Как правильно варить точечной сваркой полуавтоматом
Обновлено: 27.04.2024


Достаточно давно столкнулся с проблемой сборки металлического каркаса. Лучшим из рассмотренных мною способов соединения элементов в единую конструкцию оказался сварной шов – мною был выбран полуавтомат. В этом обзоре я расскажу, как должна проходить сварка полуавтоматом для начинающих, что собой представляет данная процедура, какие аппараты и материалы для этого применяются, в чем специфика горизонтальных и вертикальных швов, как выполнить сварное соединение тонкого и толстого металла, а также каковы основные особенности сварки проволокой.
Принцип действия, технология и классификация
Как и при любой другой сварной технологии, полуавтоматическая сварка соединяет металлический заготовки посредством временного расплавления, а затем застывания и образования единой конструкции контактирующих поверхностей. Однако основным рабочим элементом в данном случае выступает не электрод, а проволока. Она подается прямо через сопло горелки.
Чтобы понимать, как правильно варить полуавтоматом, советую изучить устройство аппарата. Независимо от модификации и бренда в его состав входят следующие основные части:
- Корпус аппарата. В нем размещаются основные элементы – источник электропитания постоянного тока (инверторный или простой выпрямитель), регуляторы тока, выходы, механизм подачи проволоки с катушки.
- Горелка с рукояткой, регулятором режимов работы и кабелем, через которую подается проволока, газ, а в некоторых моделях и охлаждающая жидкость.
- Электроподающие проводники – прямой, подсоединяемый к проволоке, и обратный, подаваемый на заготовку.
- Система подачи газа – баллон (магистраль), шланг, редуктор с вентилем и манометром.
Принцип его работы сводится к созданию сварочной ванны в месте контакта непрерывно подаваемой проволоки с краями соединяемых металлических заготовок. В зависимости от того, что и в каких условиях будет свариваться, технология сварки полуавтоматом различается на следующие виды:
- В углекислом газе.
- В инертной среде.
- Без защиты – с помощью специальной проволоки, когда флюс находится в защитной оболочке.
На заметку! Одним из обязательных условий образования качественного сварного шва является формирование вокруг места контакта защитной инертной атмосферы. Именно для этой цели через сопло подается углекислота или инертный газ, а также используется специальная проволока, сгорание компонентов которой образует защитную атмосферу. Поэтому обычная металлическая проволока не применяется.
Классификация аппаратов, плюсы и минусы
Для того, чтобы начинающему сварщику точно определить, какой вид полуавтомата потребуется для сварки в конкретных условиях, также рекомендую ознакомиться с классификацией аппаратов. Разделяются они по следующим признакам:
- Типу корпуса. Существуют 1-корпусные модели, в которых основные части находятся вместе, и 2-корпусные – в них горелка, устройство подачи проволоки и модуль управления расположены в одном блоке, а источник электропитания с регуляторами – отдельно.
- Материалу проволоки. Одни экземпляры способы работать только на алюминии, другие на стали. Однако есть также универсальные модели.
- Защите шва. В одном случае используются инертные газы, в другом – порошковая проволока, которая, кстати, также нуждается в защитной атмосфере, в третьем – флюс. Бывают также универсальные модели.
- Возможности транспортировки. Есть агрегаты стационарные, есть – мобильные, более легкие со специальными роликами, а также просто переносные.
- Количеству фаз электросети. 1-фазные модели работают от сети 220 В, 3-фазные, соответственно, обладают большей мощностью и требуют подключения к 3-м фазам на 380 В.
- Механизму подачи проволоки. Подразделяются на толкающие и тянущие. Привод в последнем случае размещается в рукоятке. Также существуют гибридные модели.
Сварка металлоконструкций полуавтоматом обладает следующими плюсами:
- Удобство применения, легкость освоения техники.
- Высокая скорость обработки.
- Наименьший дефект сварного шва.
- Создание шва в любом направлении.
- Возможность сварки неочищенной поверхности.
- Формирование соединения высокого качества.
- Минимизация отходов.
- Сохранение эстетических характеристик изделия – благодаря тонкому аккуратному шву.
- Защита цинкового покрытия при использовании медной проволоки.
Недостаток проявляется в подверженности инертной газовой атмосферы сквознякам.
Обратите внимание! Главное отличие между сваркой металлических изделий полуавтоматом и автоматом заключается в технологии, способе подачи проволоки и назначении. В 1-ом случае проволока подается механически, а перемещение горелки осуществляется вручную, во 2-ом – процесс полностью автоматизирован и применяется на серийном производстве.
Виды швов
При ответе на вопрос новичка о том, как правильно варить полуавтоматом с углекислотой, в инертном газе и на флюсе, прежде всего я советую сначала изучить типы сварных швов. Разделяются они по нескольким признакам:
- По типу соединения – стыковые, угловые, тавровые, нахлестовые.
- По расположению в пространстве – вертикальные, горизонтальные, потолочные, нижние.
Далее расскажу о главных особенностях формирования самых популярных швов.
Потолочный, нижний
Сварка потолочным швом у меня осуществляется в 2 этапа:
- 1. Формирование подготовительного или коренного шва. Применяю 3-х-миллиметровую проволоку с небольшой силой тока.
- 2. Завершение шва.
Последняя стадия может выполняться в 2 варианта:
- С минимальной дугой, что позволяет соединению практически моментально схватываться.
- Точечный метод – исключает разбрызгивание металла, в том числе в сторону самого сварщика. Однако для большей надежности шов в начале и конце траектории потребуется дополнительно проваривать.
Техника сварки полуавтоматом нижнего соединения позволяет создавать высокопрочное соединение, так как обеспечивается равномерный расплав материала. Поэтому он часто применяется в производственной практике.
Угловой
Для соединения деталей под углом я применяю 2 способа:
- Строго под углом 90 градусов.
- С углом не более 60 градусов.
Отличие 1-го от второго в том, что конструкции можно проварить только изнутри, в то время как во 2-ом – с обеих сторон. При сваривании же трубок необходимо выполнить шов по всей окружности.
Стыковой, внахлест, тавровый
Когда мне требуется сварить отрезки труб или листовые элементы, я применяю стыковой шов в следующих модификациях:
- Односторонний. Применим для изделий не толще 4 мм.
- Односторонний с обработкой.
- Двухсторонний. Используется для заготовок от 8 мм.
Залогом формирования шва высокой прочности при 1-односторонней сварке является предварительная обработка поверхностей. Цель – создать скошенные под углом в 450 кромки. Для работы можно применить напильник или углошлифовальную машинку.
Когда мне нужно создать максимально стойкое на разрыв соединение, я применяют шов внахлест. При этом если требуется защитить его от сырости, то провариваю с двух сторон.
Отдельно следует упомянуть особенности сварки полуавтоматом при создании таврового шва. В большинстве случаев он применяется для фиксации основы какой-либо конструкции. При этом толщина слоя материала должна быть не менее 4 мм.
Вертикальный
При варке вертикального шва я учитываю такие особенности:
- Режим подбираю таким, чтобы расплавленный металл быстро застывал и не успевал стекать по поверхности. Обеспечивается это правильным задаванием величины дуги – она должна быть минимальна.
- Шов веду исключительно снизу-вверх. Таким образом соединение получается ровным, без наплывов.
Если же возникает острая необходимость варить сварочным полуавтоматом в обратном направлении – то есть сверху-вниз, то получению качественного шва мне помогает добиться соблюдение следующих правил:
- Применяю достаточно короткую дугу – чтобы устранить разбрызгивание и снизить расход проволоки.
- В начальный момент располагаю горелку перпендикулярно к поверхности.
- В дальнейшем веду прибор только под острым углом.
Хотя даже при строгом выполнении всех рекомендаций, лично мне никогда не удавалось добиться идеального результата таким способом варки. Поэтому не стал бы рекомендовать его никому в качестве основного.
При этом в ходе выполнения сварки я встречался с разными ситуациями – когда заготовки имели различную толщину и положение кромок друг относительно друга. В зависимости от условий я применяю 3 основные техники:
- Треугольник. Пригоден для заготовок не более 2 мм толщиной. Суть его в том, что шов наращивается снизу-вверх, при этом расплав натекает на уже застывший ранее обработанный участок, а его траектория напоминает треугольник. Это позволяет исключить стекание металла, так как он достаточно быстро застывает.
- Елочка. С его помощью можно добиться проварки стыкуемых поверхностей на глубину 2-3 мм. Движение электрода начинается у одного края. Далее материал расплавляется по всей толщине, при этом дуга продвигается вглубь стыка.
- Лестница. Данный вариант позволяет соединить заготовки, в стыке которых имеется зазор. Электрод просто перемещается на равном расстоянии по зигзагообразной траектории – от одного края к другому.
Совет! Чтобы начинающим правильно подобрать основные настройки полуавтомата, рекомендую обратить внимание на звук во время сварки. В идеале он должен быть равномерно шипящим. Если же наблюдается потрескивание, вероятнее всего неверно подобрано соотношение напряжения и подачи. Такой же симптом может наблюдаться и при плохом контакте инструмента с обрабатываемой поверхностью.
Горизонтальный
Горизонтальная технология сварки полуавтоматом с углекислотой или в инертной атмосфере позволяет создавать очень качественный прочный шов. Чтобы исключить возможные недостатки во время варки, рекомендую учитывать следующие важные моменты:
- Интенсивность дуги должна быть равнозначна тяжести капель расплава.
- Быстрота нарастания шва должна соответствовать параметрам сварки и месту применения.
- Процедура варки не должна прерываться, чтобы обеспечить стабильность расплава и последующее качество шва.
Техника сварки полуавтоматом для начинающих, да и вообще для мастера любого профессионального уровня, протекает в 4 основных этапа:
- Образование первичного или корневого вала. Формируется короткой электродугой при угле наклона порядка 800 и предельной силе тока, которую способен выдержать агрегат.
- Варка 2-го валика. Создается в один проход при средней силе тока, но с помощью максимального в поперечнике электрода. При этом применяется техника «углом вперед».
- Наварка 3-го вала. Если 2-ой валик получился большим, формирование 3-го происходит аккуратно по его центру, а если стандартным – то в 2 подхода.
- Проверка выполненной работы, устранение выявленных недочетов.
Отмечу, что основные дефекты по завершении процедуры мне всегда приходилось наблюдать на верху шва. Поэтому особенно тщательно необходимо выполнять проварку именно в этой части.
Сварка тонкого и толстого металла
На практике мне всегда приходится сталкиваться с ситуацией, когда сварку необходимо применять для соединения изделий разной толщины – естественно при этом требуется не только подбирать разные параметры для полуавтоматического аппарата, но и менять саму технологию.
Например, тонкостенные изделия можно соединять только 2-мя способами:
- Обычный листовой металл – применяются любые допустимые варианты.
- Заклепочный материал – методом внахлест через предварительно рассверленные отверстия в месте контакта.
При этом сварка тонкого металла полуавтоматом допускается только при соблюдении следующих условий:
Подача проволоки, напряжение и сила тока понижаются до минимума.
Исключается даже недолгая остановка дуги на одной точке – чтобы избежать прожога.
Чтобы не залить отверстия, заклепочный материал следует начинать варить только с центральной части нижнего изделия.
В случаях, когда свариваемая конструкция не требует жесткой герметизации, я всегда выполняю точечную сварку – то есть целенаправленно пропускаю от 1 до 5 см между местами соединения.
Заготовки толщиной более 4 мм относятся к разряду толстостенных. Чтобы создать между ними максимально прочный шов, с обеих кромок я снимаю фаски. При этом горелку по месту стыка веду не ровно, а как бы с небольшими колебаниями из стороны в сторону. Благодаря этому достигается лучшая проварка.
Сварка толстого металла полуавтоматом выполняется при следующих условиях:
- Зазор между краями заготовок не должен превышать 2 мм.
- В ширину шов делается равным толщине самой заготовки.
- Сварочные расходники подбираются в соответствии с типом материала и рекомендациями производителя аппарата.
Рекомендация! При необходимости качественной проварки изделий толщиной от 5 мм советую выбирать поэтапный способ. Сначала нужно основательно проварить центр, а затем края, верх, низ, периферию.
Особенности сварки проволокой
Работа на сварочном полуавтомате для начинающих не сводится только к знанию техники и правил обращения с оборудованием. Чтобы создать качественный шов, нужно грамотно подобрать расходный материал – присадочную проволоку. Она должна отвечать следующему минимальному набору требований:
- Соответствовать по хим.составу свариваемым материалам.
- Быть изготовленной из подходящих компонентов в рамках государственных и технологических стандартов.
- Храниться в рамках заданных сроков и условий.
В сварке различных материалов я применяю стандартные варианты присадки:
- Легированные стали и с низким содержанием углерода – Св-08ГС.
- Стальные сплавы с большим включением углерода – Св-08Г2с.
- Нержавейка – Св-06Х19Н9Т, Св-01Х19Н9, Св-04Х18Н9.
- Алюминий – СВ-АК5.
Справка! Для сварки черных металлов часто применяется самофлюсующая присадка – проволока, представляющая собой трубочку из стали с низким содержанием углерода и заполненная флюсовым порошком. В дуге оболочка расплавляется, а высвободившийся порошок при нагреве и испарении образует атмосферу защитного газа для шва.
Заключение
Полуавтоматическая сварка соединяет металлические заготовки путем плавления мест их соединения, застывания и образования единой структуры. Вместо электрода в ней используется проволока, которая вместе с инертным газом подается через сопло горелки. Полуавтомат состоит из корпуса, горелки, кабелей и системы подачи газа. Сварка может проходить как в среде углекислоты, так и в другом инертном газе, так и без них, но с применением специальной флюсовой проволоки.
Классифицируются полуавтоматы по ряду признаков:
- Типу корпуса.
- Способу защиты шва.
- Виду проволоки.
- Способности к транспортировке.
- Количеству необходимых фаз в сети.
- Механизму подачи присадки-проволоки.
Полуавтоматической сваркой можно создавать различные швы – стыковые, тавровые, угловые, нахлестом, вертикальные, потолочные, горизонтальные и нижние. Каждый из них имеет свои особенности и специфику формирования. При этом для тонкостенных и толстых заготовок имеются свои особенности сварки. Чтобы соединение было надежным, прочным и качественным, проволока-присадка должна соответствовать определенному ряду требований.
Сварка полуавтоматом — тренировочный день…


Зачистил кусок двери:

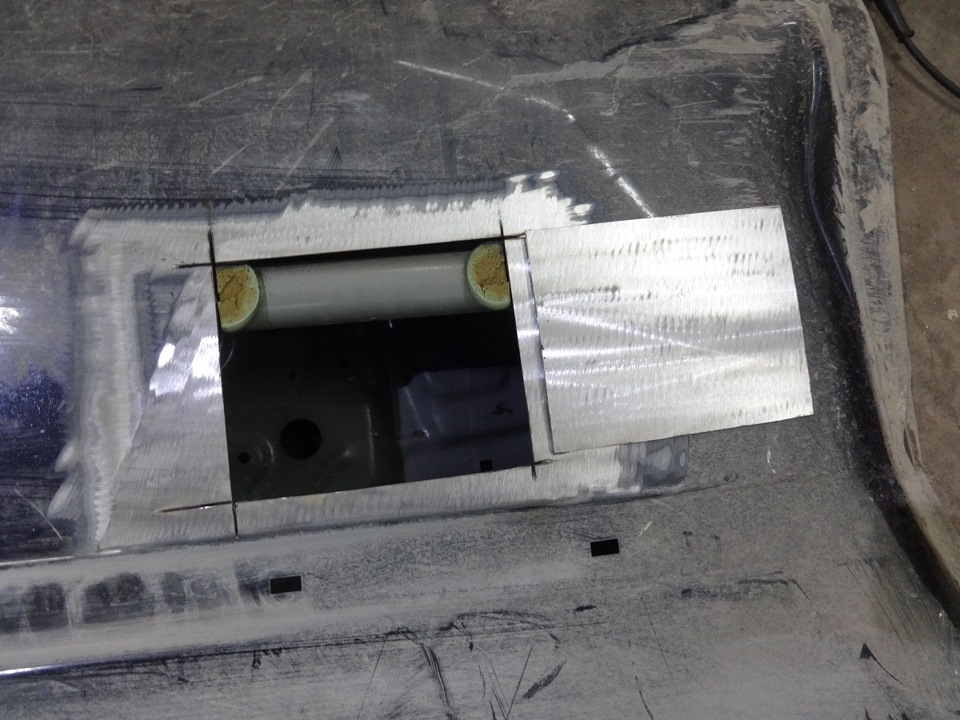
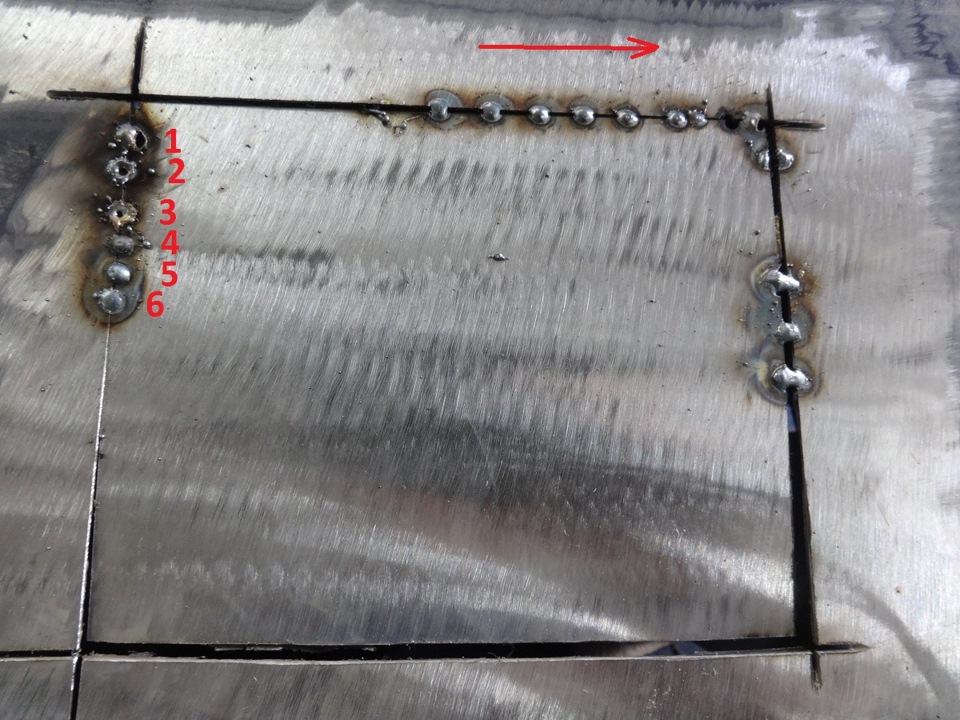
И начал сваривать…вот мои первые в жизни точки полуавтоматом! Понадобилось 6 точек чтобы подобрать нужную программу…далее по часовой стрелки учился соединять металл с большим зазором. Короче полуавтомат — сказка! Варить одно удовольствие и очень легко! По крайне мере мне, может потому что сварочник все делает за меня =) я лишь в нужное место точки ставлю))
Далее начал издеваться над тем же фрагментом…варил сплошником, чтобы понять как тянет металл…как он прожигается…

Короче понял что пора осваивать тюнинг))) решил заварить ручку))) из нижней части вырезал нужный фрагмент:

Из примера выше видно что чем ближе друг к другу металл (если варить встык), то тем качественней получаются точки, поэтому стараемся точно подогнать металл:


И начинаем точками обваривать по периметру, давая металлу остыть…сделал один прожег:

Его я с легкостью заварил и добавил еще точек…ой, еще один прожег =) походу метал в том месте тонкий или подходит не плотно…

И так точками все обвариваем:


И шлифуем…монолит! если бы двери не была битая, то плоскость получилась бы ровная, а так осталось несколько "шрамов":


Вот что получается с обратной стороны:

Далее тренировка варки внахлест, заплавляя отверстия. Для этого вырезал 2 куска (один поменьше, другой побольше)

В большом куске дыроколом сделал отверстия:

И начал заплавлять…

И еще чуток потренировался:


Вот так и закончился тренировочний день. Хотя день — сильно сказано…на все про все у меня ушло часа 2)) Как оказалось, в сварке полуавтоматом нет ни чего сложного, т.ч. кузов на 245 буду переваривать сам ;)
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Работа и полярность при сварке полуавтоматом

Начнем с простого и ясного пояснения вопроса о том, что такое полярность при сварке полуавтоматом. Итак, сварка постоянного тока может быть с прямой полярностью и это означает, что к изделию подключен плюс, а на электрод поступает минус. Вполне естественно, что сварка с обратной полярностью имеет на изделии минус, а на электроде плюс. Теперь давайте разбираться, что это означает и какую пользу можно из этого извлечь на практике.
Теория сварочных работ полуавтоматом
Профессия сварщика, как и любая другая, требует определенного обучения, ведь работать придется с электрическим прибором, у которого несколько режимов. Даже если за обучение возьмется опытный сварщик непосредственно по месту работы, он в любом случае перед тем, как дать возможность ученику сделать первый шов, преподаст ему ряд теоретических уроков.
Общее устройство сварочного полуавтомата
У каждого сварочного полуавтомата есть инвертор, где предусмотрено место для установки катушки с проволокой, которая подается автоматически. Эта проволока, по сути, является ничем иным, как плавящимся электродом. На аппаратах такого типа предусмотрена возможность самостоятельной регулировки скорости подачи проволоки и силы тока, руководствуясь производственной необходимостью.
В зависимости от модификации аппарата у него имеется тот или иной набор функций, следовательно, каждый агрегат может использоваться для выполнения разных работ на рабочих процессах. Безусловно, для начинающих сварщиков нужны наиболее простые аппараты, где управление ограничено несколькими функциями либо имеющим синергетическое управление, значительно облегчающее его настройку. Профессионалы зачастую предпочитают трехфазные полуавтоматы, если, конечно, есть возможность их подключения к сети 380 V.
В целом рабочая комплектация сварочного аппарата состоит из:
- сварочного агрегата;
- горелки для полуавтомата;
- баллона с редуктором;
- шланга для подачи газа;
- кабеля с зажимом (крокодилом) для заземления изделия при работе.
Выбор нужного газа по отношению к металлу
Комплектующие к баллонам: клапаны, наконечники, регуляторы расхода, редукторы подачи и т.д. покупаются отдельно Источник lagma.ua
В полуавтомате любой газ выполняет защитную функцию – он изолирует место сварки (ванну, электрод) от контакта с воздухом, но в зависимости от металла или его толщины, требования могут меняться – газ может быть активным, инертным или, же это их смесь. Если говорить о наиболее распространенных, то это углекислый газ (CO2) и аргон (Ar), который значительно понижает разбрызгивание металла, следовательно, повышает прочностные и эстетические качества сварочного шва.
| Сталь | Газ |
| Structural | CO2 |
| Structural | CO2+Ar |
| Stainless | CO2+Ar |
| Alloyed | CO2+Ar |
| Duralumin | Ar |
Примечание: баллоны с газом в любом случае дорогие, но чем больше их объем, тем дешевле это обходится для покупателя.

Металлы и сварочная проволока
Рынок сварочных материалов изобилует наличием самой разной проволоки для полуавтоматов. Как бы там ни было, при выборе сварочной проволоки в первую очередь обращают внимание на ее состав, который должен соответствовать металлу или сплаву, с которым предстоит работать. Если учесть, что такие работы чаще всего проводятся с углеродистыми и низкоуглеродистыми сталями, то наиболее популярной можно назвать марку СВ08Г2С.
Таблица по соотношению толщины металла к сварочной проволоке:
| Толщина обрабатываемого металла, мм | Сечение проволоки, мм |
| 1,0-3,0 | 0,8 |
| 4,0-5,0 | 1,0 |
| 6,0-8,0 | 1,2 |
Сварочные работы - технология
В первую очередь, проведение сварочных работ подразумевает металлические заготовки, которые очищены от коррозии, краски и различных жировых отложений (ГСМ). Наличие постороннего состава на поверхности металла в месте наложения шва всегда будет отрицательно сказываться на качестве проводимых работ. Кроме того, место, где будет зафиксирован зажим, также должно быть чистым, чтобы замыкание в цепи было беспрепятственным.
Видео описание
Выбираем полярность на полуавтоматической сварке.
Положение и движение горелки
Если говорить про угол наклона мундштука горелки, то в среднем он может быть 45-60° по отношению к сварочной ванне. Но здесь в расчет берутся сразу несколько факторов, это вид и толщина металла. То есть, чем больше угол, тем быстрее прогревается металл, следовательно, при положении мундштука 90° к заготовке (строго перпендикулярно), нагрев будет наиболее интенсивным.
Большое значение для механического качества и эстетики шва имеет фактор расстояния между свариваемыми кромками и ядром пламени – наиболее оптимальный вариант предусматривает 2-6 мм от края факела, где температура максимальная. Присадка при этом либо погружается в ванну, либо располагается в восстановительной зоне.
Также качество и эстетика шва зависит от движения горелки при сварочных работах и ее можно вести:
- для соединения заготовок средней толщины – полумесяцем, с шагом от 2 до 5 мм;
- для толстостенных заготовок – с задержкой факела вдоль сварочной ванны;
- для тонких листов – с незначительными отклонениями в стороны;
- для заготовок средней толщины – петлями (кольцами).
Скорость сварки
Скорость процесса сварки находится под контролем самого сварщика, то есть, от него зависит, с какой скоростью электрическая дуга будет проходить по месту соединения заготовок. С другой стороны, у сварщика отсутствует неограниченная свобода действий, так как он должен подстраиваться под напряжение арки и интенсивность подачи проволоки. Последние два фактора также зависимы – их устанавливают в соответствии с металлом, толщиной свариваемых заготовок и формой шва.

Если сварщик превысит скорость, учитывая вышеприведенные параметры, то газ не сможет должным образом защитить электрод и сварочную ванну (не успеет), а это говорит о том, что появится слишком много брызг, а в застывшей массе останутся поры. Если чересчур замедлиться, то излишнее проникновение дуги может попросту прожечь металл. Интенсивность движения электрода повлияет на механические свойства и эстетику сварочного шва. Как правило, опытный сварщик определяется со скоростью движения горелки в процессе работы (чувствует толщину шва).
Скорость подачи газа тоже существенно влияет на механические и эстетические качества. Прежде всего, она должна соответствовать скорости, с которой подается проволока, чтобы обеспечить должную защиту электроду и сварочной ванне. Получается, что замедленная подача газа не успеет создать защитного облака, а ускоренная будет способствовать завихрениям, что опять-таки лишит защиты от воздуха электрод и сварочную ванну. Кроме того, ровный поток газа возможен лишь в том случае, если на насадке отсутствуют застывшие брызги, которые тоже способствуют завихрениям.
Длина электрической дуги
Сварка MIG/MAG в своей работе подразумевает одну очень важную переменную – это длина дуги, которую необходимо держать под контролем. Если говорить о норме, то для двуокиси углерода, известного так же, как углекислый газ (CO2) и гелия (He) этот показатель несколько выше, нежели для аргона (Ar). Это влияет на проникновение в металл, а также на механическую прочность и ширину шва. С падением напряжения шов видоизменяется, то есть, он получается узким и выпуклым в виду того что глубина сварочной ванны (проникновение) оказалось недостаточным. Отсюда можно сделать вывод, что как завышенное, так и заниженное напряжение вызывают нестабильность дуги и, как следствие, брызги и пористость.
Выход проволоки по длине
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину Источник kuzov.info
Прежде чем коснуться поверхности металла, сварочная проволока должна выступать на определенное расстояние – именно этот участок проводит сварочный ток. Следовательно, если увеличить этот сегмент, то соответственно его величине вырастет сопротивление и температура этого участка. Получается, что с увеличением данного отрезка проволоки происходит уменьшение электрической дуги, а с уменьшением проволочного сегмента дуга увеличится. При увеличении сварочной дуги шов получается наиболее качественным и изящным. Как правило, практикуется длина проволоки от 6 до 13 мм.
Примечание: в тех случаях, когда сварочные работы осуществляются без газа порошковой проволокой, выступающий сегмент может варьироваться от 30 до 45 мм.

Сварка порошковой проволокой
Флюсовая проволока, которая защищает сама себя без газа, содержит в своем сердечнике все необходимые присадки. Ее также называют порошковой и самозащитной, так как присадки нейтрализуют влияние окружающего воздуха на электрод и сварочную ванну. Сердечник данного электрода состоит из антиокислителя, очистителя и присадок, что в результате дает хорошую дугу, а также сплошной шов, не имеющий пор. Это происходит, благодаря образованию шлака из вышеперечисленного состава, который исполняет роль привычного защитного газа, того же аргона или гелия.
Флюсовая проволока, которая защищает сама себя без газа, содержит в своем сердечнике все необходимые присадки Источник kuzov.info
Такую (флюсовую) проволоку обычно применяют в тех случаях, когда сварка нужна не очень часто, например, в домашних условиях, хотя на большинстве СТО тоже используют такой электрод. Выгоды здесь очевидны: не приходится перетаскивать с места на место баллон с газом, а на улице такой метод сварки приемлем в любую погоду.
К недостаткам такого метода можно отнести сильное задымление, которое происходит во время работы при сгорании присадок из сердечника. Также флюс, который покрывает шов во время работы, не проводит электричество, следовательно, после остановки варить невозможно до тех пор, пока сварщик не обобьет защитные шлаки.
Примечание: порошковая самозащитная проволока дает возможность работать с толстыми заготовками, которые невозможно сварить с применением защитного газа. Также такой метод позволяет сваривать плохо зачищенные поверхности.
Как настроить полуавтомат.
Полярность при работе с самозащитной проволокой
Как уже упоминалось в самом начале статьи, существует прямая и обратная полярность, что довольно-таки доходчиво показано на верхнем изображении. При смене полярности меняется поток электронов в цепи. Не станем рассуждать о теориях движения электронов - от плюса к минусу или наоборот, ведь её принято считать дуалистической после создания столба Алессандро Вольта, но остановимся на методе работы с порошковой проволокой.
Итак, прямая полярность означает, что на электроде находится минус, а на изделии, куда крепится полярный зажим – плюс. В случае с обратной полярностью все выглядит, наоборот – на электроде плюс, а на зажиме минус. Если говорить о сварке самозащищенной порошковой проволокой, то там используется прямая полярность, тогда как при сварочных работах с защитной газовой оболочкой – обратная. Такое положение вещей позволяет извлечь максимум напряжения для полуавтомата, следовательно, аппарат будет работать в наиболее оптимальном режиме.
Примечание: возможны ситуации, когда самозащищенной порошковой проволокой работают при обратной полярности, но это уже зависит от ее маркировки.
Важны ли звуковые волны при работе с полуавтоматом
Сварщик не может быть глухим и это однозначно, так как при работе MIG/MAG необходимо слушать звук, исходящий из области сварочной ванны, а также наблюдать за процессом через тонированное стекло (особенно важно для начинающих). Если процесс протекает правильно, то звук будет похож на то, когда на раскаленной сковороде жарится мясо – ровное шипение без потрескиваний и взрывов. В том случае, если на электроде или горелке застынут брызги, звук сразу будет меняться – начнется потрескивание и сбои в шипении, как будто в сковороду подливают воду. Также на качество звучания существенно влияет плотность зажима массы – если крокодил плохо захватывает заготовку, то звук в любом случае будет неравномерным.
Безопасность при работе с полуавтоматом
"Глаза!" - тот, кто присутствовал при работе профессионала, наверняка слышал такое выражение, которое любой адекватный сварщик обязательно озвучит перед тем, как коснуться электродом поверхности металла. Защита зрения при работе с дуговой сваркой любого типа – это самое важное, что требуется по технике безопасности. Для ожога радужной оболочки глаза достаточно трех-четырех вспышек, после чего обеспечено ощущение «песка» и одна-две бессонных ночи. С этой целью используют сварочные маски с тонированными стеклами, причем некоторые производители полуавтоматов предлагают их в заводском комплекте: то есть маска идет как дополнение к аппарату.
Важную роль играют перчатки или рукавицы, которые защищают руки от расплавленных брызг и нагрева держателя. Кроме того, любая дуговая сварка – это мощный поток ультрафиолетового излучения и если незащищенные участки кожи будут подвергаться таким ваннам хотя бы одну минуту, то серьезный ожог обеспечен. Для примера: когда со сварщиком работает слесарь (поддерживает какие-то заготовки во время работы), то к концу рабочего дня на его лице обязательно появляется загар, а порой даже приходится делать противоожоговые маски (кислое молоко, сметана и т.д.).
При работе с любой сваркой обязательно нужен защитный костюм, который не могут прожечь брызги расплавленного металла. Это тоже важно, так как попадание даже одной капли на тело равносильно ожогу. Если специальный костюм отсутствует, важно, чтобы в одежде полностью была исключена синтетика, так как она усугубит ситуацию. Обувь должна быть закрытой, но не тряпичной (кожа или дерматин) – лучше всего, если это будут не туфли, а ботинки. Если работы проводятся в помещении, то там должна быть обеспечена надлежащая вентиляция.

Если соблюдать все требования, предусмотренные СниП и ТУ для сварочных работ, о которых говорилось в этой статье, то научиться работать с полуавтоматом можно довольно-таки быстро. Самое основное, не пренебрегать теорией, чтобы на практике не возникало тупиковых ситуаций.
сварка полуавтоматом

Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

в магазине видел проволоку уже с флюсом для полуавтомата, типа углекислота уже не нужна, можно ли такой проволокой варить?

Да можно но лучше в со2


блин.я тебя перепутал с другим))))не тому ответил.
Какой у тебя минимальный и максимальный вольтаж на аппарате?
Тонкий металл например 1 мм нужно варить на напряжении 17-18 вольт или меньше.
на 24 вольтах я варю металл 5 мм.
Ничего)) 16-26В если ставить меньше 21В, туго загорается дуга, проволока лезет, и приходится откусывать много…
Дуга зажигается…проволока лезет…и что происходит в зоне сварки?
Создаешь сварочную ванну которую перемещаешь по металлу движением горелки.Скорость подачи устанавливаешь экспериментально.
От аппарата многое зависит.У тебя он простой, но такими варят многие.Подбирай оптимальные настройки.
Спасибо))) буду ещё экспериментировать))

век учись, век живи, дураком и помрешь.нюансы незначительные, но важно их знать и не только начинающим.

многого еще не договорил конечно, но совсем в это не понимающим хоть что-то=)

Таже просьба, что и к первому посту! Все материалы должны сопровождаться коментариями и пояснениями, не все понимают вас в полной мере, тогда какой смысл выкладывать подобные посты, если вас понимают лишь единицы?

фиг знает, вроде не тонкий метал на видео, глушак варю электро., не полуавтоматом, теорий не знаю, ток по мере надобности выбираю, полуавтоматом ваще кайф, и два лезвия могу сварить:))но это уже прикол:))а в обще познавательно, надо такую инфу выкладывать.
РДС можно что угодно варить правда сложнее . в тоже время как и аргонником не всегда удобно
аргоном ещё не пробовал, нет технической базы.блин и у знакомых нет.

Без обид конечно, блин, класс!, супер!
Доброго времени суток! Дружище, извини за не скромный вопрос, давно ли ты варишь, в смысле опыт большой?
15 лет ( правда не каждый день )
А какое напряжение при сварке должно быть?
в каком пространственном положении вы варите ? какая толщина металла ? какой диаметр проволоки
ой))) тонкий металл(кузов) верликать, 0,8мм. пока учусь. но из американского ролика заметил, что до 19В — сварка коротким замыканием, после 19В — наплавка (или как-то так), на моем китайском аппарате методом проб и ошибок для себя пока подобрал 24В (так швы получаются немного похожи на книжные)… так вот когда КЗ используют, а когда наплавку?
так как у вас китаец, рекомендую только проб и анализ, так как точные цифры ничего вам не дадут, тем более если варите от сети 220 дома, скачки напряжения на прямую будут влиять на напряжение на дуге .
так а по науке вообще как? (или как чувствуется — варит, значит всё ок, не варит, надо добавть, жжет, отпустить?)))))
в вашем случае да .

kravchonok26
У меня дешёвый трансформаторный полуавтомат на 135 А, Рос. (?) производства. Пользуюсь недавно и редко. Летом ещё ничего, но зимой! Экономные соседи включают "козла" и проблемно варить даже электродом, ни говоря о полуавтомате. Увеличиваешь ток, увеличивается подача проволоки, как следствие-толстый шов и увод металла, а затем болгарка, болгарка, болгарка. Может поставить раздельную регулировку тока и подачи проволоки?
Ток это и есть скорость подачи проволоки.
На полуавтомате регулируют напряжение и под это напряжение подбирают скорость подачи(силу тока).
В зависимости от скорости подачи можно вести сварку капельным либо струйным переносом.
На трансформаторном не знаю какой у тебя напряжение врятли регулируется плавно.Если даже так, то врядли удасться добиться тех настроек и качества что может обеспечить инверторный полуавтомат.
Советую купить инвертор и не париться, а нормально варить.
Аппарат брал бюджетный, для создания единственной машины, для разовых работ по крыше и дверям. pp.vk.me/c631422/v631422636/b27d/HZOeFpojhxI.jpg Комби 135.
Читайте также: