Как правильно затачивать электрод для аргонной сварки
Обновлено: 21.09.2024
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил. Одинаково хорошо зажигается и горит. Заточеный на крупнозернистом камне вольфрам зажигается и горит точно так же хорошо, просто точить неудобно и кончик чаще обламывается при заточке.
Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
Настольный сварщик .
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения
Нам в Команду требуется станочник универсал: боготворящий работу с металлом и обожающий свою работу.
Нам в Команду требуется сварщик универсал: боготворящий работу с металлом и обожающий свою работу.
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
В ручной сварке бесполезная приблуда, только если повыпендриваться.
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа. Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели - легко и пальцы не обжигаются. Привык.
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали - разницы не заметил.
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
Удовольствие от высокого качества длится дольше чем радость от
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.







selco , Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ - специальное зерно от 3м) А100 - А16 (другое обозначение зернистости присущее только трайзакт от 3М - очень мелкое самозатачивающееся зерно - может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко - точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да - лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Заточка вольфрамовых электродов
Вольфрамовые электроды, относящиеся к неплавящемуся виду, применяются для сварки под защитой газа. Помимо их правильного использования необходима регулярная заточка вольфрамовых электродов для их дальнейшего успешного использования.

Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения - автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока - для постоянного тока требуется конусовидная заточка, а для переменного - округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Правила заточки
На глубину шва и его ширину окажет влияние длина, на которую осуществляется заточка вольфрамового стержня. Она находится в зависимости от диаметра используемого электрода.

С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.

Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.

Поэтому перед началом этого процесса необходимо разобраться, как заточить вольфрамовый электрод, соблюдая все необходимые правила, чтобы обеспечить наилучшую форму шва и стабильность горения дуги. Для выбора наилучшей длины можно воспользоваться специальными таблицами. Затачивать вольфрамовый электрод следует только в продольном направлении.
Особая заточка вольфрамового электрода для сварки алюминия на переменном токе не требуется, однако рекомендуется округлять их концы.
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
- Специализированный станок.
- Ручная машина.
- Электроточило с мелкозернистым абразивным кругом.
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.

Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Хороший результат также обеспечит машинка для заточки вольфрамовых электродов, осуществляющая это процесс тоже с помощью алмазного диска. Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Выставить требуемый угол заточки легко по имеющей шкале. Управлять процессом можно через прозрачное смотровое окошко. В комплекте имеется держатель для электрода, обеспечивающий его стабильное положение и уменьшающий риск получения травм для сварщика. Такое устройство относится к типу переносных. Заточка осуществляется вручную.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
- отрезок трубы;
- электрический моторчик;
- зажимной патрон;
- гайка;
- дрель;
- надфиль.
Из оборудования будет нужен сварочный аппарат.
Интересное видео
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
Марки и заточка вольфрамовых электродов для аргонодуговой сварки
Вольфрамовый электрод нашел применение в среде защитных газов (гелий, аргон). Реже используется при плазменной резке и наплавке.
Вольфрамовые электроды для аргонодуговой сварки обладают высокой тугоплавкостью (3000 градусов). Изготовляются методом порошковой прессовки. Кроме вольфрама (температура кипения 5800 градусов) в составе в зависимости от марки изделия, присутствуют оксиды:
- церия;
- тория;
- иттрия;
- лантана;
- циркония.
Марки вольфрамовых электродов
Для удобства сварщиков на неплавящиеся электроды наносится цветная маркировка.

1) WP (зеленый наконечник) — содержание вольфрама 99,5%, для сварочных работ с магнием (сплавами), алюминием. Большое содержание вольфрама повышает устойчивость дуги на переменном токе в среде гелия и аргона. Рабочую зону электрода делают в виде нароста-шарика.
2) WT-20 (красный код) — добавлен диоксид тория (2%).

Соединение на постоянном токе: меди, титана и нержавеющих, низколегированных, углеродистых сталей. Марка востребованная, но торий — радиоактивный материал, при заточке торированных электродов образуется пыль вредящая здоровью человека. Рабочая зона сварщика нуждается в хорошей вентиляции. WT-20 сохраняют форму электрода при любой силе тока, а угол заточки изменяется под сварочные нужды.
3) WС-20 (серый наконечник) — добавлен диоксид церия (2%).

Марка применяется для сварки сталей и сплавов на постоянном и переменном токе. Деоксид церия (нерадиоактивный элемент) улучшает запуск дуги и повышает допустимые значения тока. WС-20 используется для сварки тонколистовой стали, трубопроводов и орбитальных труб. Недостаток цериевых изделий в концентрации оксида в рабочей зоне электрода.
4) WY-20 (тёмно-синий наконечник) с добавкой диоксида иттрия (2%).

Варят на постоянном токе медь, титан (сплавы) и стали — нержавеющие, углеродистые, низколегированные. Иттрированная добавка улучшает устойчивость дуги во всех токовых режимах.
5) WZ-8 (белая маркировка) — оксид циркония (0.8%).

Для сварки на переменном токе алюминия, магния и сплавов. Рабочая зона электродов с цирконием в форме сферы, превосходит по токовой нагрузке другие изделия.
6) Вольфрамовые электроды для аргонодуговой сварки с включениями окиси лантана:
WL-15 (цвет золотистый), 1.5% оксида лантана;
WL-20 (код синий), 2% лантана;
WR-2 (бирюзовый наконечник) — оксид лантана (1.4%).

Изделия с оксидом лантана имеют легкий запуск и устойчивую дугу, прожоги металла минимальные, уменьшенный износ рабочей зоны электрода. Применяются для всех видов сталей и сплавов.
Размеры и цены на электроды:
Самые популярные диаметры — 1,6-2,5 мм.
Цена на вольфрамовые изделия зависит от производителя, марки и диаметра электрода.
Стоимость WL-15 из Китая (1.0 мм, универсальный) — 40 рублей. Германское изделие TBi D (3.0 мм, красный для нержавеющей стали) обойдется в 340 рублей. За китайский WT-20 (5.0 мм, красный для нержавеющей стали) придется выложить 900 рублей.
Как правильно затачивать вольфрамовые изделия
Перед работой электроды для аргонной сварки затачиваются. Для получения правильной длины заточки, аргонщики советуют простую формулу: диаметр электрода умножить на 2,5.
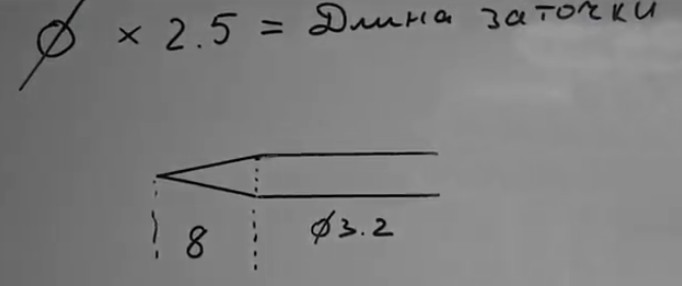
Например, диаметр 3,2 мм умножаем на 2,5 и получаем длину заточки 8 мм (рисунок выше).
При сварке алюминия на переменном токе, шарик на вольфрамовом изделии образуется САМ. Специально притуплять электрод, делая полусферой — не обязательно.
Электрод стачивается вдоль, как карандаш. Если затачивать поперек, то риски от абразива создадут препятствия для стабильной дуги.
Точить можно наждаком или болгаркой, вращая изделие в руках. Для равномерной заточки, можно стержень закрепить в патроне шуруповерта или электродрели, выставив малые обороты вращения.
По технике безопасности, одевайте маску для защиты органов дыхания от пыли.
Автоматизация процесса заточки
Продаются специальные машинки для заточки вольфрамовых электродов для аргоновой сварки. В комплектацию входит — ударопрочный чемодан для хранения прибора, электромашинка, приспособление для фиксации электрода в держателе.
Устройство машинки включает:
- абразивный алмазный диск с односторонним покрытием;
- регулировка количества оборотов;
- фильтр для мелкодисперсной вольфрамовой пыли;
- регулировка угла заточки от 15 до 180 градусов.
Желающие приобретают это устройство для домашних нужд.
P.S. В процессе практики, вы отдадите предпочтение полюбившимся электродным маркам, которые будете использовать чаще всего.
Пособие по сварке алюминия аргоном для новичков
Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

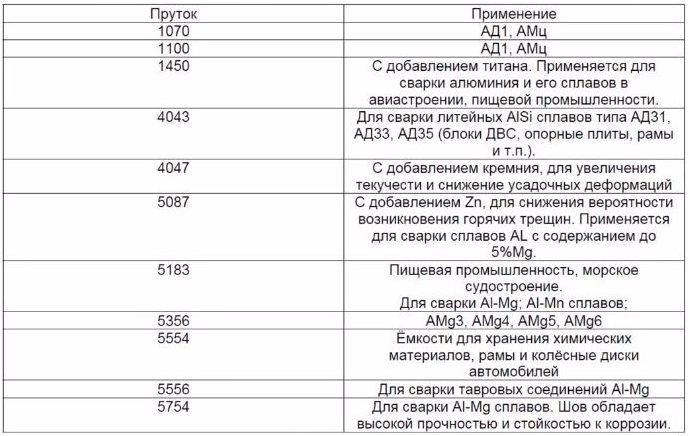
Присадочный пруток . Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.

- ацетон;
- спирт;
- специальные очистители.
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.

Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.
P.S. Вот такая получилась пошаговая для новичков инструкция. Поверьте, аргонно дуговая сварка алюминия в домашних условиях выручит вас много раз. Удачи в освоение метода!
Читайте также: