Как проверить качество сварки труб
Обновлено: 20.09.2024
Трубопроводы – это магистрали, состоящие из большого количества труб, соединенные между собой сваркой. Последняя может быть проведена некачественно, что повлечет за собой непоправимые последствия – разрыв сварного шва. Поэтому до передачи трубной магистрали в эксплуатацию проводят неразрушающий контроль трубопроводов.
Насколько важно проводить контроль качества
Трубные магистральные конструкции подвергаются серьезным нагрузкам, как изнутри, так и снаружи. Поэтому контролю качества сварных швов уделяется особое внимание.
Процесс сварки связан с высокой температурой, которая расплавляет металл труб. Именно в это время изменяется их структура. Если не соблюдать технику сварочного процесса, то после охлаждения внутри шва образуются дефекты. Сварной металл становится неоднородным.
- Внешние. Хорошо видны на поверхности шва. К этой категории также относятся те изъяны, которые располагаются внутри металла на глубине не более 2 мм.
- Внутренние, они же глубинные. Располагаются глубже, чем на 2 мм.
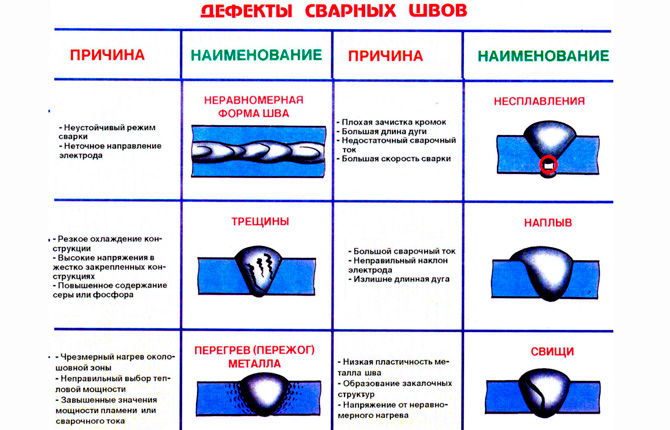
Дефекты стыков трубопроводов имеют разную форму и расположение. Среди них есть изъяны со стандартными названиями и специфическими:
- Трещины. Дефект, который имеет длину в несколько раз больше, чем ширину. Это самый опасный момент в сварном шве, который часто и приводит к его разрыву. Трещины входят в две категории. Они могут располагаться как внутри шва, так и снаружи. Нередко встречаются сквозные трещины. Они самые опасные.
- Поры, они же раковины. Шарообразного вида дефекты (форма может быть и другой, но всегда полой), образующиеся за счет газов, которые выделяются в процессе сварки металла. Относятся к внутренней группе.
- Кратеры. Это практически поры, которые образовались на поверхности сварного шва трубопровода (небольшие углубления). Причина их появления – обрыв сварочной дуги. Опасность кратеров в том, что в их месте появления уменьшается толщина сварного шва. А это влияет на прочность стыка.
- Подрезы. Образуются на границе торцов труб и сварного шва. За счет этого уменьшается площадь соприкосновения двух металлов. На таких участках увеличивается внутреннее напряжение, особенно, когда увеличивается нагрузка на трубопровод.
- Наплывы. Это слой металла, который накладывается на поверхность шва. Получается так, что верхний и нижний слои практически ничем не связаны. Сечение соединения не такое, как требуется по ГОСТу.
- Непровары. Внутренняя разновидность дефектов. Характеризуется тем, что внутри соединения трубопровода находится металл, не обладающий требуемыми характеристиками. Он был создан под действием более низкой температуры, чем этого требует ГОСТ. Поэтому из-за нагрузок на таком участке быстро растет напряжения металла, что приводит к деформации с последующим разрывом.
- Металл сварного шва пористый. Это все те же поры или раковины, только малых размеров и расположенных равномерно по всему объему сварного соединения (в целом или по участкам).
- Посторонние частицы внутри шовного металла. Причина – плохая работа сварщика. Перед началом сварочных работ все соединяемые поверхности тщательно очищают. Обычно для этого используют щетки по металлу и обезжириватели. Если подготовку не провести, то в сварной шов попадает мусор, снижающий его прочность.
- Прожог. Это когда нарушена технология сварки и электродная дуга проходит сквозь металл соединения. По этой же причине с другой стороны образуются наплывы.
Чтобы все эти неприятности не повлияли на работу трубопровода, проводят контроль. Сегодня применяют разные методы, но все они входят в категорию неразрушающих. Разрушающие методики тоже есть, но они используются для проведения лабораторных исследований. Неразрушающие во всех остальных случаях.
Они удобны тем, что:
- нет необходимости вырезать исследуемый объект и везти его в лабораторию;
- все процессы проводятся на месте сварочных работ;
- для проведения контроля требуется компактное оборудование, небольшого веса.
Существуют строгие требования проведения неразрушающего контроля трубопровода. Диагностику выполняет обученный специалист. При этом строго выдерживаются правила и нормативы проведения контроля.
Какими методами пользуются во время проведения неразрушающего контроля
Существует несколько видов неразрушающего контроля трубопроводов, в которых применяют различные материалы, приборы и технологии.
- Визуально-измерительный контроль.
- Радиографическая дефектоскопия.
- С помощью ультразвука.
- Магнитная дефектоскопия.
- Капиллярный метод.
Визуально-измерительный
В основе этого вида контроля трубопроводов – осмотр соединений труб, как визуальный, так и с помощью измерительных приборов. Поэтому эта методика определяет только внешние дефекты.
Данный неразрушающий способ является неточным, хотя простым в исполнении. Этот тип контроля обязательный. Его проводят перед тем, как перейти к другому неразрушающему способу. Ведь обнаружив изъян на поверхности, можно не переходить к другой стадии, которая является более дорогой в исполнении. Такой стык сразу можно забраковать.
Что касается простоты проведения, то обычно для этого используют простой измерительный прибор, к примеру, штангенциркуль или линейку. Перед замерами участок с изъяном очищают спиртом, кислотой или другим растворителем.
Если, к примеру, трещина имеет малые размеры, в помощь берут лупу. Обязательное условие проведения данного вида неразрушающего контроля – определить форму дефекта и его размеры.

Радиографическая дефектоскопия
Один из самых точных способов неразрушающего контроля трубопровода, который позволяет выявить даже незначительные изъяны сварного шва. При этом определяется и точное их место расположения.
В основе методики лежит обычный рентген. Используют небольших размеров установку, которая просвечивает металл соединения элементов трубопровода и отображает их на рентгеновской пленке.
Ультразвуковой неразрушающий контроль
Технология основана на акустических изменениях внутри металла. Если он однородный, то звук пройдет без изменения своих характеристик и направления. Когда же на пути встречается дефект, то изменения появятся, и они отразятся на приемнике. Основной параметр изменения – скорость движения звука.
Суть неразрушающей методики:
- ультразвук, обладающий сверхвысокой частотой колебания, выпускается из усилителя;
- он проходит через сварной шов;
- если он столкнулся, к примеру, с трещиной или раковиной, то отразиться от их внутренней поверхности (полости), изменит направление и вернется в приемник.
Чем больше угол преломления, тем больше в размерах трещина или другой дефект.

Магнитный неразрушающий контроль
Существует такой термин, как магнитная проницаемость. Это когда магнитные волны проходят через металл за определенный промежуток времени. Если этот показатель уменьшается, то внутри материала на пути волнам встретилось препятствие, которое они стали огибать. Поэтому их скорость упала, а время прохождения увеличилось.
Для проведения этого неразрушающего контроля сварных соединений трубопроводов используют специальное оборудование. С его помощью сквозь металл пропускают электромагнитные волны. На поверхность предварительно насыпают порошок или льют суспензию с железом внутри. Минерал собирается вокруг дефектного участка.
Есть другой вариант с названием магнитография. Здесь вместо порошка или суспензии используют магнитную пленку. На ней все недостатки металла и отображаются. После проведения контрольных процедур пленку помещают в дефектоскоп, откуда информацию и считывают. Она может быть звуковой или в виде изображения.
Капиллярный неразрушающий контроль
Эта технология дает возможность определить дефекты сварного шва в системе трубопроводов с помощью специальных жидкостей, которые называются пенетранты. Основное их свойство – проникать в материалы, если в них есть даже капиллярные изменения.
К таким жидкостям относятся:
- керосин;
- скипидар;
- бензол;
- трансформаторное масло и прочее.
Если пенетрант прошел сквозь металл соединения труб, то значит, в нем есть изъян. Если не прошел, то все в порядке.
Процесс проведения неразрушающего контроля:
- на сварное соединение трубопровода наносится мел или каолин в жидком виде;
- после высыхания нанесенного слоя сухую часть убирают;
- поверх оставшегося слоя наносится керосин;
- через полчаса надо проверить обратную сторону стыка;
- если подтеки керосина там обнаружены, значит шов дефектный, если нет – соединение надежное.
Сегодня в пенетранты добавляют вещества, которые помогают четче выявить недостатки металлов. В основном два:
- пигмент красного цвета;
- люминесцирующее вещество.
Первый используют, когда контроль проводят днем с естественным освещением участка. Второй ночью, для чего используют лампы с ультрафиолетом.

Неразрушающий контроль трубопровода, который не подвергается серьезным нагрузкам, можно проводить более простыми способами: гидравлическим или пневматическим. Для этого внутрь магистрали загоняют под давлением воду или воздух соответственно.
В первом случае неразрушающий контроль проводится с помощью определения подтеков с противоположной стороны соединения, то есть с внешней стороны труб. Во втором дополнительно используют пену, которую наносят на сварной шов. Если она начинает пузыриться – дефект присутствует.
Неразрушающие методы контроля трубопроводов упростили проверку целостности и качества трубных соединений. Применения дефектоскопии, особенно это касается рентгена и ультразвука, практически приблизило вероятность обнаружения недочетов сварки к 100%. При этом такой контроль позволяет узнать, где располагается дефект, сколько их, каких размеров и формы.
А как считаете вы, нужно ли применять более сложные методики неразрушающего контроля трубопроводов или можно обойтись подачей воды/воздуха в систему? Напишите в комментариях. Поделитесь статьей в соцсетях и сохраните в закладках.
Дополнительно о том, как проводится контроль сварных швов, вы узнаете в видео.
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод

Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия

Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия

Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Как проверить сварочный шов на герметичность
Объекты, предназначенные для транспортировки или хранения жидких и газообразных веществ, должны подвергаться контролю герметичности сварных соединений. Проверка непроницаемости проводится работниками ОТК предприятия. Периодический контроль во время эксплуатации выполняет владелец в сроки, определяемые нормативными документами.

Суть контроля герметичности сварных соединений
Проверка герметичности ― это метод неразрушающего контроля, основанный на способности газов или жидкостей просачиваться сквозь мельчайшие отверстия. После его проведения визуально оценивают или измеряют массу просочившейся через изъяны сварного соединения рабочей среды. Полученный результат сравнивают с допустимыми значениями, указанными в нормативных документах. При назначении периодичности проверки непроницаемости и способа выполнения учитывают:
- физико-химические свойства рабочей среды;
- величину давления;
- температуру окружающей среды;
- условия эксплуатации.
Способы проверки сварных швов на герметичность
Перед контролем на непроницаемость сварочный шов должен быть подготовлен. Поверхность очищают от шлака и окалины при необходимости протравливают. Если при осмотре не выявлены крупные дефекты, выбирают приемлемый способ проверки герметичности.
Гидравлическое испытание
В зависимости от назначения и размеров объекта для проверки сварных швов на герметичность выбирают один из 3 вариантов:
- Трубопроводы и сосуды, работающие под давлением, герметизируют, через штуцер закачивают воду, создавая давление выше рабочего на 25 — 50%. Испытание проводят в течение 10 — 15 минут при плюсовой температуре. О результате судят по протеканиям, запотеванию, величине падения давления.
- Резервуары и цистерны для хранения жидкостей на сутки заполняют водой с температурой не меньше 5⁰ Степень герметичности определяют по понижению уровня. После устранения дефектов проверку повторяют.
- У объектов большой протяженности стыки на герметичность проверяют струей воды, направляемой по швам под давлением от 1 атм. Брандспойт держат на расстоянии не больше 2 метров от поверхности. Дефекты проявляются с обратной стороны в виде протечек, водяных капелек, запотевания швов.
Пневматическое испытание
Небольшие, герметично закрытые емкости, заполняют сжатым воздухом под давлением на 10 — 20% больше рабочего. После погружения в воду места неплотностей выявляют по пузырькам. У объектов большого размера сварные швы обмазывают мыльным раствором. После подачи внутрь сжатого воздуха дефекты обнаруживают по вздувшимся пузырям. При проверке на герметичность сварных швов газопроводов и резервуаров большой емкости, у которых много соединений, мыльную пену не наносят. О степени непроницаемости судят по величине падения давления сжатого воздуха в течение суток.
Проверка керосином
Этим способом выявляют дефекты размером от 0,1 мм в металле толщиной до 16 мм у объектов без давления. Чтобы начать проверять сварочный шов на герметичность, поверхность окрашивают разведенным в воде мелом или каолином. После просушки с обратной стороны 2 — 3 раза наносят керосин. Величину изъянов определяют по размерам жирных пятен желтого цвета, выступивших на окрашенной поверхности. Длительность проведения испытания 12 часов, если температура воздуха плюсовая, ниже 0⁰C ― 26 часов.
Проверка аммиаком
В основу метода заложено свойство химических индикаторов (нитрата ртути или фенолфталеина) изменять цвет при контакте с аммиаком. Метод применяют для проверки непроницаемости сварных швов на замкнутых сосудах.
Перед началом испытания подготавливают бумажные полоски или отрезки медицинского бинта пропитанные 5% раствором нитрата ртути. Их накладывают поверх сварных соединений, сосуд заполняют сжатым воздухом, в который добавлен аммиак до концентрации 1%. При прохождении его паров через изъяны окраска индикатора в этих местах становится серебристо-черной. Когда для пропитки берут фенолфталеин бумага над дефектами меняет цвет на ярко-красный. Вид и величину неплотностей определяют по размеру, форме, скорости проявления окрашенных пятен.
В зависимости от толщины металла испытание проводят в течение 10 — 30 минут.
Испытание вакуумом
Проверку сварных швов с односторонним доступом проводят вакуумным прибором. Швы предварительно покрывают мыльным раствором. Затем закрепляют камеру, после включения насоса внутри образуется вакуум. Наружный воздух за счет атмосферного давления проходит через изъяны, создавая вздутия. За образованием мыльных пузырей следят через прозрачное окно прибора. В раствор добавляют поваренную соль, если испытания проводят при минусовой температуре.
При проверке герметичности под давлением нельзя обстукивать швы. Для проведения испытаний должно быть выделено изолированное помещение с хорошей вентиляцией. Контроль крупных объектов выполняют, соблюдая осторожность.
Дефектоскопия сварных швов
Некачественные соединения могут стать причиной аварий. Трубопроводы, детали, испытывающие динамическую нагрузку, швы, работающие на излом, не должны содержать шлака, раковин, непроваров. Методы дефектоскопии сварных швов относятся к неразрушающей диагностике. Они используются для выявления внутренних, невидимых дефектов в металле – несплошностей, снижающих прочность соединения.
Разработано 10 методов диагностики, все они имеют достоинства и недостатки, ограничения. Дефектоскопией сварных швов проверяют качество работы сварщиков, выявляют нарушения технологии. Используют методы диагностики металла для входного, промежуточного и сдаточного контроля.

Принцип дефектоскопии
Диагностика сварных соединений включает разные методы исследований, основанных на физических свойствах металлов, структурных превращениях на границе фазового перехода. На исследуемые участки воздействуют радиоволнами, ультразвуком, магнитным электростатическим полем, красителями. Разнородные структуры по-разному воспринимают воздействие. Принципы выявления дефектов подбирают под металл. К примеру, немагнитящиеся легированные стали, цветные металлы нельзя проверить в магнитном поле. Эхолокация неэффективна для крупнозернистых структур.
Дефектоскопией сварных соединений называют комплекс методов контроля качества визуально или с использованием специальной аппаратуры для выявления дефекта. Принцип дефектоскопов, методика диагностики утверждаются стандартами. По результатам дефектоскопии определяется прочность (эксплуатационная надежность) сварных швов после завершения работы.
Важно!
Каждый сварщик несет ответственность за соблюдение технологии.
Преимущества и недостатки
- низкая трудоемкость исследований, контролирует соединения один человек в течение нескольких минут;
- безопасность проведения контроля, только радиационная диагностика предполагает влияние вредных факторов;
- разнообразие контролирующих приборов, для основных методов дефектоскопии выпускают мобильные дефектоскопы;
- разнообразие контролируемых объектов: проверяют плоские, объемные детали, трубы;
- контроль швов, произведенных любым видом сварочного аппарата.
- у каждого из методов существуют определенные ограничения по применению, ввиду выявляемых изъянов;
- необходимость использования специальных реагентов, расходных материалов;
- приходится специально подготавливать исследуемые поверхности;
- контролируемые фрагменты после диагностики необходимо дополнительно обрабатывать антикоррозионными средствами, при снятии окалины, оксидной пленки защитные свойства металла ухудшаются.
Основные методы дефектоскопии
Дефекты соединений бывают двух типов:
- видимые выявляют при визуализации;
- скрытые (внутренние) определяют дефектоскопией сварных швов.
Существуют разрушающие методы контроля, они необходимы при разработке технологии сварного соединения. Зону фазового перехода рассекают, рассматривают структуру металла под микроскопом.
Неразрушающую дефектоскопию сварных швов создали для определения качества сварки. Металл проверяют на проницаемость, однородность, пользуясь современными методами и приборами.
Визуальный осмотр
Проверка сварных швов производится на месте. Это самый часто применяемый способ контроля. Анализируя состояние шовного валика, дефектоскопией выявляют непровары. Они проявляются неравномерностью наплавочного слоя, трещинами, пористостью. Для точности результата до осмотра со шва снимают окалину, протирают поверхность валика растворителем (техническим метанолом). Затем производят травление металла 10% азотной кислотой, она растворяет оксидную пленку. Остатки кислоты снимают спиртом.
На матовой поверхности хорошо видны внешние дефекты, сопутствующие структурным изменениям в зоне термовлияния. Для визуального исследования используют лупу, микроскоп.
Магнитная
Этот метод дефектоскопии подходит только для углеродистых и низколегированных сталей, способных намагничиваться. На контролируемые участки воздействуют циркулярным или продольным полем. Используют электрические или постоянные магниты. В местах дефектов происходит искажение электромагнитных линий.
Существует два метода фиксации рассеяния поля:
- Порошковая дефектоскопия основана на свойствах частиц скапливаться над местами структурных повреждений. Порошок рассыпают в сухом или влажном виде, для снижения трения, увеличения подвижности порошка используют масло или керосин. Допустимо применение магнитогуммированной пасты и суспензий. Вид магнитящего состава выбирают под тип стали. Снизу контролируемого участка сварного шва устанавливают магнит. Над трещинами, пустотами опилки металла под воздействием искаженного поля собираются в валики, комкуются.
- Вместо порошка используют ферромагнитную ленту, ее накладывают на шов, плотно фиксируют. Во время дефектоскопии на информационном носителе записываются электроволновые изменения. Прибор их считывает подобно магнитофону. Магнитно-порошковые дефектоскопы улавливают значительные несплошности, снижающие прочность соединений.
Ультразвуковая
Процедура ультразвуковой дефектоскопии регламентирована ГОСТ Р 55724-2013. Метод основан на способности звуковых волн отражаться от границы раздела сред различной плотности. Применяется для мелкозернистых металлов. Фиксирует крупные зерна, разрастающиеся в местах фазового перехода при любом способе сварки.
Приборы контроля трубопроводов и объемных деталей со стыковыми, тавровыми, нахлесточными и угловыми сварными швами бывают разных типов:
- импульсные дефектоскопы фиксируют интенсивность и время прохождения отраженных волн;
- теневые определяют снижение энергии или смещение фазы ультразвуковых волн, огибающих дефект;
- зеркально-теневые менее чувствительные, предназначены для обнаружения структурных уплотнений и несплошностей;
- импедансные необходимы для исследования сварных тонкостенных деталей, труб.
Ультразвук генерирует наклонный преобразователь. Его перемещают вдоль шва вращательными движениями. Стационарные установки контроля используют в лаборатории. Для работы на местах используют мобильные дефектоскопы. Они определяют место расположения и характер дефекта. Ультразвуковой метод контроля не отличается высокой точностью. Чувствительность дефектоскопов определяется минимальными размерами эталонов (отражателей). Для расшифровки результатов необходима специальная подготовка.
Радиационная
Такая дефектоскопия основана на способности металлов поглощать рентгеновские лучи. По сути, это рентген. Изображение, зафиксированное на пленке, расшифровывают негатоскопом. Метод характеризуется высокой точностью. Выявляет непровары, трещины, шлаковые включения и другие дефекты, не обнаруженные дефектоскопами другого типа. Дает представление о виде, характере и расположении несплошностей. Используется только в лабораторных условиях. Установки необходимо экранировать, так как контролеры подвергаются воздействию излучения.
Метод утвержден ГОСТ 23055-78. Дефектограмма не определяет:
- несплошности, размером меньше двойной чувствительности, расположенные по направлению лучей;
- дефекты: менее 0,1 мм при толщине заготовок 40 м, (0,2 – от 40 до 100; 0,3 – от 100 до 150);
- непровары и трещины, совпадающие с острыми углами, посторонними деталями.
Капиллярная
Метод капиллярной дефектоскопии применяется для любых плотных материалов (цветных и черных металлов, пластика, керамики, стекла). Пенетранты (цветовые индикаторы) обладают хорошей проницаемостью, заполняют даже самые мелкие пустоты. Они производятся на водной или органической основе (масло, керосин).
Капиллярные дефектоскопы для проверки сварных швов разделяют по способу информации:
- цветные (хроматические), используются жидкости с устойчивой контрастной окраской, чаще красные;
- яркостные (ахроматические), определяют интенсивность цвета, характеризующие глубину дефекта;
- люминесцентные, используемые жидкости содержат вещества, видимые в ультрафиолетовом излучении;
- люминесцентно-цветные, пенетранты видимы по всему спектру.
Чувствительность контролирующих устройств:
- I класс – выявляются дефекты швов от 0,1 мм до микрона;
- II класс – до 0,5 мкм.
Пенетранты выпускают жидкостные и в аэрозолях. В комплекте с ними идут очистители, проявители, атлас дефектов (эталонные фотографии, по которым анализируют получившийся рисунок).
Цветная дефектоскопия проводится в соответствии с ГОСТ 18442-80. Процесс состоит из пяти стадий:
- предварительная очистка исследуемой поверхности химическим способом или паром с последующей сушкой;
- нанесение индикаторного пенетранта любым возможным способом;
- удаление излишек красителя через определенный временной интервал, указанный в инструкции (от 5 до 20 минут в зависимости от проницаемости жидкости);
- обработка поверхности проявителем, меняющим или усиливающим цвет пенетранта;
- анализ полученного рисунка.
Выбор метода
Учитывают основные параметры исследуемых швов:
- физические характеристики;
- толщину и габариты заготовок;
- состояние поверхности: для ультразвука необходима зачистка с контактной смазкой, для магнитно-резонансного метода – проводят осадку шва (снимают поверхностные напряжения), для капиллярного исследования требуется идеально ровная и очищенная поверхность.
При выборе метода дефектоскопии необходимо учитывать:
- размеры допустимых дефектов, по техническим условиям подбирают чувствительность приборов;
- условия проведения исследований.
Если важно выявить объемные дефекты, пустоты – надежнее провести радиационный контроль. Трещины и непровары определяют ультразвуком, магнитным полем. Дефекты, выходящие на поверхность, выявляют капиллярным методом.
Читайте также: