Как настроить сварочный трансформатор
Обновлено: 24.04.2024

Силовой
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.
Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Эти трансформаторы изготавливаются разной мощности и предназначенные для подключения различного количества постов:
- Однопостовые. Используются только одним сварщиком. Регулировка осуществляется как на рабочем месте, так и внутри аппарата. Вольтамперная характеристика может быть крутопадающей (мягкой), пологопадающей (жесткой), а также переключаемой.
- Многопостовые. Имеют достаточную мощность для подключения нескольких (до 9) постов. Характеристика только жесткая, регулировать процесс сварки можно только на рабочем месте при помощи балластных сопротивлений.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.
Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.
Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.
Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.
Регулировка первичной обмотки
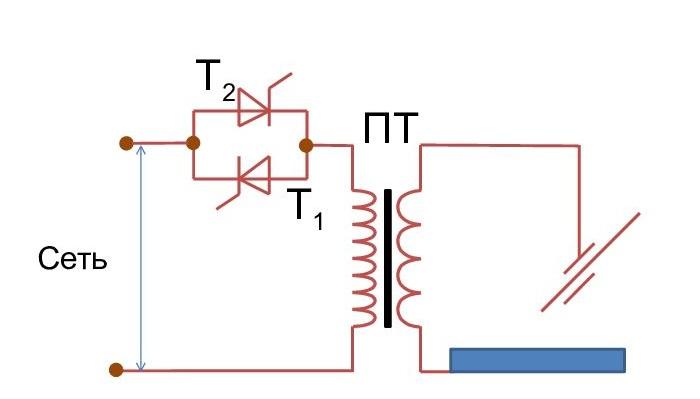
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.
Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок

Своими руками
Ремонт сварочных трансформаторов необходим при возникновении неполадок в устройстве, которые могут образоваться по ряду определенных причин (недержание дуги, выраженное отсутствие исправности) и требует более тщательного рассмотрения при условии наличия определенных навыков.
Такие аппараты являются надежными источниками сварочного тока и имеют явные преимущества в сравнении с индуктором и выпрямителем. При этом данные устройства нуждаются в правильной эксплуатации и при возникновении неполадок подлежат ремонту.
Работа аппарата
Принцип работы аппарата обеспечение регулировки правильного поступления тока, которое осуществляется 2 способами:
- непосредственное использование аппарата (обеспечение нужного электромагнитного поля), которое осуществляется специальными деталями. Необходимый эффект получают при изменении расстояния воздушного пространства;
- работа осуществляется при управлении таким процессом, как образование нужного электромагнитного поля (изменения значений воздушного зазора между двумя обмотками, новое число витков, использование других деталей).
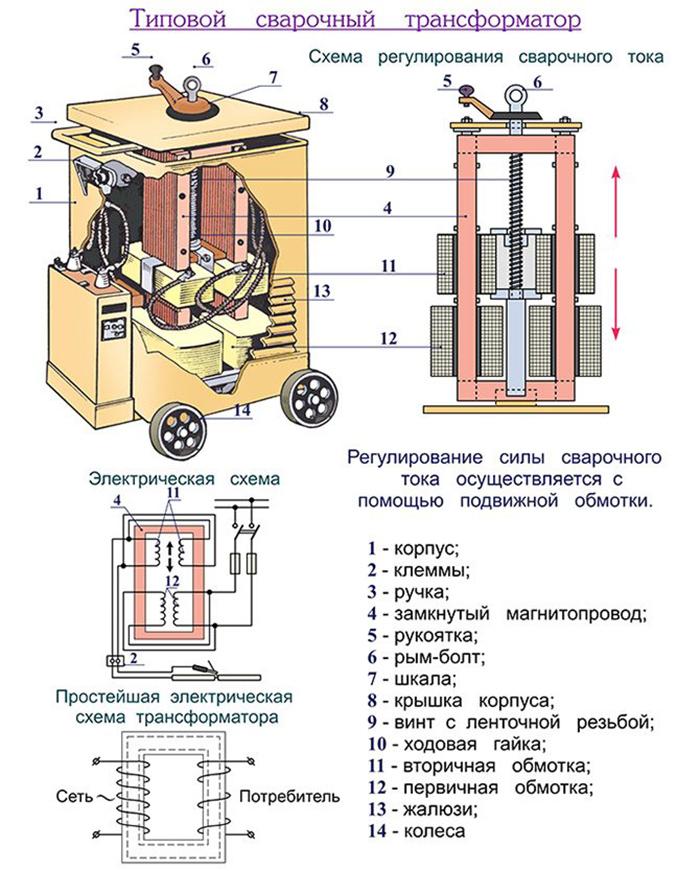
Устройство и системы аппарата более подробно описаны на нижеприведенном рисунке.
Магнитопровод со всеми системами сверху закрывается в защитный кожух, который подразумевает наличие специального охлаждающего жалюзи. Процесс правильного регулирования тока осуществляется за счет основных механизмов (перемещение подвижной обмотки при использовании вертикального винта, имеющего ленточную резьбу, ходовой гайки).
Провода подключены к зажимам, а сам трансформатор имеет довольно большую массу, поэтому для его передвижения используют специальный транспорт, а устройство оснащено рым-болтом.
Действие трансформатора не имеет отличий в сравнении с обычным аппаратом понижающего типа (информация указана на нижеприведенном рисунке).
Аппарат имеет строение в виде первичной, вторичной обмоток, которые размещены на магнитопроводе замкнутого типа (такое строение способствует увеличению электромагнитной связи).
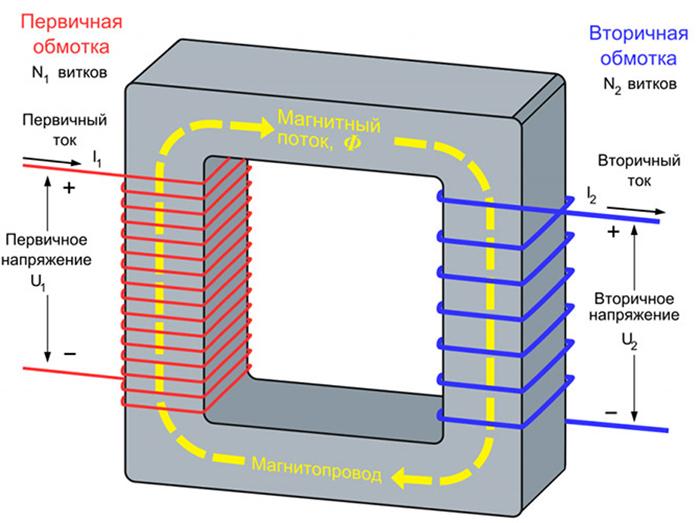
Обмотки
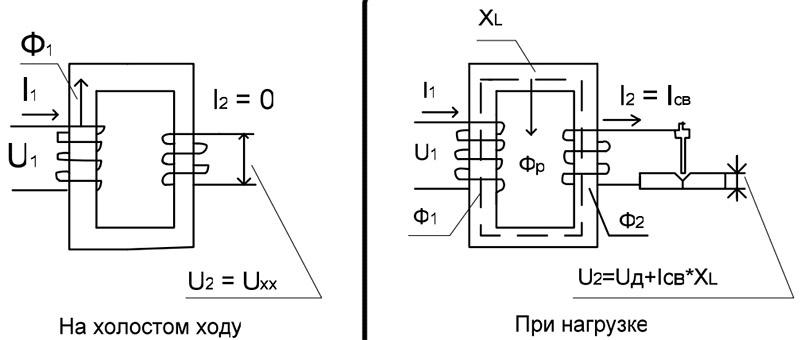
Первичная и вторичная обмотки подключены к источникам тока, что способствует появлению тока переменного типа и образованию так называемого магнитного потока (Ф), который замыкается в магнитопроводе.
Поток Ф образует электродвижущую силу переменного характера (ЭДС е1 и е2) в обоих обмотках, которые по закону Максвелла становятся пропорциональны числу витков (N1, N2) и скоростям по изменениям потока (dФ/dt).
При пренебрежении падения уровня напряжения (в диапазоне не более 3–5 %) устанавливают такие значения e1≈U1 и e2≈U2. После математических исчислений получают связь между получаемым напряжением, числом витков U1/U2 = N1/N2.
Важно! При повышении вторичного напряжения число витков N2 имеет большее значение по сравнению с N1 для создания повышающего трансформатора.
Устройство понижающего типа создается в обратной пропорциональности (число витков N2 меньше чем N1).
Работа устройства основывается на преобразовании начального уровня напряжения на более низкий показатель (60 В холостого хода). Компоновка узлов устройства (информация на нижеприведенном рисунке).
Пояснения обозначений на рисунке:
- 1-изолированные провода для обмотки первичной;
- 2- обмотка вторичная без наличия изоляции, которая усиливает теплоотдачу;
- 3-магнитопровод (подвижная часть);
- 4-система подвеса устройства внутри аппарата;
- 5- механизм для управления зазора воздушного пространства;
- 6-ходовой винт;
- 7-включение ходового винта.
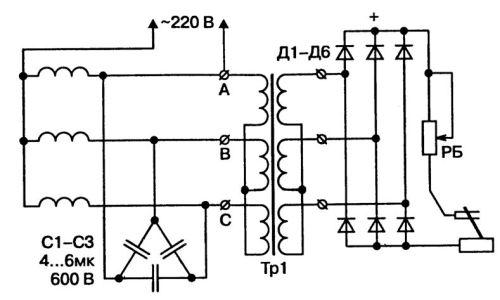
Схема
Схема трансформатора по функциональным характеристикам (нижеприведенный рисунок).
- зазор и магнитопровод;
- обмотка первичная и вторичная
- обмотка катушки реактивной.
Таблица выявления поломок и их исключение
Неисправности сварочных трансформаторов и правила их устранения рассмотрены в нижеприведенной таблице.
- возникновение короткого замыкания (высокое или низкое напряжение в сети);
- образования замыкания в корпусе и подводящих проводах;
- появление замыкания проводов, которые расположены между собой;
- образование замыкания между витками в катушке;
- образование замыкания провода в соединении с магнитопроводом;
- пробоина конденсаторов;
- поломка других механизмов сварочного устройства.
- сильная перегрузка;
- беспрерывная эксплуатация мотора;
- подборка сварочного электрода (не тот размер по диаметру, модель);
- несоответствующий выбор определенного темпа сварки (большие показатели тока);
- плохой крепеж узлов устройства;
- шпильки, которые стягивают «железо»;
- поломка прикрепленного магнитопровода;
- неправильный процесс передвижения катушек;
- образование короткого замыкания между кабелями;
- нарушенная изоляция в листах магнитопровода.
Подтягивание расшатанного крепежа.
- сварочный ток с высокими значениями в сравнении с указанными нормами в инструкции;
- использование деталей, которые не соответствуют заявленным размерам;
- проведение эксплуатации прибора в течение длительного промежутка времени без перерывов на остывание устройства.
- При сильном нагреве может полностью испортится вся электроизоляция, которая вызовет серьезную поломку и потребует полной починки испорченного устройства.
Основная причина поломки заключается в наличии плохого контакта электричества, вызывающего большое «переходное сопротивление».
Электрический ток выделяет немалое количество тепловой энергии и вызывает такие неисправности:
- разрушение соединений механического характера;
- перегорание проводов;
- разрушение электрического соединения.
- пересмотр и проверка все имеющихся контактов;
- произведение зачистки испорченных проводов или же их замена;
- плотный зажим всех элементов.
- невысокое напряжение в сети;
- поломка регулировки показателей сварочного тока.
- изменение настроек генератора;
- использование хорошего аппарата для стабилизации напряжения;
- проверка работы регулятора по величине сварочного тока и исключение неисправности.
- напряжение выше нормы в электросети;
- поломка регулятора тока;
- изменение настроек для регулировки показателей;
- проверка регулятора величины сварочного тока на наличие неисправностей и исключение работы устройства до устранения поломок.
- поломка устройства ходового винта по регуляции сварочного тока;
- возникновение короткого замыкания на зажимах регулирующего устройства между контактами;
- ограничение подвижных катушек повторной обмотки;
- возникновение замыкания в катушках дросселя.
- устранение посторонних предметов, которые выявлены в устройстве;
- замена катушек дросселя;
- регуляция контактов на основных механизмах.
- нарушение изоляции при изменениях значения напряжения, тока в сварочной цепи;
- замыкание сварочных проводов;
- ослабленное соединение проводов со сварочными клеммами аппарата.
- проведение внешнего осмотра и установление причины поломки;
- замена обмоток (перемотка трансформатора) при нарушении изоляции;
- восстановление или замена нарушенной изоляции;
- восстановление нарушенного соединения проводов и клемма аппарата.
Важно! Разборка сварочного трансформатора должна осуществляться с учетом правил техники безопасности и только при наличии надежного заземления корпуса сварочника.
Обслуживание по установленным нормам
Техническое обслуживание сварочных трансформаторов заключается в выполнении следующих действий:
- произведение очистки устройства от пыли и грязи при тщательном продувании;
- проверка сопротивления изоляции при помощи омметра (измерение данных между первичными, вторичными цепями, корпусом). Величина значения не должна превышать 2,5 Мом. При более низких показателях нужно произвести теплое высушивание трансформатора;
- проверка значения напряжения в электросети;
- установка необходимого рабочего диапазона параметров при использовании перемычек;
- проверка исправности автоматического выключателя;
- включение аппарата и выставление различных параметров для проверки работы всех устройств;
- отключение техники от сети.
При осуществлении технического обслуживания проверяют схему обмотки сварочного трансформатора, которая должна соответствовать номинальным показателям. Дополнительно просматривают надежность заземления.
Если же своевременно не проводить техническое обслуживание сварочного трансформатора, то серьезная поломка будет требовать капитального ремонта или же приведет устройство в полную неисправность.
Важно! Эксплуатация сварочных трансформаторов должна осуществляться строго по инструкции, а на производствах регламент проверки имеет свой установленный алгоритм.
Техника безопасности
Непосредственная работа со сварочными трансформаторами требует обязательного соблюдения определенных норм техники безопасности:
- отключение техники от электросети для дальнейшего осмотра;
- наличие надежного заземления корпуса сварочника;
- использование изолированных инструментов и личных правил безопасности во время проведения ремонта устройства;
- нельзя оставлять используемые инструменты в аппарате после осуществления ремонта;
- эксплуатация устройства запрещена, если оно имеет выраженные неисправности;
- исключение проведения работы с горячим оборудованием;
- проверка техники на предмет выявления неисправности должна осуществляться только после отключения от электросети.
Починка аппаратов с постоянным током
Простейшая схема сварочного аппарата позволяет изучить устройство и произвести необходимый ремонт по выявленной поломке.
Питание устройства строго от сети и составляет стандартные 220 Вольт. К первичной обмотке подключают предохранитель 10 А (перегорание детали позволяет быстро устранить неисправность за счет обеспечения простой замены). Также дополнительно подводят автомат SA1 на 16A.
Силовая часть устройства становится неисправной по таким же причинам, как и у трансформаторов. Электронная часть же с выпрямителем, блоком управления. В ней может быть выявлена неисправность диодного моста или других деталей.
Перемотка
Ремонт сварочных трансформаторов в текущем режиме при перемотке устройства требует выполнения определенных подготовительных действий по подбору необходимых материалов:
- провод для осуществления первичной, вторичной перемотки (количество, марку материала можно узнать только после полной разборки устройства);
- шеллак (заменяют цапонлаком, краской ПФ);
- оправка или брусок для обеспечения вторичной обмотки (по размерам замеренного каркаса катушки), изготовленного из специальных клиньев. Необходимые значения получают после разматывания;
- лакоткань.
Во время ремонта осуществляют разматывание обмоток, подсчитают витки, слои и записывают полученные значения на бумагу.
Расчет длины необходимого расстояния:
- получение длины «среднего витка» (среднее число между максимальной значением длины витка в наружных и внутренних слоях);
- число полученных слоев, витков.
Определение расстояния необходимого провода подразумевает умножение длины «среднего виска» их числа и количества слоев.
По уцелевшей части обмотки определяют нужный диаметр по сечению и марку провода. Первичную обмотку из тонкого провода наматывают сразу на каркас, а вторичную на оправку с предварительным наматыванием одного слоя лакоткани.
Витки наматываются плотно друг к другу и строго соблюдают количество витков. Каждый слой обмотки тщательно обрабатывают шеллаком и накладывают слой лакоткани. При высыхании материалов предотвращается перемещение проводов, которое может возникнуть при нагревании и разрушении изоляции.
После осуществления намотки собирают катушки починенного аппарата и тщательно просушивают их. При помощи тестера проверяют целостность обмотки.
Важно! Обмотка первичная должна быть со значением сопротивления около 20 Ом, а вторичная не более 0 Ом.
Исправность аппарата проверяют с измерением значений напряжения и одновременным включением устройства в электросеть. При соответствии всех данных починка прошла успешно и трансформатор можно использовать по назначению.
Самостоятельный ремонт сварочного трансформатора
Прежде чем самостоятельно осуществить ремонт по устройству и обслуживанию сварочных аппаратов необходимо проверить некоторые важные аспекты:
- соответствие необходимых параметров (выбранная полярность, величина тока обрабатываемые материалы, применяемые электроды (диаметр, размер);
- необходимый контакт кабелей и их зажим;
- возможное выявление превышения времени непрерывной работы или же обрыва кабеля.
Если же вышеперечисленные неисправности не были выявлены, то следует снять защитный корпус трансформатора и произвести внешний осмотр на предмет выявления визуальной поломки:
- изменение внешнего вида контактной колодки;
- нарушение изоляции одного из подводящих проводов;
- ослабление контакта крепления;
- отсутствие напряжения на вторичной обмотке требует осуществления перемотки трансформатора (данный процесс подробно рассмотрен выше).
Важно! При отсутствии навыков для правильной починки и обслуживания сварочных трансформаторов необходимо обратиться в сервисный центр и получить квалифицированную консультацию специалистов.
Осуществление полного ремонта
Капитальный ремонт сварочного трансформатора подразумевает выполнение следующих действий:
- полная разборка устройства;
- установка новых деталей, которые нужно заменить.
Детали, подлежащие замене:
- катушка первичной или вторичной обмотки;
- конденсаторы, дроссель;
- контактные узлы (колодки, зажимы);
- механизмы подвижного характера, узлы.
При осуществлении капитального ремонта все технические характеристики после замены деталей должны соответствовать прибору. Договоренность с заказчиком предполагает полный ремонт данного устройства для обеспечения более длительного срока эксплуатации и исключения повторной поломки.
Цены на ремонт
Стоимость по ремонту таких аппаратов основывается на 2 важных аспектах:
- стоимость деталей, которые необходимо заменить;
- оплата услуг за выполненную работу.
Для того чтобы выгодно произвести ремонт устройства необходимо предварительно учесть стоимость починки и сравнить ее с ценой нового трансформатора. В некоторых случаях выгоднее купить новый аппарат и не тратить лишнее время на устранение неисправности.
Важно! Испорченный трансформатор можно подвергнуть разборке и сдать медную обмотку на металлолом, а вырученные деньги потратить на покупку нового устройства.
Сварочные трансформаторы являются устройствами, которые требуют текущего ремонта по необходимости и регулярного технического обслуживания. При соблюдении таких норм можно легко предотвратить серьезные неисправности в аппарате.
Как регулируется сварочный ток в трансформаторе тдф
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.

Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков

При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
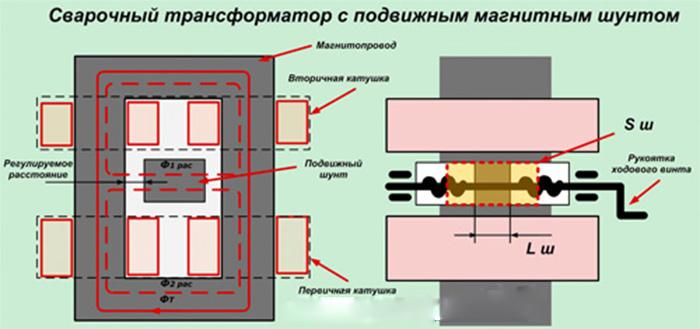
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Регулятор тока для сварочного аппарата
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Устройство-регулятор контактной сварки.
Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Накручиваем витки из медной толстой жилы.
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Схема первичной и вторичной обмоток трансформатора.
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
![]()
Трансформатор сварочного аппарата.
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Устройство инверторного сварочного аппарата.
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Регулятор тока для сварочного аппарата.
Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Токоизмерительные клещи для измерения переменного тока.
Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Амперметр для сварочного аппарата.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.

ОБОРУДОВАНИЕ
Выбор режима работы меняют механически или автоматически.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
.jpg)
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
.png)
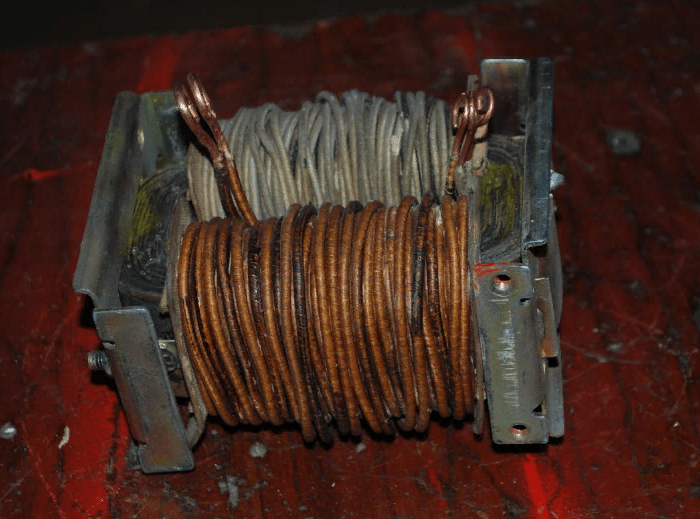
Описание сварочного трансформатора

Для электродуговой сварки требуется набор инструментов, в который входит сварочный трансформатор. Существуют промышленные и бытовые разновидности средств, отличающиеся техническими характеристиками и габаритами.
.jpg)
Описание оборудования
Трансформаторы – аппараты, используемые для соединения деталей из стали и некоторых других металлов. Устройство принимает ток от сети, преобразует его до получения требуемых параметров. Формирующаяся при этом электрическая дуга расплавляет края свариваемых заготовок и расходный материал, образуя прочный шов.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.
Агрегат понижает напряжение, увеличивая ампераж.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Принцип работы с характеристиками
Приборы для трансформаторной сварки функционируют следующим образом:
- Ток из электрической сети попадает на первичную обмотку. Здесь появляется магнитный поток, направляющийся в сторону сердечника.
- Напряжение передается на вторичную обмотку.
- Ферромагнитный сердечник генерируют магнитное поле. В 2 обмотках образуются электродвижущие силы переменного характера.
- Разница в числе витков катушек помогает менять параметры тока на необходимые для сварки вольт-амперные показатели. По этим значениям выполняют расчет характеристик трансформаторного агрегата.
Число витков обмотки напрямую связано с выдаваемым напряжением. Намотанная в большем количестве вторичная катушка повышает силу тока. Трансформаторный сварочный аппарат относится к приборам понижающего вида. Число витков первичной обмотки в нем больше, чем вторичной. Регулировать силу выходного тока можно, меняя величину зазора между катушками.

Холостой ход
Принцип работы сварочного трансформатора включает 2 режима: холостой и с нагрузкой. Во время сварки вторичная катушка создает замыкание между деталью и электродом. Мощная дуга плавит материал, образуя шов. После завершения сварки вторичная цепь разрывается. Аппарат начинает работать на холостом ходу.
Такой режим функционирования должен быть безопасным для пользователя. Максимальная величина напряжения – 48 В. Если показатель превышает допустимые значения, срабатывает автоматический ограничитель. Заземление корпуса агрегата обеспечивает дополнительную защиту сварщика от поражения током.
Стандартная схема сварочного трансформатора
Классические аппараты состоят из магнитопровода и преобразователей. Для розжига дуги электрическая схема предусматривает присутствие индуктивного сопротивления вторичной катушки. У аппаратов, функционирующих в режиме сварки, мощность многократно превышает потери, возникающие при работе на холостом ходу.
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.

Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
Какие неисправности могут быть
При работе со сварочным трансформатором нередко возникают следующие проблемы:
- Отсутствие электрической дуги, отказ запуска охлаждающего вентилятора. Главная причина – нарушение целостности питающего кабеля. Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
- Отсутствие сварочной дуги при работающем вентиляторе. Наблюдается при нарушении связи между внутренними компонентами системы.
- Отсутствие электрической дуги при работающей сигнальной лампе. Такая проблема возникает при срабатывании защитного режима.
- Образование большого количества брызг. Качество шва сохраняется на низком уровне. Стоит проверить правильность подключения проводов, изменить полярность.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
Читайте также: