Как получают падающую внешнюю характеристику на каждом сварочном посту при питании от многопостового
Обновлено: 21.05.2024
В некоторых отраслях промышленности, в частности в машиностроении, судостроении, возникает необходимость размещения большого количества сварочных постов на ограниченной производственной- площади, что резко снижает производительность сварочных работ, увеличивает загрузку подъемно-транспортного оборудования и повышает опасность поражения сварщиков электрическим током.
В целях повышения эксплуатационных и технико-экономических показателей большого количества сварочных постов, размещаемых на ограниченных производственных площадях, целесообразно применять более мощные источники питания. Они обеспечивают работу нескольких сварочных постов с помощью специального шинопровода и называются многопостовыми источниками питания.
Многопостовой источник питания постоянного тока (рис. 71) для ручной дуговой сварки и автоматической сварки под флюсом, обслуживающий п сварочных постов (СП1 — СПп), получает питание через шинопровод ШП от выпрямителя В. Сварочный ток /-го поста регулируется постовым (балластным) переменным сопротивлением (ПБПС).
Основное требование, предъявляемое к многопостовым источникам питания,— обеспечение независимой работы /-го поста как в установившемся, так и в переходном режиме при изменении сварочного процесса (обрыв или возбуждение сварочной дуги, короткое замыкание дугового промежутка каплей расплавленного металла и т. д.) на других постах.
Независимая работа сварочных постов от одного источника питания через шинопровод в статическом режиме определяется постоянным напряжением холостого хода вдоль шинопровода для /-го поста, т. е. UxП/, а в динамическом — устойчивостью горения сварочной дуги. Указанные условия работы обеспечивают качественное выполнение сварного соединения.
Напряжение холостого хода для /-го поста в статическом режиме можно определить по формуле, где Uo — выходное напряжение многопостового источника питания постоянного тока; AUwn — падение напряжения вдоль шинопровода.
Для обеспечения Uxtu- = const необходимо, чтобы А ишл-+0, a Uо = const при максимальной нагрузке, т. е. многопостовой источник питания постоянного тока должен иметь жесткую внешнюю характеристику. С достаточной для практики точностью можно сказать, что условие независимости работы i-го поста при максимальной нагрузке будет соблюдаться, если значение А ?/ша не превышает' ±5 % UXai в течение длительного времени.
Из выражения (49) следует, что напряжение дуги поста обратно пропорционально сварочному току, причем эта зависимость линейная. Таким образом, внешняя характеристика /-го поста является падающей и линейной, что обеспечивает высокую устойчивость процесса при ручной дуговой сварке и автоматической сварке под флюсом.
Значение балластных сопротивлений /?б/ выбирают очень малым — от десятых до сотых долей ома. Это вызвано тем, что на них выделяется достаточно большая тепловая мощность, которая снижает КПД многопостовых источников питания.
Специфика сварки в среде углекислого газа обусловливает более высокие требования к многопостовым источникам питания постоянного тока, чем при ручной дуговой сварке или автоматической сварке под флюсом. Это вызвано тем, что быстро нарастающие пики сварочного
тока, возникающие при замыкании каплей расплавленного металла межэлектродного промежутка, вызывают снижение устойчивости горения сварочной дуги в среде углекислого газа.
Многопостовой источник питания постоянного тока (рис. 72), предназначенный для обеспечения сварки в среде углекислого газа, имеет несколько шинопроводов (Л — /п), включаемых по схеме распределения энергии постоянного тока в зависимости от удаленности сварочных постов. Такое включение позволяет изменять напряжение на конкретном шинопроводе в заданном диапазоне при постоянстве напряжения на других шинопроводах, а также обеспечивать падение напряжения на шинопроводах в установленных пределах.
Уменьшение приводит к увеличению разбрызгивания металла в процессе сварки, что снижает качество сварных изделий. Снижение напряжения холостого хода /-го поста (/хп/ ухудшает условия возбуждения сварочной дуги (см. гл. 1, § 2) и, следовательно, приводит к снижению качества сварных изделий.
Для линейной электрической цепи, состоящей из двух активных сопротивлений, одно из которых — переменное, стремящееся к нулю, характерно резкое возрастание силы тока. Такой линейной электрической цепью является сварочный контур постоянного тока /-го поста, в котором балластное сопротивление /?б/ имеет малое значение и является постоянным, а сопротивление сварочной дуги — переменным. При кратковременном замыкании каплей расплавленного металла дугового промежутка в рассматриваемом сварочном контуре ток резко возрастает до пикового значения. Сила тока при этом определяется только значением балластного сопротивления при увеличении которого усиливается разбрызгивание металла и ухудшается качество сварных изделий.
Для стабилизации режима сварки в сварочный контур поста вводят индуктивность L, (Снижая при этом величину /?б/ до минимально возможного значения. Тогда при замыкании межэлектродного промежутка в сварочном контуре будет наблюдаться переходный процесс нарастания сварочного тока, длительность пика которого можно определить по формуле.
Для постов при ручной дуговой сварке и автоматической сварке под флюсом е = 0,5~0,6н а для постов при сварке в среде углекислого газа е = 0,7-f-0,9.
При недостаточной мощности многопостовых источников питания или их отсутствии используют параллельное включение однопостовых источников питания, обеспечивая необходимую мощность. При параллельном включении источников питания их положительные полюсы присоединяют к шине положительного потенциала, а отрицательные — к шине отрицательного потенциала.
№141 Сварочные многопостовые системы

В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов. Такая система создает условия для более рационального использования производственных площадей и значительного уменьшения расходов на электроэнергию и обслуживание оборудования.
Для многопостовой сварки применяют мощный источник питания с жесткой внешней характеристикой (рис. 1).

Рис. 1. Принципиальная схема многопостового источника:
PH - реостат регулирования напряжения;
РБ - балластный реостат.
Для получения падающей характеристики на каждом сварочном посту сварочная дуга включается последовательно через балластный реостат (рис. 2). Изменением сопротивления реостата регулируют сварочный ток по формуле I = (Uв – Uд)/R,
где Uв - напряжение на зажимах выпрямителя (обычно равно 70В), Uд - напряжение дуги,

R - сопротивление балластного реостата.
Рис. 2. Балластный реостат типа РБ:
а — внешний вид;
б — принципиальная схема.
1 - 22 — сопротивления.
I - V — рубильники.

Падающая характеристика (рис. 3) имеет вид прямой линии II. Она пересекает статическую характеристику сварочной дуги III в точке 2, являющейся точкой устойчивого горения дуги. Точка 1 соответствует холостой работе выпрямителя, а точка 3 — моменту короткого замыкания.
Рис. 3. Вольт-амперная характеристика сварочного генератора (I), сварочного поста при включении балластного реостата (II) и сварочной дуги (III).
Для ручной дуговой сварки покрытыми электродами используют многопостовые выпрямительные установки ВДМ-1001 (выпрямитель дуговой многопостовой, условный номинальный ток — 10), регистрационный номер —01, рассчитан на 1000А номинального тока) или ВДМ-1601.
Количество сварочных постов, которые можно подключить к многопостовому выпрямителю, определяют по формуле n = I/(I0a), где I — номинальный ток выпрямителя, А; I0 — наибольший ток, потребляемый одним сварочным постом; a — коэффициент одновременности работы постов, применяемый в расчетах равным 0,6 — 0,65.
Определить количество сварочных постов от многопостового выпрямителя с номинальным током 1000А, если на каждом посту максимальный ток равен 200А (n =1000/200*0,6= 8,4; принимаем 8 постов).
Балластные реостаты (см. рис. 2) служат для создания падающей характеристики
на каждом посту и регулирования сварочного тока.
Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней). Реостат состоит из пяти групп сопротивлений, которые с помощью пяти рубильников могут включаться в цепь сварочной дуги. Каждая группа сопротивлений включает в себя несколько элементов сопротивлений, выполненных из проволоки или ленты с большим удельным сопротивлением.
Из рис. 2 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный — при включении всех пяти рубильников.
Выпускаются балластные реостаты типов РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200А через каждые 10А; РБ-301 - от 15 до 300А через каждые 15А; РБ-501 - от 25 до 500А через каждые 25А.
Для механизированной сварки плавящимся электродом в углекислом газе применяют многопостовые выпрямители ВДГМ-1602, ВДГМ-1602-1, ВДГМ-1602-2 в зависимости от числа сварочных постов и ВМГ-5000 с частотой пульсаций выпрямленного напряжения 300Гц.
Как получают падающую внешнюю характеристику на каждом сварочном посту при питании от многопостового
В современной промышленности существуют две системы питания сварочных постов – одно-и многопостовая.
При однопостовой системе каждый сварочный пост за-питывается от индивидуального источника питания: сварочного трансформатора, выпрямителя, инвертора и т.п., подключаемых непосредственно к силовой сети 220 или 380 вольт. При многопостовой системе используются более мощные источники, обеспечивающие работу одновременно нескольких постов от одного источника через общий шино-провод, подключенный к выходным зажимам этого источника. Основное требование к нему – обеспечение устойчивой работы каждого подключенного поста как в установившемся, так и в переходных режимах, независимо от воздействия других постов. Эта независимость обеспечивается неизменностью напряжения холостого хода для каждого поста, то есть жесткой вольтамперной характеристикой, так как при падающей характеристике короткое замыкание на одном из постов вызывает снижение напряжения и погасание дуги на других.
Многопостовое питание чаще всего используют для ручной дуговой сварки покрытыми электродами. Реже – для автоматической сварки под флюсом, механизированной сварки в защитных газах и аргонодуговой.
При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное балластное сопротивление (балластный реостат), с помощью которого получают на посту падающую вольтамперную характеристику и регулируют силу сварочного тока (см. рисунок).
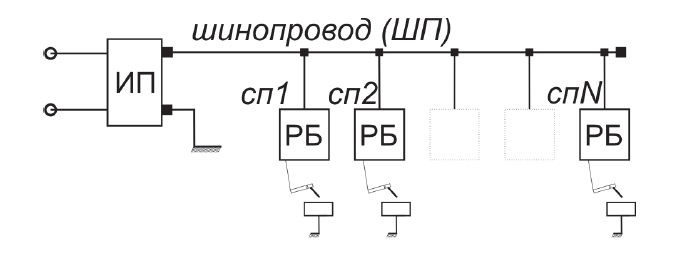
Многопостовой источник (ИП) запитывает n сварочных постов (СП1, СП2….СПn) через общий шинопровод, представляющий из себя обычно стальную полосу, пролегающую по территории цеха вдоль рабочих мест сварщиков, снабженную щитками для подключения постов. Количество подключаемых к шинопроводу постов зависит от мощности, потребляемой каждым постом (т. е. от силы сварочного тока) и от мощности используемых источников (ИП), одного или нескольких, подключаемых параллельно для увеличения мощности. В настоящее время в качестве многопостовых источников используются в основном сварочные выпрямители типа ВДМ.
Многопостовые системы обладают следующими достоинствами. Их стоимость меньше суммарной стоимости заменяемых ими однопостовых источников, они требуют меньше места для размещения, упрощается их обслуживание и снижаются расходы на ремонт и техобслуживание.
С учетом всех этих достоинств эти системы достаточно широко используются в производствах, где в цехах одновременно работает значительное количество сварщиков (от 6-ти и больше). Например, в судостроении, тяжелом машиностроении и т.п. Однако КПД многопостовой системы с учетом потерь в балластных реостатах (по сути представляющих собой электроплитки с раскаляющимися сопротивлениями из хромовой проволоки или пластин, обогревающие мировое пространство) очень низкий – 30-40%. Это, соответственно, приводит к большому нерациональному расходу электроэнергии, стоимость которой, как известно, постоянно растет.
С учетом этого отрицательного фактора в последние годы появились устройства, способные заменить балластные реостаты и при этом не только обеспечить экономичность, но и создать ряд других технологических преимуществ, повышающих эффективность и облегчающих труд сварщика.
Наиболее технически совершенными и экономичными из них в настоящее время являются конверторы (регуляторы сварочного тока) MiniBag системы многопостовой сварки Off shore, разработанные и запатентованные итальянским концерном «Sol Welding» (дилер в России ООО «УПЦ «Мир сварки»).
Данные конверторы представляют из себя сварочные высокочастотные аппараты с одноступенчатой схемой преобразования тока, в отличие от трехступенчатой у инверторов, что существенно (в разы) повышает конструктивную надежность конвертора по сравнению с инвертором.
Данные конверторы, работающие на частоте более 18 кГц, обладают следующими преимуществами:
-малый вес и небольшие габаритные размеры, аналогичные инверторам;
-плавная регулировка силы сварочного тока, чего нет у балластных реостатов;
-малое энергопотребление (КПД порядка 98%, у балластного реостата – 30-40%);
-возможность удаления от источника питания до 200 метров;
-дополнительные функции, отсутствующие у балластных реостатов, облегчающие работу сварщика и снижающие требования к его квалификации;
-горячий старт, облегчающий зажигание дуги;
-антиприлипание электрода при коротких замыканиях;
-форсаж дуги (увеличение силы тока в момент переноса капли через дуговой промежуток, повышающий стабильность горения дуги);
-наложение на дугу и сварочную ванну с помощью встроенной в схему специальной платы управления частотных колебаний, перемешивающих ванну и снижающих содержание в ней диффузионного водорода (по результатам испытаний более чем на 20%) и, соответственно, снижающих вероятность образования таких дефектов, как поры и трещины;
-пониженным разбрызгиванием (практически, его отсутствием) электродного метала, что повышает при сварке электродами перлитного класса коэффициент наплавки на 5-8% по сравнению со сваркой от традиционных источников и, соответственно, обеспечивает экономию сварочных материалов на 7-8% и затрат трудоемкости на зачистку свариваемых кромок от налипших брызг;
-короткие сроки окупаемости затрат;
-возможность использования многопостовых систем для полуавтоматической сварки плавящимся электродом в защитных газах с применением подающих механизмов типа МТ и для ручной аргонодуговой сварки неплавящимся электродом на постоянном токе с применением аппаратов Tig Mini Bag.
Сварочные работы: Практическое пособие для электрогазосварщика (13 стр.)

Трансформаторы имеют ЖВХ и предназначены для сварки на автоматах с постоянной скоростью подачи электродной проволоки. Они имеют тиристорное регулирование и работают в режиме прерывистого тока. В трансформаторах применена система импульсорной стабилизации повторного возбуждения дуги. Трансформатор ТДФЖ-1002 имеет две ступени регулирования сварочного тока, а ТДФЖ-2002 – три ступени.
В основе построения трансформаторов заложена стержневая конструкция с разнесенными и жестко закрепленными катушками, параметры работы трансформаторов для автоматической сварки под флюсом приведены в табл. 4.
Параметры работы трансформаторов для автоматической сварки под флюсом

5. Сварочные выпрямители
Отечественные сварочные выпрямители имеют, как правило, трехфазное питание, выполняются как на диодах, так и на тиристорах. В выпрямителях используются трехфазная мостовая, двойная трехфазная схема с уравнительным дросселем и кольцевая схема выпрямления. В выпрямителях большой мощности диодное выпрямление во вторичном контуре сочетается с тиристорным регулированием по первичной стороне. В зависимости от числа сварочных постов, которые могут быть одновременно подключены к источнику, выпрямители подразделяются на однопостовые и многопостовые.
Выпрямители для ручной дуговой сварки выпускаются в соответствии с существующими стандартами на токи 200; 315; 400 А при ПН = 60 % и имеют крутопадающие характеристики (табл. 5, 6). Общий вид широко применяемого выпрямителя ВД-306 представлен на рис. 25.
Технические данные выпрямителей серии ВД

Технические данные выпрямителей


Рис. 25. Выпрямитель ВД-306: а – вид сбоку со снятым кожухом; б – общий вид; 1 – выпрямительный блок с вентилятором; 2 – трехфазный понижающий трансформатор; 3 – рукоятка плавного регулирования сварочного тока; 4 – амперметр; 5 – кнопки "Пуск" и "Стоп"; 6 – переключатель диапазонов сварочного тока; 7 – колеса; 8 – разъемы для подключения (+) и (-); 9 – разъем для подключения выпрямителя к сети
Выпрямители выполнены по трехфазной мостовой схеме на кремниевых диодах. Основу выпрямителя составляет трансформатор с подвижными обмотками. Одновременное переключение первичных и вторичных обмоток трансформатора с "треугольника" на "звезду" позволяет получить две ступени регулирования тока.
Выпрямители для механизированной сварки выпускаются на токи 315 и 630 А, ПВ = 60 % и имеют пологопадающие внешние характеристики.
Выпрямители выполнены по трехфазной мостовой схеме на кремниевых диодах. Регулирование напряжения в выпрямителях ВДГ и ВСЖ плавно-ступенчатое. Плавное регулирование внутри ступени в ВДГ осуществляется дросселем насыщения, а в выпрямителе ВСЖ – трансформатором с магнитной коммутацией. В выпрямителях ВС регулирование ступенчатое – переключением витков обмоток.
Универсальные сварочные выпрямители типа ВДУ выпускаются на токи 500; 630 и 1250 А. Выпрямители имеют два вида внешних характеристик: пологопадающие и крутопадающие. Технические данные приведены в табл. 7.
Выпрямители ВДУ-505, ВДУ-506, ВДУ-601 выполнены на тиристорах по двойной трехфазной схеме выпрямления с уравнительным дросселем, а выпрямители ВДУ-1202 – по шестифазной схеме выпрямления с тиристорным регулированием по первичной стороне трансформатора. Выпрямители обеспечивают высокий уровень стабилизации напряжения и тока, имеют дистанционное регулирование, простой переход с одного вида внешних характеристик на другой.
Универсальные источники питания для дуговой сварки

Выпрямитель для импульсно-дуговой сварки (ВДГИ) обеспечивает питание сварочной дуги пульсирующим однополярным током, т. е. постоянным базовым током, на который периодически с частотой 50 или 100 Гц накладываются кратковременные импульсы тока. Выпрямитель входит в комплект полуавтомата ПДИ-304 для механизированной импульсно-дуговой сварки алюминия и нержавеющих сталей в среде аргона.
Выпрямитель ВДГИ-302 имеет следующие технические характеристики: номинальный сварочный ток – 315 А; номинальное рабочее напряжение – 35 В; пределы регулирования тока 40-325 А; пределы регулирования напряжения – 10-35 В; длительность импульса тока – 1,5-5,0 мс; КПД – 74 %; первичная мощность – 17,3 кВА; габариты – 720x593x938 мм; масса – 300 кг.
Регулирование напряжения и тока – тиристорное. Внешние характеристики по импульсному току жесткие, а по базовому току изменяются от крутопадающих до жестких по мере увеличения сварочного тока.
В случае, когда целесообразно по условиям работы использовать один источник питания для нескольких потребителей, применяются многопостовые сварочные системы. В этих системах один многопостовый выпрямитель снабжает энергией несколько сварочных постов.
Выпрямители серии ВДМ с реостатным регулированием выполняются на кремниевых диодах и имеют жесткую внешнюю характеристику, что обеспечивает независимую работу отдельных сварочных постов. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат (табл. 8).
Технические данные выпрямителей серии ВДМ

Преимущества многопостовых систем связаны с относительно небольшой стоимостью сварочного оборудования, простотой обслуживания, высокой загрузкой и высокой экономичностью многопостовых выпрямителей. Однако КПД сварочных постов снижается из-за значительных потерь электроэнергии в балластных реостатах.
Многопостовые выпрямители ВДМ-4х301 с тиристорным регулированием имеют единый трансформатор и самостоятельные тиристорные блоки с устройством фазового управления для каждого псота. Тиристорные блоки выполнены по двойной трехфазной схеме уравнительным дросселем в катодных цепях тиристорного блока. Автономное тиристорное регулирование позволяет обеспечить стабилизацию режима поста при колебаниях напряжения в сети, местное и дистанционное включение поста и плавное регулирование тока. Технические данные многопостовых выпрямителей приведены выше.
6. Источники со звеном повышенной частоты
Освоение производства источников питания со звеном повышенной частоты является перспективным и интенсивным направлением совершенствования оборудования для дуговой сварки.
Ниже приводятся сведения об инверторных источниках тока ВДУЧ-301 и ВДЧИ-251 (табл. 9).
Технические характеристики инверторных источников питания

Включение высокочастотного звена в структуру источников сварочного тока позволяет существенно снизить их массу и габаритные размеры, повысить КПД и коэффициент мощности, обеспечив широкие пределы регулирования и хорошие сварочные технологические свойства.
Инверторный тиристорный источник ВДУЧ-301 с пологопадающими и крутопадающими внешними характеристиками является универсальным выпрямителем для механизированной сварки в среде защитных газов и для ручной дуговой сварки.
Инверторный транзисторный источник ВДЧИ-251 предназначен для ручной дуговой сварки штучными электродами на постоянном токе в непрерывном и импульсном режимах. Выпрямитель имеет падающие внешние характеристики.
Сравнительные технические характеристики некоторых зарубежных инверторных источников приведены в табл. 10.
Технические характеристики зарубежных инверторных источников питания
Читайте также: