К какому виду сварки относится сварка полимеров токами высокой частоты
Обновлено: 24.04.2024
Классификация проводится по основным физическим, техническим и технологическим признакам. По физическим признакам сварка пластмасс делится на классы и виды.
Деление на классы нужно проводить по форме энергии, используемой для сварки, т. е. подводимой к сварочным материалам. Все известные в настоящее время процессы сварки пластмасс осуществляются с использова нием тепловой, механической, электромагнитной энергии или различных комбинаций этих видов энергии. В связи с этим следует различать следующие классы сварки: термическая, механическая и электромагнитная. Кроме того, существуют методы термомеханической и электромагнитно-механической сварки.
К термическим относятся виды сварки, при которых давление не играет существенной роли в образовании сварного соединения, например сварка пламенем, нагретым газом или расплавом. Образование сварного соединения в этом случае определяется в основном количеством подводимой энергии
К термомеханическим относятся виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения статического давления.
При механических видах сварки тепловая энергия генерируется внутри свариваемых деталей за счет превращения механической энергии, подводимой извне, в тепловую. Это может быть: механическая энергия трения или вибротрения свариваемых поверхностей, превращающаяся в тепловую, которая вследствие малой теплопроводности пластмасс локализуется в сварочной зоне; механическая энергия упругих колебаний (ультразвуковая сварка).
При подводе электромагнитной энергии к свариваемым деталям тепловая энергия также генерируется в них либо за счет способности звеньев макромолекул полимеров поляризоваться при наложении внешнего электрического поля (высокочастотная сварка), либо за счет поглощения энергии электромагнитных колебаний (сварка инфракрасным излучением, сварка лазером).
Из всех существующих видов сварки пластмасс невозможно выделить единственный вид, который бы удовлетворял всем экономическим, технологическим и эксплуатационным требованиям. Вид применяемых источников сварочного нагрева, технологические принципы, положенные в основу процесса сварки, степень механизации и автоматизации в немалой степени зависят от той физической формы, в которой используются пластмассы как конструкционные материалы. По этому признаку можно выделить: монолитные изделия — условно трехмерные материалы, применяемые для изготовления деталей машин, емкостей, труб, профилей, плит, фасонных деталей; пленочные — условно двухмерные материалы, которые используются в качестве упаковки, покрытий, подложек, изолирующих конструкций и т. п.; волокна — условно одномерные материалы, которые используются для получения нетканых полотен, бытовых и технических тканей. Комбинацией последних двух физических форм являются волокнистые материалы, имеющие полимерное покрытие — искусственные кожи.
Области применения видов сварки в зависимости от физической формы полимера и вида изделий приведены в табл. 29.1.

Каждый из видов сварки пластмасс имеет свои преимущества и недостатки, и в зависимости от физико-механических свойств материала, вида и назначения изделия, серийности выпуска и т. д. предпочтение может быть отдано тому или иному из перечисленных видов сварки. Например, сварка нагретым газом и нагретым инструментом являются наиболее простыми и экономичными способами, характеризующимися достаточно высокими прочностными характеристиками соединения. В последние годы эти виды сварки получили очень широкое распространение для сварки пластмассовых трубопроводов. Однако значительная зона разогрева препятствует применению этих способов для консервации легковоспламеняющихся веществ, пищевых продуктов и лекарственных препаратов, портящихся при повышенных температурах. Вследствие загрязнения поверхностей свариваемых изделий значительно уменьшается прочность сварных соединений в этих случаях.
Высокочастотная сварка отличается высокой производительностью, но она неприменима для некоторых типов пластмасс (полиэтилена, полипропилена и т. д.). При сварке токами высокой частоты емкостей из поливинилхлорида, наполненных жидкостями, может происходить электрический пробой, приводящий к разрушению изделия.
Сварку расплавом целесообразно применять для получения швов большой протяженности при соединении материалов достаточно большой толщины и не всегда целесообразно для соединения пленочных материалов.
Ультразвуковая сварка может заменить механические методы соединения и склеивания целой группы полимеров, например полистирола, лавсана и капрона. Она широко применяется при изготовлении изделий пищевой и легкой промышленности, парфюмерии, радиоэлектроники и электротехники, товаров широкого потребления из пластмасс.
Сварка пластмасс токами высокой частоты
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Схемы процесса
Сварка термопластов ТВЧ основана на нагреве в результате преобразования электрической энергии в тепловую непосредственно внутри самого материала.
Сущность процесса сварки ТВЧ заключается в следующем. Свариваемое изделие помещают в переменное электрическое поле высокой частоты. Поскольку пластмассы являются несовершенными диэлектриками, элементарные заряды при внесении диэлектрика в высокочастотное поле несколько смещаются, небольшое количество имеющихся в диэлектрике свободных зарядов образует ток проводимости. На смещение заряженных частиц затрачивается работа, которая превращается в тепло благодаря наличию молекулярного трения между материальными частицами. Каждое изменение направления электрического поля влечет за собой выделение некоторого количества тепла.
Для сварки пластмасс применяются токи высокой частоты в пределах 30—40 МГц. Высокочастотная сварка осуществляется между двумя металлическими электродами-обкладками конденсатора, включенными в колебательный контур генератора электрических колебаний.
Нагреваться в поле ТВЧ могут не все типы пластмасс, а только так называемые полярные. К полярным относится поливинилхлорид, винипласт, полиамид; к неполярным — полиэтилен, полистирол, полиизобутилен и фторопласт-4.
При сварке ТВЧ обкладками конденсатора являются электроды сварочной установки. Сварка может осуществляться по прессовой и роликовой схемам (рис. 29.9).
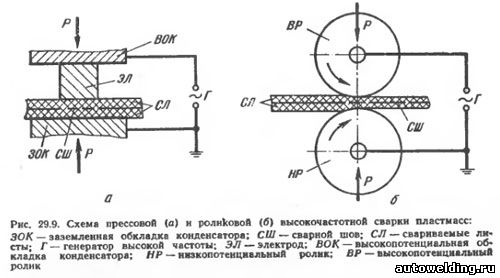
Прессовая сварка
При прессовой сварке (рис. 29.9, а) соединение получают за один рабочий цикл. Конфигурация сварных швов соответствует конфигурации электродов. Сварной шов укладывается одновременно по всему контуру, т. е. все участки шва свариваются на одном и том же режиме, нагрев происходит равномерно, что обеспечивает высокое качество сварного соединения. Электроды при прессовой сварке служат не только для подвода энергии к зоне соединения, но и для создания сварочного давления на эту зону и регулирования теплоотвода от нее. Прессовая сварка ТВЧ позволяет получать соединения внахлестку, встык, втавр, на ус и с отбортовкой кромок.
Разновидностью прессовой сварки является шовно-шаговая сварка. В этом случае материалы свариваются участками с определенным шагом или с перекрытием для получения строчки или непрерывного шва. Подача материалов на шаг осуществляется в момент подъема электродов. При сварке синтетических тканей и пленок для этого используют машины типа швейных, оборудованных точечными электродами и механизмом шаговой подачи материалов на 1—2 мм.
Роликовая сварка
Роликовая сварка (рис. 29.9,б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает следующими недостатками, затрудняющими ее использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обусловливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм — 2 м/мин. При большой толщине скорость сварки ТВЧ снижается настолько, что применение ее становится экономически нецелесообразно.
Оборудование
Для целей сварки пластмасс принята серия сварочных установок, питаемых от ламповых генераторов следующих мощностей: 1,6; 4,0; 6,0; 10 кВт, которые работают исключительно на частоте 27,12 МГц±1 %.
В настоящее время отечественной промышленностью выпускаются высокочастотные сварочные установки ВЧДЗ-1,6/27, ВЧД6-4/27, ВЧД10-4/27, ВЧД6-10/27 Таганрогским заводом электротермического оборудования.
Химическая сварка полимерных материалов
Этот вид сварки применяют для соединения термореактивных полимерных материалов. Как известно, в полимерах, находящихся в отвержденном состоянии, тепловое движение выражается лишь в ограниченных колебаниях малых участков макромолекул. На этих участках сохраняются химически активные функциональные группы, В определенных для данного полимера условиях активные группы, расположенные на поверхности одного изделия, могут вступать в реакцию непосредственно или с помощью добавок с активными группами столь же: подвижных участков макромолекул на поверхности другого изделия. Это явление и было использовано для создания нового вида сварки — химической.
Качество химической сварки определяется длиной подвижных участков молекул полимера в пограничных слоях, их степенью подвижности при выбранных условиях сварки, концентрацией в них химически активных групп и полнотой их участия в реакции соединения с полимером привариваемого материала.
Для осуществления химической сварки необходим тесный контакт между соединяемыми поверхностями. В химическую реакцию вовлекаются функциональные группы участков макромолекул, расположенных на контактирующих поверхностях. Не исключена возможность термоокислительного отщепления некоторых участков макромолекул и диффузии их в пограничные слои. Такие низкомолекулярные осколки облегчают контакт между соединяемыми поверхностями, выполняя роль мостиков, вступающих в реакцию с функциональными группами, жестко закрепленными на поверхности.
Сварной шов, получаемый методом химической сварки, не отличается по своей структуре от основного материала, поэтому прочность соединения соответствует прочности отвержденного связующего (полимера). Сварной шов также устойчив к повышенным температурам и к действию растворителей, как и полимер в свариваемом материале.
При химической сварке очень важно быстро и интенсивно прогреть контактирующие поверхности изделий. В процессе такого нагрева участки макромолекул, содержащих функциональные группы, приобретают большую амплитуду колебания, что облегчает преодоление пространственных затруднений для соединения функциональных групп между собой. Указанным требованиям удовлетворяют высокочастотный и ультразвуковой методы нагрева пластмасс.
Осуществить химическую сварку изделий из отвержденных смол удается и при комнатной температуре. Для этого нужно, чтобы процесс проходил в присутствии присадочного материала, в котором свариваемые поверхности слегка набухают, и чтобы химическая реакция между функциональными группами присадочного материала и отвержденной смолы могла проходить с достаточной скоростью и полнотой. Примером химической сварки, проходящей при комнатной температуре, служит сварка изделий из полиэфиров стиролом в присутствии органических перекисей и некоторых других соединений, ускоряющих полимеризацию.
Сварка с применением присадочного материала
При сварке термореактивных полимерных материалов в качестве присадочного материала может быть использована пленка, по составу близкая к связующему полимеру и отверждающаяся в процессе высокочастотного нагрева. Например, введение пленки или прутка из пластифицированного винипласта между свариваемыми поверхностями из непластифицированного винипласта облегчает процесс сварки и способствует повышению ударной прочности шва.
В случае сварки изделий из стеклопластиков (КАСТ-В, ВФТ-С и пресс-материал АГ-4) применяют пленку на основе связующего БФ-4, наиболее близкого по составу к связующему этих стеклопластиков. Присадочный материал не только заполняет зазор и обеспечивает должный контакт между соединяемыми поверхностями, но и участвует в Совместном отверждении со связующим стеклопластика.
Основными технологическими параметрами, влияющими на сварку с присадочным материалом, являются давление, продолжительность сварки и напряженность поля при сварке ТВЧ.
Зависимость прочности соединения от давления определяется количеством подводимой тепловой энергии, в частности напряженностью поля и продолжительностью сварки. С повышением давления до 40 кгс/см 2 предел прочности при сдвиге возрастает, главным образом в результате улучшения контакта. Увеличение давления способствует также уплотнению материала, удалению воздушной прослойки между соединяемыми поверхностями и присадочной пленкой; при этом улучшаются условия прогрева и отверждения сварного шва.
После достижения максимального значения прочность снижается в результате деструкции связующего. Интенсификация нагрева связана с тем, что утонение материала с ростом давления увеличивает действующую напряженность поля при постоянстве величины напряжения на обкладках рабочего конденсатора.
Длительность цикла сварки включает отрезок времени, необходимый для разогрева изделия и присадочного материала, и продолжительность выдержки для их совместного отверждения. От продолжительности сварки зависит полнота прохождения процесса соединения и связанная с этим прочность сварного шва. Резкое увеличение прочности в начале нагрева объясняется контактом по большей площади соединения; дальнейший рост, по всей вероятности, вызван увеличением степени отверждения сварного шва.
Сварка без присадочного материала
Решающее значение при выборе режимов сварки имеет степень отверждения полимера. С увеличением степени отверждения ухудшается свариваемость.
При более интенсивном нагреве и большем давлении свариваемость материалов с повышенной степенью отверждения улучшается. Например, стеклопластики с повышенной степенью отверждения более стойки к термической деструкции. Чтобы достигнуть необходимой прочности соединения, их нужно прогревать длительное время.
С увеличением давления па соединяемые поверхности, вплоть до 65 кгс/см 2 , прочность сварного шва резко возрастает. Дальнейшее повышение давления мало сказывается на качестве сварки, что указывает на достижение полного контакта.
С повышением интенсивности нагрева возрастает пластичность материала, поэтому можно достигнуть такой же прочности соединения и при более низком давлении. Пределом интенсификации нагрева является термическая деструкция, которая приводит к снижению прочности сварного соединения.
Для сварки изделий из стеклотекстодитов, полученных на основе модифицированных фенолоформальдегидных смол, оптимальная величина давления 40÷50 кгс/см 2 . Для изделий из стеклопластиков на основе полиэфирных и эпоксидных смол полный контакт достигается легче и максимальная прочность шва получается при меньшем давлении (25—30 кгс/см 2 ).
Примеры сварки некоторых термореактивных пластмасс
Сварка отвержденных фенолоформальдегидных смол резольного типа. При сваривании изделий из отвержденных феполоформальдегидных смол с участием присадочного материала, представляющего собой фенолоформальдегиднуго смолу, находящуюся еще в стадии резола, контакт между свариваемыми поверхностями возрастает. В реакцию отверждения присадочного материала вовлекаются функциональные группы полимера, находящиеся на поверхности свариваемых изделий.
Фенолоформ альдегидные смолы новолачного типа отверждаются при взаимодействии с продуктами распада гексаметилен-тетрамина. Условия сварки изделий из этого материала требуют нанесения тонкого слоя отвердителя на контактируемуго поверхность.
Сварка кремнийорганических смол. Отвержденные кремнийорганические смолы содержат очень небольшое число функциональных групп, поэтому ничтожно мала вероятность их близкого расположения и химического взаимодействия в процессах дальнейшего отверждения, а тем более во время сварки.
Углеводородные (например, —СН3) группы, находящиеся в большом количестве в отверждениой смоле, в том числе и на поверхности изделий, могут быть вовлечены в реакцию химической сварки, если использовать в качестве возбудителя этой реакции органические перекиси. Раствор связующего тонким слоем наносят на свариваемые поверхности, и при соответствующих условиях между присадочным материалом и активными углеводородными группами на свариваемых поверхностях происходит реакция соединения.
Сварка отвержденных полиэфиров. В отвержденных полиэфирных смолах сохраняется некоторое количество ненасыщенных (кратных связей), которые из-за пространственных затруднений не могут вступить в реакцию между собой (в реакцию полимеризации). Отвержденные полиэфиры способны немного набухать в таких веществах, как стирол, а под действием инициатора и повышенной температуры стирол сополимеризуется внутри изделия из полиэфира.
Присадочным материалом может служить тонкий слой вязкого раствора исходного неотвержденного полиэфира в стироле, диаллилфталате, винилтолуоле, в которые предварительно введен инициатор реакции полимеризации — органическая перекись.
Сварка пластмасс
Сварке подвергаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами: нагретым газом; контактной теплотой от нагревательных элементов; трением; ультразвуком. Рассмотрим способ сварки нагретым газом.
Основные условия для получения качественного соединения пластмасс при сварке следующие.
1. Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.
2. Сварку следует вести по возможности быстро во избежание термического разложения материала.
3. Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
Для сварки нагретым газом в качестве теплоносителя используют воздух, азот, углекислый газ. Наиболее широкое применение получил воздух, как более доступный газ. При сварке в азоте и углекислом газе, создающих инертную среду, вокруг места сварки, не происходит окисления и разрушения структуры свариваемого термопласта. Нагревание газа-теплоносителя происходит в специальных горелках, газовых или электрических. Сварка нагретым газом проста, не требует сложного оборудования, удобна в случае ремонтных работ; ее можно применять для изделий различных размеров и формы; она получила достаточно широкое применение в практике сварки пластмасс.
Для сварки можно использовать горелки ГГП-1-56 конструкции ВНИИАВТОГЕНа, в которых использован принцип прямого нагрева газа-теплоносителя. Температура нагретого газа в них регулируется в широких пределах изменением расхода горючего газа и газа-теплоносителя. Применяют также пропано-воздушные вихревые горелки ГГП-1-66 и горелки ГЭП-1А-67 с электроподогревом.
При сварке пластмасс применяют различные виды соединений: встык с односторонним и двусторонним скосом кромок под углом 35—45°; внахлестку; тавровые; угловые без скоса и со скосом кромок. Наиболее распространено соединение встык. Шов с двусторонней разделкой кромок обеспечивает более равномерное распределение теплоты и поэтому он прочнее шва с односторонней разделкой кромок. Шов внахлестку в несколько раз менее прочен, чем стыковой, и поэтому применяется лишь в отдельных случаях, например при сварке стыков труб с отбортовкой. Сварка термопластов основана на доведении прутка и свариваемого материала до температуры их размягчения, когда они в вязком состоянии способны склеиваться при небольшом усилии сжатия.
Сварщик должен подавать пруток под углом 90° к поверхности шва. Если этот угол более 90°, то пруток вытягивается и при охлаждении его происходят разрывы; при меньшем угле пруток нагревается быстрее на более длинном участке и не успевает привариваться к свариваемым кромкам или ранее уложенным пруткам.
Скорость укладки прутка диаметром 3 мм должна составлять 12—15 м/ч, для того чтобы происходило хорошее сваривание прутка и основного материала и обеспечивалась достаточная прочность соединения.
Угол между осью сопла горелки и прутком определяется толщиной свариваемого листа: при толщине до 5 мм этот угол равен 20—25°, при толщине 10—20 мм 30—45°. Расстояние между наконечником и поверхностью шва необходимо по возможности поддерживать постоянным (5—8 мм). При правильном положении горелки и необходимой температуре нагрева основной материал по обе стороны укладываемого прутка должен «закипать». Усилие давления на пруток необходимо стремиться создавать равным: для прутка диаметром 2—3 мм 1—1,6 кгс, диаметром 4—5 мм 2,2—3 кгс. После сварки изделие следует подвергать медленному охлаждению на воздухе. При быстром охлаждении возможно растрескивание соединения вследствие различной и неравномерной усадки основного материала и присадочного прутка. В зависимости от квалификации сварщика прочность сварного соединения винипласта может колебаться от 30 до 90% прочности основного материала.
Применение прутков при сварке пластмасс снижает производительность процесса для газовой горелки до 15—20 м/ч, для электрической — до 10—12 м/ч. При этом данный метод имеет еще тот недостаток, что ударная вязкость шва и основного материала на границе сварного шва получается примерно в 12 раз ниже ударной вязкости основного материала и не превышает 1 МДж/м 2 (10 кгс-м/см 2 ).
Для повышения производительности процесса и прочности сварного соединения применяют беспрутковый метод сварки пластмассовых листов. Он состоит в том, что свариваемые листы срезают по кромкам под углом 20° и складывают внахлестку. Затем листы нагревают до температуры 250—300 °С воздухом, подогреваемым в электрической горелке, и сжимают валиками, облицованными слоем резины. Струю воздуха направляют непрерывно на срезанные кромки листов и горелку перемещают впереди валиков вдоль свариваемых кромок. Скорость сварки для винипласта толщиной 3—12 мм составляет 120—200 м/ч. Листы равномерно нагреваются до температуры 60—70 °С на ширине 300—400 мм. Прочность сварного соединения при этом достигает 80—90% прочности основного материала, а производительность в 10—15 раз выше, чем при прутковом способе. Ударная вязкость, материала после сварки почти не снижается.
При сварке полиэтилена, полихлорвинила (так называемых мягких термопластов) пруток для повышения прочности соединения прикатывают специальным роликом. Качество сварки термопластов контролируют наружным осмотром. Полученный шов должен быть плотным, без разрывов и трещин. Плотность швов можно испытывать водой, сжатым воздухом или керосином. Для контроля качества швов используют также электролитный и электроискровой дефектоскопы.
Классификация способов сварки пластмасс
К термическим относятся виды сварки, при которых давление не играет существенной роли в образовании сварного соединения, например сварка пламенем, нагретым газом или расплавом. Образование сварного соединения в этом случае определяется в основном количеством подводимой энергии
К термомеханическим относятся виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения статического давления.
При механических видах сварки тепловая энергия генерируется внутри свариваемых деталей за счет превращения механической энергии, подводимой извне, в тепловую. Это может быть: механическая энергия трения или вибротрения свариваемых поверхностей, превращающаяся в тепловую, которая вследствие малой теплопроводности пластмасс локализуется в сварочной зоне; механическая энергия упругих колебаний (ультразвуковая сварка).

Читайте также: