Как подключить сварочный инвертор к полуавтомату
Обновлено: 16.05.2024
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
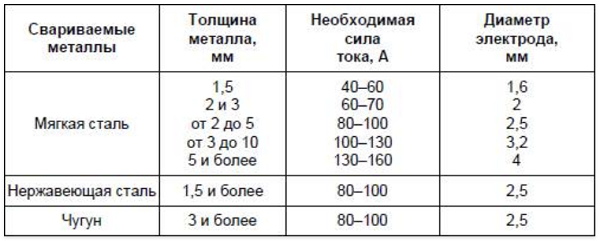
Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
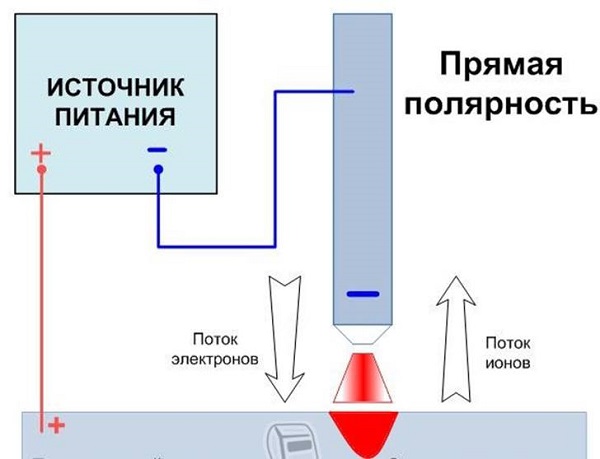
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
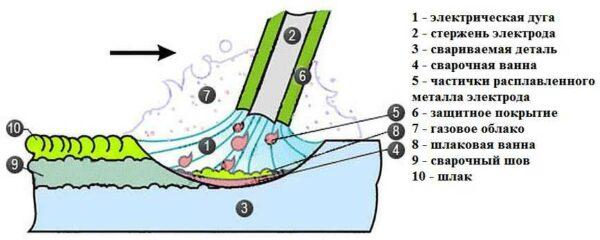
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
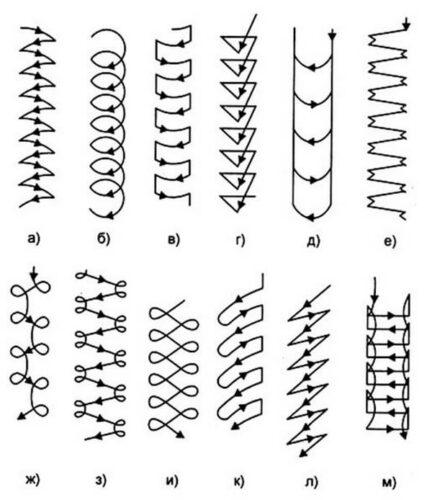
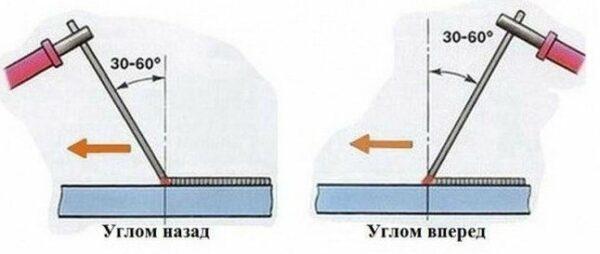
Варианты перемещения электрода при сварке
Процесс сварки с использованием инвертора
Перед тем как приступать к сварочным работам, необходимо провести подготовку деталей. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого следует убрать с кромок пятна жира или краски с помощью растворителя.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать выполнить пробную сварку. Если валик получается размытым, то силу тока надо увеличить. Когда валик становится таким большим, что двигать электродержатель становится сложно, то ток уменьшается.
Если для сварки используются старые электроды, то перед началом работ их необходимо просушить. Они должны находиться в течение пары часов при температуре около 2000 градусов. Использовать для этого можно специальные печки.
Зажечь дугу можно следующими способами:
- с помощью метода, похожего на поджиг спичек;
- несколько раз постучать концом электрода по свариваемому металлу.

Тем, кто только начинает варить, можно сначала наметить линию на металле, а потом вести шов по ней. Только сделать ее надо хорошо видимой. После этого можно зажигать дугу и подводить электрод к началу предполагаемого шва. Здесь начинает плавиться металл и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо двигать по разметке шва. Делать это необходимо под определенным углом. Выделяют два отличия ведения шва под углом: вперёд или назад. Первый способ идеально подходит для тонких металлов, так как позволяет проводить сварку с самой низкой теплотой. Для толстых металлов применяется второй способ.
Что такое дуговой промежуток
Дуговой промежуток известен так же, как длина дуги. Так называется зазор, который получается между свариваемым материалом и электродом. Опытные сварщики утверждают, что для получения качественного шва необходимо постоянно поддерживать данный промежуток на постоянном уровне. Существует три вида дуги.
- Короткая дуга. Дуговой промежуток в 1 мм, при котором металл нагревается в небольшой зоне. Благодаря этому сварной шов становится выпуклым. Из-за этого в месте соединения шва и изделия может образоваться дефект, известный как подрез. Он представляет собой неглубокую канавку, идущую вдоль самого шва. Подрез оказывает негативное влияние на качество и прочность шва.
- Длинная дуга. Является очень нестабильной и слабо защищённой от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате чего получается не слишком глубокий шов.
- Нормальная дуга. Если во время сварки обеспечивать нормальный зазор, то получается качественный, хорошо проваренный шов. Нормальным дуговым промежутком считается зазор в 2-3 мм.

Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
Как сделать полуавтомат для сварки?

Оборудование
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.

Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
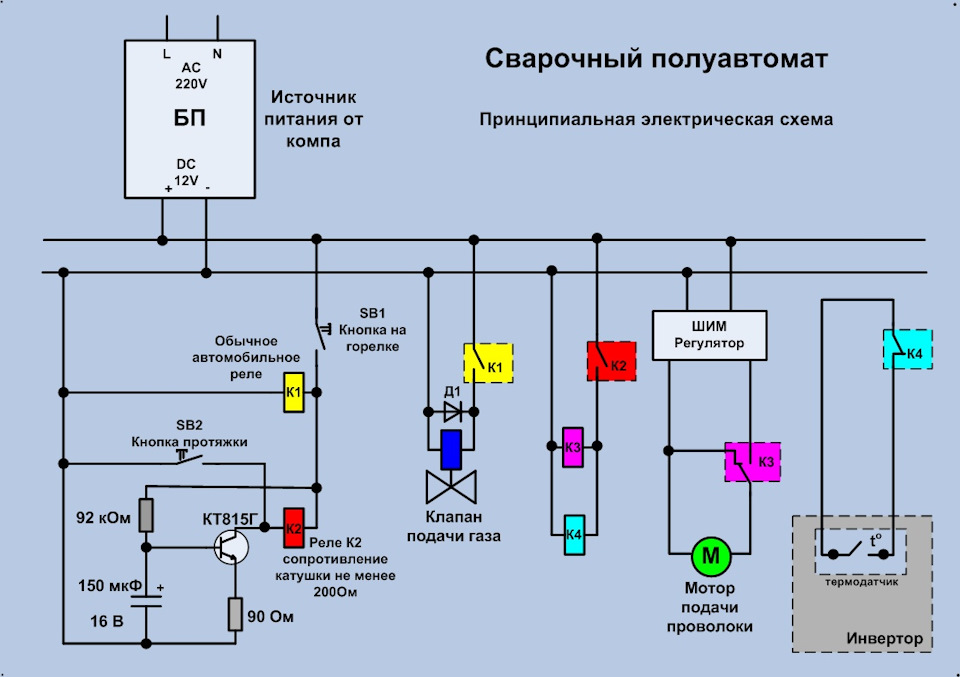
Схема полуавтомата

Схема электрическая и устройство полуавтомата.
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.

Схема горелки полуавтомата.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.

Устройство подачи проволоки.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.

Принципиальная схема сварочного полуавтомата.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
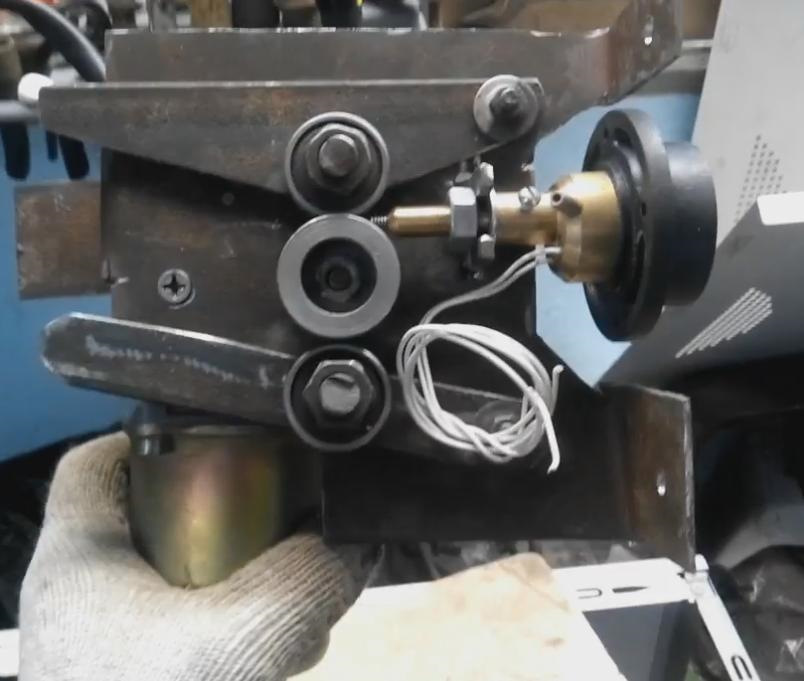
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.

Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
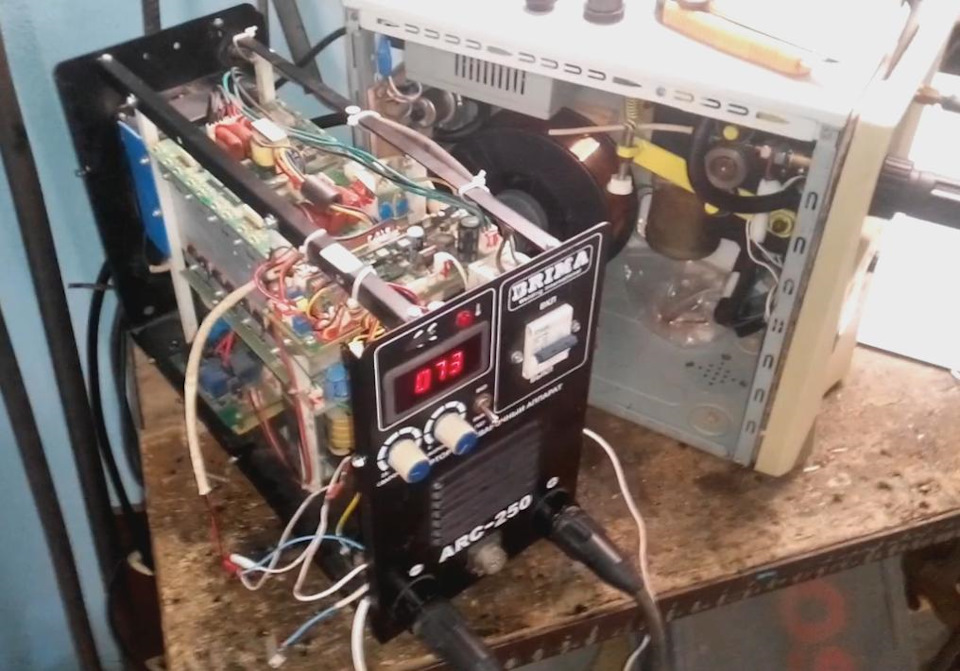
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

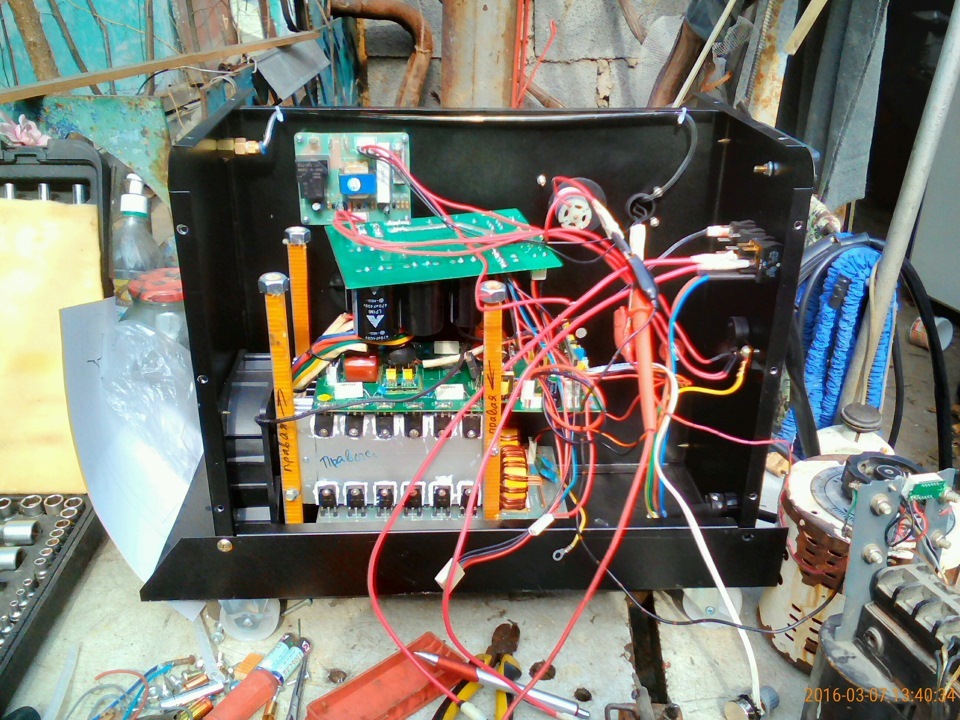
3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
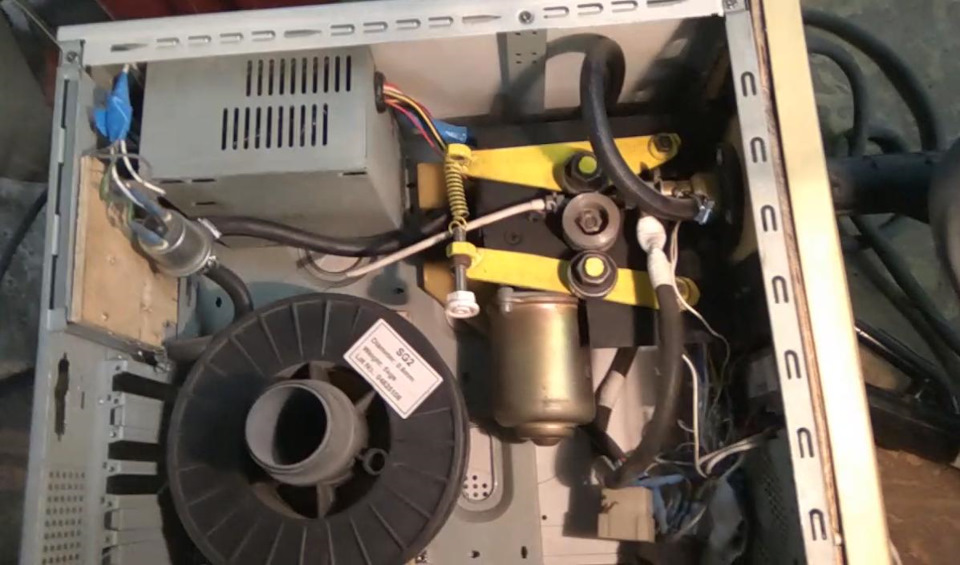


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Инвертор в полуавтомат! (продолжение)
P.S.: Коша, прости, но я всё таки поставил ТКС101 на 100А =)) ну нравиться мне "топорный" щелчок при подаче тока)) Это как "Камера-мотор" для оператора))))
Продолжение следует, ждём зарплату, баллон, редуктор и "правильную" проволоку ;-)















Комментарии 21
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

ндаа, завидное упрямство))
ну такто, как этот твой любимый контактор кончится, дозреешь наконец до замыкания на землю 8 контакта SG3525.
В остальном поздравляю)
ну может конечно и заморочусь по серьёзному, но не сейчас, а после покупки баллона и редуктора)))
Швы у нас получаются похожими — неровно, но видно что провар есть.
Кстати у меня получается рыжий ореол вокруг шва, почему?
Да вот ХЗ если честно((( у меня в жизни это вторая попытка сварки ПолуАвтоматом))))) то есть я допускаю "кривые" швы просто хотя бы потому что рука "плавает" с непривычки, хотя фиг его знает, может проволока "волнуется" или подаётся неровно… Ты же тоже "без газа" варил?
нее, с газом! на фото баллон есть-же.
Кстати интересно то, что сначала газ пускал через шланг ранее используемый с тепловой пушкой (под пропан).
Так этот шланг пропаном провонянялся какбудто наскозь и варило с ним както хуже чем потом уже с другим, новым шлангом. Но рыжий ореол всёравно остался. Яндекс ответа не даёт(
Да может это вообще проволока виновата, может сама деталь… ХЗ, короче)))
кстати — "коммутируемая цепь — номинальное напряжение — 27 вольт"
Карл, всего 27! Понимаешь?
У тебя там более 50
Херня!))) Думаешь его прошьёт?
проведи такой эксперемент — отпусти курок, тоесть разомкни контактор с залипшей проволокой))
Ну тут и ежу понятно))) люблю грозу в начале мая…
его задача обесточить и всё)))
кстати, ты цены видел? ни себе струя)))))
я так думаю у тебя там дуга загорится и будет приспоконенько гореть, ну так, примерно до полного выгорания контактов — у этих аппаратов что у тебя взят за основу довольно неплохой запас ХХ))
возможно, или до полного отрывания проволоки))))
Читайте также: