Как называется сварка с проволокой и углекислотой
Обновлено: 08.05.2024

Один из новейших видов сварки, но хоть он известен недавно, этот метод стал очень популярным. Её часто используют при спайке в сейчас сварщики разных уровней подготовки.
При углекислотной сварке, соответственно, используется углекислый газ.
Именно об этом эта статья. Далее подробно изложена информация о углекислом газе и его роли при сварке полуавтоматов и в чём его преимущество перед другими материалами.
Основные понятия
Сначала выясним что же такое углекислота и как она используется при сварке. Формула углекислого газа CO2, у него нет цвета или запаха. Его используют в баллонах под давлением. Обычно, он поставляется в сжиженном виде.
Чаще всего используется баллон объёма 40 литров. Он абсолютно защищён от коррозии и герметичен. Но он уместен при крупных работах. Когда нужно сварить что-нибудь меньших объемов, лучше использовать баллоны поменьше.
Это важно, потому что такие баллоны не могут храниться очень долго, максимум – 2 года. Поэтому компактность очень важна.
Этот газ доступный из-за его низкой цены, в целом, нет более дешёвого и при этом эффективного газа для данных целей. Его можно легко купить в магазине.
Главной задачей этого газа является защита. К примеру он защищает металл от окисления, что немаловажно для производства качественных изделий. Чтобы качество шва было ещё выше можно использовать его с аргоном.
Суть процесса достаточно простая. С помощью электрической дуги плавится металл, а сварочную область попадает углекислый газ. Он там нужен, как мы уже выяснили, для защиты деталей. Он обволакивает зону сварки и защищает от негативных влияний кислорода.
Особенности

Одна из особенностей этого материала, это то, что он не нейтрален на 100%. Это значит, его необходимо использовать с проволокой, которая предотвращает попадание кислорода и, следственно, окисление металла.
Лучше всего для такой работы подходят проволоки, в составе которых есть кремний и марганец. Неплохим вариантом ещё будет медная проволока, так как у неё есть способность к антикоррозии.
У неё большой срок годности и она способствует стабильности в горении дуги. Также, качество соединения, сделанного с помощью медной проволоки, очень хорошее.
При выборе характеристик проволоки лучше всего опираться на то, какие материалы вы используете помимо неё. Если обсуждать, какой диаметр оптимальный, то это 0.8 миллиметров. Она не напрягает автомат и подходит под большинство металлов.
Вы могли слышать, что углекислоту или любой другой защитный газ, можно заменить порошков проволокой. Это не так.
Качество соединения, сделанного с помощью порошковой проволоки, сильно уступает тому, который сделал с углекислым газом. Поэтому такую замену лучше всего делать, если нет разницы будут ли небольшие дефекты или не получается газ.
Почему углекислота?

Углекислотный тип сварки стал популярным на заводах и разных предприятиях. Возможно, у вас возникает вопрос чем эта популярность вызвана? Сейчас и выясним.
На самом деле, большого секрета в этом нет. При использовании углекислоты очень низкая вероятность деформации деталей, а это экономия ресурсов. Ведь бракованные детали — это лишние траты, а с помощью защитного газа этого можно избежать.
Ещё этот газ не нуждается в тщательной подготовке металла, соединение всегда аккуратное. Всё что остаётся это убрать лишние шлаки.
Также этот тип сварки можно использовать при работе с тонкими металлами. Как показывает практика, она хорошо подходит для такого материала.
Правда есть один нюанс – использовать ручную дуговую или газовую сварки не рекомендуется. С их помощью получается некачественный шов, поэтому лучше использовать другой метод.
Ещё углекислотную сварку хорошо использовать при ремонте кузовов. В такой работе этот метод имеет немало плюсов. Сначала – не нужно следить за подачей проволоки.
Этот процесс происходит автоматически. Она лучше подходит для этого, чем другие виды сварок, так как результат в разы качественнее. Также у проволоки короткий период плавки, а за счёт этого – углекислотная сварка требует меньше времени для исполнения.
Углекислотная сварка может полностью заменить сварку другого типа – газовую ацетиленовую. Потому что материал, который нужен для плавки дешевле, хоть с его помощью результат получается не хуже.
Основные преимущества

Также при углекислотной сварке нет термического воздействия на металл из-за чего детали не нагреваются. А это хорошо влияет на шов, и он получается прочным и красивым.
У углекислотной сварки есть много преимуществ перед другими типами. Рассмотрим ручную дуговую. Этот тип не защищает зону от кислорода. Для этого необходим флюс, а это дополнительные траты.
По сравнению с этим типом при углекислотной можно работать при любом положении в пространстве, а также намного лучше виден процесс, что упрощает наблюдение за ним.
Ещё скорость процесса в разы выше, чем при других методах, так как проволока плавится очень быстро, поэтому производительность очень высокая.
В отличие от других методов, даже той же ручной дуговой, процесс автоматизирован, а значит сварщик прикладывает намного меньше усилий.
Этот метод подходит если сварщику не нужно передвигаться на большие расстояния и есть возможность наблюдать за сваркой от начала и до конца.
Ещё важная деталь, что из-за стабильной работы дуги, отпадает необходимость часто менять электроды. Ещё этот процесс очень аккуратен и оставляет минимум мусора.
При сварке металла, где необходимо много небольших швов очень хорошо подойдёт этот метод. Его часто используют в мелких домашних работах, к примеру при сварке ворот. Полуавтомат с углекислотой, поэтому часто можно встретить в ремонтных пунктах.
И цена такого ремонта будет стоить недорого. В некоторых предприятиях ручная дуговая сварка уже вытеснена углекислотной.
Углекислотная сварка отлично подходит чтобы заменить многие другие виды. Этот вариант очень экономный. При этом – качество конечного продукта остаётся на высоком уровне.
Процесс и технология сварки лёгкие и понятные, а следовательно, использовать такой метод может даже любитель. Поэтому он популярен в домашнем обиходе, вместе с полуавтоматом.
С ростом популярности возросло и разнообразие этих механизмов. Сейчас на рынке можно найти очень дешёвые модели, а так как углекислый газ тоже недорогой, то получается хорошая установка за небольшие деньги.
Работа полуавтоматической сваркой с углекислым газом (диоксид углерода или СО2)

В настоящее время полуавтоматическая сварка с помощью углекислого газа используется как специалистами, так и сварщиками - новичками.
В этой статье Вы почерпнете для себя много полезного о работе с углекислотой, о её достоинствах, таких как защита сварного шва от негативного воздействия частиц в воздухе, повышения качества выполненной работы, и не только.
Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
Итак, давайте же узнаем, как же работает способ сваривания полуавтоматом с углекислотой. Воздействие высокой температуры в процессе сварки способствует частичному распаду углекислого газа на кислород и углерод.
Такой химический процесс благоприятно влияет на итоговый результат, защищая сварочное место (так называемая сварочная ванна) от различных вредных примесей в воздухе в вашей рабочей зоне.
Еще стоит отметить отличное взаимодействие этих трёх газов с железом, что еще больше увеличивает качество сварочного шва.
Основной недостаток углекислого газа – его свойство окислять свариваемый металл, тем самым ухудшая качество проделанной работы.
С этим недостатком достаточно просто и эффективно бороться добавляя в состав проволоки для сварки полуавтоматом большое количество кремния и марганца.
Здесь начинают действовать положительные химические свойства оксидов этих элементов, выделяющиеся в процессе сварки. Их взаимодействие с поверхностью металла способствует формированию надежного сварочного соединения, устойчивого к оксидированию.
Для сварки углекислотой используйте полуавтоматический сварочный аппарат, при этом выбирать его режим работы вы можете сами, опираясь на свой опыт, либо пользуясь рекомендуемыми параметрами из таблицы 1.
Из нее видно, что основной критерий выбора режима работы – толщина свариваемого металла.
Таблица 1 – Параметры настройки полуавтоматического сварочного аппарата с углекислотой:

Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Компоненты для углекислотного сваривания

Проволока для сварки полуавтоматом. Применяется как электрод. Для каждого случая, в зависимости от того какой металл мы будем паять, проволоку необходимо выбирать индивидуально.
Отталкиваясь от толщины свариваемого металла, мощности полуавтомата и его прочих особенностей, диаметр проволоки может изменяться в диапазоне от 0.5 до 3 мм. На практике лучший результат показывает медная проволока, её мы и рекомендуем использовать.
Пускать в дело необходимо исключительно чистый материал, без следов ржавчины, коррозии, загрязнений, которая хранилась в надлежащих условиях.
В противном случае эту проволоку использовать нельзя, если вы не хотите в результате получить плохое качество соединения. Рекомендуется вымачивать проволоку в серной кислоте, а после несколько часов удерживать при высокой температуре.
Углекислый газ СО2. Собственно, наш главный гвоздь программы и самый важный компонент. Углекислота для сварки полуавтоматом безвредна для человека и бесцветна.
Перемещается и хранится СО2, как правило, под давлением в специальных черных емкостях и с одноименной маркировкой. Вот несколько практических и просто полезных советов по эксплуатации:
- для особо важных и сложных работ используйте емкость с 99%-ым содержанием диоксида углерода, в остальных случаях ёмкостей с 98%-ым содержанием будет предостаточно;
- учтите, что излишняя влага отрицательно скажется на общем качестве сваривания. Чтобы от неё избавиться, поставьте ёмкость в вертикальное положение на один час, за это время влага осядет на дно;
- перед началом сварки полуатоматом выпустите немного газа из ёмкости, чтобы избавится от, вредных для сварки, примесей азота, содержащиеся в ней.
Выводы
Итого, сварка полуавтоматическим сварочным аппаратом в среде СО2 – это набор сплошных преимуществ, например повышение производительности труда, расширение ваших профессиональных умений, а результатом работы вы будете всегда довольны.
У новичков на первых этапах освоения конечно могут наблюдаться проблемы с чрезмерным расходом газа, но и этот недостаток нивелируется его достаточно низкой ценой, а с приобретенным опытом, когда вы освоите принципы работы этого метода, такая проблема исчезнет вовсе.
Немного терпения, опыта в сварочном деле, наличие полуавтомата, углекислоты, всех необходимых материалов и Вы полностью готовы к покорению этого метода.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и тренируйтесь сами с разными режимами работы, набивая руку, а не уповайте на табличные данные, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Спрашивайте советов у профессионалов - сварщиков и не забывайте соблюдать технику безопасности. Желаем успехов!
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.

Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
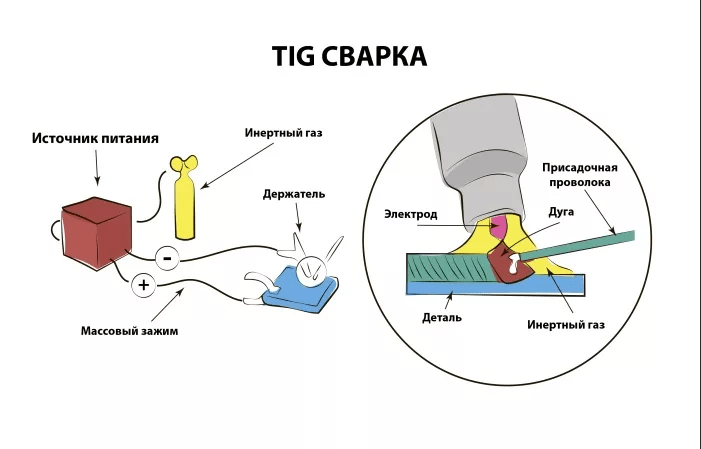
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.

Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Особенности углекислотной сварки

Виды и способы сварки
Углекислотная сварка применяется не только в промышленных условиях, но и в быту. Газ формирует защитное облако, препятствующее поступлению воздуха в обрабатываемые области. Это повышает качество сварного соединения, минимизирует вероятность появления дефектов.

При использовании данного метода рекомендуют устанавливать обратную полярность. Это помогает поддерживать устойчивую дугу. Кроме того, снижается вероятность разбрызгивания расплава. При установке прямой полярности повышается вероятность угасания, негативно влияющего на качество шва. Такой режим применяют при необходимости наплавления металла.
Суть процесса
Метод работает так:
- Под влиянием высокой температуры газ частично распадается на углерод и кислород. Это способствует защите сварочной ванны от присутствующих в воздухе примесей.
- Углекислый газ и его производные вступают в реакцию с железом, что повышает прочность шва.
- При использовании проволоки с содержанием кремния или марганца образуются оксиды этих элементов. Они взаимодействуют со свариваемыми металлами. Формируется устойчивое к окислению соединение.
Сферы применения
Углекислота обходится дешевле гелия, аргона или иных инертных газов. Однако она уступает им в защитных качествах. Сварка в среде углекислого газа применяется для рутинных операций по соединению деталей из конструкционных сталей.
При работе с ответственными объектами, специальными металлами и узлами, испытывающими высокие нагрузки, используют только гелий или аргон. При массовом создании типовых конструкций углекислотная технология существенно снижает себестоимость.
Методы сварки
В сочетании с защитной газовой средой применяют несколько способов. Самыми распространенными считаются MIG -и TIG-режимы. Стоит рассмотреть особенности каждой технологии.
При использовании этого метода сварку выполняют так:
- Подают углекислый газ в обрабатываемую область.
- Разжигают дугу между наконечником неплавящегося электрода и металлической поверхностью. Шов заполняется не стержнем, а присадочным материалом.
MIG/MAG
Эти аббревиатуры обозначают дуговую сварку в среде инертного или активного газа. При использовании углекислоты аппарат снабжают плавящейся присадкой. Сварку ведут полуавтоматическим способом. Применение неплавящегося электрода помогает улучшить результат работы.
Подготовительные работы
Настройку агрегата перед началом сварки выполняют так:
- Вставляют присадочную проволоку в рукав. Снимают сопло горелки и медный наконечник, отодвигают ролик подающего механизма. После этого закрепляют катушку, выводят часть проволоки наружу.
- Задают полярность. При использовании углекислоты и стандартной проволоки выбирают обратный вариант. Плюсовой контакт подсоединяют к горелке, минусовой – к зажиму. Так тепловыделение будет протекать на обрабатываемой заготовке. Прямую полярность задают при использовании флюсовой присадки.
- Подключают полуавтомат к электросети. Нажимают клавишу подачи проволоки, проверяют работоспособность механизма.
- Подключают газовый баллон, снабженный редуктором. Углекислота будет подаваться через второй канал рукава.
Расход углекислого газа
Этот параметр зависит от следующих факторов:
- условия работы (температура и влажность воздуха, наличие ветра);
- характеристики свариваемых металлов, расходных материалов;
- опыт сварщика.
Расход газа составляет 3-10 л в минуту. При расчете предполагаемого значения учитывают толщину деталей, диаметр присадочного прутка. К полученному числу добавляют запас 10%. На него приходится расход газа на подготовительных этапах. 25 кг сжиженной углекислоты превращается в 500 л газа. При среднем расходе этого объема хватает на 8 часов работы.
Технология углекислотной сварки
После настройки аппарата выполняют следующие действия:
- Подготавливают металлические элементы. Разделывают кромки, очищают поверхности от жировых и ржавых пятен, старой краски. Для обработки применяют наждачную бумагу или железную щетку.
- Устанавливают детали в правильное положение, фиксируют их.
- Делают пробный шов. На аппарате выставляют минимальную силу тока. Наблюдают за поведением материала. При розжиге мощной дуги края заготовок могут деформироваться.
- Настраивают параметры работы агрегата с учетом диаметра проволоки. Формируют сварное соединение. При соединении тонких листов дугу перемещают вперед. При сварке толстых деталей применяют вариант «углом назад».
- После завершения сварки продолжают подачу газа. В первую очередь останавливают выводящий присадку механизм, отключают агрегат от сети. После этого закрывают клапан газового баллона. Это способствует правильному остыванию шва.
- Удаляют шлаковую пленку с поверхности соединения.
Применяемые материалы и оборудование
Для работы в газовой среде применяют такие виды аппаратов:
- выпрямители, преобразующие переменный ток в постоянный (используются в сочетании с графитными и вольфрамовыми электродами);
- инверторы, преобразующие электрическую энергию в стабильную дугу.
Углекислый газ
Углекислота не имеет запаха и цвета, не является токсичной. Емкости для газа покрывают черной краской. Внутреннее давление достигает 60 кгс/см². В процессе сварки углекислота распадается на угарный газ и кислород. До полного остывания шов остается под защитной средой. Устанавливаемый на баллон редуктор при подаче снижает давление до 0,5 атмосфер.
Сварочная проволока
Материал выбирают с учетом вида агрегата, параметров деталей. Углекислый газ не является полностью инертным, поэтому его применяют в сочетании с проволокой, препятствующей окислению металла. Лучше всего подходят присадочные материалы, содержащие марганец и кремний. Неплохим вариантом считается омедненная проволока с антикоррозионными свойствами.
При выборе типа присадки учитывают характеристики свариваемых заготовок. Углекислоту не стоит заменять порошковой проволокой. Качество соединения в этом случае ухудшается.
Газовая горелка
Этот элемент оборудования должен быть укомплектован дюритовыми шлангами и набором кабелей.
Другие
Для сварки деталей потребуются и такие приспособления:
Преимущества и недостатки
К положительным качествам рассматриваемой технологии относятся:
- невысокая стоимость работ;
- защищенность сварочной ванны от активных веществ;
- возможность работы на весу, без использования подложек;
- устойчивое горение дуги при соединении тонких деталей;
- эффективное расходование тепловой энергии дуги.
Способ имеет и недостатки, которыми можно считать:
- непригодность для работы с цветными металлами и легированными сталями;
- сложность формирования многослойного шва;
- опасность отравления при работе в непроветриваемых емкостях и помещениях.
Необходимость длительной подготовки оборудования и применения тяжелых баллонов с газом не позволяет использовать углекислотную сварку при мелких операциях, требующих быстрого выполнения.
Техника безопасности
Использование защитного газа сопряжено с рисками возникновения таких опасных ситуаций:
- отравление сварщика при работе в закрытых резервуарах;
- взрыв баллона при неконтролируемом росте давления.
С учетом этих рисков были разработаны правила безопасности. При перевозке емкостей с газом необходимо:
- размещать все изделия на специальном поддоне;
- удерживать емкости в вертикальном положении;
- снабжать тару резиновыми кольцами, предотвращающими утечку газа.
При заправке и хранении соблюдают следующие правила:
- в помещениях должны быть установлены датчики газа;
- не допускается превышение нормативного объема;
- температура баллона не должна повышаться при заправке;
- нельзя касаться съемных элементов емкости без защитных рукавиц.
При работе в закрытом пространстве необходимо:
- постоянно контролировать уровень СО2 в воздухе;
- проветривать помещение или надевать подающую кислород изолирующую маску;
- работать с напарником (второй человек должен находиться за пределами резервуара).
Дополнительные рекомендации
Для увеличения длительности рабочего цикла к аппарату подключают охлаждающую систему. Качество шва зависит от типа используемого агрегата. При приобретении оборудования обращают внимание на основные параметры. Мощность должна быть высокой. Это позволит варить заготовки большой толщины. Рекомендуется выбирать устройства со съемными держателями. В комплект должно входить руководство с таблицами, помогающими правильно настраивать аппарат.
Полуавтоматическая сварка в среде защитных газов
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.

В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Общая информация
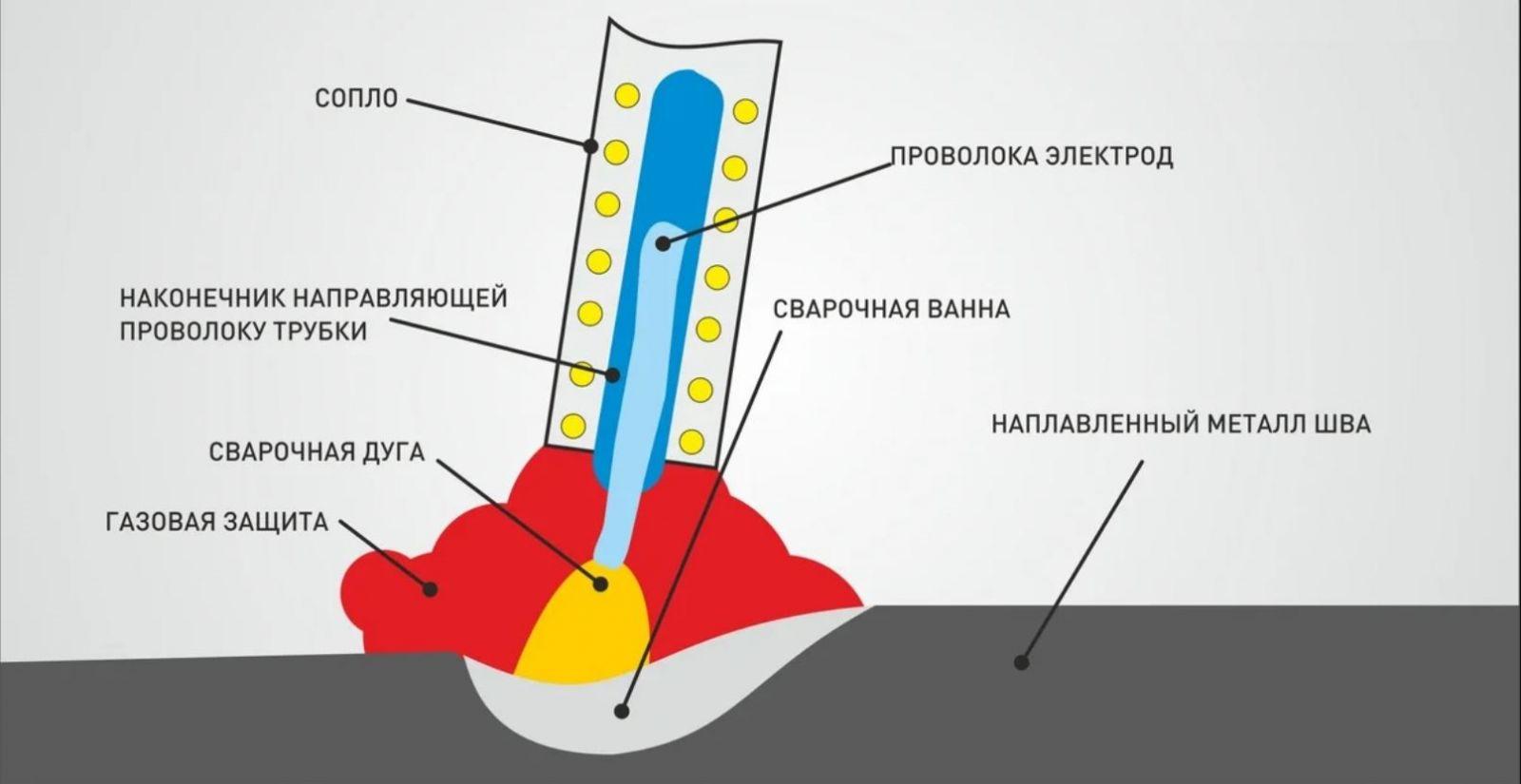
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.

Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.

Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.

Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.

Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.

Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.
Так при минимальных затратах на газ, проволоку и полуавтомат вы получаете широкие возможности. Можно варить любой металл любой толщины, проводить работы и на улице, и в помещении. Вам также необязательно быть профессионалом, ведь проволока может подаваться автоматически, а современные полуавтоматы оснащены дополнительными функциями, упрощающими сварку. Словом, купить бюджетный полуавтомат и попробуйте выполнить шов с применением защитного газа. Мы уверены, что в дальнейшем этот опыт обязательно вам пригодится.
Читайте также: