Кабель массы для сварочного аппарата
Обновлено: 21.09.2024
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Приводим в порядок провод массы от сварочного инвертора.

Всем привет.
Давно чесались руки, но сегодня решил осуществить задуманное.
На моем китайском сварочном инверторном аппарате kaiser nbc-200 требовал ревизии провод массы, а так же замены самого зажима.

Провод был в таком виде:
клемма на сам держатель была зажата обычными тисками когда-то в течении 8 лет эксплуатации аппарата, т.к. родная давным давно обломилась.


Это часть, которая вставляется в сам аппарат, тут я еще не лазил, это так от производителя

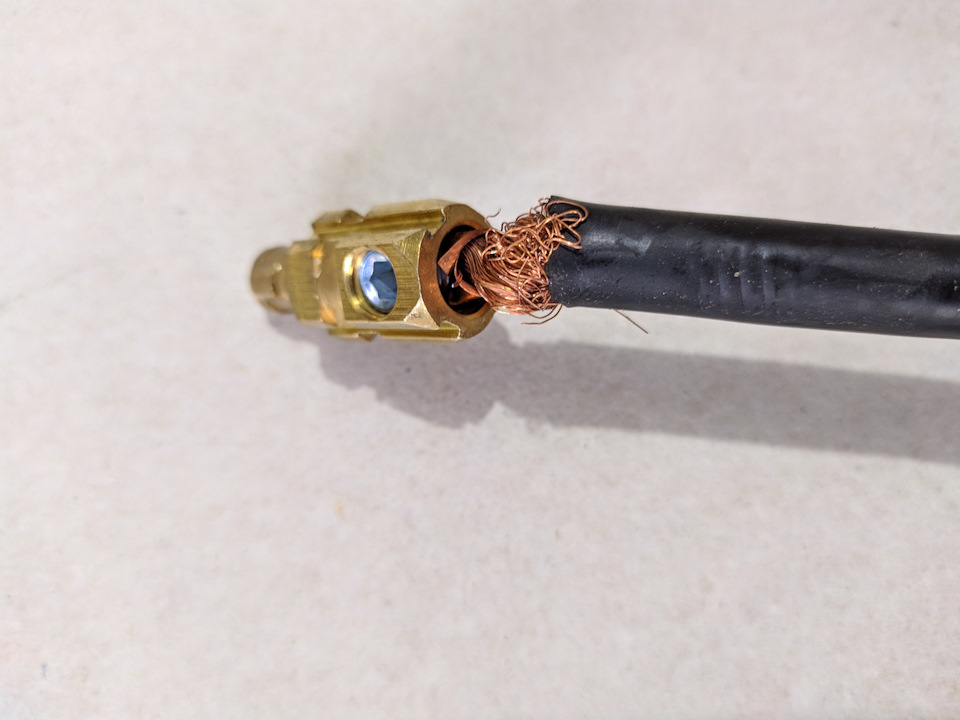
Откручиваем шестигранник и видим что жилы провода завернуты в кусочек фольги и зажаты.


Вытащив все и видим как часть жил просто обломлены

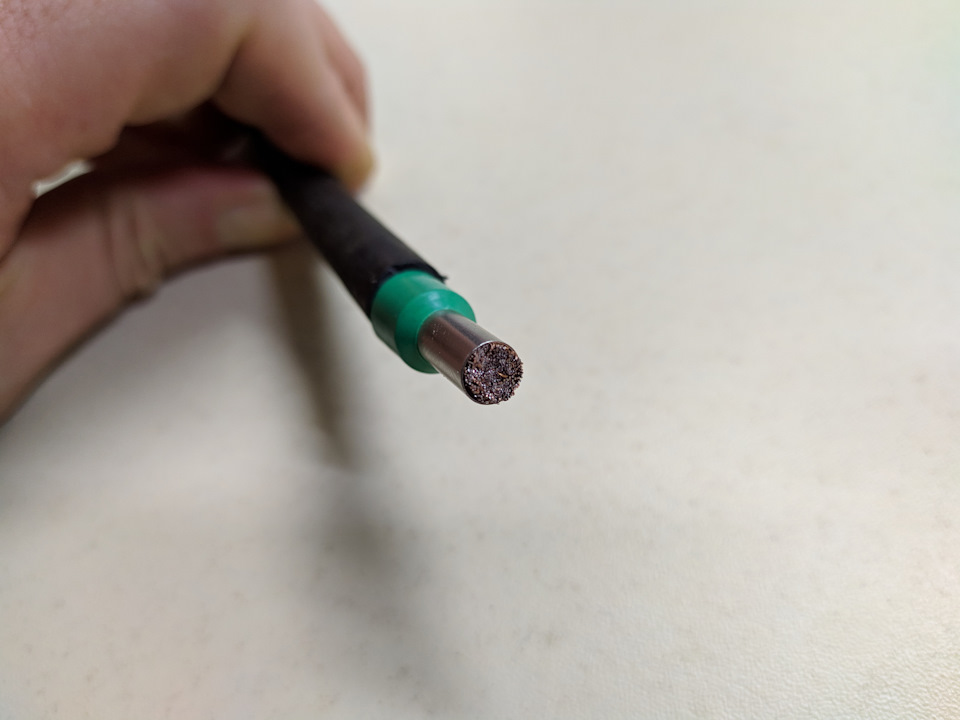
Ну и… провод не полностью медный. Он из чего-то и обмеднен. Сечение 16мм2. В общем пока будет такой, со временем сделаю, возможно, но это не точно, из КГ16 или КГ25 новый. А может и нет…

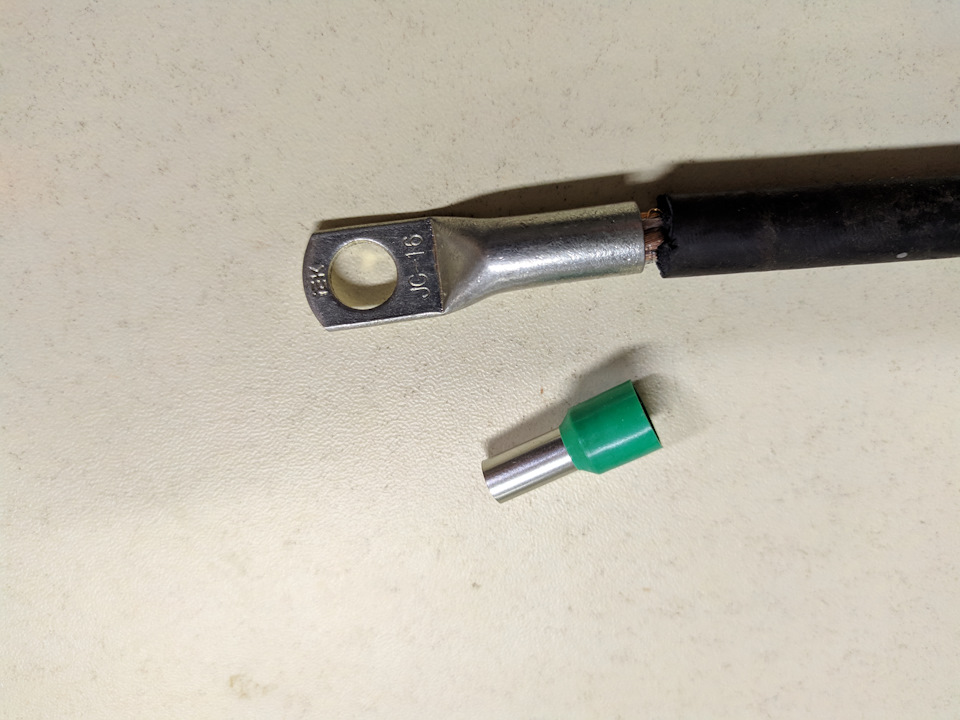
Вооружаемся наконечником медным луженым на 16мм2, НШВИ наконечником на это же сечение
В пресс матрицы под этот наконечник
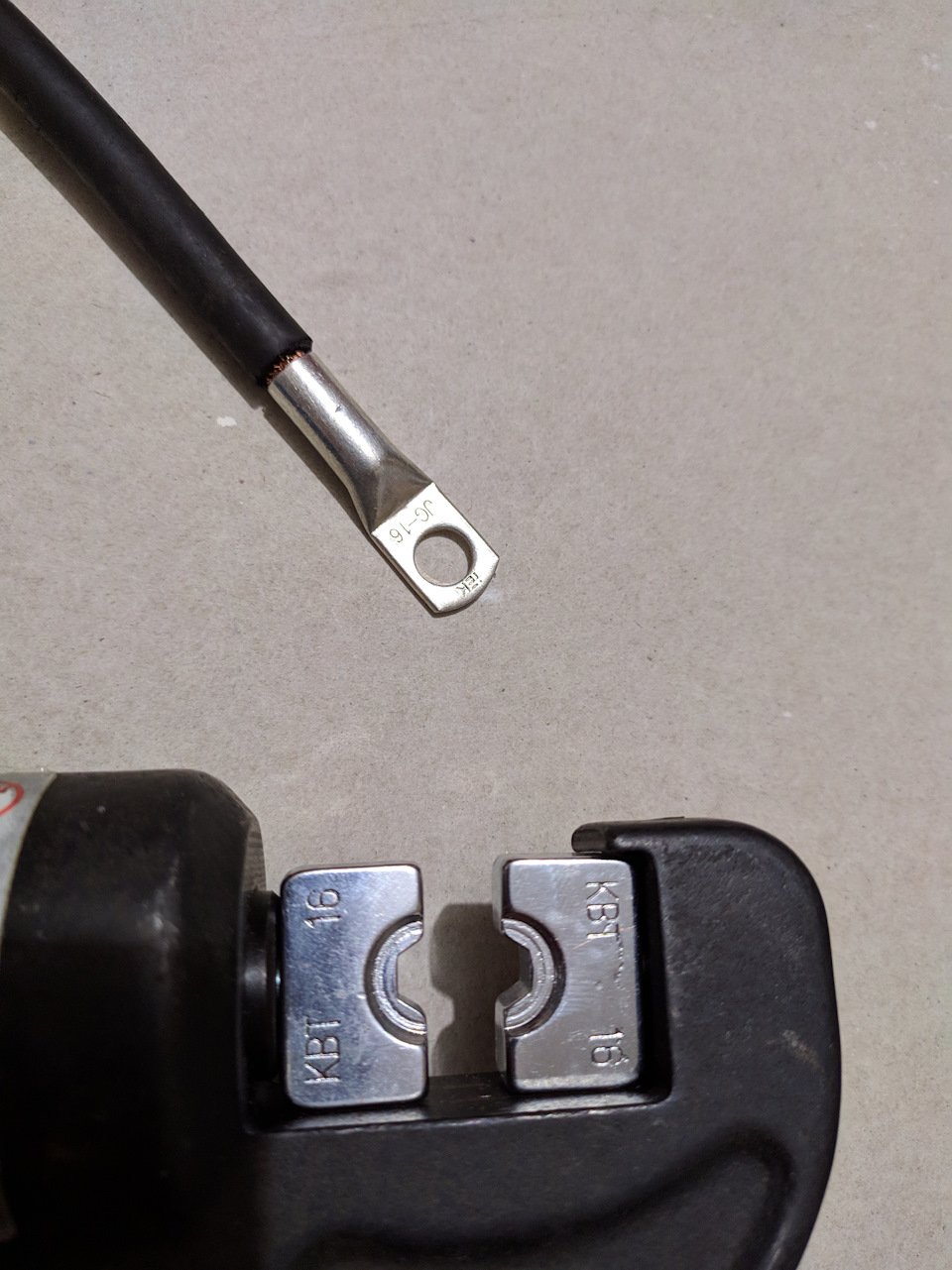
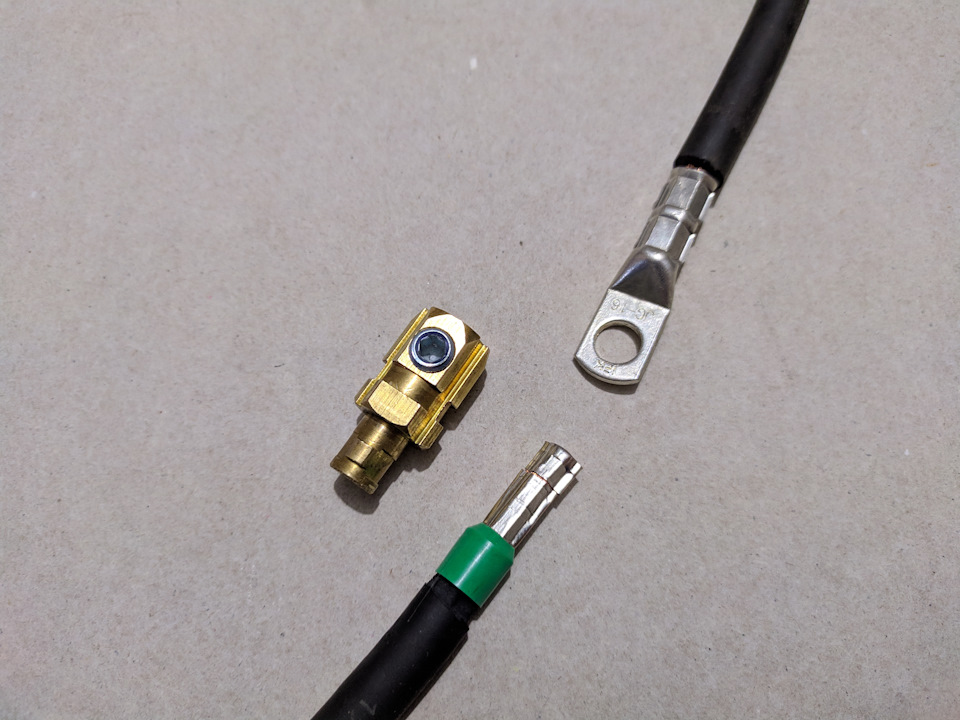

Зажимаем в клемму



Ну и термоусадка с клеевым слоем. Ее тут не обязательно использовать, но она очень жесткая и не даст проводу обламываться по наконечнику.


Остается только купить сам зажим и готово.
Комментарии 20
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Если б китайцы повысили качество монтажа до Вашего уровня, боюсь, цена бы существенно возросла

Ну, я вот после купил сварочный аппарат Aurora Overman 200, так там как раз с проводами полный порядок. С виду чистая медь, а не омеднение. Такой же наконечник опрессован на провод массы, довольно не плохой массковый крокодил. Но, правда да, цена аппарата видимо все это в себя включает. Сейчас почти 40000р.

да, пресс гидравлический тема. очень рад что купил его)
спасибо!
Я бы недотумкал обжать НШВИ тем же прессом, возьму на заметку)))
а почему нет-то)))
если матрица подойдет, то вполне. у меня под НШВИ такие себе клещики, они до 2*6мм2, а выше уже нечем, иногда вот этот пресс выручает.

Кстати, ты не думал об альтернативном применении пресса? По идее им можно жать и тросы, и можно и в нож для толстых кабелей переоборудовать. Поискал готовые решения матриц, но производители шибко не хотят чтоб мы обходились одним инструментом))))
Я тросс обжимал уже для ручника. Прекрасно справился со своей задачей. 5тонн хватило усилия для этого.
А вот про нож и толстые кабели не думал. я с большими сечениями не работал, больше 70мм2 никогда и не жал.
да и 70 то пару раз было всего.
если из толстых в основном 35 или 40мм2.
Матрицу я у товарища на заводе с парком ЧПУ станков в теории могу заказать. С термообработкой, все как положено.

Термоусадка с клеевым слоем отличный вариант там, от перелома спасет и защита от окисления .
Какой зажим массы сварочного аппарата лучше
Если вы решили произвести электродуговую сварку, вам не обойтись без качественного зажима массы для сварочного устройства. Нередко те клеммы заземления, которыми комплектуются сварочники, оставляют желать лучшего в плане качества и недолго служат своим владельцам. Поэтому многие сварщики задаются вопросом, как выбрать данную составляющую сварочного комплекта. Для удачной покупки необходимо разбираться в типах зажимов и других нюансах. В крайнем случае, приспособление можно соорудить своими руками.
Типы зажимов
Клемма заземления для сварочного аппарата может быть магнитной или в виде прищепки, струбцины, центратора. Рассмотрим основные разновидности.
«Крокодил» («прищепка»)

Зажим такого плана применяется большинством электросварщиков. Его крепят непосредственно на заготовке.
- надежное крепление на поверхности изделия;
- возможность крепления на заготовки в широком диапазоне геометрических форм;
- быстрое присоединение/отсоединение;
- комфорт использования;
- низкое сопротивление соединения;
- большой угол раскрытия.
- не всегда «крокодил» можно прикрепить непосредственно к детали (например, к трубе большого диаметра);
- слабое место механизма – пружина, отличается не самым высоким уровнем прочности.
Зажимы-крокодилы чаще всего встречаются в вариантах 200 А, 300 А, 500 А. Профессиональным сварщикам пригодятся модификации с амперажом 400-500 ампер.
Магнитная сварочная масса

- крепление к любой поверхности, в частности к трубам;
- отличный вариант для труднодоступных мест;
- простая конструкция;
- способность выдерживать перепады напряжения без выгорания;
- значительная зона контакта.
- ненадежность крепления в случае небольшой площади соприкосновения с деталью;
- несовместимость с заготовками из цветных металлов;
- необходимость в периодической очистке;
- размагничивание при перегреве.
Стоит упомянуть, что магнитный зажим массы для сварочного аппарата перегревается при закреплении на грязную поверхность.
Струбцина

Представляет собой винтовой механизм. Отличается более редким применением, чем два вышеперечисленных вида клемм заземления.
- надежное крепление;
- плавная передача тока благодаря отличному контакту с заготовкой.
Центратор

Зажим такого вида применяется реже всего. Его используют электросварщики, чтобы центрировать и прихватывать трубы. Также с помощью центраторов можно соединять сварочные детали.
- совместимость с широким диапазоном диаметров труб;
- гарантия точности сваривания;
- плотный контакт.
Общие рекомендации по выбору
- Оптимальный вес подключаемого провода. Иначе зажим массы для сварки может соскользнуть в самый неподходящий момент.
- Максимальный ток, выдаваемый сварочником. Если клемма будет рассчитана на меньший ампераж, чем выдает сварочный аппарат, гарантировано прогорание контактной зоны.
- Угол раскрытия зажима. Чем он больше, тем шире диапазон применения, так как благодаря ему можно будет прикреплять массу к изделиям самых разных размеров.
- Надежность пружины. Если сжатие обеспечивает пружина, свойства этого элемента должны обеспечить надежную фиксацию на рабочей детали.
Также обращайте внимание на популярность торговой марки. Приобретайте продукцию только зарекомендовавших себя производителей, чтобы избежать контрафакта.
Масса своими руками
Соорудите зажим массы самостоятельно. Для этого возьмите магнит, две шайбы по размеру магнита, болт и гайку. Далее выполните следующие шаги:
1) просверлите в шайбе отверстие с диаметром, аналогичным размеру шляпки болта – это будет контактная шайба;
2) сточите верхушку болта до толщины шайбы;
3) проварите и зачистите то, что получилось;
4) проденьте болт через магнит и закройте последний оставшейся шайбой;
5) закрепите конец кабеля на шток;
6) затяните все это гайкой.
Масса на сварочный аппарат плюс или минус
Есть сварочники, работающие на переменном электротоке, а есть инверторные аппараты , которые работают исключительно на постоянном токе. У инверторов предусмотрено два выходных разъема: «плюс» и «минус». В один подключается провод с держателем, в другой – кабель массы с зажимом. При этом порядок подключения можно менять, чтобы добиться разных результатов в процессе сваривания.
Чтобы работать в этом режиме, необходимо провод с держаком и электродом подсоединить к «минусу», а массу – к «плюсу». При прямой полярности большую температуру получает свариваемая деталь, а не сам электрод. Благодаря этому удается проваривать самый корень шва. Также более качественным получается сваривание толстого металла.
Обратная полярность
Для сваривания этим способом кабель с электродержателем и электродом подключается к «плюсу», а масса для сварочного аппарата – к «минусу». В таком режиме наибольшая температура будет возникать на электроде, а не на изделии. При этом на кончике электрода в этом случае температура будет на почти тысячу градусов меньше, чем при сваривании в режиме прямой полярности. Это дает возможность сваривать тонкие металлы с минимальным риском прожога.
Читайте также: