Как проводить сварку на автомобиле
Обновлено: 20.05.2024
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Особенности и преимущества сварки кузова автомобиля инвертором
Инверторы являются высокотехнологичным оборудованием, которое, между тем, достаточно просто в управлении, например, в части обучения технологий сварки (срок обучения не превышает для новичков одной недели). Данные аппараты отличает также высокая производительность, что делает данный вид сварочного оборудования особенно распространенным в части сварочных работ на автомобильной технике.
Сами инверторные сварочные аппараты обладают рядом преимуществ, к числу которых относятся:
- быстрый нагрев свариваемого металла;
- отсутствие зависимости производительности аппарата от стабильности работы электросети в части сохранения напряжения;
- экономичность работы аппарата в части потребления электричества (по сравнению с полуавтоматом инвертор поглощает на 20% меньше электричества);
- низкие значения расплавленного и сожженного металла в процессе сварки;
- относительная простота в использовании (по сравнению с полуавтоматическими аппаратами).
Однако следует понимать, что инверторы по своей цене находятся в том же диапазоне, что и полуавтоматические аппараты, а в некоторых случаях могут его превышать по стоимости (в зависимости от используемого бренда).
Как выбрать аппарат
Все швы, выполняемые на инверторных сварочных аппаратах, являются видимыми. И качество таких швов зависит от того, какими характеристиками обладает тот или иной аппарат. При выборе инвертора следует отталкиваться от следующих параметров:
- устойчивость к нестабильному напряжению: коэффициент устойчивости (защитный коэффициент) должен находиться в диапазоне от 20 до 25% (указывается на самом устройстве и в документах к нему);
- предельные допустимые температуры окружающей среды, при которых должна осуществляться эксплуатация оборудования (указывается в градусах Цельсия и находится в диапазоне от +40 до -40 градусов, что является оптимальными температурными значениями);
- значения диаметров используемых электродов при сварке (в частности, электрод №2 с диаметром 2 мм используется для сварки тонких деталей, например, кузовного металла на крыльях или дверях автомобиля, а электроды №4 с толщиной 4 мм – на более толстых компонующих элементах кузова автомобиля).
Обращать внимание на функции «горячий старт» или «антиприлипание» не следует, так как они изначально идут на всех современных инверторных аппаратах в «базе» и используются производителями как рекламный ход с целью выгоднее представить свой товар для неопытных пользователей.
Правила подготовки металла
Для того чтобы получить максимально качественные сварные швы, необходимо выполнить ряд условий, а именно:
- снизить в помещении, где будет выполняться сварочный процесс, уровень влажности до минимально возможной. Данное действие необходимо для того, чтобы снизить риск поражения электрическим током человека, который будет выполнять работы. Кроме того, снижение влажности положительным образом скажется на сварочном шве, так как меньше риск попадания микроскопических капелек воды в шов с образованием микро-раковин, что может в дальнейшем привести к разрушению шва;
- очистить металл, который предстоит варить. Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
- в некоторых случаях (особенно при большой степени коррозионных повреждений) рекомендуется обрабатывать те края, где будет проходить сварка, специальными грунтовками. Однако прибегать к данному способу укрепления металла следует очень осторожно, так как излишнее нанесение каких-либо покрытий на металл может повлечь за собой усиленное плавление или горение металла.
Технология сварки
Так как кузовной металл является очень тонким (от 0,8 до 1 мм), то выполнять сварочные работы следует с особой тщательностью. Для этого необходимо соблюдать следующие технологические правила:
- использование электродов допускается толщиной не более 2 мм;
- в зависимости от толщины металла допускается выбор сварочного тока только в отношении свариваемых внахлест деталей. Если сварка идет встык, то для того, чтобы избежать горения металла, силу сварочного тока следует уменьшить (подбор осуществляется на аналогичном по типу металле путем коррекции силы тока в зависимости от получаемого результата);
- если речь идет о сварке тонкого металла с использованием длинных электродов, желательно помогать второй рукой, фиксируя электрод для установления дуги (однако, касаться до электрода можно только в специальных защитных сварочных перчатках – крагах);
- сварочный шов может осуществляться точечно (точечная сварка), а может непрерывным методом. Однако в каждом конкретном случае следует следить за движениями электрода с целью исключения горения металла;
- если необходимо закрепить новую деталь, то сначала ее нужно приложить к старому металлу, закрепить, чтобы избежать скольжения, а затем выполнить сварку двумя этапами: на первом этапе делаются «прихватки» — сварочный шов в данном случае не превышает по длине 2 см, а расстояние между швами не может быть более 6 см; следующим этапом становится наложение сплошного шва с целью завершения скрепления двух деталей.
При выполнении сварочных работ необходимо защищать глаза с помощью маски с затемненным стеклом (степень затемнения стекла зависит от того, какой вид сварки используется), руки должны быть закрыты перчатками (крагами), задерживающими попадание на кожу капелек раскаленного металла.
Одежда сварщика не может быть синтетической, так как потребуется избежать риска ее возгорания.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Наиболее эффективные технологии сварки автомобилей

Виды сварки
Сварка может понадобиться не только подержанному автомобилю, кузов которого неизбежно разрушается вследствие длительной эксплуатации, но и новенькой машине, пострадавшей в ДТП.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Отметим! Технология выполнения сварных работ при сборке транспортных средств отличается от той, что применяется на производствах разного рода металлоконструкций.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла; для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.

Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор имеет специфический принцип подачи напряжения на электрод, что обеспечивает минимальное разбрызгивание, возможность получить качественный сварной шов.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
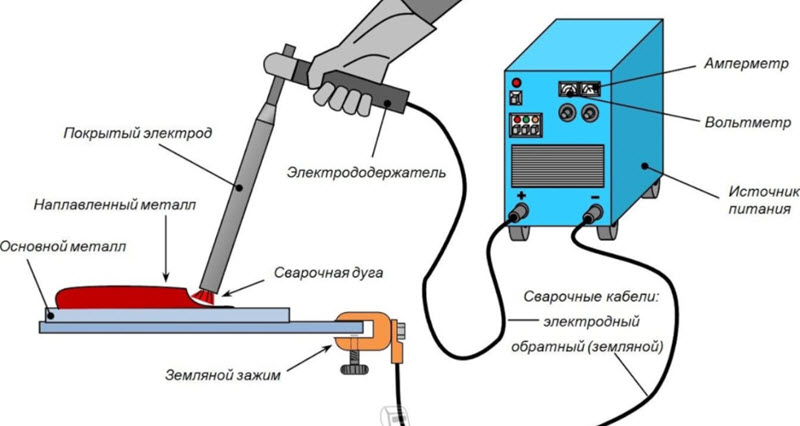
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.

Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Инверторная сварка
В последние годы все чаще при необходимости выполнить сварочные работы для кузова применяется инвертор.
Это усовершенствованный технологически, компактный и легкий сварочный аппарат, работающий на современных компонентах и с особенным методом преобразования тока. Он отличается низкой чувствительностью к пониженному напряжению питания и обеспечивает легкое разжигание дуги.

Электрическая схема аппарата контактной сварки.
Для неопытного сварщика сварочный аппарат инверторного типа – настоящая находка. Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
А примененные в работе электроды ничем не отличаются от расходных материалов при стандартной сварке. Но справедливости ради добавим: при всей простате инверторной сварки ее результаты редко отличаются высочайшим качеством.
Зачастую швы получаются толстыми и недостаточно ровными, из-за неравномерного нагрева металла появляются деформации, даже если держать и управлять прибором мастерски.
По этой причине инвертором варят незаметные глазу места на кузове авто: поверхности в багажнике авто, под крыльями и т.п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
Сварка углекислотным полуавтоматом
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
На заметку! Углекислотный полуавтомат или сварка инвертором отлично подойдут для ремонтных работ с недорогими авто или машинами низкой долговечности.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.

Схема точечной сварки элементов кузова авто.
К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
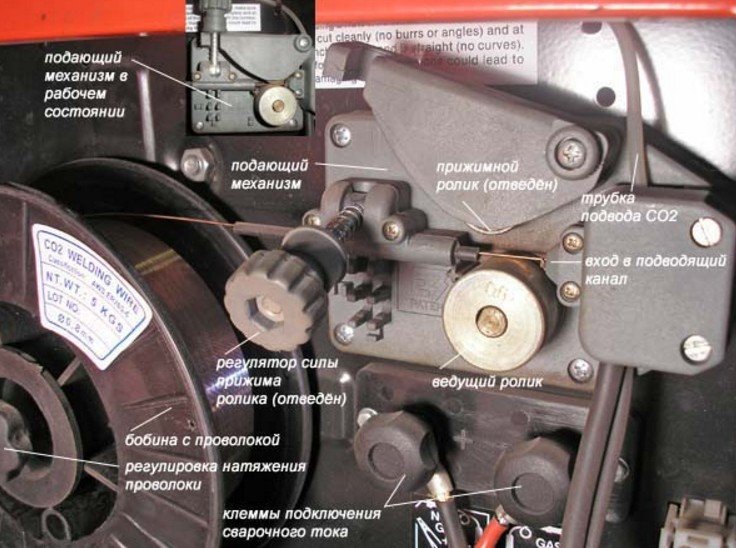
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Заключение
Многие автовладельцы задаются вопросом, какой сваркой лучше варить кузов. Специалисты при выполнении реставрационных работ для кузова рекомендуют следующее. Ремонт кузова на видных местах осуществляйте полуавтоматом с электродом.
Если повреждения находятся в скрытых от глаз частях машины, воспользуйтесь инвертором. А реставрацию глушителя своими руками лучше выполнять холодной сваркой.
Сварка кузова автомобиля: чем и как лучше проводить сварочные работы

Сварочные работы над кузовом автомобиля могут потребоваться в двух случаях – сильный износ в результате коррозии и повреждения после дорожно-транспортных происшествий (ДТП).

Воздействие высоких температур уничтожает заводскую защиту, ухудшает свойства металлов и вызывает ускорение коррозии в зоне сварки. Но умелое пользование современными технологиями максимально снижает тяжесть последствий.
Особенности сварки кузова автомобиля
Главная специфика сварки кузовного железа заключается в его малой толщине. Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Существуют и массивные детали, но их немного, да и проблем при сварке они не создают. Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.

В заводских условиях используется точечная сварка. Кузовные детали сжимаются тисками кондукторов, после чего сварочный робот своими клещами устанавливает точки, в которых два и более листа металла оказываются проплавлены и прочно скреплены.
Реализовать такой способ при ремонте затруднительно, да и необходимости в этом нет. Точечная сварка является типично конвейерной технологией.
Вторая особенность – отсутствие сплошных швов. При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
Если по незнанию и из соображений повышенной прочности таким способом проварить одну из сторон кузова, то она может оказаться на несколько сантиметров короче противоположной, и кузов будет непоправимо испорчен. Поэтому варят, имитируя точечную сварку, короткими стежками, соблюдая симметрию прогрева металлических деталей.
Какой сваркой варить кузов
Выбор сварочного аппарата в конечном счёте определит качество и скорость выполнения работы. Опытный специалист справится с любой технологией, но необоснованно потеряет время, а скорее всего просто не станет заниматься устаревшими способами сварки.
Например, давно уже никто не использует кислородно-ацетиленовую горелку, хотя именно с её помощью ремонтировали кузова до появления современных полуавтоматов.

Полуавтомат
Основной вид сварочного аппарата в кузовном ремонте – это полуавтомат, работающий в среде инертного газа. Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
До массового распространения данной технологии искусству сварки в применении к кузовному железу приходилось много учиться. Сейчас это доступно для самостоятельного исполнения автовладельцу, если у него возникнет желание лично отремонтировать кузов.

Суть такой сварки заключается в подаче тонкой стальной омеднённой проволоки в зону сварочного шва из катушки электромотором с редуктором. Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Через то же сопло в область дуги подаётся газ, обычно это углекислота из баллона с редуктором, которая не допускает кислород, мешающий чистому сплавлению деталей. Иногда к углекислому газу подмешивают немного аргона для получения более качественных швов.
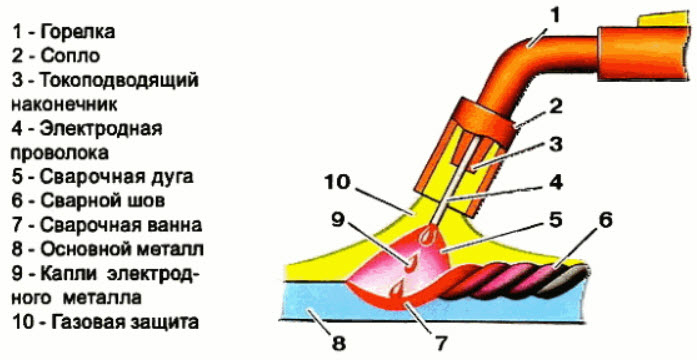
При нажатии на кнопку, расположенную на горелке сварочного аппарата, одновременно подаётся напряжение к проволоке, включается подача и открывается клапан углекислоты.
Режим выбирается ручным или автоматическим регулированием основных параметров сварки:
- тока дуги, от него зависит надёжное проплавление шва, так называемый провар;
- скорости подачи проволоки, чем больше ток, тем значительней должна быть масса присадочного металла;
- потока поступающего газа, регулируется редуктором на баллоне.
Обычно ток устанавливается чуть больше требуемого, а время касания регулируется сварщиком длительностью нажатия кнопки. Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Инвертор
Инвертором называется силовой электронный преобразователь высокого переменного напряжения сети в низкое постоянное, которое можно использовать для питания сварочной дуги.
Иногда ещё встречается заблуждение, что инвертор – это сварочный аппарат для работы с электродами, но компактней и легче устаревшего сварочного трансформатора. То есть полуавтомат по мнению авторов утверждения – это не инвертор.
На самом деле данный термин относиться лишь к способу преобразования, а в настоящее время уже вообще все сварочные аппараты, включая полуавтоматы и всё прочее, используют этот инверторный принцип.
Суть инвертора состоит в увеличенной частоте преобразования. Физика такова, что трансформатор, а он должен присутствовать обязательно хотя бы для гальванической развязки сети и электродов, тем меньше по массе и габаритам, чем выше частота, на которой он работает.
Сетевая частота составляет 50 Гц, такие трансформаторы для приемлемой мощности сварки весят около 20 кг. Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
Ручная дуговая сварка
Если говорить об устаревших технологиях, но ещё до конца не изжитых, то это ручная сварка плавящимся электродом с обмазкой флюсом. Способ неплохо работает при сварке массивных деталей опытным специалистом, но совершенно непригоден для кузовных работ.

Конечно, существуют специалисты с огромным опытом, которые легко смогут заварить электродом консервную банку, но на практике все используют полуавтомат.
В крайнем случае без громоздкого баллона, применяя флюсованную проволоку. Но это имеет свои недостатки, расходники дорогие, а качество работы низкое.
Подготовительные работы
Перед сваркой детали должны быть полностью очищены от загрязнений и окислов. Это основа как качественного шва, так и дальнейшей сохранности кузова в этом месте.

Выбирается способ соединения деталей. Благодаря полуавтомату это не критично, можно легко сварить детали встык или с нахлёстом в любом пространственном положении. Подготавливается аппарат. Очищается или заменяется сопло, проверяются запасы проволоки и углекислого газа.
На пробных кусках похожего металла выставляются режимы, ток, подача и давление (расход) газа. Проверяется прочность тестового соединения.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Сварка кузова автомобиля: как правильно сделать её своими руками

Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
Главная » Статьи » Советы автомобилистам » Сварка кузова автомобиля: как правильно сделать её своими руками
Читайте также: