Как подключить кабеля к сварочному инвертору ресанта 190
Обновлено: 04.10.2024
Сварочный инвертор Ресанта САИ-190 – отличный выбор для бытового использования и применения профессиональными сварщиками при выполнении работ от обычной однофазной электросети 220 В, не рассчитанной на подключение более мощных аналогичных аппаратов и имеющей нестабильные характеристики напряжения. Бренд Ресанта, а также схема и конструкция всех электротехнических устройств, производимых под ним, принадлежат латвийской компании-разработчику. Сами аппараты производятся в Китае.
1 Назначение, принцип работы и конструкция
Аппарат САИ-190 торговой марки Ресанта предназначен для проведения сварочных работ методом MMA – вручную электрической дугой, полученной от источника постоянного тока, с использованием штучных электродов, имеющих покрытие. Его, как и инвертор Ресанта САИ-220, для выполнения сварки можно подключать даже к обычной бытовой однофазной сети переменного напряжения 220 В. Условия возможности подобной эксплуатации те же, что и для модели САИ-220 – проводка электросети должна иметь достаточное сечение, а пробки либо автоматы ее защиты выбраны на соответствующий ток, чтобы обеспечить безопасное выполнение сварочных работ с требуемым качеством. Тогда, подключив САИ-190 даже в простую домашнюю розетку, с его помощью можно будет варить тонкий и не очень толстый металл.
Принцип работы 190-й модели Ресанты САИ такой же, как и у однотипных сварочных инверторов иных производителей. Поступающее в него переменное напряжение величиной 220 В и с частотой 50 Гц поэтапно преобразуется электрической схемой аппарата в постоянное со значениями, которые указаны ниже в характеристиках этой Ресанты. Сначала происходит преобразование в постоянное напряжение гораздо большей величины – 400 В. Его схема аппарата трансформирует в напряжение того же значения, но высокочастотное модулированное. Оно поступает на понижающий трансформатор инвертора. С вторичной обмотки последнего выходит все еще высокочастотное напряжение, но уже с величиной, соответствующей рабочей аппарата.
Затем происходит последнее преобразование. Высокочастотное напряжение, имеющее рабочий уровень, подается на силовой выпрямитель схемы аппарата, пройдя через который трансформируется в постоянное той же величины. Вот оно-то и поступает в сварочные кабели.

Регулирование величины сварочного тока осуществляется посредством широтно-импульсной модуляции напряжения, когда оно преобразовано в высокочастотное 400 В. Собственно, именно для управления рабочим током схемой аппарата и предусмотрено повышение частоты и уровня напряжения на определенном этапе его преобразования. Меры безопасности и правила использования САИ-190 такие же, как и при работе с Ресанта САИ-250.
Внешне САИ-190 представляет собой прочный компактный металлический корпус. Внутри его размещены все электронные платы и силовые элементы схемы, а также 2 вентилятора для их непрерывного принудительного воздушного охлаждения. На тыльной панели корпуса имеются штекер для подключения сетевого провода и выключатель питания, а на лицевой – выходы для подсоединения рабочих кабелей, ручка регулятора установки нужной величины сварочного тока и 2 индикатора: "сеть" и "перегрев".
Верх корпуса оснащен удобным наплечным ремнем с регулируемой длиной. Он обеспечивает удобную переноску сварочного аппарата. В тыльной и лицевой панелях корпуса также есть вентиляционные отверстия в виде решетки, заслонять либо закрывать которые чем-либо во время работы инвертора категорически запрещено. Иначе он будет перегреваться и из-за этого станет часто выключаться либо вовсе выйдет из строя.
2 Технические характеристики, эксплуатационные возможности и комплектность
Электрическая схема САИ-190, как и у других инверторов Ресанта, оснащена защитой от перегрева. Когда она срабатывает, аппарат перестает варить, хотя при этом горит индикация подключения к сети и продолжают работать вентиляторы принудительного обдува. Одновременно загорается индикатор "перегрев". Именно он свидетельствует, что причина остановки аппарата в срабатывании защиты. Согласно инструкции к инвертору в этом случае надо прекратить работу и сначала убедиться в отсутствие короткого замыкания сварочных (рабочих) кабелей. Затем, не выключая аппарат, надо дать ему остыть в течение не менее 5 минут. После этого работу можно продолжить.
Кроме того, электрическая схема аппарата при необходимости автоматически приводит в действие следующие функции:
- Hot start – горячий старт;
- Anti stick – антизалипание.
Первая улучшает процесс поджига дуги в самом начале работ, для чего обеспечивает кратковременное повышение сварочного тока до значения, превышающего требуемую номинальную величину. Функция "Hot start" значительно облегчает начало сварочного процесса и позволяет получать одинаково эстетичный, качественный и прочный шов на всем его протяжении.

Anti stick, напротив, автоматически снижает сварочный ток ниже требуемого. Делает это, как правило, тоже в начале работ. Ведь повышение тока при срабатывании Hot start порой приводит к залипанию сварочного электрода на обрабатываемом изделии. Именно в этом случае Anti stick понижает ток. Как только залипший электрод отрывается от изделия, эта функция автоматически отключается и аппарат сразу возобновляет функционирование по установленным сварщиком параметрам сварки. Anti stick нужна не только в начале работ, но и в процессе, особенно когда варят короткой дугой.
Обе эти опции значительно повышают качество сварки и облегчают сам рабочий процесс ее выполнения. Кроме того, они весьма ощутимо позволяют снизить требования к отсутствию либо наличию необходимых опыта и квалификации у сварщика, а также повышают КПД аппарата – способствуют экономии электроэнергии.
Технические характеристики САИ-190:
- диапазон допустимого рабочего напряжения в сети – от –30 % до +10 % от номинального в 220 В (154–242 В);
- напряжение на выходе инвертора:
- холостого хода (аппарат включен, но им не варят) – 80 В;
- во время работы (сварочной дуги) – 27 В;
Комплектность поставки: инверторный блок (сам аппарат); паспорт-инструкция на изделие; сетевой провод; 2 рабочих кабеля – длиной 2 м с держаком электродов и в 1,5 м с клеммой заземления.
3 Продолжительность нагружения в зависимости от года выпуска
Продолжительность нагружения (ПН) – длительность непрерывных сварочных работ по отношению к общему времени рабочего цикла использования аппарата – зависит от года выпуска, измеряется в процентах. Для инверторов САИ-190, произведенных в последние годы, она при максимальном (190 А) сварочном токе составляет 70 %. То есть варить надо с перерывами в 30 % от общего времени рабочего цикла, иначе будет срабатывать защита от перегрева. Так, если продолжительность непрерывной сварки составит 7 минут, то последующие 3 минуты аппарату надо дать остыть. Если установить сварочный ток 120 А или меньше, то ПН будет 100 %. Аппаратом можно варить всю рабочую смену без перерывов и у него не будет срабатывать защита от перегрева.
![Продолжительность нагружения в зависимости от года выпуска]()
Все инверторы 190-й модели Ресанта САИ, выпускавшиеся до 2011 г включительно, и их отдельные экземпляры, производимые некоторое время и после этого, имели совсем другую ПН: для 190 А – только 40 %, 150 А – 60 % и начиная со 120 А – 100 %. Поэтому, выбирая б/у аппарат, надо внимательнее относиться к этой его характеристике.
4 Достоинства и недостатки 190-й Ресанты САИ
Помимо преимуществ, вытекающих из технических характеристик и эксплуатационных возможностей, описанных выше, следует также отметить следующие. Электрическая схема аппарата разработана и собрана на базе современных высокотехнологичных и достаточно надежных IGBT транзисторов. САИ-190 обладает высокой производительностью, большим рабочим ресурсом, сравнительно низкой требовательностью к условиям эксплуатации и не нуждается в каком-либо особом техобслуживании. Также следует подчеркнуть, что аппарат:
- удобен и прост в работе даже для непрофессиональных сварщиков;
- обеспечивает плавное регулирование параметров сварки;
- может использоваться не только в бытовых целях и для кратковременных работ, но также на производстве и при значительных объемах сварки;
- качественный инвертор обеспечивает точную первоначальную установку всех параметров проведения сварочного процесса, а затем последующее их поддержание с высокой стабильностью при изменениях в питающей сети в диапазоне предусмотренных изготовителем колебаний;
- благодаря компактным размерам и малому весу аппарата сварщик может не только без затруднений доставить его к месту работ, но также свободно и легко перемещаться с ним по всей производственной площадке.
Из недостатков в первую очередь отмечают следующие. Сварочные (рабочие) кабели коротковаты и жестковаты. Это часто ограничивает "свободу действий" сварщика, вынуждая его периодически перемещать аппарат с места на место либо вовсе поднимать его на плечо, подвесив на ремне, и так с ним работать. Иначе не дотянуться до шва. Благо, что ремень удобный, а сам аппарат компактный и легкий. Поэтому такие манипуляции не сильно затрудняют работу. Но с другой стороны, они все-таки несколько замедляют рабочий процесс и делают его менее удобным.
![Достоинства и недостатки 190-й Ресанты САИ]()
Другой, отмечаемый как существенный, недостаток – при проведении работ на сильном холоде (начиная с –25 либо –30 C о ) неизменно замерзают вентиляторы. То есть останавливаются и прекращают обдувать, охлаждая тем самым внутреннюю начинку аппарата. У них замерзает смазка в подшипниках. Кроме того, при этой же температуре, случается, что лопается изоляция рабочих кабелей.
Последний недостаток, являющийся скорее исключением, чем правилом – не все аппараты Ресанта САИ обеспечивают установку заявленных производителем параметров и характеристик сварки и/или их стабильность при проведении работ либо колебаниях в сети. Что ж, этим страдают не только бюджетные изделия (к каковым относится этот аппарат) китайского производства, но и продукция более известных компаний с именем мирового масштаба и более длительной историей существования. Здесь выход только один.
Надо постараться как можно интенсивнее поэксплуатировать аппарат в период его гарантийного обслуживания, чтобы выявить все возможные дефекты и устранить их бесплатно либо настоять на замене инвертора или возврате Ресанты продавцу, а денег покупателю.
По заявлениям опытных пользователей инверторов этого бренда все поломки случаются уже в первую неделю их эксплуатации. А выяснить, соответствуют ли реальные характеристики заявленным, при желании можно уже при первой же сварке. Аппарат, показавший себя в первую неделю использования как качественное и надежное изделие, обычно потом выходит из строя, только если серьезно нарушить правила его эксплуатации.
Как правильно работать инвертором
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.
![Подключение инвертора]()
Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.
![Удлиннитель]()
Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.
![Генератор для инвертора]()
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.
![Сварочный кабель]()
Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
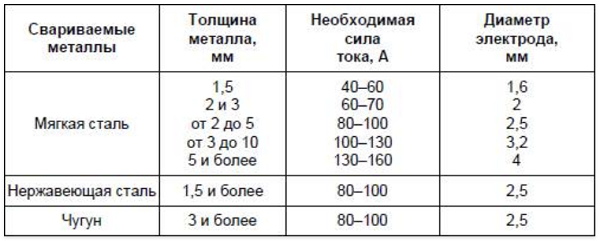
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
![Таблица]()
Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
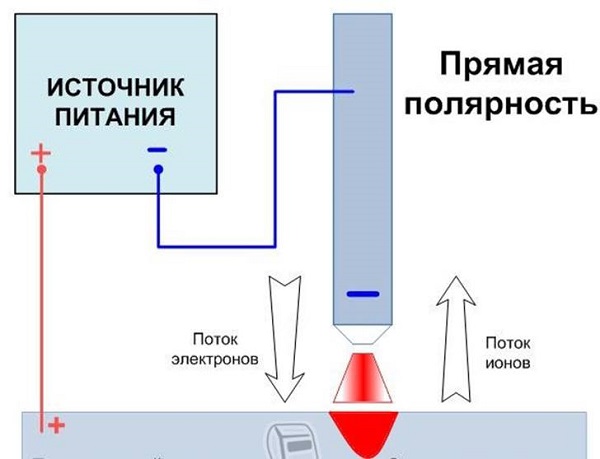
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
![Прямая полярность]()
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.
![Обратная полярность]()
При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
Что такое сварочная ванна
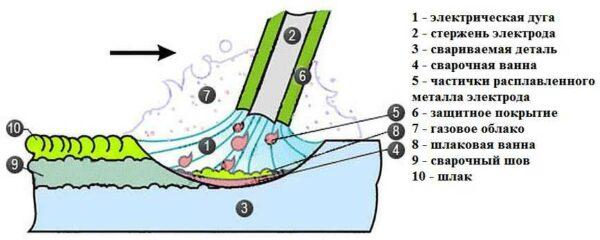
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
![сварочная ванна]()
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
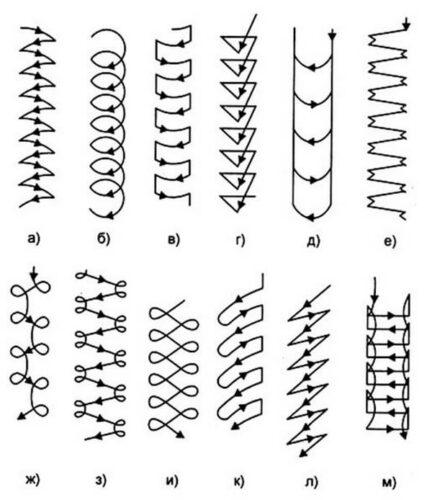
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
![движение электрода]()
Варианты перемещения электрода при сварке
Процесс сварки с использованием инвертора
Перед тем как приступать к сварочным работам, необходимо провести подготовку деталей. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого следует убрать с кромок пятна жира или краски с помощью растворителя.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать выполнить пробную сварку. Если валик получается размытым, то силу тока надо увеличить. Когда валик становится таким большим, что двигать электродержатель становится сложно, то ток уменьшается.
Если для сварки используются старые электроды, то перед началом работ их необходимо просушить. Они должны находиться в течение пары часов при температуре около 2000 градусов. Использовать для этого можно специальные печки.
Зажечь дугу можно следующими способами:
- с помощью метода, похожего на поджиг спичек;
- несколько раз постучать концом электрода по свариваемому металлу.
![розжиг сварочной дуги]()
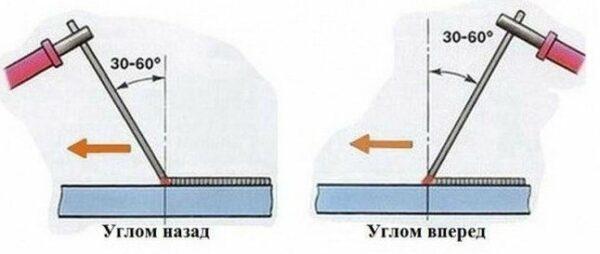
Тем, кто только начинает варить, можно сначала наметить линию на металле, а потом вести шов по ней. Только сделать ее надо хорошо видимой. После этого можно зажигать дугу и подводить электрод к началу предполагаемого шва. Здесь начинает плавиться металл и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо двигать по разметке шва. Делать это необходимо под определенным углом. Выделяют два отличия ведения шва под углом: вперёд или назад. Первый способ идеально подходит для тонких металлов, так как позволяет проводить сварку с самой низкой теплотой. Для толстых металлов применяется второй способ.
![сварка углом вперед и углом назад]()
Что такое дуговой промежуток
Дуговой промежуток известен так же, как длина дуги. Так называется зазор, который получается между свариваемым материалом и электродом. Опытные сварщики утверждают, что для получения качественного шва необходимо постоянно поддерживать данный промежуток на постоянном уровне. Существует три вида дуги.
- Короткая дуга. Дуговой промежуток в 1 мм, при котором металл нагревается в небольшой зоне. Благодаря этому сварной шов становится выпуклым. Из-за этого в месте соединения шва и изделия может образоваться дефект, известный как подрез. Он представляет собой неглубокую канавку, идущую вдоль самого шва. Подрез оказывает негативное влияние на качество и прочность шва.
- Длинная дуга. Является очень нестабильной и слабо защищённой от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате чего получается не слишком глубокий шов.
- Нормальная дуга. Если во время сварки обеспечивать нормальный зазор, то получается качественный, хорошо проваренный шов. Нормальным дуговым промежутком считается зазор в 2-3 мм.
![длина сварочной дуги]()
Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
Как работать инвертором САИ 190ПН от Ресанта?
Инвертор САИ 190ПН, построенный на транзисторах IGBT, позволяет изготавливать и ремонтировать трубопроводы, металлические изделия и разнообразные конструкции. Выпускается аппарат под брендом Ресанта.
1 Качественная сварка в любом месте – о достоинствах агрегата
САИ интересующей нас модели сможет использовать даже сварщик-новичок, который не получил высокой рабочей квалификации. Во-первых, аппарат располагает опциями антизалипания стержня, используемого при выполнении сварочных работ, и упрощения поджига дуги, что значительно облегчает процесс создания надежных соединений. Во-вторых, настройка сварочника производится в несколько простых шагов, которые может выполнить любой человек, прочитав инструкцию к агрегату Ресанта.
![Инвертор Ресанта САИ 190ПН для профессиональных сварочных мероприятий]()
Важным достоинством устройства является и то, что оно легко переносится с одного объекта на другой за счет наличия удобной ручки и небольших геометрических размеров (25х13х40 см). Масса полностью снаряженного аппарата (с кабелями и электродержателями, входящими в комплект поставки) составляет 8 кг. "Чистый" же его вес – всего 6,4 кг.
На данный момент 190ПН по праву считается одним из самых мобильных сварочников, который может использоваться для осуществления профессиональных сварочных мероприятий.
![Мобильный сварочник]()
Силовые клеммы (плюсовая и минусовая), регулятор тока и индикаторы (перегрева, подключения к сети) находятся на передней панели агрегата. Такая компоновка упрощает эксплуатацию САИ – сварщик может без проблем выбрать нужную ему величину тока для работы, вовремя заметить, что установка перегрелась. На задней панели разработчики поместили лишь кнопку "Сеть" и разъем для подключения 190ПН к бытовой сети электроснабжения (220-вольтное напряжение).
2 Главное об устройстве и технических возможностях сварочника
Работает сварочный аппарат по простой для пользователя схеме:
- при включении оборудование получает 400-ваттное напряжение посредством преобразования стандартного сетевого напряжения;
- после этого вырабатывается модулированное напряжение с высоким показателем частоты, которое агрегат выпрямляет до требуемых значений.
![Сварочный аппарат]()
![Модель для сварки от Ресанта]()
Агрегат работает при температурах воздуха от -10 до +40 °С с электродами диаметром не более 5 мм. Дуга имеет напряжение 27,6 В. При выборе электродов для электродуговой сварки обратите внимание на то, что рабочий ток уменьшается при снижении входного напряжения. Также отметим – оборудование отключается самостоятельно при перегреве. При этом на лицевой панели начинает светиться соответствующий индикатор.
3 Как работать инвертором 190ПН от Ресанта?
Первый шаг – присоединение (с обязательным учетом полярности выбранного стержня для сварки) двух кабелей к аппарату. Затем сварочник подключается к сети, регулятор тока ставится на минимальное значение, посредством выключателя производится запуск инверторного оборудования. Для пятимиллиметровых электродов сварочный ток должен иметь значение не менее 160 А. Если применяются стержни сечением 1,6 мм, достаточно тока в 25–50 А.
![Инверторное оборудование]()
После того, как сварочные работы будут закончены, регулятор тока ставится на минимум, выключатель "Сеть" переводится в нерабочее состояние и отсоединяется от электросети. Производитель рекомендует всегда отключать кабели, если аппарат не планируется использовать в течение ближайших 3–4 часов.
![Аппарат для сварочных работ]()
Инвертор 190ПН нельзя применять в далее указанных случаях:
- имеются повреждения кабелей;
- помещение для выполнения сварки характеризуется высоким уровнем влажности (80 % и более).
- рядом с местом проведения сварочных мероприятий выполняется резка металла электрическими пилами, сверление отверстий в металлоизделиях при помощи электродрелей (есть риск попадания стружки во внутренние узлы САИ).
Заметим, что сварочный агрегат не обеспечивает полной мощности работы при малом напряжении в сети.
Как варить сварочным инвертором – все по-настоящему просто!
Любому человеку достаточно узнать, как выбрать хороший инверторный сварочный аппарат, и как варить инвертором, чтобы никогда не иметь проблем в быту, связанных с необходимостью качественного соединения различных изделий из стали и металла.
1 Коротко об устройстве сварочного инвертора и его ключевых достоинствах
Инверторное оборудование завоевало настоящую любовь у домашних умельцев благодаря тому, что оно позволяет каждому выполнять сварочные работы своими собственными руками. Стандартный инвертор для сварки конструктивно включает в себя:
- электронный преобразователь частоты;
- систему управления;
- сетевой выпрямитель и фильтр;
- силовой выпрямитель;
- высокочастотный трансформатор.
![Фото высокочастотного трансформатора инвертора, russian.alibaba.com]()
Современное устройство такого оборудования обеспечивает отличный сварной шов, добиться которого несложно любому человеку. При этом инвертор представляет собой весьма компактный агрегат. Он не занимает много места. Да и вес оборудования находится в пределах 5–15 килограммов, что дает возможность использовать его в качестве мобильного сварочного устройства.
Достаточно научиться правильно пользоваться инвертором, и он станет вашим надежным помощником в домашних делах. Инструкция к инверторному оборудованию того или иного производителя обычно подробно описывает, как следует производить подключение сварочного инвертора, какие электроды выбирать для соединения изделий из легированных, углеродистых, высоколегированных сталей и из разных металлов.
![На фото - инверторное оборудование, al-shop.ru]()
Правда, бывает, что инструкция к аппарату не прилагается. Или же она имеется, но на иностранном языке. Понятно, что необходимо четко понять, как правильно варить такой "беспаспортной" установкой, иначе выполнение работ сварочным инвертором вместо удовлетворения от проделанных мероприятий принесет его владельцу одни неприятности. Об общих правилах использования сварочного инверторного оборудования мы и поговорим ниже.
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, нужно подготовить маску, защитную обувь и одежду. Без этого инвентаря варить сварочным агрегатом категорически запрещается. Также потребуется выбрать конкретные марки электродов для соединения деталей и конструкций, изготовленных из того или иного металла (о правилах выбора сварочных стержней мы расскажем далее). Не помешает и щетка со стальными щетинками, с помощью которой можно будет зачищать поверхности под сварку.
![Фото защитного инвентаря для работы сварочным агрегатом, 3g-svarka.ru]()
После этого необходимо выполнить правильное подключение сварочного аппарата. Так как описываемое оборудование имеет немалую мощность, следует заранее проанализировать возможности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, предназначенных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас проблем возникнуть не должно.
Важно лишь установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и прочих неприятностях с электрической сетью. Далее понадобится подготовить площадку, на которой будут выполняться сварочные работы. Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.
![На фото - сварочные работы, ckc56.ru]()
Удостоверившись в безопасности рабочего места, надеваем спецодежду и защитные приспособления, а затем:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Теперь с помощью аппарата можно варить разнообразные изделия.
3 Ключевые особенности применения инвертора
Для использования сварочного агрегата по назначению для начала нужно выполнить розжиг электрической дуги. Для этого подносим конец электрода под некоторым углом к стальной (металлической) поверхности и выполняем чиркающее легкое движение по ней. При удачном поджиге стержня появится небольшая вспышка, металл начнет плавиться. Вы можете начинать сварку.
Варить металл необходимо таким образом, чтобы во время процесса стержень находился от свариваемой поверхности на дистанции, примерно равной сечению выбранного электрода. Как правило, углеродистые стали и многие другие металлы соединяются на прямом по полярности токе. Впрочем, некоторые сплавы сваривают исключительно на токе обратной полярности. Не забывайте об этом. При выполнении запланированного мероприятия постоянно следите за качеством получаемого шва и проплавлением изделия.
![Фото выбора электродов для инвертора, moiinstrumenty.ru]()
Обратите внимание – сварочный ток на инверторе регулируется очень эффективно и при этом плавно. У вас не должно появиться проблем с его настройкой на требуемую величину. При малом показателе силы тока стык может получиться плохо проваренным. А вот если выбран чересчур высокий ток, есть вероятность прожигания поверхности. При использовании стержней для сварки малой толщины (до полутора миллиметров) можно без затруднений варить металл толщиной от одного до трех миллиметров.
Сила тока при выполнении такой работы обычно берется от 20 до 60 ампер. Если же применяются электроды большего сечения, появляется возможность сваривать металл толщиной 4–5 миллиметров. В этом случае требуется выбирать ток около 100 ампер. После того, как вы завершите сварочный процесс, выбейте (легкими ударами) окалину, образовавшуюся на полученном соединении, а затем зачистите шов щеткой.
![На фото - электроды большего сечения, rmnt.ru]()
Такое простое мероприятие обеспечит его привлекательный внешний вид. И не очень расстраивайтесь в тех случаях, если ваши первые шаги на поприще сварки будут неудачными. Поверьте, с выполнением каждой последующей сварочной процедуры у вас все будет получаться намного лучше. В этом деле практический опыт значит намного больше, нежели все советы по поводу того, как правильно пользоваться инверторным агрегатом.
4 Советы по выбору электродов для инвертора и самого сварочного аппарата
Качество работы инвертора в немалой степени зависит от типа и марки используемых электродов. Существует несколько общих рекомендаций по выбору сварочных стержней для инверторного аппарата. Так, средне- и низкоуглеродистые стали рекомендуется сваривать углеродистыми электродами (ОЗС-4, УОНИ 13/45, МР-3 и другие). А вот высокоуглеродистые стали лучше варить стержнями ЦЛ-11, которые выпускаются по Госстандарту 10052. Чугунные поверхности хорошо соединяются при использовании стержней ОЗЧ-2, нержавеющие – ЦЛ-11.
Если же предстоит сварка сталей с небольшим содержанием углерода, лучше всего запастись электродами серии "АНО", которые покрываются рутиловым либо ильменитовым составом (АНО-4 и АНО-6 соответственно).
![Фото электродов серии АНО, weldex.kiev.ua]()
Добавим, что специалисты при осуществлении сложных сварочных работ применяют электроды марки "УОНИ". А вот для сварки без нагрузок с критическими параметрами лучше использовать менее дорогие "АНО" и "МР-3". Именно они годятся практически для любых видов сварки, производимой дома или на дачном участке.
Для бытового использования рекомендуется приобретать инверторы со следующими характеристиками:
- интервал настройки сварочного тока – от 160 до 200 А (можно покупать аппараты и с меньшим показателем силы тока, если вы не планируете сваривать толстые металлические изделия либо конструкции из "экзотических" сплавов);
- напряжение холостого хода – до 90 В (на рынке есть агрегаты, у которых этот показатель равняется 50–60 В, именно их и советуют приобретать любителям профессиональные сварщики);
- продолжительность работы установки без перерыва – 40–80 % (чем больше данная величина, тем меньше "антрактов" нужно будет делать при сварке).
И еще одна важная рекомендация. Если ваша бытовая электросеть не отличается особой стабильностью, в ней периодически наблюдаются скачки напряжения, желательно приобретать инверторное оборудование, которое может функционировать от генератора, а также при пониженном (повышенном) напряжении. Указанные технические возможности инвертора обязательно указываются в его паспорте.
Сварочный инвертор Ресанта САИ 190
![]()
Модель нельзя отнести к разряду профессионального оборудования, хотя и бюджетной ее назвать сложно. Ресанта САИ 190 лучше всего подойдет любителям, которые планируют выполнить какую-то работу у себя на даче, или новичкам, желающим обучиться сварочному делу.
Устройство и функциональность
Сварочный аппарат Ресанта САИ 190 заключен в корпус прямоугольной формы, размеры которого составляют 350х140х250 мм. Он изготовлен из прочной качественной стали, а поверхность защищена лакокрасочным слоем. Благодаря большому плоскому основанию он устойчив на любой поверхности, в том числе и на уклонах. С двух сторон на корпусе предусмотрены прорези, которые служат для беспрепятственного проникновения воздуха. Кожух соответствует требованиям защиты класса IP21.
На задней крышке установлен включатель и вход для питающего кабеля, а спереди собрана панель управления. Она характеризуется простотой устройства и разобраться с функционалом сможет даже новичок. Здесь предусмотрен поворотный регулятор силы тока, индикатор сети и перегрева. Здесь же есть клеммы для подключения сварочных кабелей. В верхней части предусмотрены крепежи наплечного ремня.
Составные узлы и элементы расположены внутри корпуса. Основным элементом является трансформатор, преобразующий входной ток частотностью 50 Гц в постоянный. После этого ток снова преобразуется в переменный, но его частотность уже намного больше и составляет 20 кГц. Благодаря такой цепочке преобразований удается увеличить силу тока до 190 Ампер. Напряжение при этом составляет 85 В. Сам трансформатор имеет на поверхности ребра охлаждения, изготовленные из легкого сплава. Для лучшей циркуляции воздуха предусмотрены два вентилятора.
Надежность работы и полная безопасность эксплуатации обеспечивается встроенной системой защиты и предупреждения. Установлены температурные датчики, которые следят за повышением температуры и предупреждают пользователя в случае приближения опасного порога.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Принцип работы сварочного аппарата заключается в том, чтобы разжечь высокотемпературную дугу между поверхностью металла и электродом. В этой среде достигается высокая температура, которая заставляет металл плавиться. Расплав соединяемых кромок перемешивается, образуя прочную монолитную поверхность. «Бортовые» функции антизалипания и горячего старта обеспечиваются за счет автоматической регулировки силы рабочего тока.
Для быстрой активации дуги в момент приближения электрода к поверхности металла подается мощный электрический импульс. После загорания дуги ток резко снижается, исключая залипание электрода. Покрытие электрода горит и образует закрытую среду, не допуская контакта расплава с атмосферным кислородом и азотом. Это улучшает качество сварного соединения.
Характеристики сварочного инвертора Ресанта САИ 190
Для работы аппарата ручной дуговой сварки САИ 190 рекомендуется приобретать электроды диаметром до 5 мм. Максимальный сварочный ток составляет 190 ампер (паспортно-технические данные). Однако практикующие специалисты отмечают тот факт, что показатели завышены. Добиться на практике таких значений практически невозможно, и они несколько ниже.
Инвертор обладает небольшими габаритами и малым весом – не более 5 кг. Это удобно, если приходится часто транспортировать оборудование. К примеру, брать его с собой на дачу и забирать по возвращении домой. Широкий диапазон рабочих температур: от -10 до +40 градусов Цельсия, что очень практично для нашей климатической зоны.
Стоит отметить весьма скромную комплектацию сварочного инвертора. В сумму заложены сварочные и подающие питания кабели. Всю остальную оснастку придется докупать. С другой стороны, на оборудование предоставляется двухгодичная гарантия, что вселяет уверенность в его надежности.
Плюсы и минусы
Сварочный аппарат Ресанта САИ 190 наделен многими достоинствами, одно из которых заметно с первых шагов: простота подключения. Достаточно просто вставить вилку в розетку бытовой сети энергоснабжения, чтобы иметь возможность начать работу. Важно, чтобы напряжение в сети не сильно варьировалось, а его минимальное значение не опускалось ниже 200 вольт.
Вторым несомненным плюсом является тот факт, что «начинка» выполнена на основе транзисторов IGBT. Именно благодаря этому аппарат получился компактным, легким и с внушительным дополнительным функционалом.
Теперь подробнее о его основных возможностях. Аппарат надежно защищен от перегрева. В его активе встроенная функция «anti stick», больше известная среди пользователей как «антизалипание». Не менее популярна и другая особенность «hot start» – быстрый старт, позволяющая практически моментально разжечь сварочную дугу. Наличие этих двух функций в значительной степени упрощает выполнение сварочных работ.
Для того, чтобы начать работать с инвертором, не обязательно изучать теоретическую часть электротехники. Все регуляторы и кнопки управления собраны на передней панели, понятны на интуитивном уровне и подписаны. Большой шрифт подписей виден даже с большого расстояния, сто удобно на первых порах для ознакомления с панелью управления.
Полный перечень достоинств:
- Модель работает от сети бытового электроснабжения и проста в подключении.
- Инверторная система подразумевает применение небольших трансформаторов. В сочетании с IGBT-транзисторами это обеспечивает небольшой вес и скромные габариты аппарата.
- Есть встроенная индикация предупреждения о перегреве. Это делает работу более комфортной и безопасной.
- Функции антизалипания и горячего старта упрощают использование установки.
- Продолжительность включения составляет 70%.
- Прочный корпус надежно защищает внутреннюю часть от повреждений.
- Широкий диапазон регулирования мощности и возможность преобразования высокочастотного тока.
- Допускается применение электродов переменного и постоянного тока.
- Не требуется предварительная подготовка специалиста. Достаточно небольшой практики и начальных знаний о сварочных работах.
Второй важный минус заложен в технических характеристиках. За такую же стоимость многие другие китайские производители предлагают оборудование с куда более внушительными параметрами. Здесь же покупателям приходится приплачивать за бренд и сервис. Функционала оборудования со временем перестает хватать и для выполнения более сложных задач придется покупать другой инвертор.
Подготовка к работе и меры безопасности
Конструктивно инверторный сварочный аппарат Ресанта 190 не является сложным устройством. Подготовить его к эксплуатации может практически любой человек. Важно изначально обеспечить элементарные меры безопасности и учесть некоторые моменты. Это необходимо для предотвращения возможности поражения электрическим током, а также исключения ряда других неприятных ситуаций.
Заземляется оборудование через шнур электропитания. Поэтому необходимо использовать розетки соответствующей конфигурации, соединенные с контуром заземления. Питающий шнур подключается к сети электроснабжения после того, как были подключены силовые сварочные кабели. Включается тумблер «сеть», а регулятор силы тока переведен в наименьшее положение. После выполнения работ устройство отключается в обратном порядке.
Выполнение сварочных работ в закрытом помещении требует дополнительной подготовки. Необходимо позаботиться о проветривании внутреннего пространства. В обязательном порядке следует избавиться от легковоспламеняющихся материалов и жидкостей. Приступать к работе можно только в средствах индивидуальной защиты: маска, перчатки, головной убор, костюм из огнестойкого материала, прочная закрытая обувь.
Как пользоваться сварочным аппаратом Ресанта 190
Перед тем, как приступить к работе, следует внимательно ознакомиться с требованиями безопасности. Порядок выполнения работ:
- зачищается поверхность свариваемых деталей. На расстоянии 1-2 см от сварочного шва материал должен быть очищен от краски, масла, пыли и прочих загрязнений;
- удерживая сварочную маску перед лицом, необходимо поджечь дугу. Наиболее эффективным считается метод «чиркания» – по принципу поджига обыкновенной спички;
- после активации сварочной дуги, нужно ее удерживать. Для этого необходимо придерживаться расстояния от электрода до поверхности металла, которое равняется расходника. Угол наклона по вертикали желательно выдерживать в диапазоне 20-30 градусов;
- по завершению формирования сварочного шва электрод следует отвести немного назад, а потом резко вернуть в начальное положение, чтобы ванночка наполнилась расплавом;
- шлак очищается при помощи специального сварочного молоточка или жесткой металлической щетки;
- заменять электрод и двигать свариваемые элементы безопаснее с использованием диэлектрических плоскогубцев;
- при смене электрода нужно выключать сварочный аппарат, предварительно снизив силу тока до минимального значения.
В целях безопасности запрещается:
- эксплуатировать оборудование в помещении с высокой влажностью или на открытой площадке во время дождя;
- применять абразивные и режущие средства металлообработки в непосредственной близости к инвертеру. Это приведет к попаданию мелких металлических частиц внутрь, что в конечном итоге приведет к выходу оборудования из строя;
- работать, если повреждена изоляция на питающем или сварочном кабеле;
- включать аппарат принесенный из холода в теплое помещение. Нужно дать оборудованию постепенно нагреться (адаптироваться), чтобы избежать образования конденсата.
Схемы и неисправности
Далее прикреплено несколько схем, которые помогут специалистам разобраться с принципами устройства и работы оборудования.
Иногда случаются неисправности, которые пользователь может устранить самостоятельно. Это, как правило, мелкие дефекты, для исправления которых не требуются специальные знания или навыки. Серьезные поломки вынуждают владельцев обращаться в сервисные центры или специализированные ремонтные мастерские. Итак, теперь детальнее:
- Перегрев оборудования или неисправности блока питания. В этом случае нужно прибегнуть к помощи специалистов и обратиться в мастерскую.
- Не отсвечивает индикатор сети. Прежде всего, необходимо проверить, включена ли вилка в розетку и положение тумблера на панели управления. Если здесь все в порядке, то к решению нужно подключить электрика.
- Оборудование не работает на полную мощность. Причиной такого может быть влажная поверхность электрода или слишком маленькое напряжение в сети электроснабжения.
- Отсвечивает индикатор перегрева. Нужно снять корпус и проверить засоренность системы охлаждения, при необходимости очистить. Если манипуляции не помогли улучшить ситуацию, следует обратиться в мастерскую.
- Отключение вентилятора при отсутствии сигнала перегрева. Обратиться в сервисный центр.
- Долго мигают индикаторы при первом включении. Работа в режиме аргоновой сварки характеризуется нестабильностью дуги. Аппарат нуждается в ремонте с привлечением специалистов.
- Инвертор перестает работать, издавая громкий щелчок. Причиной может стать подгоревший контакт или проводка. Требуется проверка регулируемых накладок и реле.
- При включении пробивает массу. Свидетельствует о нарушении изоляции проводки. Нужно внимательно ее проверить.
- На лицевой панели мигают два диода, а вентилятор синхронно с ними включается-выключается. Такое поведение узлов оборудования свидетельствует об неисправностях системы охлаждения. Скорее всего вышла из строя управляющая микросхема. В случаях, когда питание кулера прерывает реле, то его следует сменить на новое.
- Индикаторы мигают, реле срабатывает, а вентилятор включается. Через одну секунду все выключается и процесс повторяется заново. Необходимо проверить сопротивление R43 (обозначено на схеме – 51Ом, 12В), диод D14 и выходные транзисторы.
- Слишком легко прокручивается ручка регулировки силы тока. Со временем крепление ослабляется и разбалтывается. Нужно проверить и заменить изношенную часть.
- Вентилятор разрушился. Материал, из которого он изготовлен, очень хрупкий. Попадание постороннего предмета или ветки неизбежно приводит к разрушениям. Деталь необходимо заменить.
- Трескается оплетка на проводе при работе на морозе. Не всякая проводка предназначена для работы в условиях отрицательной температуры. Нужно прекратить работу или приобрести соответствующий кабель.
Вместо заключения
Сварочный аппарат САИ 190 подойдет начинающим пользователям или в качестве оборудования для обучения студентов. Это неплохой выбор для домашнего использования, если подразумевается нерегулярная эксплуатация. Профессионалам или для заработка этот аппарат не подойдет из-за ограниченных технических возможностей.
Читайте также: