Как настроить сварочный аппарат линкольн
Обновлено: 02.05.2024
Регулировка выходной мощности (сварочного
тока или напряжения дуги) производится с
помощью только одного потенциометра.
амперметре, либо на вольтметре.
В режиме аргонодуговой сварки регулятор
устанавливает максимальный сварочный ток
в
Регулировка тока от минимального значения
до максимального производится пультом
дистанционного
педального или ручного типа.
4. КНОПКА УПРАВЛЕНИЯ СВАРОЧНЫМИ
ТЕРМИНАЛАМИ (“WELD TERMINALS”)
При установке кнопки в позицию “ON”
(“Включены”)
терминалах источника всегда присутствует
напряжение (в основном устанавливается для
ручной дуговой сварки).
При установке кнопки в позицию “REMOTE”
(“Дистанционное управление”) напряжение на
выходных сварочных терминалах источника
отсутствует. Только при нажатии кнопки
“Старт/Стоп” сварочной горелки на выходные
терминалы будет подано напряжение.
При включении сварочного источника Invertec
V350-PRO
терминалов:
для Упрощенной модели кнопка всегда
находится в положении “ON” (“Включены”);
для Универсальной и “CE” модели кнопка
находится:
при ручной дуговой сварке - в положении “ON”
(“Включены”)
при полуавтоматической и аргонодуговой
сварке - в
(“Дистанционное управление”) или “ON”
(“Включены”)
подключен или нет контрольный кабель.
При использовании любой модели сварочного
источника
терминалами может быть установлена в любое
положение. Источник запоминает выбранное
положение и сохраняет его до момента
выключения.
5. ИНДИКАТОР ТЕРМОСТАТИЧЕСКОЙ
температурного режима функционирования
сварочного
источника находится в положении “ON”, то она
начинает мигать. Это процесс продолжается
до тех пор, пока источник не охладится до
приемлемой температуры.
Если в процессе сварки кнопка управления
сварочными терминалами установлена в
положение “REMOTE”, при срабатывании
индикатора
необходимо отжать кнопку “Старт/Стоп”
сварочной
температура и индикатор погаснет, нажмите
кнопку “Старт/Стоп” горелки и продолжите
сварку.
6. КНОПКА УСТАНОВКИ РЕЖИМА
УПРАВЛЕНИЯ ВЫХОДНОЙ МОЩНОСТЬЮ
(“CONTROL”)
Двух позиционная кнопка, отображающая
режим управления выходной мощностью
сварочного источника. Режим автоматически
определяется источником при включении.
Раздел б эксплуатация б-2
ЭКСПЛУАТАЦИЯ
осуществляется непосредственно с панели
управления источника, то высвечивается
надпись “LOCAL” (“Местная регулировка”).
управления или с панели механизма подачи,
то
Режим управления выходной мощностью можно
установить и в ручную, нажимая данную кнопку.
Источник запоминает выбранное положение и
сохраняет его до момента выключения.
Скрытая панель управления
Скрытая съемная панель управления находится в
средней части лицевой панели. С целью защиты
установленных на нее органов управления панель
закрыта крышкой.
7. КНОПКА ВЫБОРА СВАРОЧНОГО
ПРОЦЕССА (“WELD MODE”)
Кнопка позволяет выбрать требуемый сварочный
процесс.
необходимую для данного процесса выходную
вольтамперную характеристику. С помощью
кнопки можно установить следующие процессы
сварки:
КРУТОПАДАЮЩЕЙ
ХАРАКТЕРИСТИКЕ (“CC-STICK SOFT”): При этом
обеспечивается плавная регулировка сварочного
тока в диапазоне от 5 до 425 А. Данная
вольтамперная характеристика применяется в
основном для ручной дуговой сварки электродами
с основным видом покрытия и дуговой строжки
угольным электродом.
сварочный ток регулируется до 425 А. Его
величина определяется в зависимости от
диаметра
угольного электрода – 5/16” (8,0 мм).
Регулятор “Горячий старт” (“HOT START”)
управляет стартовым током в момент
зажигания
стартового тока от “0” – минимума (в момент
зажигания дуги действует установленная
величина сварочного тока) до “10” –
максимума
действует удвоенная установленная величина
сварочного тока).
В данном режиме регулятор “Индуктивности
выходного
замыкания. При установке регулятора в
позицию “-10” сварочная дуга становится
более “мягкой” и снижается уровень
разбрызгивания. Максимальное значение – “+
10” приводит к более “жесткой” дуге и
позволяет избежать залипания электрода.
ПОЛОГОПАДАЮЩЕЙ
ХАРАКТЕРИСТИКЕ (“CC-STICK CRISP”): При
этом
сварочного тока в диапазоне от 5 до 425 А. Данная
вольтамперная характеристика рекомендуется для
ручной
целлюлозным видом покрытия и в первую
очередь для сварки трубопроводов.
•
Регулятор “Горячий старт” (“HOT START”)
управляет стартовым током в момент
зажигания дуги. Стартовый ток увеличивается
до 25 % от предварительно установленной
величины сварочного тока. При установке
регулятора в позицию “5” стартовый ток равен
предварительно
контура” (“ARC CONTROL”) регулирует угол
наклона
Наклон характеристики влияет на силу
давления дуги. Особое значение это имеет
при сварке корневого шва с зазором. При
установке
индуктивности – “ – 10 ” наклон статической
вольтамперной характеристики в рабочей
точке – максимальный.
заполняющих и облицовочных слоев, когда
сварщик
изменение сварочного тока для равномерного
проплавления кромок. В данном режиме
происходит стабилизация сварочного тока. Он
незначительно меняется при изменении
длины дуги. В положении “ + 10 ” наклон
статической вольтамперной характеристики в
рабочей точке – минимальный. Напряжение
холостого хода уменьшается. При этом
обеспечивается максимальный контроль над
сварочной дугой. Изменение длины дуги
приведет к изменению величины сварочного
тока. Данный режим рекомендуется при
сварке корневого шва с зазором, когда
сварщику необходимо компенсировать все
неточности сборки стыка – смещение кромок,
изменение зазора и притупления по длине
стыка и обеспечить гарантированный провар.
При сварке корневого шва трубы с зазором на
спуск
регулятор “ARC CONTROL”
устанавливается в положение “+8” – “+10”.
Во время сварки специальный контур
восстановления
напряжение, не давая дуге оборваться. Он
функционирует только при горении дуги и его
работа не зависит от напряжения холостого
хода источника.
Инструкция и руководство для
Lincoln Electric STT II на русском
Сварочные газы и аэрозоли опасны для здоровья, Электрический шок опасен для жизни, Излучение дуги опасно
IM-582, Invertec STT II Стр.:2/31
СВАРОЧНЫЕ РАБОТЫ могут быть опасными
ЗАЩИЩАЙТЕ СЕБЯ И ОКРУЖАЮЩИХ ОТ ВОЗМОЖНЫХ ТРАВМ. НЕ ДОПУСКАЙТЕ ДЕТЕЙ НА РАБОЧЕЕ
МЕСТО. РАБОТНИК, ИМЕЮЩИЙ СТИМУЛЯТОР СЕРДЦА ДОЛЖЕН ПРОКОНСУЛЬТИРОВАТЬСЯ У ВРАЧА ПЕРЕД
ВЫПОЛНЕНИЕМ РАБОТ.
Прочтите и осознайте следующие ниже рекомендации по безопасности. Для получения дополнительной информации настоятельно
рекомендуем приобрести копию стандарта ANSI Z49.1 - Safety in Welding and Cutting (Безопасность при сварке и резке),
издаваемого Американским Сварочным Обществом (AWS) или копию документа, оговаривающего требования по безопасности,
принятого в стране использования настоящего оборудования. Так же, Вы можете получить брошюру Е205, Arc Welding Safety
(Безопасность при дуговой электросварки), издаваемую компанией Линкольн Электрик.
ПРОСЛЕДИТЕ ЗА ТЕМ, ЧТОБЫ УСТАНОВКА ОБОРУДОВАНИЯ, ЕГО ЭКСПЛУАТАЦИЯ, ОБСЛУЖИВАНИЕ И
РЕМОНТ ВЫПОЛНЯЛИСЬ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ.
СВАРОЧНЫЕ ГАЗЫ И
АЭРОЗОЛИ опасны для
здоровья
В процессе сварки образуются газы и аэрозоли, представляющие опасность для
здоровья. Избегайте вдыхания этих газов и аэрозолей. Во время сварки избегайте
попадания органов дыхания в зону присутствия газов. Пользуйтесь вентиляцией
или специальными системами отсоса вредных газов из зоны сварки. При сварке
электродами, требующими специальной вентиляции, такими как материалы
для сварки нержавеющих сталей и наплавки (см. Сертификат безопасности
материала - MSDS, или данные на оригинальной упаковке), при сварке сталей
со свинцовыми и кадмиевыми покрытиями или при работе с иными
металлами или покрытиями, образующими высокотоксичные газы,
применяйте локальные вытяжки или системы механической вентиляции для
снижения концентрации вредных примесей в воздухе рабочей зоны и
недопущения превышения концентрации предельно допустимых уровней.
При работе в стесненных условиях или при определенных обстоятельствах
может потребоваться ношение респиратора в процессе выполнения работы.
Дополнительные меры предосторожности так же необходимы при сварке
сталей с гальваническими покрытиями.
Не производите сварочные работы вблизи источников испарений хлористого
углеводорода (выделяется при некоторых видах обезжиривания, химической
чистки и обработки). Тепловое и световое излучение дуги способно вступать во
взаимодействие с этими испарениями с образованием крайне токсичного газа
фозгена и других продуктов, раздражающих органы дыхания.
Защитные газы, используемые при сварке, способны вытеснять воздух из зоны
дыхания оператора и влечь серьезные расстройства системы дыхания. Во всех
случаях обеспечьте достаточно мощную вентиляцию рабочей зоны, особенно в
труднодоступных местах, для обеспечения достаточного количества кислорода в
рабочей зоне.
Прочтите и уясните инструкции производителя по работе с данным оборудованием
и материалами, включая Сертификат безопасности материала (MSDS), и следуйте
правилам соблюдения безопасности работ, принятым на вашем предприятии.
Сертификаты безопасности можно получить у авторизованного дистрибьютора
данной продукции или непосредственно у производителя.
Так же, см. пункт 7.б.
ЭЛЕКТРИЧЕСКИЙ ШОК
опасен для жизни
Во время работы сварочного оборудования кабели электрододержателя и зажима
на деталь находятся под напряжением. Не прикасайтесь к оголенным концам
кабелей или к подсоединенным к ним элементам сварочного контура частями тела
или мокрой одеждой. Работайте только в сухих, неповрежденных рукавицах.
Обеспечьте надежную изоляцию своего тела от свариваемой детали. Убедитесь,
что средства изоляции достаточны для укрытия всей рабочей зоны физического
контакта со свариваемой деталью и землей.
В качестве дополнительных мер предосторожности в том случае если
сварочные работы выполняются в представляющих опасность поражения
электрическим током условиях (зоны повышенной влажности или случаи
работы в мокрой одежде; строительство крупных металлоконструкций, таких
как каркасы зданий или леса; работа в стесненных условиях - сидя, стоя на
коленях или лежа; случаи неизбежного или высоко-вероятного контакта со
свариваемой деталью или землей), - используйте следующее сварочное
оборудование:
• выпрямители с жесткой характеристикой для полуавтоматической
• выпрямители для сварки штучными электродами,
• источники питания для сварки на переменном токе на пониженных
напряжениях.
При выполнении автоматической или полуавтоматической сварки сварочная
проволока,
полуавтоматическая сварочная горелка так же находятся под напряжением, т.е.
являются “электрически горячими”.
Всегда следите за надежностью соединения сварочного кабеля “на деталь” и
свариваемой детали. Место соединения должно быть как можно ближе к зоне
наложения швов.
Выполните надежное заземление свариваемой детали.
Поддерживайте электрододержатель, зажим на деталь, сварочные кабели и
источник питания в надлежащем техническом состоянии. Немедленно
восстановите поврежденную изоляцию.
Никогда не погружайте сварочный электрод в воду с целью его охлаждения.
Никогда не дотрагивайтесь одновременно находящихся под напряжением
электрододержателей или их частей, подсоединенных к разным источникам
питания. Напряжение между двумя источниками может равняться сумме
напряжений холостого хода каждого в отдельности.
При работе на высоте используйте страховочный ремень, который предотвратит
падение в случае электрошока.
Так же, см. пункты 4.в и 6.
РАЗБРЫЗГИВАНИЕ ПРИ
СВАРКЕ может повлечь
возгорания или взрыв
Уберите все взрывоопасные предметы из зоны работ. Если это невозможно,
надежно укройте их от попадания сварочных брызг и предотвращения
воспламенения. Помните, что брызги и раскаленные частицы могут свободно
проникать через небольшие щели во взрывоопасные участки. Избегайте
выполнения работ вблизи гидравлических линий. Позаботьтесь о наличии в месте
проведения работ и исправном техническом состоянии огнетушителя.
Необходимо применять специальные меры предосторожности для избежания
опасных ситуаций при выполнении работ с применением сжатых газов. Обратитесь
к стандарту “Безопасность при сварке и резке” (ANSI Z49.1) и к руководству
эксплуатации соответствующего оборудования.
Во время перерывов в сварочных работах убедитесь в том что никакая часть
контура электрододержателя не касается свариваемой детали или земли.
Случайный контакт может привести к перегреву сварочного оборудования и
создать опасность воспламенения.
Не выполняйте подогрев, резку или сварку цистерн, бочек или иных емкостей до
тех пор пока не предприняты шаги, предотвращающие возможность выбросов
возгораемых или токсичных газов, возникающих от веществ, находившихся внутри
емкости. Такие испарения могут быть взрывоопасными даже в случае, если они
были “очищены”. За информацией обратитесь к брошюре “Рекомендованные меры
безопасности при подготовке к сварке и резке емкостей и трубопроводов,
содержавших взрывоопасные вещества” (AWS F4.1).
Продуйте перед подогревом, сваркой или резкой полые отливки, грузовые емкости
и подобные им изделия.
ИЗЛУЧЕНИЕ ДУГИ
опасно
Пользуйтесь защитной маской с фильтром подходящей выполняемому процессу
степени затемнения для защиты глаз от брызг и излучения дуги при выполнении
или наблюдении за сварочными работами. Сварочные маски и фильтры должны
соответствовать стандарту ANSI Z87.1.
Пользуйтесь приемлемой одеждой, изготовленной из плотного пламя-стойкого
материала, для эффективной защиты поверхности тела от излучения сварочной
дуги.
Позаботьтесь о соответствующей защите работающего по близости персонала
путем установки плотных пламя-стойких экранов и/или предупредите их о
необходимости самостоятельно укрыться от излучения сварочной дуги и
возможного разбрызгивания.
Газовые баллоны взрывоопасны при повреждениях, Электромагнитные поля опасны, Относительно электро-оборудования
Относительно оборудования с приводом от двигателей
IM-582, Invertec STT II Стр.:3/31
Сварочная дуга является источником выброса брызг и раскаленных частиц. При
выполнении сварочных работ используйте непромасляную защитную одежду,
такую как кожаные перчатки, рабочую спецовку, брюки без отворотов, высокие
рабочие ботинки и головной убор. При сварке во всех пространственных
положениях или в стесненных условиях используйте беруши. Всегда при
нахождении в зоне выполнения сварочных работ носите защитные очки с
боковыми экранами.
Подключайте сварочный кабель к свариваемой детали на доступном ее участке,
максимально приближенном к выполняемым швам. Сварочные кабели,
подключенные к каркасу здания или другим конструкциям вдали от участка
выполнения сварки, повышают вероятность распространения сварочного тока
через различные побочные приспособления (подъемные цепи, крановые канаты и
др.). Это создает опасность разогрева этих элементов и выхода их из строя.
Так же, см. пункт 7.в.
В некоторых случаях бывает необходимо удалить защитные кожухи для
проведения необходимых ремонтных работ. Делайте это только при
необходимости и сразу после выполнения необходимых работ установите
кожух на место. Всегда соблюдайте повышенную осторожность при работе с
подвижными частями.
Не допускайте попадания рук в зону действия вентилятора. Не пытайтесь
вмешиваться в работу устройства управления частотой вращения вала
двигателя путем нажатия на тяги заслонки во время его работы.
Для предотвращения несанкционированного запуска бензинового двигателя при
вращении вала или ротора генератора в процессе сервисных работ - отсоедините
провода от свеч зажигания, провод крышки распределителя или (в зависимости от
модели двигателя) провод магнето.
Не снимайте крышку радиатора не охладив двигателя. Это может
привести к выплеску горячей охлаждающей жидкости.
ГАЗОВЫЕ БАЛЛОНЫ
взрывоопасны при
повреждениях
Используйте только защитные газы, рекомендованные для выполняемого
сварочного процесса. Регуляторы давления газа должны быть рекомендованы
изготовителем для использования с тем или иным защитным газом, а так же
нормированы на давление в баллоне. Все шланги, соединения и иные аксессуары
должны соответствовать своему применению и содержаться в надлежащем
состоянии.
Баллон всегда должен находиться в вертикальном положении. В рабочем
состоянии его необходимо надежно закрепить цепью к транспортировочной
тележке сварочного полуавтомата или стационарного основания.
Необходимо расположить баллон:
• вдали от участков, где они могут подвергнуться механическому повреждению;
• на достаточном удалении от участков сварки и резки, а так же от любых других
технологических процессов, являющихся источником высокой температуры,
открытого пламени или брызг расплавленного металла.
Не допускайте касания баллона электродом, электрододержателем или иным
предметом, находящимся под напряжением.
При открывании вентиля баллона оберегайте голову и лицо.
Защитный колпак всегда должен быть установлен на баллон, за исключением
случаев, когда баллон находится в работе.
ЭЛЕКТРОМАГНИТНЫЕ
ПОЛЯ опасны
Электрический ток, протекающий по любому проводнику, создает локальное
электромагнитное поле. Сварочный ток становится причиной возникновения
электромагнитных полей вокруг сварочных кабелей и сварочного источника.
Наличие электромагнитного поля может неблагоприятным образом сказываться на
работе стимуляторов сердца. Работник, имеющий такой стимулятор, должен
посоветоваться со своим врачом перед выполнением работ.
Воздействие электромагнитного поля на организм человека может проявляться в
иных влияниях, не изученных наукой.
Все сварщики должны придерживаться следующих правил для минимизации
негатовного воздействия электромагнитных полей:
сварочные кабели на изделие и электрододержатель необходимо разместить
максимально близко друг к другу или связать их вместе посредством
изоляционной ленты;
никогда не располагать кабель электрододержателя вокруг своего тела;
не размещать тело между двумя сварочными кабелями. Если
электрододержатель находится в правой руке и кабель расположен справа от
тела, - кабель на деталь должен быть так же размещен справа от тела;
зажим на деталь должен быть поставлен максимально близко к
выполняемому сварному шву;
не работать вблизи сварочного источника.
Относительно
ЭЛЕКТРО-ОБОРУДОВАНИЯ
Перед проведением ремонта или технического обслуживания отключите питание
на цеховом щитке.
Производите установку оборудования в соответствии с Национальными
Требованиями к электрооборудованию США (US National Electrical Code), всеми
местными требованиями и рекомендациями производителя.
Произведите заземление оборудования в соответствие с упомянутыми в п.6.б
Требованиями и рекомендациями производителя.
Относительно
ОБОРУДОВАНИЯ С ПРИВОДОМ ОТ
ДВИГАТЕЛЕЙ
Перед выполнением ремонта или технического обслуживания остановите
двигатель, за исключением случаев, когда наличие работающего двигателя
требуется для выполнения работы.
вентилируемом помещении или применяйте специальные вытяжки
для удаления выхлопных газов за пределы помещения.
Не выполняйте долив топлива в бак агрегата поблизости с
выполняемым сварочным процессом или во время работы
двигателя. Остановите двигатель и охладите его перед заливкой
топлива для исключения воспламенения или активного испарения
случайно пролитого на разогретые части двигателя топлива.
Все защитные экраны, крышки и кожухи, установленные
изготовителем, должны быть на своих местах и в надлежащем
техническом состоянии. При работе с приводными ремнями,
шестернями, вентиляторами и иным подобным оборудованием
опасайтесь повреждения рук и попадания в зону работы этих
устройств волос, одежды и инструмента.
Инструкция и руководство для
Lincoln Electric INVERTEC V350-PRO на русском
Безопасность, Сварочные газы и аэрозоли опасны для здоровья, Электрический шок опасен для жизни
Излучение дуги опасно, Внимание ! сварочные работы могут быть опасными
БЕЗОПАСНОСТЬ
ЗАЩИЩАЙТЕ СЕБЯ И ОКРУЖАЮЩИХ ОТ ВОЗМОЖНЫХ ТРАВМ. НЕ ДОПУСКАЙТЕ ДЕТЕЙ НА РАБОЧЕЕ МЕСТО.
РАБОТНИК, ИМЕЮЩИЙ СТИМУЛЯТОР СЕРДЦА ДОЛЖЕН ПРОКОНСУЛЬТИРОВАТЬСЯ У ВРАЧА ПЕРЕД
ВЫПОЛНЕНИЕМ РАБОТ.
Прочтите и осознайте следующие ниже рекомендации по безопасности. Для получения дополнительной информации
настоятельно рекомендуем приобрести копию стандарта ANSI Z49.1 - Safety in Welding and Cutting (Безопасность при
сварке и резке), издаваемого Американским Сварочным Обществом (AWS) или копию документа, оговаривающего
требования по безопасности, принятого в стране использования настоящего оборудования. Так же, Вы можете получить
брошюру Е205, Arc Welding Safety (Безопасность при дуговой электросварки), издаваемую компанией Линкольн
Электрик.
ПРОСЛЕДИТЕ ЗА ТЕМ, ЧТОБЫ УСТАНОВКА ОБОРУДОВАНИЯ, ЕГО ЭКСПЛУАТАЦИЯ, ОБСЛУЖИВАНИЕ И РЕМОНТ
ВЫПОЛНЯЛИСЬ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ.
В процессе сварки образуются газы и аэрозоли, представляющие опасность
для здоровья. Избегайте вдыхания этих газов и аэрозолей. Во время сварки
избегайте попадания органов дыхания в зону присутствия газов.
Пользуйтесь вентиляцией или специальными системами отсоса вредных
газов из зоны сварки. При сварке электродами, требующими
специальной вентиляции, такими как материалы для сварки
нержавеющих сталей и наплавки (см. Сертификат безопасности
материала - MSDS, или данные на оригинальной упаковке), при сварке
сталей со свинцовыми и кадмиевыми покрытиями или при работе с
иными металлами или покрытиями, образующими высокотоксичные
газы, применяйте локальные вытяжки или системы механической
вентиляции для снижения концентрации вредных примесей в воздухе
рабочей зоны и недопущения превышения концентрации предельно
допустимых уровней. При работе в стесненных условиях или при
определенных обстоятельствах может потребоваться ношение
респиратора в процессе выполнения работы. Дополнительные меры
предосторожности так же необходимы при сварке сталей с
гальваническими покрытиями.
Не производите сварочные работы вблизи источников испарений
хлористого
обезжиривания, химической чистки и обработки). Тепловое и световое
излучение дуги способно вступать во взаимодействие с этими испарениями
с образованием крайне токсичного газа фозгена и других продуктов,
раздражающих органы дыхания.
Защитные газы, используемые при сварке, способны вытеснять воздух из
зоны дыхания оператора и влечь серьезные расстройства системы
дыхания. Во всех случаях обеспечьте достаточно мощную вентиляцию
рабочей зоны, особенно в труднодоступных местах, для обеспечения
достаточного количества кислорода в рабочей зоне.
Прочтите и уясните инструкции производителя по работе с данным
оборудованием и материалами, включая Сертификат безопасности
материала (MSDS), и следуйте правилам соблюдения безопасности работ,
принятым на вашем предприятии. Сертификаты безопасности можно
получить у авторизованного дистрибьютора данной продукции или
непосредственно у производителя.
Во время работы сварочного оборудования кабели электрододержателя и
зажима на деталь находятся под напряжением. Не прикасайтесь к
оголенным концам кабелей или к подсоединенным к ним элементам
сварочного контура частями тела или мокрой одеждой. Работайте только в
сухих, неповрежденных рукавицах.
Обеспечьте надежную изоляцию своего тела от свариваемой детали.
Убедитесь, что средства изоляции достаточны для укрытия всей рабочей
зоны физического контакта со свариваемой деталью и землей.
В качестве дополнительных мер предосторожности в том случае если
сварочные работы выполняются в представляющих опасность
поражения электрическим током условиях (зоны повышенной
влажности или случаи работы в мокрой одежде; строительство
крупных металлоконструкций, таких как каркасы зданий или леса;
работа в стесненных условиях - сидя, стоя на коленях или лежа;
случаи неизбежного или высоко-вероятного контакта со свариваемой
деталью или землей), - используйте следующее сварочное
оборудование:
• выпрямители
характеристикой
полуавтоматической сварки,
• источники питания для сварки на переменном токе на
пониженных напряжениях.
При выполнении автоматической или полуавтоматической сварки
сварочная проволока, бобина, сварочная головка, контактный наконечник
или полуавтоматическая сварочная горелка так же находятся под
напряжением, т.е. являются “электрически горячими”.
Всегда следите за надежностью соединения сварочного кабеля “на деталь”
и свариваемой детали. Место соединения должно быть как можно ближе к
зоне наложения швов.
Поддерживайте электрододержатель, зажим на деталь, сварочные кабели
и источник питания в надлежащем техническом состоянии. Немедленно
восстановите поврежденную изоляцию.
При работе на высоте используйте страховочный ремень, который
предотвратит падение в случае электрошока.
Уберите все взрывоопасные предметы из зоны работ. Если это
невозможно, надежно укройте их от попадания сварочных брызг и
предотвращения воспламенения. Помните, что брызги и раскаленные
частицы могут свободно проникать через небольшие щели во
взрывоопасные
гидравлических линий. Позаботьтесь о наличии в месте проведения работ и
исправном техническом состоянии огнетушителя.
Необходимо применять специальные меры предосторожности для
избежания опасных ситуаций при выполнении работ с применением сжатых
газов. Обратитесь к стандарту “Безопасность при сварке и резке” (ANSI
Z49.1) и к руководству эксплуатации соответствующего оборудования.
Во время перерывов в сварочных работах убедитесь в том что никакая
часть контура электрододержателя не касается свариваемой детали или
земли. Случайный контакт может привести к перегреву сварочного
оборудования и создать опасность воспламенения.
Не выполняйте подогрев, резку или сварку цистерн, бочек или иных
емкостей до тех пор пока не предприняты шаги, предотвращающие
возможность выбросов возгораемых или токсичных газов, возникающих от
веществ, находившихся внутри емкости. Такие испарения могут быть
взрывоопасными даже в случае, если они были “очищены”. За
информацией
безопасности при подготовке к сварке и резке емкостей и трубопроводов,
содержавших взрывоопасные вещества” (AWS F4.1).
Продуйте перед подогревом, сваркой или резкой полые отливки, грузовые
емкости и подобные им изделия.
Пользуйтесь защитной маской с фильтром подходящей выполняемому
процессу степени затемнения для защиты глаз от брызг и излучения дуги
при выполнении или наблюдении за сварочными работами. Сварочные
маски и фильтры должны соответствовать стандарту ANSI Z87.1.
Пользуйтесь приемлемой одеждой, изготовленной из плотного пламя-
стойкого материала, для эффективной защиты поверхности тела от
излучения сварочной дуги.
Позаботьтесь о соответствующей защите работающего по близости
персонала путем установки плотных пламя-стойких экранов и/или
предупредите их о необходимости самостоятельно укрыться от излучения
сварочной дуги и возможного разбрызгивания.
Безопасность, Газовые баллоны взрывоопасны при повреждениях, Электромагнитные поля опасны
Относительно электро-оборудования, Относительно оборудования с приводом от двигателей
Сварочная дуга является источником выброса брызг и раскаленных частиц.
При выполнении сварочных работ используйте непромасляную защитную
одежду, такую как кожаные перчатки, рабочую спецовку, брюки без
отворотов, высокие рабочие ботинки и головной убор. При сварке во всех
пространственных положениях или в стесненных условиях используйте
беруши. Всегда при нахождении в зоне выполнения сварочных работ
носите защитные очки с боковыми экранами.
Подключайте сварочный кабель к свариваемой детали на доступном ее
участке, максимально приближенном к выполняемым швам. Сварочные
кабели, подключенные к каркасу здания или другим конструкциям вдали от
участка выполнения сварки, повышают вероятность распространения
сварочного тока через различные побочные приспособления (подъемные
цепи, крановые канаты и др.). Это создает опасность разогрева этих
элементов и выхода их из строя.
В некоторых случаях бывает необходимо удалить защитные кожухи
для проведения необходимых ремонтных работ. Делайте это только
при необходимости и сразу после выполнения необходимых работ
установите кожух на место. Всегда соблюдайте повышенную
осторожность при работе с подвижными частями.
Не допускайте попадания рук в зону действия вентилятора. Не
пытайтесь вмешиваться в работу устройства управления частотой
вращения вала двигателя путем нажатия на тяги заслонки во время его
работы.
Для предотвращения несанкционированного запуска бензинового двигателя
при вращении вала или ротора генератора в процессе сервисных работ -
отсоедините провода от свеч зажигания, провод крышки распределителя
или (в зависимости от модели двигателя) провод магнито.
Не снимайте крышку радиатора не охладив двигателя. Это
может привести к выплеску горячей охлаждающей жидкости.
Используйте только защитные газы, рекомендованные для выполняемого
сварочного процесса. Регуляторы давления газа должны быть
рекомендованы изготовителем для использования с тем или иным
защитным газом, а так же нормированы на давление в баллоне. Все
шланги, соединения и иные аксессуары должны соответствовать своему
применению и содержаться в надлежащем состоянии.
Необходимо расположить баллон:
• вдали от участков, где они могут подвергнуться механическому
• на достаточном удалении от участков сварки и резки, а так же от любых
других технологических процессов, являющихся источником высокой
температуры, открытого пламени или брызг расплавленного металла.
Не допускайте касания баллона электродом, электрододержателем или
иным предметом, находящимся под напряжением.
Защитный колпак всегда должен быть установлен на баллон, за
исключением случаев, когда баллон находится в работе.
Электрический ток, протекающий по любому проводнику, создает
локальное электромагнитное поле. Сварочный ток становится причиной
возникновения электромагнитных полей вокруг сварочных кабелей и
сварочного источника.
Наличие электромагнитного поля может неблагоприятным образом
сказываться на работе стимуляторов сердца. Работник, имеющий такой
стимулятор, должен посоветоваться со своим врачом перед выполнением
работ.
Воздействие электромагнитного поля на организм человека может
проявляться в иных влияниях, не изученных наукой.
Все сварщики должны придерживаться следующих правил для
минимизации негатовного воздействия электромагнитных полей:
сварочные кабели на изделие и электрододержатель необходимо
разместить максимально близко друг к другу или связать их вместе
посредством изоляционной ленты;
никогда не располагать кабель электрододержателя вокруг своего
тела;
не размещать тело между двумя сварочными кабелями. Если
электрододержатель находится в правой руке и кабель расположен
справа от тела, - кабель на деталь должен быть так же размещен
справа от тела;
Перед проведением ремонта или технического обслуживания отключите
питание на цеховом щитке.
Производите установку оборудования в соответствии с Национальными
Требованиями к электрооборудованию США (US National Electrical Code),
всеми местными требованиями и рекомендациями производителя.
Произведите заземление оборудования в соответствие с упомянутыми в
п.6.б Требованиями и рекомендациями производителя.
вентилируемом помещении или применяйте специальные
вытяжки для удаления выхлопных газов за пределы
помещения.
Не выполняйте долив топлива в бак агрегата поблизости с
выполняемым сварочным процессом или во время работы
двигателя. Остановите двигатель и охладите его перед
заливкой топлива для исключения воспламенения или
активного испарения случайно пролитого на разогретые
части двигателя топлива.
Все защитные экраны, крышки и кожухи, установленные
изготовителем, должны быть на своих местах и в
надлежащем техническом состоянии. При работе с
приводными ремнями, шестернями, вентиляторами и иным
подобным оборудованием опасайтесь повреждения рук и
попадания в зону работы этих устройств волос, одежды и
инструмента.
Раздел б эксплуатация б-2 – Инструкция по эксплуатации Lincoln Electric INVERTEC V350-PRO
Инструкция по эксплуатации Lincoln Electric STT II
Перед началом процесса сварки ознакомьтесь с работой органов управления источника Invertec STT II и механизма
подачи сварочной проволоки.
На панели управления источника установите диаметр и тип применяемой сварочной проволоки. Инструкции по
установке изложены в разделе ’’РАБОТА ОРГАНОВ УПРАВЛЕНИЯ’’.
СВАРОЧНЫЕ ПАРАМЕТРЫ И РЕКОМЕНДАЦИИ ПО СВАРКЕ
Инверторный источник Invertec STT II не относится ни к источнику с жесткой, ни к источнику с крутопадающей
характеристикой. При сварке аппаратом Invertec STT II используется проволока большего диаметра по сравнению с
той, которая применяется при аналогичных работах с источником, имеющем жесткую характеристику. Больший
диаметр проволоки (до 1,6 мм) рекомендуется для увеличения скорости наплавки. Проволока диаметром менее 0,9 мм
в основном не используется.
Источник Invertec STT II позволяет практически мгновенно изменять сварочный ток в зависимости от тепловых
потребностей дуги. Контролируя процесс переноса капли, путем управления формой сварочного тока, источник
позволяет значительно снизить уровень разбрызгивания и дымообразования. Основными сварочными параметрами
процесса STT являются пиковый и базовый ток.
Скорость подачи сварочной проволоки регулирует скорость наплавки. Величина пикового тока контролирует длину
дуги. Базовый ток влияет на форму сварочного шва. Увеличение длительности заднего фронта импульса ведет к
повышению энергии, выделяющейся на сварочной дуге.
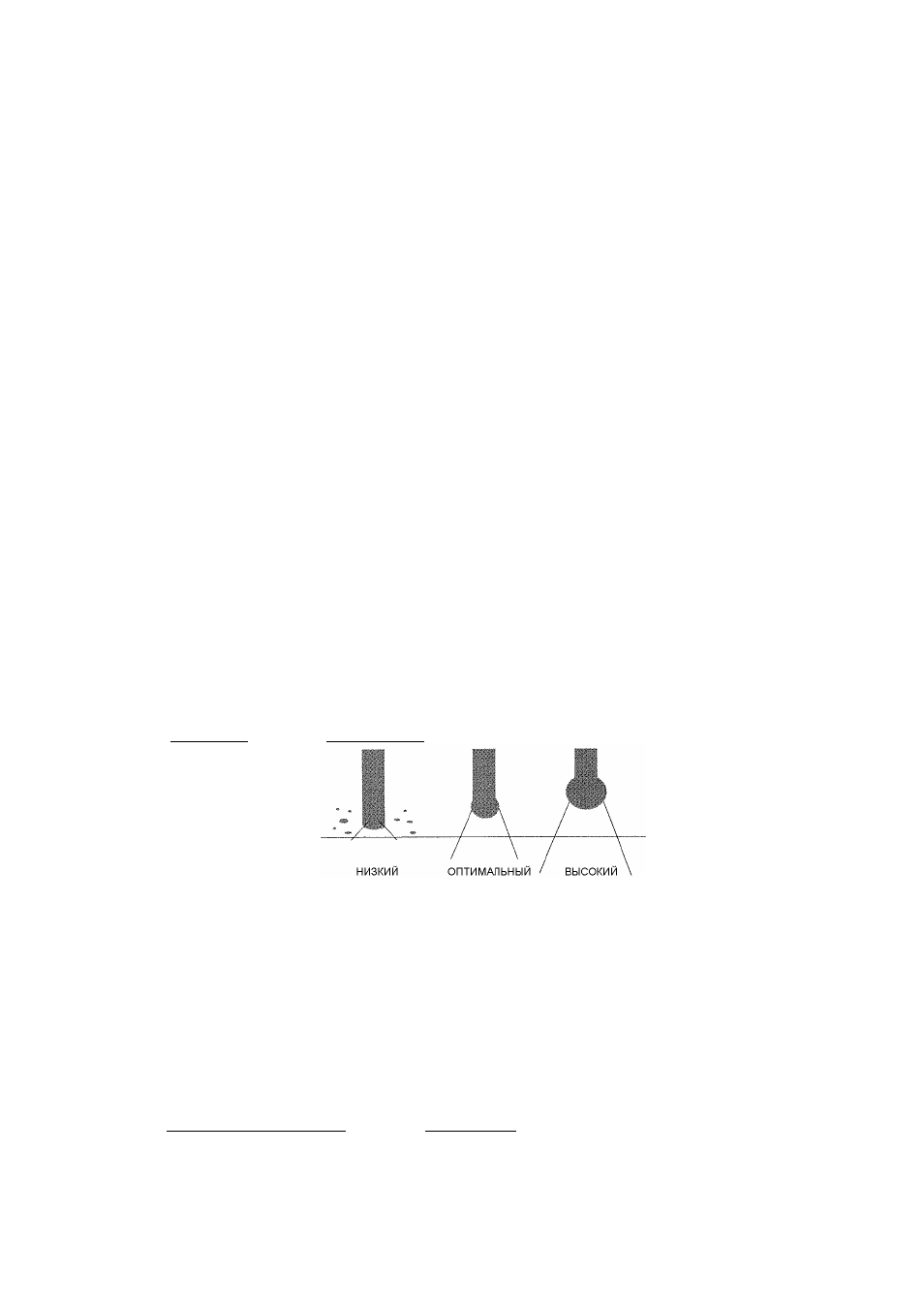
ПИКОВЫЙ ТОК
Длина дуги и величина проплавления основного металла регулируется пиковым током. Увеличение пикового тока
приводит к расширению дуги и ее удлинению. Слишком высокое значение пикового тока приводит к переходу от
процесса переноса металла короткими замыканиями к капельному переносу. Устанавливая его слишком маленьким,
получаем нестабильную дугу и утыкание проволоки в изделие. На практике его регулируют, чтобы свести к минимуму
разбрызгивание и перемешивание сварочной ванны.
Регулировка длины дуги величиной пикового тока.
Замечание : При сварке в чистом углекислом газе уровень пикового тока должен быть выше, чем при работе в смесях
с высоким содержанием аргона. В углекислом газе требуется более длинная дуга, чтобы достичь минимального
разбрызгивания.
БАЗОВЫЙ ТОК
Базовый ток регулирует общее тепловложение в изделие. Слишком высокий уровень базового тока вызовет
образование крупных капель и переход к капельному переносу, который, в свою очередь, приведет к повышению
разбрызгивания. При низком уровне тока будет наблюдаться утыкание проволоки в изделие и плохое смачивание
свариваемых кромок. Это аналогично сварке стандартным источником с жесткой характеристикой на слишком низком
напряжении.
Читайте также: