Как отремонтировать инверторный сварочный аппарат
Обновлено: 19.05.2024
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
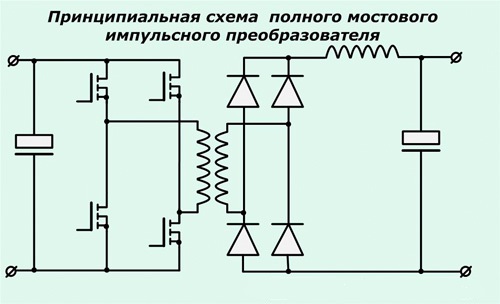
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Как работает инвертор
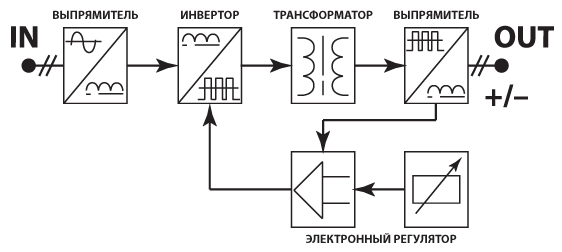
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

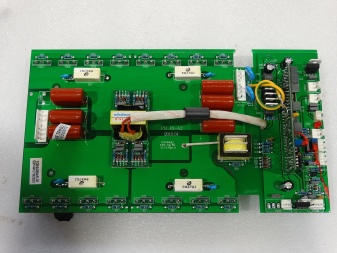
Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

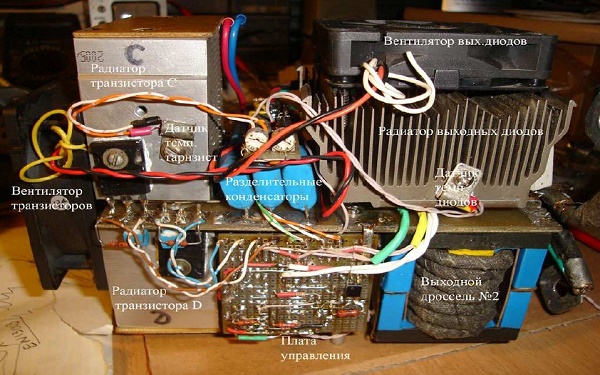
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт наиболее типичных неисправностей сварочного инвертора

Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора

Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.

Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Все о ремонте сварочных аппаратов «Ресанта»
Увы, любая техника невечна. Поломки совершенно неизбежно настигают даже продукцию признанных лидеров рынка. Потому и начинающим, и опытным сварщикам крайне важно знать все о ремонте сварочных аппаратов «Ресанта».


Признаки и причины неисправностей
Характерными отклонениями от нормы являются:
так называемое залипание электрода;
невозможность разжечь дугу или ее погасание;
нестабильность в дуговой зоне;
чрезмерный нагрев сварочного аппарата;
невозможность вообще включить устройство.


Каждое из таких нарушений может провоцироваться различными причинами. Так, с залипшим электродным инструментом сталкиваются в связи с:
использованием удлинителя малого (менее 2,5 мм) сечения;
тепловым нарушением контактов;
ослаблением контакта между кабелями.
Дуга дестабилизируется, если сварочный ток плохо отрегулировали. Но та же самая проблема может возникать из-за ошибок при отборе электродов. Нельзя исключать и низкое их качество. Если инициировать электрическое плавление вовсе не получается, стоит предполагать:
разрыв питающего кабеля;
чрезмерную температуру инверторного устройства;
повреждение основной автоматической платы.

Неоправданно сильно разогреваться сварочная техника «Ресанта» может из-за банального длительного использования без положенных перерывов.
Но в некоторых случаях проблема появляется из-за неработоспособности охлаждающего вентилятора.
Если сварочный аппарат не работает при нажатии на кнопку пуска, наиболее вероятны:
отсутствие напряжения в сети или его недостаточность;
повреждение или неработоспособность розеток;
излом жилы где-либо в питающих проводах;
срабатывание электрической и тепловой защиты;
нарушение работоспособности внутренних проводов;
некачественная работа удлинителя;
непригодность или чрезмерно большая длина удлинителя.


Основные поломки
Но надо понимать, что на этом перечень возможных нарушений не исчерпывается. Сварочные аппараты могут иметь недостаточно выверенный контакт на клеммах, который и мешает нормальной работе. Иногда действие сварочной техники нарушается из-за короткого замыкания. Особенно характерна эта проблема для цепей высокого напряжения. Иногда трудности возникают еще из-за перегрузки трансформаторной системы инвертора.

Проблемы также доставляет ослабленное крепление сердечников, неэффективное крепление механизма, движущего катушку.
Трансформаторы ломаются в несколько раз меньше, чем инверторные устройства. Однако это не означает, что они полностью защищены от проблем. В различных сварочных системах могут встречаться:
расплавление той же изоляции и самих проводов;
невозможность регулировки сварочных токов;
непроизвольное срабатывание отключающих систем.
Ремонтные работы
Чтобы произвести ремонт сварочных аппаратов «Ресанта», необходимо прежде всего внимательно обследовать схему устройства и последовательно пройтись по ней. Правда, опытные пользователи могут успешно решить проблему и без методических материалов. Обязательно придется прочищать внутренние части сварочного аппарата от пыли. Эта работа производится при любом ремонте. Опасаться обрыва проводов надо во всех точках, где они постоянно перегибаются.
Отследить это обстоятельство крайне тяжело, но если произошло короткое замыкание, то проверить такое предположение необходимо.
Чтобы реже производить капитальную починку аппаратов своими руками или с привлечением внешних специалистов, любые контакты время от времени надо подтягивать. Устранить последствия чрезмерного увлажнения недостаточно — обязательно надо избегать такой практики в дальнейшем. Если происходит пробой «массы» на корпус, требуется обследовать точки касания токоведущих элементов с корпусом. Проблемные места инверторов придется тщательно заизолировать с нуля.
Но важно понимать, что трудности со сваркой могут быть существенно сложнее описанных ситуаций. Поломки высокотехнологичных компонентов сварочного аппарата требуют внимательного и взвешенного отношения. Обязательно необходимо производить визуальный осмотр проблемных деталей. Все, что вздулось, подгорело, обычно приходится чинить или же заменять. Пробитые разрядом тока диоды меняют на исправные аналоги и затем повторяют тест.
Следующий момент — обследование транзисторов. Ключевой транзисторный блок повышает частоту тока после передачи его на импульсный трансформатор. Важно: транзисторы для замены должны быть той же модификации, что и изначальные экземпляры. Однако в критических случаях требуется находить оптимальные аналоги.
Стоит понимать, что все полупроводниковые элементы не только осматривают визуально, но и обследуют при помощи специальных тестеров; эта проверка проводится после выпаивания.
Полноценный ремонт сварочных аппаратов «Ресанта» возможен лишь при использовании мультиметров и осциллографов. Неисправность управляющих плат обозначается желтым огнем светодиода. Требуется в такой ситуации разбирать инвертор и промерять напряжения последовательно на разных разъемах. Результаты замеров сопоставляют с табличными параметрами исправного устройства. Если обнаруживается расхождение, придется выпаивать плату и измерять сопротивления на отдельных микросхемах и в их отдельных частях («ножках»).
В инверторных аппаратах «Ресанта» часто приходится ремонтировать блоки питания. Начинают работу с «прозвонки» блоков питания и транзисторов. Дополнительно проверяют, нет ли подгоревших участков и поврежденных конденсаторов. Неработоспособность трансформаторов встречается редко. В этом случае обнаружить проблему помогает «прозвонка» обмоток.
Для ремонта сварочной техники подойдет бытовой мультиметр. Режим тестирования диодных компонентов не слишком нужен. Радиомонтажные работы выполняются при помощи паяльников и компонентов для них. Если предстоит чинить те же инверторы часто либо ремонтировать другие виды техники, нужны станции для пайки. Еще надо брать кусачки, отвертки, пинцет.
Как производить ремонт сварочного аппарата "Ресанта" 190А, смотрите далее.
Читайте также: