Как прокалить электроды для сварки ок 46
Обновлено: 02.05.2024
Электроды ОК 46 для сваривания сталей довольно популярны среди сварщиков. На эту продукцию оставлено много положительных отзывов. Профессионалов радует хороший функционал расходного материала, а новичков – его универсальность и простота в обращении. Давайте разберемся, для чего предназначены эти электроды и стоит ли их приобретать.
Расшифровка электродов ОК 46
Электроды ESAB ОК 46 имеют довольно простую маркировку. Прежде всего, это продукция компании, имеющей международную известность. Промышленное предприятие ESAB имеет более чем 110-летний опыт изготовления и усовершенствования сварочных материалов. Используемая в международной маркировке аббревиатура ОК – не что иное, как инициалы основателя компании-производителя Оскара Кельберга. 46, или же 46 00 – максимальная нагрузка, которую может испытывать шов, полученный в результате использования этих электродов.
Электроды ОК 46: технические характеристики

электроды ESAB OK 46 00
Электроды ЭСАБ ОК 46 покрыты рутилово-целлюлозной обмазкой. Стержень изготовлен из проволоки типа Св08 и Св08А. Диаметр может быть 2мм, 3мм, 4мм (диапазон составляет 1.6-5 мм). После их использования сварной шов будет на 0,08% состоять из углерода, на 0,4% — из марганца, на 0,3% — из кремния, на 0,030% — из фосфора и на 0,025% из серы.
Напряжение холостого хода составляет 50 В. Предел текучести равен 400 МПа, предел прочности – 510 МПа. Ударная вязкость колеблется от 35 Дж / см2 до 70 Дж / см2 при температуре от -20°C до 0°C. Сварка возможна во всех положениях. Можно производить сваривание короткими швами, формировать корневой проход, выполнять прихваточные швы. При этом используется как переменный ток, так и постоянный с обратной полярностью.

таблица зависимости диаметра электрода ок 46 от силы тока и положения сварки
Характеристика электродов разного диаметра
Чтобы знать, какая разновидность электродов ОК вам необходима, стоит учесть не только вид основного металла и оборудования. Предлагаем вашему вниманию описание качеств электродов на основе отзывов пользователей.
- ОК диаметром 2 мм не могут использоваться при ремонте трубопроводов. Устойчивы к воздействию высоких температур.
- 2,5 мм. Такие электроды лучше всего применять при варке нержавеющей и углеродистой стали, причем переменным током. Рабочую поверхность перед началом сварки стоит тщательно очистить от грязи и пыли.
- 3 мм. Хорошо проявляют себя при работе, проводимой на трубопроводе. Вязкие.
- 4 мм. Перед сваркой нужно удалить с металлических поверхностей всю ржавчину. Напряжение должно быть постоянным.
- 5 мм. Нельзя применять при сварке короткой дугой. Очень хорошо наплавляют металл, при этом расходуются экономно.
Назначение электродов марки ОК 46

Электроды ОК 46 3мм и 4 мм широко применяются в строительстве, промышленности, судостроении, монтаже. Подходят они и для бытовых работ. С помощью таких электродов сваривают конструкции из низкоуглеродистых и низколегированных сталей, в том числе имеющие широкие зазоры. Так как есть возможность варить в положении сверху вниз, а дуга может стабильно гореть при минимальном токе, электроды марки ОК 46 используются при изготовлении деталей из тонкого металла. Вероятность прожига материала при этом минимальна, шов получается прочный и аккуратный. Можно также сваривать ими изделия, имеющие гальваническое покрытие.
Преимущества и недостатки
Перед тем, как приобрести электроды данной марки, следует ознакомиться с их преимуществами:
- Сварка может осуществляться даже по ржавым и загрязненным поверхностям.
- Осуществить первый и следующие поджиги изделия довольно просто.
- Можно выполнять любые типы швов.
- Разбрызгивание металла минимально.
- Не требуется большого тепловложения.
- Продукция имеет надлежащие сертификаты соответствия и гарантию качества от производителя.
- Предусмотрены упаковки массой 2,5 кг, 2 кг и 1 кг, что довольно удобно при бытовой сварке.
К недостаткам можно отнести:
- Угол наклона не может быть меньше, чем 35 градусов.
- Относительно низкая ударная вязкость.
- Наплавку даже протяженных швов нужно проводить небольшими отрезками.
Чтобы избежать иных недостатков, достаточно тщательно подбирать разновидность расходного материала для каждой отдельной операции с металлом, а также прислушиваться к советам экспертов.
В заключение
Если вы все еще сомневаетесь, какие электроды для сварки приобрести, обратите внимание на ok 4600. Они не только значительно расширяют спектр работ, которые можно провести, но и довольно экономичны: имеют небольшой расход вне зависимости от диаметра и при этом стоят недорого. Универсальность, отличное качество шва, высокая скорость сварки – вот далеко не полный перечень преимуществ этих электродов.
Электроды марки ОК 46
Все, кто хоть немного знаком со сваркой, наслышаны об электродах ESAB ОК 46. Отзывы удивляют: практически все мастера хвалят эту марку. Они отмечают, что качество швов заметно улучшилось после приобретения этих стержней, и в целом работе стала легче и быстрее. Так ли это?

В этой статье мы постараемся рассказать вам все, что нужно знать об электродах OK 46.00. Мы также ответим на вопрос, стоит ли покупать эти стержни и использовать их в своей работе.
Общая информация
У электродов марки ОК 46 рутилово-целлюлозное покрытие. Это основная характеристика, из-за которой данные электроды и получили свою популярность. Марка ESAB 46 00 по-настоящему уникальна, она повышает уровень ваших работ и при этом позволяет работать проще.
Так чем же так хороши электроды ОК 46 технические характеристики которых никто из производителей не может повторить? Во-первых, данная марка абсолютно нечувствительна к коррозии. Это значит, что вы можете варить в труднодоступных местах и не зачищать металл. Во-вторых, при сварке данными электродами шлак практически не образовывается и удаляется очень легко. Шов получается очень гладким и плавно переходит к поверхности металла. Также электроды легко поджигаются, в том числе повторно.
Также для сварки данными электродами необходимо низкое напряжение холостого хода и относительно маленькое значение сварочного тока. Так что электроды для сварки ОК 46 можно без проблем использовать на даче и варить от обычной электросети.

Стоит ли покупать эти электроды? Однозначно, стоит. С ними ваша работа действительно станет легче и быстрее. Сварные соединения будут качественными и надежными. Но при условии, что вы будете соблюдать технологию сварки и подбирать стержни исходя из характеристик металла, который собираетесь варить.
Недостатков у ОК 46 всего два: высокая цена и частые подделки. Но мы не считаем эти минусы значительными. Ведь цена ненамного выше аналогов, а конечное качество швов намного лучше. Ну а чтобы избежать подделок нужно покупать электроды у сертифицированных представителей или в крупных магазинах.
Применение
Назначение этих электродов — сварка различных типов сталей и цветных металлов. Электроды ЭСАБ ОК 46 практически нечувствительны к коррозии и грязи, так что можно не проводить тщательную зачистку металла, если вы варите в труднодоступном месте.

Марку ОК 46 часто называют универсальной, и это действительно так. Данные электроды обеспечивают отличное качество шва, стабильное горение дуги и легкость ведения шва даже на самых капризных металлах, вроде алюминия. Данные стержни можно без проблем поджечь после их принудительного затухания. Но наилучшие результаты достигаются при сварке коротких соединений и прихваток. При этом шов должен быть как можно шире.
Для сварки можно использовать любую полярность. Род тока может быть как переменным, так и постоянным. Можно варить практически во всех пространственных положениях. Вес пачки 5.3 и 6.6 кг в зависимости от диаметра. Сварочные электроды ОК марки 46 можно заменить марками ОЗС 12, ОЗС 6, АНО 4, АНО 6, АНО 29 М, АНО 23 и МР-3. Они не обеспечивают такого же уровня качества, но стоят дешевле и схожи по характеристикам.
Перед сваркой рекомендуется прокалить электроды в электропечи при температуре не более 90 градусов. Продолжительность прокалки — 1 час.
Вместо заключения
Сварочные электроды ОК марки 46 — это хороший выбор как для новичков, так и для практикующих сварщиков. Они универсальны и удобны в эксплуатации. Да, стоят такие электроды немного больше, чем аналоги. Но результат стоит того. Помните, что при покупке не так важен производитель, как важен сертификат качества. Обязательно попросите сертификат у продавца. Не покупайте электроды в магазинах, которые расположены в полуподвальных помещениях. Поскольку есть вероятность, что все стержни хранятся там неправильно. Желаем удачи в работе!
Особенности прокалки электродов

Техника безопасности
Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.
Следует отличать между собой два таких процесса, как сушка и прокалка. Несмотря на то, что они во многом схожи, в первом случае обработка осуществляется с использованием менее высоких температур.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.

Конструкция печи для прокалки электродов.
Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить электроды необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
Осуществлять прокалку и сушку необходимо в специализированном оборудовании. В этих целях используют электронагревательные печи. В их камере создается необходимая температура, которая варьируется от 100 до 400°С в зависимости от решаемой задачи.
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Если во время прокалки необходимо защитить стержни от воздействия окружающей среды, следует использовать термопеналы. Установленный уровень температуры в таких устройствах поддерживается автоматически.
Работаю данные агрегаты от сети с напряжением 36-60 В. Камера, которая находится внутри корпуса термопенала оснащается терморегулятором и нагревательным элементом. Между камерой и корпусом устройства выполнена качественная теплоизоляция.
Хранить просушенные и прокаленные горячие стержни следует в пеналах-термосах. Их конструкция представляет собой герметично закрываемые емкости на подобии термосов. Их камера отделена от корпуса слоем теплоизоляционного материала.
Технология прокалки
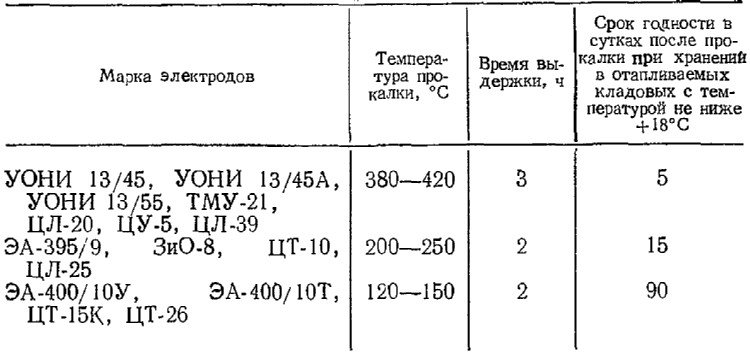
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.

Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями. В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой.
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.

Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Как пользоваться электродами ОК 46

Электроды для сварки
Электроды ОК 46 пользуются популярностью у опытных и начинающих мастеров сварного дела. Их радует универсальность изделий и простота обращения. Отзывы о стержнях положительные.

Расшифровка маркировки
Полное название изделия – ESAB OK 4600, оно означает:
- название производителя;
- инициалы основателя фирмы – Оскара Кельберга;
- испытываемую нагрузку, которую способен выдерживать шов.
Для изготовления стержня применяется проволока марки Св08. Снаружи она покрывается обмазкой, состоящей из рутила и целлюлозы.
Назначение ОК 46
Целью использования стержней является сварка цветных и черных металлов, тонких изделий с гальваническим защитным покрытием. Выпускаются они разного диаметра. Наиболее популярные – 4 и 3 мм.
Применяются в создании строительных конструкций, кораблей, в промышленности, в бытовых условиях. Низколегированные и низкоуглеродистые стали хорошо поддаются обработке сварочным электродом ОК 46.
Разновидности электродов
ОК 46 имеют аналоги в виде Э46, СЕОК-46. Они поддерживают горение дуги, работают при переменном и постоянном токе в любом пространственном положении. Горячий металл разбрызгивается умеренно. Размеры варьируются в пределах 300-450 мм.
Заменой может служить ОЗС-12, АНО-4, МР-3 с рутиловым покрытием.
Многие показатели совпадают, но есть разница:
- полярность им нужна только прямая;
- отдельные фрагменты корки шлака удаляются с трудом;
- поверхность шва выглядит вогнутой.
Аналоги рекомендованы к сварке тавровых и трубных конструкций.
По качеству шва близки к ОК 46 00 электроды с покрытием из целлюлозы и рутила – СЗСМ 46 и SE-46, в которых цифра показывает прочность шва на разрыв в кг/мм². Перед применением стержни рекомендовано прокалить в целях устранения непровара.
Процедура происходит при температуре 300°С не менее часа. Мастера не советуют это делать более 3 раз во избежание разрушения обмазки.
ОК 46 выпускает и фирма, находящаяся в Пензе. При изготовлении электродов используются те же материалы, что и у оригинала. Внешне изделия ничем не отличаются. Практика показала, что обмазка на стержне-аналоге держится хуже, горение дуги менее стабильное, но шов получается одинаковым.
ЭСАБ ОК 46 мастера заменяют марками: ОЗС 6, АНО с индексами 6, 23 и 29 М. С их помощью нельзя добиться качества сварки, но стоимость материалов намного ниже.

Технические характеристики
Электроды отличаются своими размерами, весом и другими параметрами. Общее в них – образование прочного шва с плавным переходом к поверхности основного металла.
Общая информация по диаметрам
По отзывам сварщиков составлен небольшой список рекомендаций по использованию изделий разной толщины.
2 мм – не рекомендуется применять при работе с трубопроводами. В остальных случаях они проявляют устойчивость к температурному воздействию.
2,5 мм – используются для соединения деталей из углеродистой и нержавеющей стали переменным током. Заготовки сначала нужно очистить металлическими щетками и шкуркой.
3 мм – их вязкость позволяет сваривать трубы.
4 мм – хорошо работают с постоянным напряжением. Требуют полного удаления следов ржавчины в месте наложения шва.
5 мм – при экономном расходе образуют ровный стык. Не рекомендуется варить короткой дугой.
.jpg)
Свойства при растяжении
Характеристики прочности, вязкости и пластичности рассчитываются по нахождению точек на графике растяжения в разное время. На практике определение производится по кривым, расположенным в координатах нагрузки и удлинения. Данные записываются на специальной ленте.
По графикам специалисты рассчитывают свойства материала. Среднее относительное удлинение при сварке ОК 46 – 25%, предел прочности – 510 Мпа, текучести – 400 МПа.
Ударные свойства
Они связаны с вязкостью и равняются 35-140 Дж/см². Измерения проводятся при температурных пределах 0…-20°С. Нормой принято считать 33-70 Дж/см².
Сила тока
При работе используют ток постоянной и переменной полярности. В таблице приведены значения его силы в зависимости от толщины электрода и положения шва:
| Диаметр (мм) | Сила тока (А) | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 | 40-80 | 40-60 | 50-70 |
| 2,5 | 60-110 | 60-90 | 60-110 |
| 3,0 | 80-160 | 80-140 | 80-180 |
| 4,0 | 110-210 | 110-200 | 90-220 |
| 5,0 | 150-300 | 150-280 | 150-270 |
После изготовления электродов производитель складывает их в картонную упаковку. Каждая пачка содержит разное количество ОК 46 00. Зависит оно от длины и толщины стержней.
Количество в 1 кг
| Диаметр (мм) | Длина в см | Количество в 1 кг |
| 2,0 | 30 | 50 |
| 2,5 | 35 | 45 |
| 3,0 | 35 | 39 |
| 4,0 | 45 | 19 |
| 5,0 | 35 | 13 |
Продаются стержни в коробках весом 1-2,5 кг.

Плюсы и минусы
- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.

Особенности применения
Действия с ОК 46 производятся с выполнением нескольких правил:
- для сварки используется ток переменного и постоянного направления;
- шов накладывается во всех направлениях: горизонтальном, потолочном и вертикальном;
- стержень применяется для соединения деталей с оцинковкой и другим покрытием;
- легко поджигается;
- электрод служит главным материалом при заполнении пустот в конструкциях;
- не рекомендуется делать длинных швов.
Расходный материал на заводе укладывается в герметичную упаковку для защиты от влаги, потом – в картонную коробку. В таком виде изделия легко переносят несколько перевозок и хранятся длительное время на складах.

Доступные режимы работы и сварки
Правильные условия деятельности создаются при соблюдении подбора стержней в зависимости от направления шва в пространстве. Широкий диапазон параметров помогает в этом поиске вместе с таблицами и графиками. Аппарат не требует большого напряжения и подключается к домашней сети.
Пользователи отмечают недостатки расходников:
- высокие цены;
- плохо провариваются заготовки с толстыми стенками;
- обмазка быстро впитывает влагу.
Эти недочеты не портят общего впечатления от универсальных электродов.
Характеристики шва ОК 46
Место сварки состоит из расплавленного металла, в составе которого находятся в процентном содержании:
- углерод – 0,08;
- марганец – 0,4;
- кремний – 0,3;
- фосфор – 0,03;
- сера – 0,025.
Он застывает при охлаждении и образует ровный шов с плавным переходом в поверхность деталей.

Кто производит
Производитель стержней – шведская компания ESAB («ЭСАБ»). Это мировой лидер в выпуске сварочного оборудования, инструмента и расходных материалов. Электроды имеют множество положительных отзывов: они легки в использовании и обладают высоким качеством, дают ровный и прочный шов. Опытные мастера рекомендуют расходники для новичков.
У этих изделий есть недостатки: подделки и высокие цены. Они могут иметь несколько иные названия и массу. Например, АК46. Многие предприятия в нашей стране и за рубежом производят аналоги шведской продукции, которые также отличаются названиями: ESAB-СВЭЛ ОК 46 Д3, ESAB ОК 74.46 d4,0 или 5 ОК 46.
Выпускают их в Пензе и Новосибирске, Санкт-Петербурге и Екатеринбурге, Нижнем Новгороде и Симферополе, Красноярске, Владивостоке, а также в городах Германии и Японии.
Во избежание подделок нужно приобретать материалы у представителей, имеющих сертификаты. ОК 46 – это гарантия результата сварки даже у начинающего мастера. Электрод с плотной обмазкой хорошо защищает ванну от внешних факторов даже при расплавившемся конце.
Особенности прокалки и сушки сварочных электродов
Многие задаются вопросом, как прокалить электроды в домашних условиях. Они хорошо впитывают влагу, поскольку покрытие имеет пористую структуру. Чтобы уберечь стержни от влаги, производители поставляют их в герметичной упаковке. Тем не менее она не может защитить электроды, если они долго не использовались или хранились в плохих условиях. Чтобы вернуть им изначальные свойства, необходимо уменьшить уровень влаги. Сегодня мы узнаем, как проводится сушка электродов и что для этого нужно.

Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.

Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.

Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.

Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Инструкция прокалки
Разные электроды требуют разной температуры и времени прокалки. Эти параметры указываются на упаковках. Поэтому перед работой необходимо ознакомиться с инструкциями производителя. Иностранные заводы не всегда пишут как нужно прогревать стержни. Придется зайти на официальный сайт и найти эту информацию.
Не все электроды нужно прокаливать. Так, стержни с целлюлозным покрытием выпускаются в металлических банках и прогревать их перед работой не нужно.
На практике прокалка выглядит очень просто. Нужно разогреть печь до нужной температуры и поместить в нее электроды на определенное время, по истечении которого они будут готовы к работе. Ими сразу можно варить, либо можно переместить их в термопенал, чтобы взять с собой на объект.
Для примера, электроды Уони 13/55 прокаливаются при температуре около 270°С в течение 1 часа.
Сушка и прокалка — различия и особенности
Помимо прокалки, имеется такое понятие как сушка электродов. Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Сушка подразумевает сокращение уровня влаги в стержнях до минимально-приемлемого. Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Прокалка может выполняться для улучшения качеств электродов и приведения их в “рабочее состояние”. Особенностью этой процедуры является продолжительное время воздействия и высокая температура.
Обратите внимание, что специалисты не рекомендуют прокаливать электроды более 2 раз. Покрытие можно отколоться от сердечника и ими будет невозможно пользоваться.
Прокалка в домашних условиях
Подготавливать электроды в домашних условиях следует только если у вас нет другой возможности, и только если стержни будут использоваться дома. “Народные” методы можно использовать для не очень важных работ, к которым не предъявляются высокие требования качества.
Самым простым и очевидным вариантом является прокалка в духовке. Прокаливать электроды на газу не стоит, потому что в нем содержится некоторое количество воды.
Данную процедуру можно также провести на радиаторе отопления. Оставьте на нем прутки на пару дней. Этого будет достаточно, чтобы провести сварку.
Некоторые мастера используют для прокалки строительный фен. В этом случае нужно будет поместить электроды в трубу или другу емкость.
Не пользуйтесь такими методами прокалки и сушки при работе с ответственными конструкциями.
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий. Повреждение или скол покрытия ухудшают сварочные свойства.
Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Заключение
Прокалка и сушка электродов очень важный этап в подготовке к сварочным работам. Благодаря этим процессам, стержни приходят в рабочее состояние и обеспечивают максимальное качество соединения и комфортную работу. После прокалки у вас не будет возникать сложностей с поджигом дуги, залипанием и формированием шва.
Читайте также: