Как пользоваться сварочным аппаратом
Обновлено: 17.05.2024

Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Азы сварочных работ
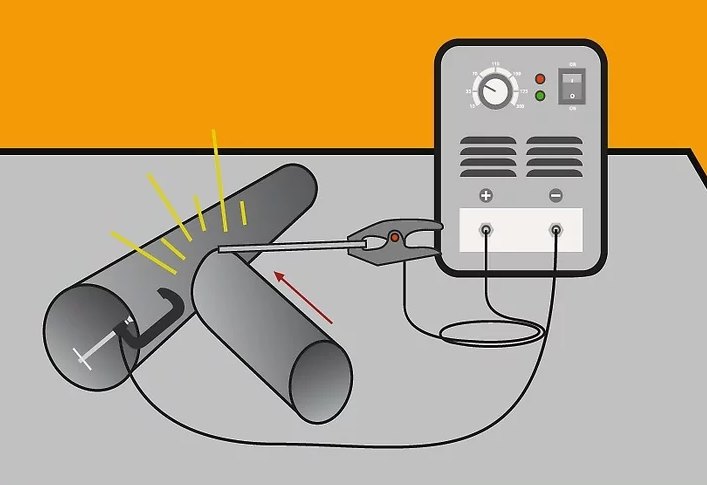
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.

У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.

Анализ сварочного процесса
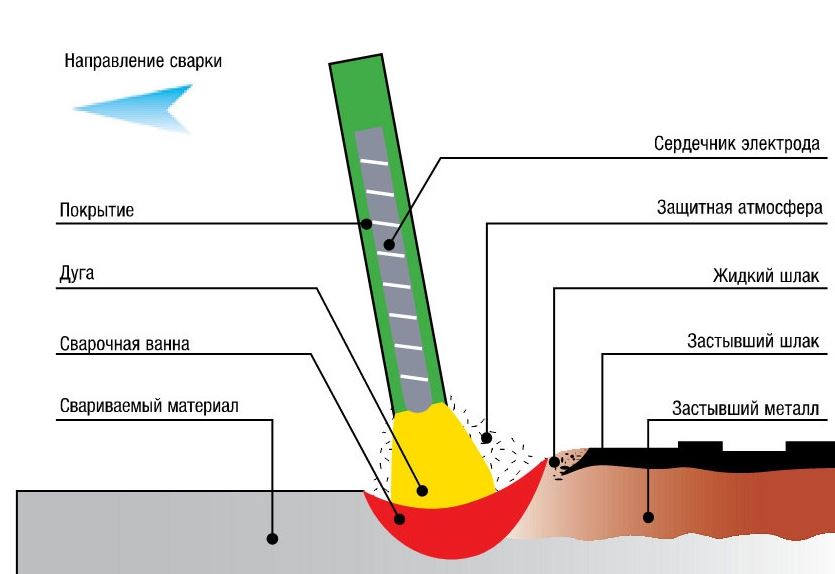
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.

Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
В этом очень поможет обучающее видео:
Совет! Учиться варить лучше всего не на стыках, а на плоскости, отрабатывая скорость, траекторию, уровень и угол наклона. Воображаемый стык на металлической пластине можно начертить мелом и укладывать вдоль него сварной валик до тех пор, пока он не будет получаться хорошо.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.

Заключение
Теперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
4 вида сварочных швов: описание и свойства каждого

Для крепкого соединения двух металлических листов или труб необходимо использовать сварочный шов. Рассмотри, какими они бывают, а также для каких целей подойдёт каждый из них, преимущества различных видов сварки и как вообще происходит соединение двух поверхностей с помощью электрической дуги. Читайте статью до конца и узнаете про этапы создания сварочного шва, и какие существуют виды очистки от окалин.
Виды сварки, поэтапная инструкция и ТБ
Существуют разные способы сварки:
- Полумесяц. Электрод располагается под прямым или острым углом по отношению к поверхности и двигается волнообразно по уровню шва.
- Лесенка. Электрод необходимо расположить также, как в предыдущем варианте, но при нагреве материала его требуется отодвинуть, а потом подносить обратно.
- Обратно-поступательный. Электрод нужно возвращать на шов, который застывает.
Полумесяц подходит для новичков и считается самым лёгким, однако не таким надёжным, как остальные. На второй и третий виды необходимо будет потратить немного больше времени, однако результат будет качественнее.
Также есть поэтапная инструкция сварки электродом:
- Первым этапом идёт обработка мест, которые в будущем будут свариваться. Зачистка происходит УШМ или щёткой из проволоки.
- Далее необходимо приварить электродом в 0,3 см корень шва, делая валик.
- Если наваривать нужно с наружной стороны, то электрод следует прислонять к материалу на 1 секунду или меньше после сего убирать и повторять процедуру заново.
- Во время процесса необходимо следить за равномерностью дуги.
- После этого необходимо валик очистить от шлака, который образовался в процессе. Если форма получилась выпуклой, то её необходимо довести до ровного состояния.
- При выполнении следующих этапов необходимо применять электрод 4 мм.
По такой инструкции начать варить может даже неопытный пользователь, держащий сварочный аппарат в руках первый раз. Также при использовании системы необходимо помнить о нескольких правилах безопасности:
- варить всегда необходимо в специальной маске и костюме, защищающем от искр;
- рядом не должны находиться легковоспламеняющиеся объекты;
- необходимо следить за исправностью станка (или аппарата), во избежание опасных ситуаций.
Во время сварки также нужно следить, чтобы швы ложились аккуратно, не создавая слишком большую выпуклость, иначе потом будет трудно это счищать.
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Горизонтальная сварка
Горизонтальную сварку можно делать в любом направлении, как удобно сварщику. Угол наклона можно делать любой, главное – следить за тем, чтобы ванна не уходила на нижнюю стенку. Чтобы этого не происходило необходимо ускорять движения и меньше нагревать металл.
Также можно воспользоваться ещё одним способом: отрывать дугу, чтобы металл успевал остывать ни не стекал. Или понизить силу тока. Но важно помнить, что сразу все методы использовать не стоит, необходимо их чередовать. Горизонтальный шов можно делать разными узорами и рисунками, главное, чтобы они были прочными.
Также есть несколько рекомендаций по такому шву:
- электрод необходимо располагать немного назад на шов;
- движение стержня должно идти спирально;
- дугу нужно зажигать на нижней кромке и переводить на верхнюю;
- сварочный шов слева направо будет более качественным.
Горизонтальное соединение необходимого провара можно сделать, если поперечно перемещать конец электрода между стыкуемыми местами.
В этом видео показан пример горизонтального соединения электродом:
Вертикальное соединение
При исполнении вертикального шва нужно держать конец устройства на близком расстоянии от материала. Это нужно для того, чтобы сплав не растекался под собственным весом. Если электрод не залипает, его можно прислонять к поверхности для удобства. Разделение краёв деталей зависит от толщины материала (используется от 0,5 см) и выбранного метода соединения.
После этого их нужно зафиксировать и соединить поперечными швами на расстоянии в 100-200 мм. Сварка вертикальных швов проводится от верхнего края детали к нижнему и обратно. Рекомендуется делать шов от нижней точки и подыматься к верхней части, так как он выйдет прочнее, а жидкая часть будет проталкиваться выше и меньше вытечет. Но вертикальный шов электродуговой сваркой лучше делать уже опытным сварщикам, у которых есть стаж.
Поэтапная инструкция достаточно простая к применению:
- Электрод размещается перпендикулярно к детали и подать на него питание.
- После расплавления на стыке следует изменить угол электрода на 15-20 °, при этом слегка опустить держатель.
Проводить электрод необходимо по линии соединения поперечными зигзагами. Такой шов, по мнению многих сварщиков, считается прочным.
Также, чтобы знать, как правильно варить вертикальный шов, нужно прислушаться к некоторым советам:
- Чтобы избежать растекания материала следует делать валик максимально тонким. Но электрод нужно двигать не меняя угла наклона.
- Ширина навара должна отличаться от электрода не больше чем вдвое.
- Данный тип соединения следует применять на максимальной мощности инструмента.
Перед тем, как варить вертикальный шов электросваркой, необходимо учесть все нюансы выбранного метода, чтобы на выходе не получить брак.
В этом видео показано выполнение вертикального шва электродом:
Вертикальная сварка с помощью инвертора
После разбора, как правильно варить вертикальный шов электросваркой, можно узнать, как варить вертикальный шов инвертором. Второй способ ручной, но он работает немного по другому принципу, с использованием электрода из сварочной проволоки (плавящийся). При таком методе работы следует внимательно следить за тем, как ведётся конец устройства. Если неправильно выбрать положение держатели или угол наклона, то получится брак.
Соединение деталей следует производить отдельными участками (точками) постоянно убирая электрод и прикладывая его обратно, чтобы материал брызгами растекался по поверхности. Таким образом шов выходит лучше, чем с помощью обычного аппарата, так как дуга будет непрерывно контактировать с поверхность во время образования точки.

Перед тем, как варить вертикальный шов таким способом, необходимо понять принцип двух траекторий:
- Треугольная. Сварка применяется, если толщина соединяемых деталей не больше 2 мм. Для такого метода необходимо сильно притуплять кромки. Данный метод используется для выполнения шва на угловых соединениях или на вогнутых поверхностях. Толщину желательно делать 0,3 см, а мощность 800-100 А.
- В виде ёлки и лесенки. Для сварки изделий с зазором 0,2-0,3 см можно использовать технологию «ёлочка». Этап начинается кромки в глубине зазора. Постепенно она заполняется и образовывает крепкое соединение. Необходимо делать зигзагообразные движения и останавливаться в местах кромки для того, чтобы металл проплавился. Способ подходит для конструкция не больше 0,4 см в толщину.
Теперь начинающий сварщик знает, как правильно варить вертикальный шов инвертором. Но все равно для создания таких соединений нужен стаж и понимание того, как варить вручную.
В этом видео показано выполнение инверторного шва вертикально:
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Электрическая дуга
Электрическая дуга – это пространство, которое находиться между поверхностью и электродом в момент максимального нагрева. Его должно хватить для появления электрического разряда. Первое, что учатся делать сварщики на практике – это её контроль. Есть 3 дуговых промежутка во время сварки:
- Короткий (0,1-0,15 см). Главным отличием этой дуги является то, что металл плохо нагревается по ширине. На краях шва образовывается небольшое углубление, что показывает низкое качество.
- Длинный (0,35 – 0,6 см). Дуга периодически гаснет, что отмечает также недостаточный прогрев. Также на выходе получается брак.
- Нормальный (0,2-0,3 см). Вариант, подходящий для сварщика, который только учится работать с аппаратом.
Важно помнить, что от длины дуги зависит её напряжение, а также с её помощью устанавливается правильная или нет структура шва.

Зачистка швов
После окончания всех работ необходимо зачистить сварку от шлака, иначе есть шанс образования коррозии. Есть 3 основных способа:
- Термическая обработка. Убирает из материала остаточное напряжение, формирующееся во время сварки. Есть двух видов: местная (нагревается или охлаждается сам шов) и общая (обрабатывается весь шов).
- Механическая обработка. Снимает с детали остаточный шлак. Зачищенный шов после этого необходимо проверить на прочность, постучав молотком или плоскогубцами.
- Химическая обработка. Наносится специальный антикоррозийный материал.
Для зачистки можно использовать много инструментов, главное – правильно их подобрать. Можно использовать щётку по металлу, специальную шлифовальную машинку или УШМ с абразивным кругом.
Для механической обработки самый простой способ – это ручной, так как для его применения нужна только металлическая щётка. Но наличие специальных машинок, указанных выше, ускорит процесс. С помощью такой зачистки можно убирать заусеницы, окислы, окалины и следы побежалости. Также важно помнить, что для качественной обработки необходимо правильно подобрать диск для шлифовки.
Химическая зачистка считается эффективной, если совместить её с механической. Можно обрабатывать травлением или пассивацией. Для первого варианта используют специальный состав, формирующий однородный слой, который через определённое время можно убрать механически. На материале после этого не образовывается коррозия.

Коротко о главном
Существует 4 основных способа создания швов: потолочный, горизонтальный, вертикальный, и нижний.
Последний самый простой, а первый более тяжёлый и применяется только в случае, если все остальные невозможно выполнить.
Также есть несколько видов траекторий, самые популярные это треугольником и ёлкой.
Необходимо следить за длиной дуги, чтобы она не превышала 2-3 мм, иначе получится брак.
Шлак после сварки необходимо зачищать. Можно это сделать тремя способами обработки: термическая, механическая и химическая. Лучше всего работает совмещение последних двух.
Сварка инвертором для начинающих

Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.

Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как варить сваркой или пошаговая инструкция как пользоваться сварочным аппаратом
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.

Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.

Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.

Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика

Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.

Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.

Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.

Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
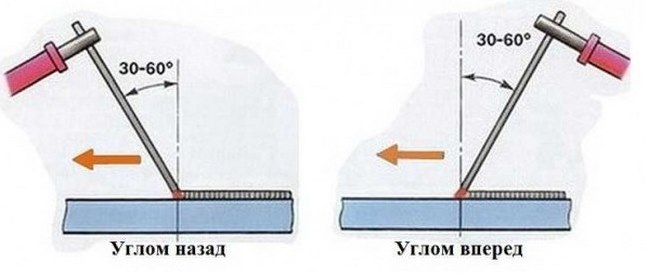
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
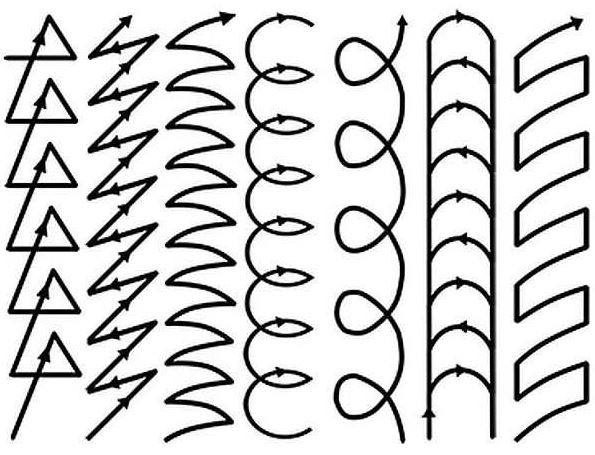
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Читайте также: