Как подключить сварочный выпрямитель
Обновлено: 17.05.2024

Оборудование
Сварочный выпрямитель представляет собой специальный агрегат, преобразующий электрический ток от сети в рабочее напряжение высокого уровня для проведения сварных работ высокого качества.
Использование такого оборудования облегчает работу сварщика, так как позволяет выполнять более качественные и долговечные соединения металлических поверхностей при экономии расходного материала. Рассмотрим, как устроен и работает выпрямитель для дуговой сварки.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
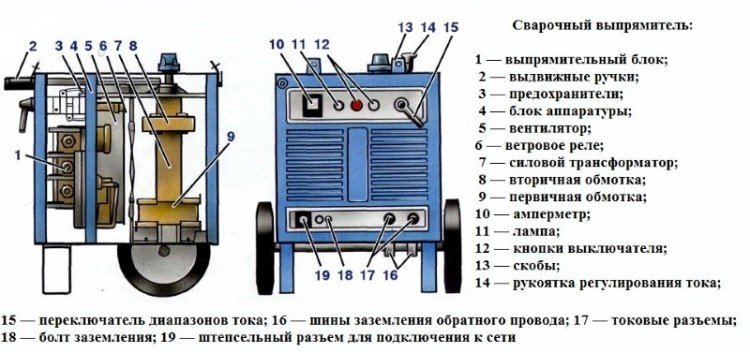
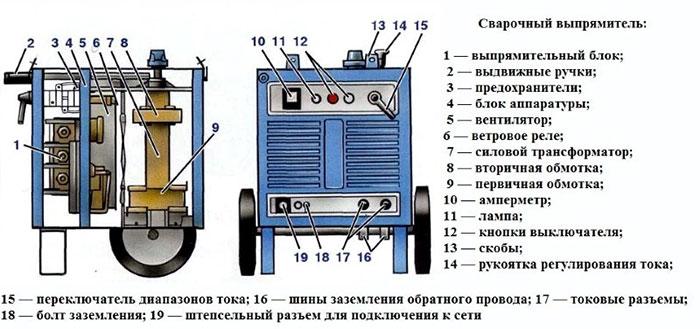
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Измерительные приборы в системе позволяют контролировать характеристики тока, а сигнализатор температуры сообщит о перегреве. Выставить актуальную в работе силу тока можно с помощью специальных регуляторов. Если же показатели V превышаются, сработает защитный блок, и сварка остановится.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.

Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V.
Обслуживание и ремонт
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
Наиболее часто встречаемые поломки сварных выпрямителей – перегрев конструкции и чрезмерный гул при работе аппарата.

Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.
Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Заключение
Сварочные выпрямители выделяются на фоне иного оборудования, применяемого с целью выполнения электродуговой сварки. Они способны повысить силу тока до необходимого для плавления кромок металлов значения и преобразовывать переменную частоту напряжения до постоянного значения.
В итоге, швы лучше шлифуются, поэтому получаются гораздо более качественными.
Как пользоваться сварочным выпрямителем и что это такое

Сварочные аппараты
Сварочный выпрямитель является усовершенствованным вариантом трансформатора. Он не только вырабатывает ток с нужными напряжением и силой, но и стабилизируют его частоту.
Этим он отличается от агрегатов с переменными преобразователями. Дополнительно прибор снабжают конденсаторами и фильтрами, превращающими импульсы в равномерный электроток.

Общая информация об устройстве и его назначении
Сварщик знает, что такое сварочный выпрямитель: устройство имеет вид преобразовательного блока с регулировкой напряжения и силы тока. На выходе выпрямителя находятся 2 провода с отрицательной и положительной клеммами.
При подсоединении одной из них к электроду, а другой – к обрабатываемой детали возбуждается мощная электрическая дуга, расплавляющая металл.
Оборудование классифицируют по сложности конструкции, наличию дополнительных функций.
Однако принцип сборки всех устройств одинаков: трансформатор, выдающий нужное напряжение, включают в цепь вместе с полупроводниками, пропускающими положительный компонент синусоиды тока.
Под какие виды сварки используется
Выпрямитель для сварочного аппарата применяется при следующих технологических процессах:
- Электродуговой метод с использованием электродов, обработанных различными составами. За счет применения таких стержней поддерживается устойчивая дуга. Это помогает получить однородный прочный шов.
- Сварка крупных металлических деталей. Регулировка параметров тока позволяет выполнять работы с заготовками толщиной до 5 см. Вместе с этим аппарат используется и для соединения тонкостенных деталей. Установкой выпрямителя объясняется расширение области применения сварочных агрегатов.
- Расплавление кромок обрабатываемых деталей или сердцевины используемого электрода.
- Сварка с применением присадочной проволоки. Выпрямители незаменимы при работе с неплавкими электродами, покрытыми вольфрамом.
- Соединение деталей из нержавеющей, низкоуглеродистой стали, чугуна, сложно свариваемых сплавов.
- Резка металлических заготовок. Для этого повышают силу тока, благодаря чему дуга начинает прожигать материал.
Подходящие электроды
Для сварки с выпрямителем могут использоваться стержни любых марок:
Виды и классификация сварочных выпрямителей
На основании строения выделяют следующие типы устройств, включающие:
- регулирующий трансформатор;
- дроссель – индукционный компонент, сглаживающий резкие перепады напряжения;
- тиристоры, понижающие или повышающие вольт-амперные параметры;
- транзисторы – компоненты, подавляющие скачки импульсов;
- инверторы – преобразователи, повышающие частоту, регулирующие силу тока.
Классификация приборов по возможности параметров функционирования имеет следующие разновидности:
- 3-фазные для ручной дуговой сварки. Создаются на основе габаритных моделей трансформаторов. Коэффициент полезного действия агрегатов этого типа достаточно низок. Функциональность устройств ограничивается магнитным или металлическим шунтом, создающим дополнительное сопротивление.
- Полуавтоматы и автоматы. Для изменения характеристик силового потока используется магнитное поле. Реостатная обмотка дает возможность уменьшения или увеличения количества витков. На этом основывается вольт-амперная регулировка. Для изменения параметров импульсов предусмотрен осциллограф. На первом этапе ток выпрямляется, на втором – приобретает высокую переменную частоту.
- 3-фазные дроссельные приборы для аргонодуговой сварки. Они снабжены вспомогательным сердечником с обмоткой, выполняющим функции накопителя заряда, передаваемого выпрямляющему конденсатору.
Устройство и принципиальная схема выпрямителя
Электрическая цепь прибора включает следующие компоненты:
- Силовой трансформатор. По принципу действия он схож с преобразователем, работающим с переменными параметрами.
- Выпрямительный узел с полупроводниками. Для превращения переменного тока в постоянный в схему включают кремниевые диоды (неуправляемые переключатели), тиристоры (регулируемые вентили).
- Пусковой блок. Устройство автоматически отключает сварочный агрегат при выходе выпрямителя из строя.
- Панель управления. Включает средства регулировки параметров, измерительные приборы.
- Блок защиты от токовых перегрузок. Препятствует выходу аппарата из строя по причине перегрева. Подобные ситуации часто возникают из-за несоблюдения сварщиком технологии работ.
- Охлаждающая система. Схема этого блока содержит вентилятор и несколько радиаторов. Для поддержания нормальной температуры в корпусе выпрямителя после включения агрегата охлаждающая система периодически запускается на некоторое время.
Рекомендуется включать в электрическую цепь трехфазный выпрямитель, снабженный соответствующим трансформатором. В таком случае скачки напряжения будут менее выраженными, это повысит коэффициент полезного действия сварочного оборудования, улучшит качество шва.
Как работает
Принцип функционирования выпрямителя таков:
- Электричество попадает на первичную обмотку понижающего трансформатора.
- Электромагнитная индукция увеличивает силу тока. Наибольшее значение напряжения холостого хода в современных выпрямителях составляет 48 В.
- Напряжение переходит на диоды. Полупроводники пропускают электричество только в одном направлении. Диоды поддерживают постоянное напряжение, устраняя колебания. Во время работы сварочного аппарата элементы сильно нагреваются, поэтому их периодически охлаждают вентиляторы. При критическом повышении температуры срабатывает термодатчик, аппарат отключается.
- Специальные приборы контролируют напряжение. При его повышении активируется автомат, принцип работы которого заключается в прекращении подачи питания на трансформатор.
Напряжение, необходимое для сварки металла, устанавливают с помощью регулятора.

Регулировка тока
Параметры работы выпрямителя регулируются электрическим или электромеханическим способом. Во втором случае операцию выполняют элементы, расположенные до основного блока. На вентили подается переменный ток, имеющий требующиеся для сварки характеристики. Электрическая регулировка возможна при наличии тиристоров.
Подключение балластника
Балластный реостат, включенный в электрическую цепь, позволяет сварщику настраивать аппарат в соответствии с выбранной технологией.
Принцип действия основывается на изменении сопротивления.
Чем оно выше, тем ниже сила тока. Балластный реостат представляет собой пружину, характер ее работы зависит от размера витка, общей длины детали, материала изготовления. Элемент подсоединяют к контакту регулятора, движением которого меняют сопротивление.

Сфера применения
Положительные качества сварки с постоянным током позволяют применять ее при обработке следующих материалов:
- коррозионно-устойчивых, легированных и термостойких сталей;
- титана;
- сплавов никеля и меди;
- чугуна.
Сварочные выпрямители широко применяются во всех отраслях промышленности, на производственных и строительных площадках, в домашних мастерских.
Отличительные особенности
От сварки с переменным током процесс, протекающий с постоянным параметрами, отличается:
- стабильностью горения дуги (особенность обеспечивается отсутствием нулевых показателей электричества);
- увеличенной глубиной провара соединения;
- меньшим количеством образующихся брызг;
- повышенной прочностью, снижением количества дефектов шва.
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.
Сложность обслуживания
Перед началом работы купленный преобразователь продувают. Для этого используют бытовой фен, устанавливая среднюю мощность. Нельзя оставлять внутри корпуса скопившиеся влагу и пыль. Они негативно влияют на функционирование медной обмотки трансформатора. Продувку проводят каждые 3 месяца.
После длительного бездействия прокачивают полупроводники агрегата. Выпрямитель включают, давая ему функционировать в нескольких режимах. Начинают с минимальных параметров.
После 2-часовой прокачки прибор будет работать стабильно. В процессе сварки следят за состоянием основных узлов аппарата. Трансформатор не должен перегреваться.
Частые неисправности и их исправление
В процессе эксплуатации оборудования возникают такие поломки:
- Отказ прибора от запуска после подключения к сети. Неисправность связана с повреждением питающего кабеля, смещением клемм в вилке. Необходимо проверить и заменить данные детали. Реже проблема возникает из-за отсутствия напряжения в сети, выходе одного из узлов аппарата из строя, физическом износе полупроводников. В 2 последних случаях обращаются в сервисный центр.
- Залипание электрода, появление посторонних звуков. В таком случае проверяют исправность конденсаторов и полупроводников, замеряют напряжение в электросети, осматривают обмотку дросселя.
- Периодическое отключение преобразователя в процессе сварки. Связано с повреждением компонентов охлаждающей системы, порывом обмотки трансформатора. В последнем случае необходимо накрутить на сердечник новую жилу.
- Ухудшение параметров работы устройства. Замеряют температуру корпуса, проверяют исправность вентилятора, делают перерыв, помогающий прибору остывать.
- Колебание напряжения холостого хода. В этом случае проверяют регулировочную ручку, предохранители, клеммы блока запуска.
Как сделать самому
Человек, разбирающийся в электротехнике, может собрать сварочный выпрямитель своими руками. На первом этапе составляют чертеж, отображающий все элементы системы.
При выборе деталей учитывают толщину электродов, с которым будет работать аппарат. Так, для функционирования совместно со стрежнями диаметром 3 мм агрегат должен выдавать силу тока в 150 А.
Основными компонентами электрической схемы являются:
- Трансформатор. Рекомендуется выбирать готовые устройства. Однако при необходимости блок можно собрать самостоятельно.
- Выпрямительный блок. Сюда подается напряжение с вторичной обмотки. Для обустройства узла применяют конденсаторы, диоды, дроссель. Блок собирают по мостовой схеме. Проходящее по диодам электричество является пульсирующим. Оно не подходит для сварки, поэтому в схему вводят конденсаторы, сглаживающие колебания. Дроссель делает ток стабильным, он задерживает переменную составляющую, пропуская постоянную. Элемент собирают из железного сердечника и медной проволоки с изоляцией. Между компонентами дросселя оставляют зазор.
- Радиаторы охлаждения. Они отводят тепло, выделяемое диодами. Их устанавливают в комплекте с вентиляторами.
- Основание агрегата. Все узлы размещают на прочной текстолитовой пластине. Между компонентами схемы должно оставаться расстояние, обеспечивающее циркуляцию воздуха.
Для изготовления сварочного выпрямителя используют конденсаторы, выдерживающие высокое напряжение. Применяемые в радиотехнике детали для этого не подойдут.
Лучшие бренды
Наиболее популярными считаются следующие модели устройств:
- Выпрямитель LINEAR 410 /S от Telwin. Мощность прибора достигает 15 кВт, максимальная сила тока – 350 А.
- Модель Combi 4.135 Turbo от Blueweld.
- MIGSTAR-160 от BRIMA. Устройство применяется в промышленных и в бытовых условиях.
Нужный аппарат выбирают с учетом назначения и требуемых для качественной работы параметров.
Как подключить сварочный аппарат на 380 вольт

Сварка – ответственный и потенциально опасный процесс, при выполнении которого нужно учитывать множество факторов, соблюдать технологию и правила безопасности. Неправильное подключение сварочного аппарата 380 Вт – причина резких скачков напряжения, что приводит к выходу из строя бытовых приборов, «прилипанию» электрода и несчастным случаям.
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Положение электрода при сварке.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.

В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.
После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Требования к проводке и розеткам

Таблица требуемых технических характеристик для сварочного аппарата
По принципу действия сварочный аппарат – это преобразователь тока в сварочную дугу. Диапазон рабочего тока (мощность оборудования) – основная характеристика прибора, определяющая его технические параметры. Она должна соответствовать возможностям электросети здания. Чтобы это определить, напряжение в сети умножают на предельно допустимое значение тока (указывается на автомате вводного щитка). Сравнивают полученное значение с данными в техпаспорте оборудования.
От бытовой розетки на 220 В можно запитать только инверторный прибор, который является более совершенным аппаратом со многими настройками и параметрами безопасности. При этом она должна быть со встроенным тугоплавким предохранителем или автовыключателем. В старых домах проводка рассчитана на максимальный ток 10 А, а при пуске прибора происходит скачок до 40 А – в таких зданиях нужно присоединяться к щитку.
Трансформаторный прибор, который предназначен для работы от 380 В, подключают только через электрощиток. При «слабой» проводке рекомендуется использовать бензогенератор.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.
Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:

Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Использование удлинителей
Максимальная длина шнура аппарата — не более 2,5 м, для проведения крупных работ её не хватает. В таком случае для подключения сварочного агрегата разрешено применение удлинителя. При его выборе нужно соблюдать следующие требования:

Схемы подключения сварочных аппаратов
- сечение провода должно соответствовать правилу: 1 кв. мм на каждые 8 А;
- общая длина питающего провода – не более 10 м.
Во время работы кабель должен быть полностью развёрнут, что предотвратит его перегревание и образование индуктивного сопротивления. Нужно избегать промежуточных соединений – через них происходят большие потери тока. Категорически исключено применение повреждённых проводов.
Соблюдение требований и стандартов при подсоединении гарантирует последующее безопасное и эффективное использование оборудования.
Видео по теме: Как из 380 получается 220 и куда подключать заземление
Подключение

В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
По мере приобретения навыков можно осваивать новые возможности устройства, что, несомненно, окажется очень полезным для хозяина. В отличие от однофазного аппарата он не будет просаживать напряжение во время работы, распределяя нагрузку по всем фазам, и соответственно не будет жалоб от соседей.
Сварочный выпрямитель
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.

Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.

Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.

Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Читайте также: