Как прокалить электроды для сварки
Обновлено: 20.05.2024

Техника безопасности
Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.
Следует отличать между собой два таких процесса, как сушка и прокалка. Несмотря на то, что они во многом схожи, в первом случае обработка осуществляется с использованием менее высоких температур.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.

Конструкция печи для прокалки электродов.
Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить электроды необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
Осуществлять прокалку и сушку необходимо в специализированном оборудовании. В этих целях используют электронагревательные печи. В их камере создается необходимая температура, которая варьируется от 100 до 400°С в зависимости от решаемой задачи.
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Если во время прокалки необходимо защитить стержни от воздействия окружающей среды, следует использовать термопеналы. Установленный уровень температуры в таких устройствах поддерживается автоматически.
Работаю данные агрегаты от сети с напряжением 36-60 В. Камера, которая находится внутри корпуса термопенала оснащается терморегулятором и нагревательным элементом. Между камерой и корпусом устройства выполнена качественная теплоизоляция.
Хранить просушенные и прокаленные горячие стержни следует в пеналах-термосах. Их конструкция представляет собой герметично закрываемые емкости на подобии термосов. Их камера отделена от корпуса слоем теплоизоляционного материала.
Технология прокалки
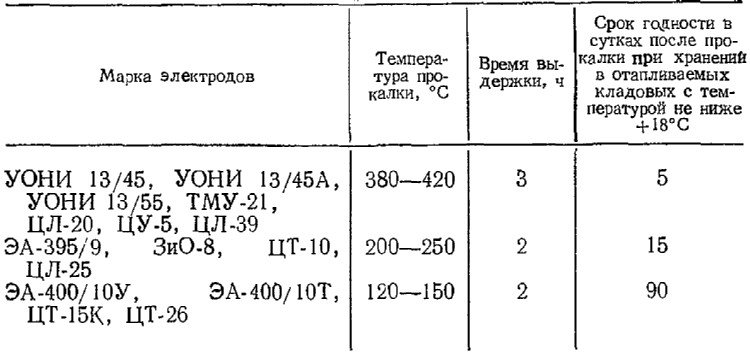
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.

Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями. В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой.
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.

Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Как делают электроды?
Производство электродов – узкоспециализированный, сложный технологический процесс. Они необходимы во многих отраслях и используются в больших масштабах. Рассмотрим, как делают электроды, каковы особенности их изготовления.
Все электроды делятся на два основных вида – неплавящиеся и плавящиеся. К первым относят изделия из тугоплавких материалов – вольфрама, синтетического графита и некоторых других. Ко вторым – металлические покрытые электроды, стержни которых изготовлены из металлов и сплавов – сталей, цветмета и т. д. Наиболее распространена вторая группа, о ней и пойдет речь.
От сварочной проволоки – к стержню

На производство электродов для ручной дуговой сварки идет сварочная проволока из низкоуглеродистой, углеродистой, легированной или высоколегированной стали (ГОСТ 2246-70). Выбор марки стали напрямую зависит от химических свойств металла свариваемых конструкций.
Стержни изготавливаются на специальных правильно-отрезных станках, где:
- проволока необходимого диаметра, поступающая на станок с бухты, подвергается знакопеременному изгибу и выпрямляется;
- после выпрямления производится рубка на стержни заданной длины.
На выходе стержни-заготовки проверяются оператором станка, брак отсортировывается, далее следует проверка сотрудниками ОТК.
Получение обмазки
Основная функция обмазки (покрытия) – защита сварочной ванны от губительного для металла кислорода. Состав материалов покрытия зависит от типа электродов. Все применяемые материалы проходят входной контроль на содержание основных элементов и примесей.
Подготовка осуществляется следующим образом:
- кусковые материалы дробятся на большие и средние куски;
- далее происходит их мелкое дробление в дезинтеграторах и шаровых мельницах;
- частицы просеиваются через специальные сита;
- частицы ферросплавов пассивируются путем вылеживания на воздухе или с применением температурной обработки. Вокруг каждой частицы образуется окисная пленка, препятствующая вступлению в реакцию со связующим (жидким стеклом) при приготовлении обмазочной массы;
- материалы дозируются в определенной пропорции и тщательно перемешиваются до образования однородной массы;
- подготавливается связующее вещество – раствор жидкого стекла (силикат натрия, калия, калиево-натриевый, реже силикат лития);
- связующее добавляется в подготовленную сухую шихту, замешивается обмазочная масса.
Масса имеет очень густую консистенцию, напоминающую влажную рыхлую почву.




Нанесение покрытия

Ранее при изготовлении электродов покрытие наносилось окунанием. В жидкую обмазку вручную опускался металлический стержень, который затем медленно поднимали. После подсыхания нанесенного состава операцию повторяли несколько раз до образования на основе слоя определенной толщины.
На современных предприятиях этот способ не применяется. Используются специальные прессы, которые создают давление до 700 атмосфер:
- обмазочная масса предварительно брикетируется;
- далее она поступает в цилиндр пресса и уплотняется с помощью специального поршня;
- с высокой скоростью подачи стержни (до 500 и более штук в минуту) поступают в обмазочную головку, куда одновременно поступает масса покрытия;
- все вместе проталкивается через отверстие калибрующей втулки (цилиндр определенной длины с отверстием внутри), расположенной в обмазочной головке.
Такой метод опрессовки позволяет получить не просто ровное, но и концентрично расположенное относительно стержня покрытие. За это отвечает правильная установка калибрующей втулки в головке пресса.
Эта характеристика особенно важна при производстве электродов. Чем меньше диаметр электродов, тем меньше допуск по эксцентричности покрытия. Если нормы по эксцентрике нарушены, то такие электроды будет невозможно применять в разных пространственных положениях, например, при монтаже конструкций, особенно при сварке трубных конструкций.
Благодаря калибрующей втулке и заданному давлению обмазочной массы получают необходимую толщину обмазки. Последняя не менее важна – ее недостаток напрямую влияет на качество сварного шва (недостаточная защита сварочной ванны от окружающего воздуха). Слишком толстое покрытие может потрескаться уже при прокалке, а в процессе сварки – привести к образованию «втулки» из покрытия, препятствующей процессу сварки.
Опрессовка позволяет получить практически идеально ровную поверхность обмазочного слоя (в пределах допуска 0,05 мм). Сверхнормативная разнотолщинность (эксцентричность) покрытия может негативно сказаться на качестве металла шва, став причиной несплавлений или попадания шлака.
Все необходимые параметры в процессе опрессовки задаются и контролируются оператором-прессовщиком.
Зачистка покрытия
Непосредственно после опрессовки электроды попадают на зачистную машину. Здесь зачищаются от обмазки оба конца:
Где и как прокалить электроды дома

Где и как прокалить электроды дома — самый доступный способ
Важность использования в работе только сухих электродов обусловлена рядом факторов. Во-первых, металл не будет разбрызгиваться при сварке, во-вторых, розжиг электродов станет заметно проще. К тому же, сварочная дуга не будет гаснуть в процессе сварки, а её горение будет стабильным и непрерывным.
Многие почему-то путают и считают что прокалка и сушка электродов, это одно и то же. На самом деле, это не так, поскольку прокалка электродов более серьёзный процесс, протекающий при высоких температурах и определённое время. Здесь важно не перекалить электроды.
Просушить и прокалить — это не одно и то же
Прокалка электродов осуществляется строго по инструкции, и никак иначе. Заменить прокалку неспособна батарея отопления, на которую многие выкладывают электроды зимой, чтобы их подсушить. Главная цель сушки электродов заключается в удалении влаги с обмазки.

Однако на радиаторах отопления добиться полноценной прокалки электродов, увы, невозможно. Для этих целей применяются специальные печи, в которых электроды проходят термическую обработку. Что же касается домашних условий, то о способах прокалки электродов, в данном случае, будет рассказано ниже.
Как прокалить электроды дома в духовке
Наиболее простым и эффективным способом прокаливания электродов дома, является использование духовки. Лучше взять электрическую духовку, чем газовую.
Всё дело в том, что в газе может присутствовать некоторое количество влаги, а это отрицательным образом скажется на прокаливании. Также, прогрев электродов нельзя осуществлять на открытом огне.

Процесс прокаливания электродов в духовке выглядит так:
- Предварительно нужно разогреть электрическую духовку до температуры 200 градусов. Если на пачке с электродами указана какая-то другая температура, то следует использовать именно рекомендованную производителем электродом температуру прокалки;
- Затем электроды нужно поместить в духовку и плотно прикрыть дверцу;
- Время прокалки электродов не менее 1,5 часа, а для некоторых марок потребуется и целых 2 часа.
После того, как прокалка завершена, электроды нужно выложить из духовки, дав им время постепенно остыть до комнатной температуры. Не нужно резко охлаждать электроды, поскольку это приведёт к негативным последствиям.

Важно знать, что прокалка электродов решает многие проблемы при сварке металлов. Однако важно и надлежащее хранение электродов, в подходящих для этого местах.
Сразу после прокалки, когда электроды остыли, их нужно поместить в специальный футляр, который защищал бы их обмазку от воздействия влаги. Хранить электроды нужно только в сухом месте, а после долгого хранения их лучше просушить.

Помимо этого, чтобы электроды не впитывали в себя влагу, их нужно брать только определённое количество, чтобы использовать все, и за один раз. Сухие электроды — это залог безупречного сварочного шва и спокойной работы без нервов.
Проблемы при сварке электродами
Самая распространенная проблема, с которой многие сталкиваются при сварке, – залипание электрода. Его металл накрепко прилипает к поверхности, его нельзя удалить. Это делает невозможным проведение работ, может привести к перегрузке электросети с далеко идущими последствиями. Причин, почему прилипает электрод при сварке, несколько. Рассмотрим их подробнее.
Неправильная настройка инвертора

Залипание нередко происходит при трансформаторной сварке. Но с ним сталкиваются и при работе с инвертором, чаще всего – новички и любители. Далеко не каждый точно оценит толщину свариваемой детали, подберет расходные материалы нужных характеристик. Результат – неправильная настройка аппарата, избыточный или слишком низкий ток, липнущий к металлу детали электрод.
А ведь именно инвертор – в сравнении с трансформатором – позволяет детально отрегулировать и контролировать все сварочные параметры. Не самая банальная причина того, почему горят электроды при сварке, но весьма распространенная.
Неправильный поджиг
Другая причина залипания – неумение правильно поджигать электродугу. Опытные сварщики совершают поджиг постукиванием электрода о поверхность или «чирканьем». При этом контакт стержня с деталью должен быть очень коротким. Если кончик электрода задержать на поверхности, его металл быстро разогревается и припаивается.
В качестве более надежного способа специалисты рекомендуют «чирканье»: прикосновение расходника к детали производится наподобие того, как чиркают спичкой о спичечный коробок. Но этот способ может не подойти при сварке в труднодоступных и узких местах.
Не нужно забывать о правильной длине дуги – в зависимости от типа и марки изделия она может быть совершенно разной, о чем в технических характеристиках сообщают производители.
Неподготовленная поверхность

Допустим, все приведенные выше условия соблюдены. Но почему электрод прилипает к металлу снова? Еще одна причина – грязная, влажная или заржавленная поверхность детали. Электродные стержни, которые имеют обмазку основного типа, боятся грязи и ржавчины, в отличие от изделий с рутиловым и рутилово-целлюлозным покрытием.
В процессе сварки окислы и грязь становятся барьером между поверхностью детали и электродом. Контакт плохой, дуга тут же гаснет. Требуется второй, третий, четвертый поджиг. Результат – конец снова залип. Поэтому поверхность детали перед работами необходимо зачистить, если этого требуют рекомендации производителя.
Отсыревание
Это еще одна причина того, почему электроды не варят. Сварщики, да и не только они, знают, что у этой продукции нет срока годности. Если материалы находятся в упаковке, хранятся в сухом теплом месте, они послужат и через 10, и через 20 лет – конечно, при условии, что они качественные. Но если изделия находятся в помещении с высокой влажностью и без герметичной упаковки, отсыревание и последующее залипание при сварке неминуемо. Дело в обмазке.
Обмазка, как губка, впитывает влагу и таким образом ухудшает сварочные свойства электрода. Поэтому даже если стержни пролежали без упаковки 8 часов, обязательно просушите (прокалите) их.
Для хранения электродов после вскрытия упаковки, подойдет термопенал или пенал-термос. В первом прогрев можно производить от трансформатора или от сети 220В. Во втором изделия предварительно нагреваются и очень долго остывают, сохраняя нужную температуру.
Отсутствие прокалки
Электродная продукция перед выполнением работ требует предварительного прокаливания – об этом производители предупреждают и на своих сайтах, и на упаковке, указывая режимы термообработки-сушки на каждую марку и единицу продукции. В противном случае залипания металла при сварке часто не избежать.
Нельзя выполнять прокаливание в пламенной печи, так как невозможно точно настроить температуру. Не рекомендуется делать это и в газовой (с прямым нагревом) – в газе содержится некоторая доля влаги, которую впитывает обмазка, в результате ее качество снижается.

Оптимальный вариант прокалки – электропечь. Перед выполнением операции необходимо уточнить рекомендуемую температуру и время выдержки, которые указаны на этикетке, прикреплённой к каждой пачке продукции. У электродов разных типов они разнятся – от 180 ᵒС и 1 часа для электродов с рутиловым покрытием и до 400 ᵒС 1,5–2 часа для электродов с основным покрытием.
Плохое качество
Пожалуй, это ключевая проблема. Рынок электродной продукции огромен, конкуренция высокая. У какого-то производителя оно безупречно, у кого-то в чем-то похуже. Но все это – официальные производители, известные бренды. Конкуренцию им составляют кустари из мастерских или мелких, слабо оснащенных производств. Здесь часто нарушаются технологии изготовления и нанесения обмазки, однако и такие изделия находят своего клиента. Но, как говорится, «скупой платит дважды».
В заключение
Чтобы электрод правильно «работал», соблюдайте требования и рекомендации, указанные производителем. Выбирайте продукцию только известных и проверенных предприятий. Так, Магнитогорский электродный завод (МЭЗ) производит электроды разнообразного назначения, которые используются при сварке в различных условиях. Качество отмечено сертификатами государственных органов, на всю продукцию предоставляется гарантия.
В нашем каталоге представлен широкий ассортимент продукции, вы можете сделать заказ онлайн или позвонить по телефону: 8 (800) 511-01-09.
Как прокалить электроды

Как прокалить электроды, не имея специальной печи
Электроды — это важный расходный материал в сварке, от качества которого зависит успех проведения работ. Электроды с сырой обмазкой или некачественного производства приводят к появлению различных дефектов соединения, они значительно ухудшают его прочность.
Но даже качественные электроды могут плохо варить по причине обильного впитывания влаги. Если электродные стержни хранились неправильным образом, то они могли впитать влагу. Варить такими электродами будет трудно: нестабильная дуга и плохой розжиг. Поэтому сварщикам очень часто приходится осуществлять процедуру прокаливания электродов.
И если на больших предприятиях для этих целей применяются специальные печи, то, как быть с прокаливанием электродом в домашних условиях? Что можно использовать для прокалки, и как обойтись без специальных приспособлений?
Что можно использовать для прокалки электродов в домашних условиях
Многие сварщики прокаливают электроды в электрической духовке, что доставляет массу неудобств их жёнам. В действительности, как можно прокаливать рутиловые электроды в духовке, а затем печь в ней пироги? Так можно делать, только в том случае, если под рукой есть вторая, ненужная духовка.
В таком случае, да, прокалку электродов можно осуществить в электрической духовке. При этом нужно придерживаться основных правил и рекомендаций производителя, при осуществлении данного процесса. Самое важное здесь, это время и температура прокаливания электродов.

Если она неизвестна, то можно выбрать усреднённую температуру прокалки, порядка 200-250 градусов. При этом прокаливать, таким образом, электроды в духовке, нужно не менее 1,5-2 часа.
Прокалка электродов в трубе
В том случае, когда жена не дает свою новую духовку (не уходить же от неё из-за этого), для прокаливания электродов можно использовать кусок стальной трубы, диаметром в 2 дюйма. Также потребуется строительный фен, который способен нагнетать температуру свыше 100 градусов.

Само прокаливание электродов, как и их просушка, в данном случае, сводится к следующему:
- Нужно взять кусок трубы и поместить в неё некоторое количество электродов для прокаливания;
- Затем, используя строительный фен, следует нагнать горячий воздух в трубу, чтобы хорошо прогреть её стенки, а заодно и электродные стержни.

Таким образом, нужно действовать до тех пор, пока электроды полностью не прокалятся. При этом важно все время контролировать температуру фена, благо на сегодняшний день есть инструмент с плавной регулировкой температуры.

Также, при необходимости, можно оснастить фен таймеров включения или выключения. В принципе, таким же образом можно сделать самодельную печь для прокалки электродов.
Как видно, сложного в этом ничего нет, а самое главное, чтобы температура в печи не превышала выше положенной, а также был таймер по времени на отключение приспособления от сети.
Читайте также: