Как из полуавтомата сделать тиг сварку
Обновлено: 16.05.2024
Хочу поведать, как из простого сварочника сделать TIG сварку или аргоннодуговую по простонародному. Заодно и похвастаться!! Предыдущие мои «опусы» сподвигли народ повторить. Может сейчас польза будет.
Думаю тоже кто ни будь так же сделает.
В принципе инвертор обычный уже позволяет варить аргоном! Но делать это крайне не удобно! Во первых надо управлять газом, открывать\закрывать, если его жалко. Второе это зажигать дугу!! Если вольфрамовым электродом «чиркать» деталь, то загорится и все завариться! Но при этом страдает, обгорает электрод и качество дуги пострадает. Поэтому кладут рядом графита кусочек, об него зажигают и переносят к месту сварки. Тушить в конце тоже не удобно, надо разорвать дугу а горелку с выходящим газом держать на разогретый участок, защищая от кислорода какое то время. Но народ так варит и вполне успешно!! Подтверждение тому куча роликов.
Мы легких путей не ищем.
Тут у меня возникли вопросы! И блин у кого маски по 40 тыс.руб. на всех форумах молчат и не делятся инфой. Ютуб с уроками открыл тайну!!
Переменный ток от катушки выпрямляется, пробивает воздушный зазор, и этим крутым фронтом наводит в кольце ЭДС через которое пропущен выход тока из инвертора.
На практике назыываеися осциллятор, и при поднесении электрода к детали, на расстоянии 3-5 мм зажигается дуга, которая перерастает в сварочную. Так варил электродами много лет и радовался, что не надо долбить им об железку.
Тут все это пригодилось, с той лишь разностью, что дуга в среде инертного газа загорается миллиметров со 100!! Просто Тесла!! Фокусы показывать.
Так же в инвертор засунул AVR процессор, который от нажатия кнопки на горелке,
Управляет:
клапаном газа, управляет осциллятором, регулирует Ток сварочника плавно нарастает и тухнет, и выводит инвертор в аварийный режим. Почему, то у моего при положении ручки Ток =0. Все равно ток есть и дуга горит. А тут я совсем срываю генерацию ШИМ. И еще управляю бипером, который пикает мне про разные режимы.
Дальше программа как на графике выполняется процессором!! Нажал кнопку, пошел газ, потом плавное нарастание тока, отпустил все завершается как на графике.
Пробные заезды выявили кучу вопросов!! Спецы молчат как не спрашивал!
Например на сколько сек. надо перед сваркой пускать газ?? У меня оказалось, когда закрыт клапан а он стоит перед горелкой , в магистрали давлении, и при открытии моментально «пшик» и дальше равномерная подача 10л\мин. Убавил время до 0.5 сек.
Дальше время дежурной дуги. Нафиг оно как оказалось не нужно, зачем оно так и не понял, в данной прошивке убрал пока!! Может кто знает просвятите? . Время нарастания тока!! Тоже убавил, до 0.5 сек. Чего сопли жевать?? Варить надо.
Время спада тока, тоже величина интересная, оставил ее побольше, что бы когда кончил варить, кратер в этом месте заварился, а не прогорел насквозь.
И время которое, дует газ без дуги – зависит от тока и разогретости детали.
Тут вообще проблема!! Дуга потухла и мозг мой убирает горелку, маска открывает изображение и видишь - раскаленные детали, вспоминаешь, что надо не убирать.
Программировал бипер, что бы пищал по разному!! Самое то кратковременные пи пи в это время! Вроде привык. Но школа с электродами сидим мощно в голове, дуга потухла – конец сварке.
Вроде приноровился, варю всякую хрень радуюсь!! Как в голову пришла мысль :» а фигали я кнопку на горелке опрашиваю , нажал –варим, отпустил кончаем варить».
При этом программно формирую все задержки.
Сейчас сделал по другому!! Задержки я теперь определяю сам по ходу дела.
Нажал кнопку- пошел газ, отпустил – зажигается дуга с плавным нарастанием, варишь не держа кнопку, что гораздо удобнее чем держать, нажимаю второй раз – спадает ток и прекращается сварка, отпускаю кнопку прекращается подача газа. Теперь дую газом пока не остынет место сварки. Все это сопровождается азбукой Морзе пищалкой, что бы не заблудиться в режимах.
Вот может спецы которые собаку доели в этом деле, что ни будь еще посоветуют.
Как с режимами управляться.
На переднею панель вынес все ручки и разъемы
Паша Стразы обещалкин! Все обещает шильдики напечатать на липучке, прилепить останется, и все ручки будут подписаны.
Сам процесс сварки в 1000 раз приятнее и проще электродов!! Тут есть время на раздолбайство! Но опять катастрофически не хватает рук!! В одной горелка в другой присадка. Всякие струбцины прижималки осваиваю. Не всегда удается если тонкая деталь прихватить, держа ее рукой без присадки, особенно угловой шов. Очень тонкие (0.35 пробовал) варить, надо иметь такой толщины присадку, при маленьком токе присадка плавиться дольше детали, не красивый большой шов получается. Также большие железки варить надо потолще присадку, быстро кончается.
Почему, то у меня трудности приварить тонкое угловым швом к толстому! Если ток большой, что бы толстая деталь плавилась, то малейший поворот дуги в сторону тонкой – сразу дыра. Если маленьким током то шов не прилепляется к толстой, она попросту все тепло рассеивает и не плавиться. Подсовывая присадку между тонкой деталью и дугой – удается фокус!! Но не стабильно и шов кривой и страшный! Короче как и во всем учиться надо. И познавать теорию!
Дальше вместо диодов в выпрямителе сварочника хочу поставить ключи мофсетовские в мост, и управлять ими процессором, что бы получить на выходе переменный ток. Варить алюмминь. Хотя и так обратной полярностью с моим осциллятором варит, но на всех роликах в Ютубе рекомендуют менять полярность по ходу «дела».
Еще засада!! Когда заказывал горелку взял поменьше. А для больших алюминек ток под 200 А. надо!! Думаю моя не сдюжит. Даже не думал об этом.
Вывод из всего этого. Приложив усилия можно из инвертора за 5т.р. сделать TIG, который стоит в пять раз дороже.
Мои затраты на все это (инвертор и маска имелись)
Баллон 2500 руб с поверкой до 20го гда.
Горелка китай 1800 р.
Клапан Китай 200 руб.
Редуктор Наш 1400 руб с ротаметром. (у Китая не понятная резьба к баллону) . Еще пришлось его перекрутить на другую сторону, манометр вверх ногами теперь.
Трубки наши -копейки стоят не помню даже сколько в ДК РТИ.
Газ- заправка 680 руб.
Токарю 200 руб. За штуцер к редуктору (был 10 мм) сделал 6мм, и трубочку на клемму горелки, что бы сконектилась с гнездом инвертора.
Присадка нержавейка 1 кг + черная 5 кг + взял себе любимому перчатки из барана тонкие для ТИГ сварки = 2500 руб. Инет магаз. В Казани самый дешевый!.
Написал все это для того, что бы у кого ни будь вызвать желание пройти этот путь.
Помогу советом, опытом.
Дам прошивку. Самое главное топологию платы!! Пришлось переделывать. Осциллятор так лупит помехи, что процессор с ума сходит! Пока не развел землю звездочкой соединив эту точку с корпусом где источник помех, не чего не помогало. Не оптопары на всех портах, не экранированные провода не спасали. Не программные ухищрения.
Сейчас все работает и варит!!
На сколько хороша функция TIG в полуавтоматах MIG-MAG/TIG
Но появилась потребность в освоении других видов сварки, в частности тиг) Производитель говорит что аппарат может в тиг сварку, но может ли? Кто пробовал функцию тиг в подобных полуавтоматах, как оно? Стоит покупать горелку? Или это бутофория все и без специального аппарата тиг сварки не будет?
И правда ли, что полуавтоматы не ладят с электродами и лучше иметь отдельный аппарат для сварки электродов?) В общем, могут ли полуавтоматы что-то кроме сварки проволокой?)
Приветствую!
Имеется полуавтомат 200А с синергией и прочей мишурой, зовется fubag inmig 200 syn. Как полуавтомат он меня полностью устраивает, года три уже пользуюсь
Но появилась потребность в освоении других видов сварки, в частности тиг) Производитель говорит что аппарат может в тиг сварку, но может ли? Кто пробовал функцию тиг в подобных полуавтоматах, как оно? Стоит покупать горелку? Или это бутофория все и без специального аппарата тиг сварки не будет?
И правда ли, что полуавтоматы не ладят с электродами и лучше иметь отдельный аппарат для сварки электродов?) В общем, могут ли полуавтоматы что-то кроме сварки проволокой?)
ТИГ в вашем аппарате будет только касанием.
И второе видео в ссылке ММА. Кстати, очень неплохо отрабатывает. Пробуйте свой, думаю будет норм в ММА.
Удовольствие от высокого качества оказалось некачественным. Молодцы китайцы, конкретно бренды натянули.
Перепроверил, у меня Inmig 200 SYN PLUS, по количеству настроек и функций чуть жирнее вроде. По нему такой же вердикт?
Кроме самой невозможности начать без касания и порчи электрода- какие у этого последствия и недостатки? Скажем, этим можно варить нержавейку 1-3мм и чтоб это не стало подвигом?)
Не совсем про то)
Меня интересует, вредно ли для полуавтомата работать в режиме электродной сварки? Просто, если вредно, то я лучше куплю инвертор недорогой и не буду мучить аппарат)
Вполне. А попривыкните, так вообще в лёгкую.
На легковой навоз возить вредно ? Нет. Можно.
Надо для себя решить, какие задачи будут решаться в будущем, тогда и решать, а нужен ли еще аппарат и с каким функционалом.
Для ТИГ сварки есть несколько важных параметров, ток спада, продувка после, импульсный режим. В МИГ или ММА аппаратах, часто ТИГ функционал сильно урезан. Но разовую задачу можно и решить.
Сварочный полуавтомат КОНТУР 180 подключение TIG горелки. Типы Tig горелок





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

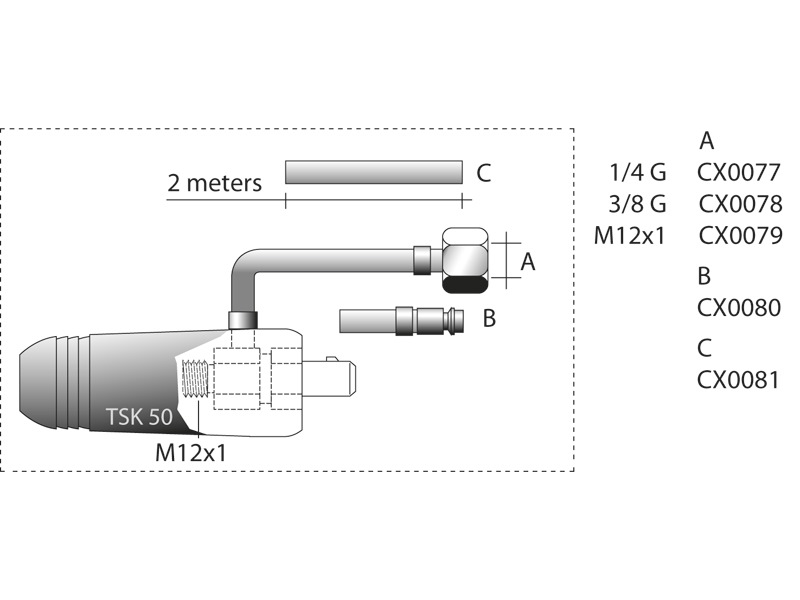
Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Читайте также: