена отдельным модулем и подключена к основной моноплате шлейфом. Для охлаждения применены однотипные вентиляторы 24В, с большим (даже избыточным на наш взгляд) запасом мощности. Впрочем, это тот случай, когда запас карман не тянет.
На плате управления так же присутствуют подстроечные резисторы, что позволяет провести небольшой «форсаж» аппаратов, если необходимо поднять максимальный сварочный ток.
Еще одно значительное отличие в аппарате Сварог 160 Pro заключается, в том что плата управления выполнена вместе с лицевой платой, в отличии от Elkraft и старших моделей 180/200, в которых плата управления и лицевая плата регулировок тока/форсажа выполнены на отдельных платах.
Один из видимых минусов данной серии- цепь питания с обычной 16 амперной кнопкой включения, недостаточной для такого мощного оборудования. Именно она обычно является слабым местом (выгорают контакты, либо выпадают контактные ножки). В целом, оборудование отличается неплохой ремонтопригодностью, благодаря лёгкому доступу к элементной базе.
Схемотехника линейки PRO выполнена на очень достойном уровне, сравнимом с её профессиональными собратьями.
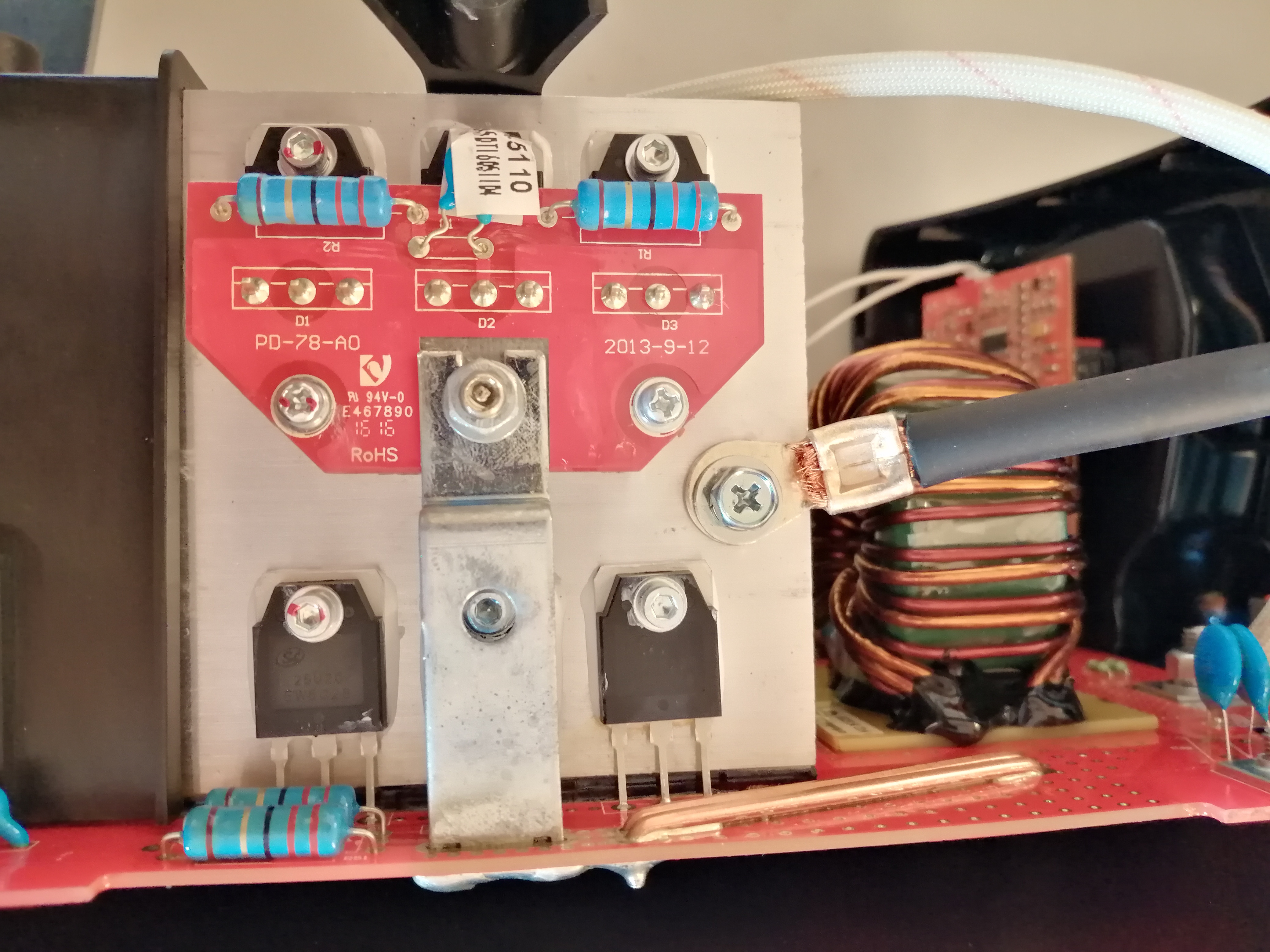
| Модель | Блок питания, конденсаторы | Силовая часть | Диодный мост (блок выпрямителя) |
|---|---|---|---|
| Сварог 160 Pro | 3*470мкФ, 400В | 4 транзистора FGH40N60(40А, 600В) | 6*25U20 (20А, 200В) |
| Elkraft 160 Pro | 3*560мкФ, 400В | 4 транзистора FGH40N60(40А, 600В) | 6*D92-02 (20А, 200В) |
| Сварог 180 Pro | 3*680мкФ, 400В | 4*FGH60N60(60A, 600В) | 4*SFA6003DN(300В, 30А) |
| Сварог 200 Pro | 4*680мкФ, 400В | 4*FGH60N60(60A, 600В) | 8*25U20 (20А, 200В) |
Разница в размерах обусловлена увеличенными радиаторами старших моделей.
По традиции тесты в режиме MMA проведём с двумя вариантами нагрузки: Вначале сделаем замеры с сопротивлением балластника соответствующим заявленному току : 0,37 Ом(для 160-х моделей), R=0,33 Ом(для 180 й),R=0,315 Ом(для 200 й ), после этого, проведём замеры при максимальной нагрузке (сопротивление 0,221 Ом).
| Модель | Заявленный максимальный ток | Напряжение холостого хода, В | Измеренный максимальный ток, А | Рабочее напряжение, В | Максимальный ток при полной нагрузке, А | Рабочее напряжение при полной нагрузке, В |
|---|---|---|---|---|---|---|
| Сварог ARC 160 Pro | 160 | 60 | 160 | 26,7 | 178,8 | 14,9 |
| Сварог ARC 180 Pro | 180 | 58,9 | 186 | 26,8 | 188 | 15,7 |
| Сварог ARC 200 Pro | 200 | 63,5 | 199,7 | 26,4 | 205,5 | 17 |
| Elkraft ARC 160 Pro | 160 | 59,6 | 163,5 | 27,3 | 165 | 13,8 |
Хотя для режима работы TIG паспортные данные отсутствуют, мы проведём тестирование в тех же режимах работы
| Модель | Заявленный максимальный ток | Напряжение холостого хода, В | Измеренный максимальный ток, А | Рабочее напряжение, В | Максимальный ток при полной нагрузке, А | Рабочее напряжение при полной нагрузке, В |
|---|---|---|---|---|---|---|
| Сварог ARC 160 Pro | 160 | 10 | 160 | 26,6 | 178,8 | 14,9 |
| Сварог ARC 180 Pro | 180 | 2,5 | 185,5 | 26,5 | 187,9 | 15,7 |
| Сварог ARC 200 Pro | 200 | 3,2 | 199,6 | 26,4 | 24 | 17 |
| Elkraft ARC 160 Pro | 160 | 1,5 | 162 | 27 | 164 | 13,7 |
Все аппараты достойно прошли тесты. Модель Сварог 160, несмотря на существенные конструктивные отличия, практически не уступает своему более дорогому собрату Elkraft 160. Данная серия аппаратов очень хорошо сбалансирована, не смотря на свой неудачную схему цепи питания (которая по статистике является основной причиной поломок). К счастью, этот ремонт относится к простейшим. Незначительная часть аппаратов ранних выпусков поступала в ремонт с выгоревшей силовой частью.
Источники Сварог 180/200, Elkraft 160/Сварог 160 очень близки по аппаратной части. Различие обусловлено выставленным на производстве ограничением максимального тока, размерами радиаторов и небольшими доработками элементной базы.
Читайте также: