Как правильно вести электрод при сварке от себя или на себя
Обновлено: 21.09.2024
Принято считать: от того, как вести сварку – от себя или на себя, зависит качество работы. Но так ли на самом деле? И есть ли принципиальная разница в направлении ведения электрода? Давайте разберёмся в этом подробнее.

Технология сварки
Электродуговая сварка является самой простой и распространённой в исполнении. Аппараты для дуговой сварки – инверторы — доступны по цене, имеют небольшой вес, приемлемые габариты и подходят для работы, как на открытом воздухе, так и в ограниченном пространстве. Самое главное – они настолько тихо работают и практически не оказывают на напряжение влияния, что их можно считать идеальным вариантом.
Когда электрод начинает контактировать с металлом, происходит расплавление стержня сварки и непосредственно металла. Таким образом возникает искомая электродуга.
Однако перед началом работы сварку необходимо зажечь одним из двух способов: быстрыми, совершая короткие касания к изделию электродом, либо чирканьем (способ похож на зажигание спички о коробок). Конечно, второй способ предпочтительнее хотя бы потому, что спичками пользоваться умеют все. Тем не менее, он совершенно не подходит для труднодоступных, узких мест – в таких местах первый способ окажется результативнее.
Главное условие – сварная ванна должна быть покрыта шлаком. А он, в свою очередь, появляется при горении защитного покрытия, частично испаряясь, частично плавясь, выделяя при этом газ. Последний окружает сварную ванну, не давая металлу взаимодействовать с кислородом, а также поддерживает постоянную температуру продолжительное время.
Как только металл охладится, верхний слой шва превратится в легко устраняемый шлак, который просто устранить постукиванием. Самое главное – соблюдать единый зазор между электродом и металлом, иначе говоря, длину дуги, чтобы она не угасла. Для того чтобы этого не произошло, сплавление должно всегда происходить с одинаковой скоростью, а сам шов – насколько возможно ровным. Для этого непосредственно перед работой необходимо представить мысленно черту, по которой должен будет двигаться электрод.
Способ от себя
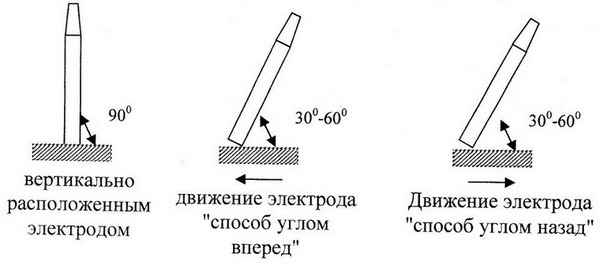
Иначе этот способ называют «углом вперёд». При таком способе сварки высота выпуклости шва и глубина провара уменьшается пропорционально его увеличивающейся ширине. Однако это позволяет замечательно сварить металл, толщина которого маленькая. А благодаря проплавляемым кромкам, сварка может проходить на повышенных скоростях.
Способ на себя
По-другому этот вариант сварки именуется «углом назад». В данном случае уменьшается ширина пропорционально увеличивающейся высоте выпуклости и глубине провара. Образование пор и плохо сваренные кромки – единственные минусы такого способа сварки.
Что лучше
Когда положение электрода при сварке углом вперёд, значит, необходимо сварить потолочные, вертикальные, горизонтальные швы, а также неповоротные стыковки труб. Если же углом назад, значит, требуется соединить сваркой стыковые и угловые элементы.
Правильное окончание сварки – залог успеха, ведь вся работа будет насмарку. Итак, закончить работу можно:
- Обрывом дуги. Электрод сначала должен быть перемещён сверху на сварочную ванну, а после – очень быстро отведён от кратера.
- Заваркой кратера, вариант первый. В месте, где заканчивается сварной шов, необходимо оборвать дугу. Сразу после этого зажечь потребуется новую электродугу для того, чтобы был сформирован шов нужной высоты.
- Заваркой кратера, вариант второй. В этом случае дугу нет необходимости обрывать. Её нужно переместить примерно на 1 – 1.5 см назад по шву, после – обратно. И не доводя около 0.5 см до окончания шва, оборвать эту дугу.
Какой лучше из этих положений сказать наверняка нельзя, ведь всё зависит, как видно выше, от места сварки. К тому же немаловажную роль играет тип, толщина металла, правильно подобран ли был сварочный аппарат, его составляющие.
Начинающему сварщику будет крайне сложно сделать идеальными первые швы. Тем не менее, правильно выбранная тактика, подобранные элементы сварки, постоянная, непрекращающаяся практика для набивания руки, и превосходный результат не заставит себя долго ждать.
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.

Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.

Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.

Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.

Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Как лучше вести электрод на себя или от себя

Как лучше вести электрод на себя или от себя
Для получения электрической дуги, которая расплавит основной металл и электродный, нужен источник переменного или постоянного тока. В ручной дуговой сварке — электрод нужен не только для создания электрического разряда. При сварке электрод плавится сам, образуя тем самым дополнительный металл, который заполняет сварочную ванну. Таким образом, мы получаем прочное и надежное соединение металлов на молекулярном уровне.
Существует несколько основных правил при сварке электродом. В первую очередь, это нормальный провар заготовок, чтобы они не развалились при ударе. Второе правило связано с тем, чтобы не допустить попадание шлака в сварочную ванну. Если шлак попадёт в жидкий металл и застынет в нем, то это приведёт к появлению многих дефектов, а также, к разрушению сварочного соединения.
Чтобы не допустить попадание шлака в сварочную ванну, а также улучшить провар, многие задаются вопросом о том, как лучше вести электрод — от себя или на себя. Данный обзор как раз и будет посвящён этому вопросу. Из статьи вы сможете узнать, в каких случаях лучше варить от себя, а в каких на себя. Итак, поехали.
Как лучше варить — от себя или на себя
Если вы еще до сих пор ни разу не пробовали варить от себя, то вам следует обязательно научиться освоить данную технику сварки. Практически все опытные сварщики варят трубопроводы, а также металлоконструкции, преимущественно перемещая электрод от себя.

Что это дает? Во-первых, при сварке от себя сварной шов получается более красивым. Во-вторых, соединение получается максимально плотным. В-третьих, если нужно получить хороший провар, то движение электродом от себя, именно то, что нужно.

С чем связан такой хороший провар? В первую очередь с практически перпендикулярно расположенным электродом по отношению к свариваемому металлу. При таком расположении электрода сварочная дуга максимально эффективно покрывает металл, горит сильно и стабильно.

Однако не будем сбрасывать со счетов и движение электродом «на себя». Потому что в некоторых случаях такой подход оказывается более эффективным. Например, когда уже проварен корень шва, движением электрода «от себя» и нужно наложить второй шов, можно использовать именно технику сварки электродом на себя, чтобы добиться увеличения сварного валика.
Как варить электродом на себя и что это дает
При движении электродом на себя, сварщик выдерживает небольшой угол уклона и ведет электрод в свою сторону. При этом провар снижается, а скорость сварки увеличивается. Данный подход рекомендуется использовать при наложении второго и последующих швов в сварке.
Итак, что мы имеет на данный момент:
- Если нужно получить хороший провар, то следует варить электродом от себя;
- Технику ведения электрода на себя также целесообразно применять, когда необходимо увеличить высоту сварного валика или при сварке неответственных конструкций.

Начинающие сварщики обязательно должны попробовать варить электродом, как от себя, так и на себя. Возможно, в первый раз разница будет заметна не так сильно. Однако осваивать ручную дуговую сварку нужно именно с этого, постепенно набираясь опыта и знаний.
Секреты сварки электродом

Секреты сварки электродом или что нужно знать новичку
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
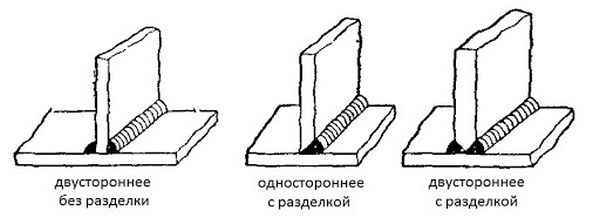
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.

Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Как вести электрод

Как правильно вести электрод во время сварки начинающему
Более чем сто лет назад люди стали использовать сварку для соединения металлов. Для этих целей, как и сейчас, используется электрод.
Сварочный электрод — это металлический стержень с обмазкой. Состав обмазки, как и сталь из которой изготовлен стержень, играет важную роль.
Электрод, его состав и значение
Обмазка электрода состоит из различных компонентов. Это такая себе смесь из марганца, никеля, железа и минералов. Будучи в порошкообразном состоянии обмазка наносится на металлический стержень электрода.
В процессе сгорания, обмазка, как и металл, плавится, образуя в зоне сварки газообразное облако, состоящее из минералов. Основная задача этого облака — защита шва от воздействия кислорода. Такая защита необходима для усиления будущего соединения.

Основой в качестве электродного стержня выступает металлическая проволока. Вид сварочной проволоки зависит от того, для сварки каких именно металлов будут предназначены электроды. В основном используется проволока, выполненная из углеродистой и нержавеющей стали.
Как вести электрод во время сварки
Стержень, из которого изготовлен электрод, проводит ток. В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
Правильное движение электродом, как и расстояние его кончика до поверхности металла, играют ключевую роль в сварке. Расстояние между концом электрода и металлом называется сварочной дугой. Чем длинней сварочная дуга, тем больше разбрызгивание металла.
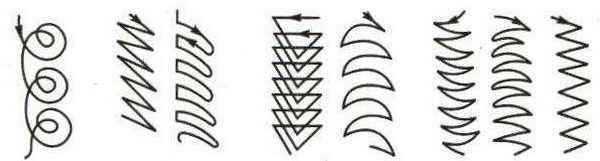
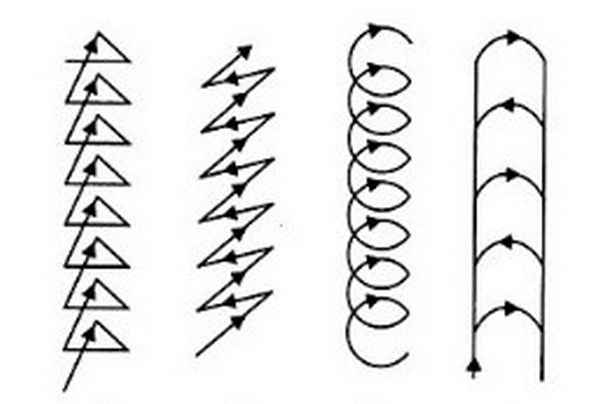
Вести электрод во время сварки можно различными колебательными движениями:
- Елочкой;
- Углом;
- Спиралью и полумесяцем.
При этом колебательные движения электродом должны быть небольшими, амплитуда которых не будет превышать три диаметра электрода. Очень важно при формировании сварочного валика держать металл в расплавленном состоянии.

Если по каким-то причинам слишком быстро перемещать и возвращать электрод обратно, может возникнуть кристаллизация сварочной ванны вследствие её охлаждения. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Во время сварочного процесса сварщик должен все время следить за шириной и глубиной сварочной ванны. Нельзя слишком быстро перемещать электрод. При поперечных колебаниях электродом амплитуда должна быть несколько меньше ширины наплавленного валика. В конце каждого перемещения нужно делать небольшую паузу, и как бы на мгновение останавливать движение электродом.

Научиться правильно вести электрод во время сварки непросто. Здесь многое зависит не столько от знаний, сколько от опыта. Чем чаще вы будете варить, и тренироваться, тем лучше и качественней у вас будет получаться сварочный шов.
Читайте также: