Как проверить сварочный ток
Обновлено: 22.04.2024

Как узнать, правильно ли выдаёт сварочный ток инвертор
Вопросом о том, как измерить ток на выходе инвертора чаще всего задаётся в случае каких-то проблем со сварочным аппаратом. Вроде бы и настройки все правильно выставил, и электроды сухие, хорошо прокалённые. А нет, не хочет варить сварочный инвертор.
Все дело может быть в токе, а если говорить точнее, в его неправильных параметрах. Ну не хочет выдавать инвертор положенные ему 250 ампер и все. Соответственно и возникают вопросы по поводу измерения сварочного тока.
Как измерить сварочный ток инвертора
Очень часто китайские инверторы не выдают положенный ток сварки. И если на вашем инверторе написано красивыми буквами 250 А, то это еще не значит, что инвертор выдаст именно такой ток. Часто проблема может быть и в некачественном, сильно пониженном напряжении. Тогда и о качестве сварочного тока, говорить не приходится.

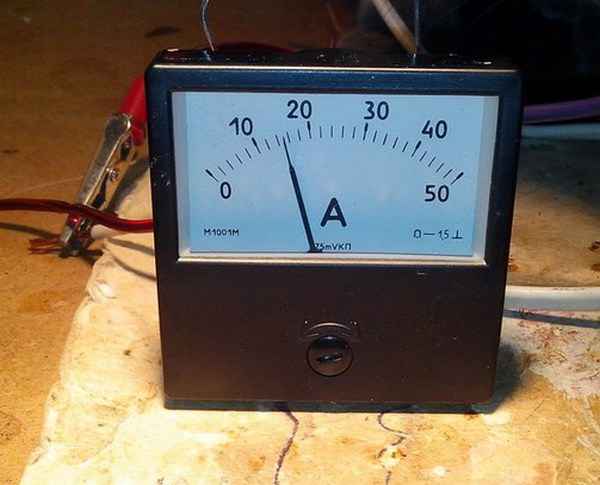
Как в домашних условиях можно измерить ток на выходе сварочного инвертора? Здесь все просто и можно воспользоваться специальными клещами или так называемым датчиком Холла. Однако самым действенным способом замерять параметры сварочного тока на выходе из инвертора, является использование мощного амперметра.
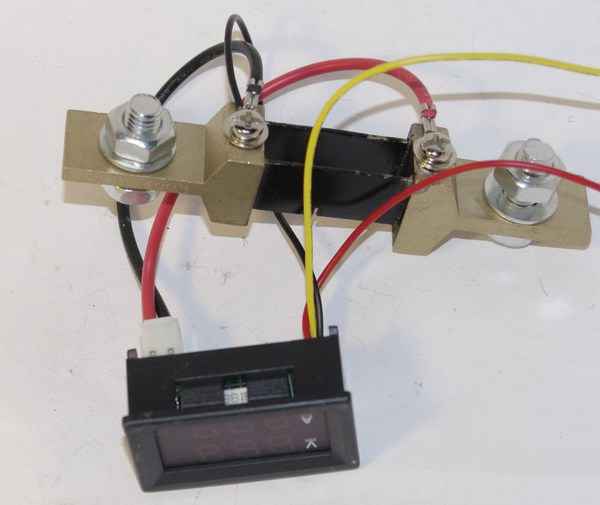
При всем этом, нельзя подключать амперметр напрямую к инвертору, поскольку он либо сгорит, либо не сможет показать действительно реальные параметры сварочного тока. Амперметр к инвертору следует подключать только через шунт, номиналом не менее чем в 200 А, или другой, в зависимости от мощности инвертора.

Таким образом, можно произвести замеры реального тока, который выдаёт инвертор. Поверьте, вы можете быть неприятно удивлены, узнав, что вместо положенных 200 А, сварочный инвертор выдаёт всего 170 или того ниже.
Какие могут быть проблемы из-за неправильного сварочного тока
Проблемы, которые возникают по вине заниженного или наоборот, завышенного сварочного тока, заключаются в следующем.

При заниженном сварочном токе:
- Затруднительный розжиг сварочной дуги и её нестабильное горение;
- Металл будет быстро остывать;
- Малая сварочная ванна;
- Чрезмерно выпуклый сварочный шов;
- Постоянное прилипание электрода к металлу.
Признаками того, что сварочный ток имеет сильно завышенное значение, является:
- при сварке;
- Небольшая выпуклость сварочного шва и даже возникновение впадины;
- Чрезмерно большой расход электродов, также говорит о том, что сварочный ток сильно завышен;
- Сильное шипение при сварке, которое опытный специалист может отличить на слух.
При этом важно понимать, что многие из вышеперечисленных проблем характерны и при использовании сырых электродов, а также при недостаточно хорошей подготовки поверхности металла. В любом случае, если сварка «не идёт» или возникают различного рода проблемы, лучше будет сразу проверить сварочный инвертор и узнать, а правильные ли параметры тока он выдаёт.
Как измерить ток инвертора

Как измерить ток инвертора простым и доступным способом
Начинающие сварщики очень часто задаются вопросом о том, как измерить ток инвертора. Казалось бы, зачем замерять ток на выходе сварочного аппарата?
На самом же деле, большинство проблем при сварке электродом как раз и приходится на то, что инвертор выдаёт неправильные значения тока. В таком случае, вроде бы все выставил правильно, напряжение в сети нормальное, а инвертор не хочет варить.
Давайте разберёмся, так как же самым простым способом измерить ток инвертора, чтобы узнать, сколько он выдаёт на выходе ампер.
Ни для кого не секрет что дешевые инверторы очень часто грешат регулировкой сварочного тока. Зачастую красивая и аккуратная рукоятка регулятора служит лишь для красоты, но никак не для регулировки сварочного тока.
Например, очень частой проблемой многих сварочных аппаратов является погрешность с выдачей желаемых ампер. То есть, сварочный аппарат на 250 Ампер, ну никак не выдаёт столько же. В таком случае и возникают различного рода проблемы при сваривании металлов.

Самый простой способ измерить ток сварочного аппарата, это использовать специальные клещи для замеров. Принцип работы данных клещей основан на действии катушек индуктивности. Однако такой способ измерить ампераж аппарата для сварки подходит только в том случае, если он выдаёт «переменку».
Для измерения сварочного тока в инверторах необходимо использовать амперметр, который подключается через шунт. При этом очень важно не подключать амперметр напрямую к инвертору, а делать это надо именно через шунт. Таким образом, получится узнать всю правду, и сколько максимум получится выжать из инвертора ампер сварочного тока.
Чтобы измерить ток инвертора на 250 Ампер, вполне хватит 250 Амперного шунта. Шунт необходим для сброса напряжения, так как в противном случае амперметр может сгореть. Шунт подключается параллельно с амперметром в разрыв сварочных кабелей.
Следует заметить, что данная схема проверки ампеража, подходит только для сварочных инверторов. То есть, аппаратов для сварки, которые выдают «постоянку».
Почему так важно знать, сколько ампер выдаёт инвертор
На самом деле это очень важно, поскольку если инвертор не выдаст желаемые амперы, то не получится использовать электроды определённого диаметра. Также могут возникнуть различного рода проблемы при сварке, когда электрод начнёт прилипать к металлу.

И здесь можно сколько угодно будет грешить на некачественную электроэнергию или на то, что электроды плохие. Знать, а сколько же реально выдаёт ампер сварочный инвертор очень важно, чтобы нормально и качественно варить.

Таким образом, вы знаете, как измерить ток инвертора. Подписывайтесь на канал ММА Сварка в Дзен, и получайте новую порцию полезной информации. Всем удачи.
Как настроить сварочный ток начинающему сварщику

Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Как проверить сколько ампер реально «выдает» сварочник?

Работа большей части промышленных предприятий невозможна без использования сварочного оборудования. Аппаратура, предназначенная для выполнения сварочных работ, требует периодического планово-предупредительного ремонта. В этой статье поговорим о том, что представляет собой проверка сварочного оборудования, в чем ее суть и для чего она необходима.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.

Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Особенности измерений
Если представить, что электрический ток — это текущая по трубе вода, а напряжение — действующий напор, то многие понятия и формулы становятся понятными. Когда труба перекрыта, то напор есть, а воды нет. Пока не появится потребитель, то есть нагрузка, он не потечет. А сопротивление — это подводные камни в русле, мешающие свободному прохождению потока, но заставляющие его работать.

Сила тока в физическом понимании — это количество заряженных частиц, протекающих в единицу времени через определенную точку системы. Измеряется она в амперах А или миллиамперах мА.

Измерения проводятся с помощью амперметров, а также бытовых или профессиональных мультиметров. Цифровые измерители просты и удобны в работе. Они позволяют установить не только силу тока и напряжение, но и другие характеристики — сопротивление, емкость конденсаторов, частоту переменного тока и т.д. Опасной для человека считается сила тока, превышающая 15 мА, при которой происходит спазм мышц. А удар в 100 мА — это практически всегда смертельный исход. Поэтому все работы, связанные с сетями под напряжением, должны производиться строго с соблюдением техники безопасности.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей. В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
- Инверторного преобразователя. Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора. Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода. Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу. Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры. Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора. Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе. Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени. Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания. Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.





Параметры проверки сварочного оборудования
Проверяя сварочное оборудование, инструменты и приспособления, необходимо сравнивать полученные результаты с приведенными в таблице данными:
б) Отсутствие вмятины – желобка в месте контакта со стержнями.
в) Форма поверхности в соответствии с требованиями Указаний
Рекомендации по самостоятельному ремонту

Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Измерение напряжения дуги
Определение значения напряжения дуги производится непосредственно вольтметром без применения каких-либо датчиков. Однако и в этом случае необходимо учитывать некоторые особенности измерения этого параметра процесса сварки для того, чтобы выполнить его должным образом. Главная из них заключается в том, что для снижения погрешности измерения напряжения дуги необходимо избегать включения в цепь измерения падений напряжения на сварочных кабелях и на электрических контактах в сварочной цепи. Справедливости ради следует сказать, что падение напряжения на переходном контакте мундштук – проволока не велико и не превышает 0,1…0,2 В при токах сварки 100 … 300 А.

Наиболее часто используемая схема подключения вольтметра при определении напряжения на дуге в условиях сварки МИГ/МАГ
Как проверить напряжение холостого хода сварочного инвертора
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
![]()
Принцип работы трансформатора
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.



Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
- Замеры данных по потерям холостого хода.
- Замеры омического сопротивления всех имеющихся обмоток.
- Определение коэффициента трансформации.
- Тестирование группы соединения обмоток.
- Проверка изоляции.
В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Если хотите заказать диагностику трансформаторов или задать вопрос, звоните по телефону .
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.




Таблица потерь
Когда цепочка второй катушки разомкнута, она не использует какой-либо рабочей мощности. У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
При напряжении 10/0,4 кВ величина потерь будет возрастать по мере увеличения мощности. Для номинального показателя мощности в 250 кВА потери будут равны 730 Вт, для 400 кВА – 1000 Вт, для 2500 кВА – 4200 Вт. По прошествии лет эксплуатации в магнитопроводе происходят процессы, увеличивающие объем потерь: изнашивается изоляция, изменяются структурные характеристики металла. Из-за этого теряться может до 50% мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Схема замещения в режиме трансформатора
Прямой электрический расчет трансформатора сложен по той причине, что он представляет собой две электрических цепи, связанных между собой магнитной цепью.
Для упрощения расчетов удобнее пользоваться упрощенной эквивалентной схемой. В схеме замещения вместо обмоток используются комплексные сопротивления:
- для первичной обмотки комплексное сопротивление включается последовательно в цепь;
- для вторичной обмотки параллельно нагрузке.
Каждое комплексное сопротивление состоит из последовательно соединенного активного сопротивления и индуктивности.
Активное сопротивление – это сопротивление проводов обмотки.

Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Содержание:
- 1. Сила тока
- 2. Продолжительность включения (ПВ)
- 3. Дополнительные показатели
Выбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество. Например, с аппаратом мощностью 160 Ампер, можно работать электродом диаметром до 4 мм, но при этом мощность дуги падает и возрастает вероятность непровара шва. В свою очередь, модель в 260 Ампер, может использовать электроды диаметром до 6,5 мм и потому с таким аппаратом с легкостью применяются 4-миллиметровые электроды без угрозы неполного формирования шва.
Кроме того, сварка разного металла электродом одного диаметра требует различной силы тока. Например, использование электрода диаметром 4 мм для сварки малоуглеродистой стали требует силы тока в 150 Ампер, а для соединения деталей из «нержавейки» — 170 Ампер.
Так же рекомендуется выбирать аппарат с запасом силы тока на 1/3 от предполагаемой величины использования для исключения его работы на максимальной мощности и продления срока амортизации.
Читайте также: