Как работает лазерная сварка
Обновлено: 28.09.2024
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
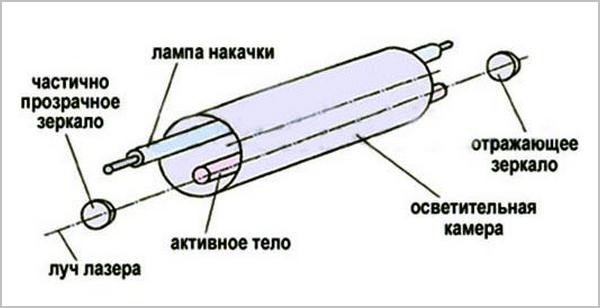
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Особенности технологии лазерной сварки

Виды сварки
Лазерная сварка – один из современных методов, позволяющих соединять и разрезать металлические детали.
Ее работа основывается на использовании сфокусированного лазерного луча, благодаря чему появляется возможность выполнения швов на очень тонком металле.
Технология лазерной сварки
Соединение деталей из нержавейки с легкостью осуществляется аргоновой сваркой или полуавтоматами. Однако в задачах формирования швов на достаточно тонком металле отмеченные методы оказываются малоэффективными. Высокая температура, возникающая в аргоновой сварке, способна попросту расплавить изделие или же деформировать его.
В данном случае наиболее эффективной является лазерная сварка металлов. С ее помощью удается сформировать тонкий шов, а дефекты, связанные с действием температуры, будут минимальны.
Итак, каков же принцип работы и в чем преимущества лазерной технологии?
Суть метода заключается в расплавлении тонких кромок металла с помощью лазера. Он формируется посредством испускания фотонов атомами. Такое явление называется индуцированным излучением.
Полученный световой поток позволяет плавить кромки материала и соединять их между собой. Кроме того свечение можно подавать в зону сварки импульсно с высокой энергией или же постоянно с меньшей силой воздействия.
Фокусировка излучения осуществляется с использованием специальной оптики. Сварочные работы по этой технологии можно проводить как с применением присадочного материала, так и без него.
В гибридных версиях сварки присадочная проволока может также создавать дугу, расплавляющую ее кончик. Световой пучок, в свою очередь, будет укладывать расплавленный присадочный материал в шов.
Обычно сварочную ванну защищают инертным газом. В этих целях применяется гелий или аргон. Однако тут есть и некоторые особенности. Взаимодействие лазера с металлом приводит к его нагреву и испарению. В результате луч может экранироваться и преломляться.
Избежать подобной ситуации позволяет гелий. Газ принудительно поступает к сварному соединению, снижая испарение металла.
Технология лазерной сварки.
Данная технология нашла широкое применение в различных отраслях промышленности и производства. Она используется для соединения изделий из алюминия, титана, меди лазером. Сфокусированный луч позволяет расплавлять кромки деталей толщиной от 0,1 мм до 10 мм.
Благодаря возможности формирования тонких аккуратных швов эта технология получила широкое распространение в ремонте ювелирных изделий и оправ очков. В этих целях используются специальные малогабаритные настольные установки.
Место воздействия пучка в оборудовании отмечено точкой, под которую мастер подносит соединяемые детали и включает прибор. В результате происходит точечная сварка.
В промышленных целях метод используется в соединении различных деталей машин и коррозионно-устойчивых труб. Для отмеченных задач делают специальные большие приборы, которые монтируются на кронштейнах.
В случае необходимости создания шва на круглых изделиях, они вращаются с помощью специального оборудования во время сварки.
Данная технология сварки имеет ряд преимуществ. Благодаря им она выделяется на фоне других методов.
К основным достоинствам следует отнести следующие:
- возможность получения узкого и высокого шва, чего невозможно добиться полуавтоматами;
- глубокий провар без наплывов с другой стороны изделия;
- маленькая область взаимодействия света с деталью позволяет ей не перегреваться во время сварки, что исключает появления дефектов, связанных с термическим воздействием;
- высокая скорость работы и производительность;
- возможность соединения тонких деталей;
- безопасность;
- простота использования.
К недостаткам метода следует отнести его высокую стоимость. В связи с этим данная технология оказывается наиболее эффективной на производстве, где она достаточно быстро окупается.
Оборудование для проведения лазерной сварки

Схема устройства лазерного сварочного аппарата.
Существует две разновидности приборов для лазерной сварки: твердотельные и газовые аппараты. Чтобы сделать правильный выбор подобного устройства необходимо знать особенности каждого из них.
Как уже отмечалось ранее аппарат лазерной сварки может работать импульсно или постоянно. Ручная твердотельная лазерная установка относится к устройствам функционирующим по второму принципу. В основе таких приборов находится твердый стержень, наиболее часто используется розовый рубин.
На внешний контур и лампу подаются токи. Лампа генерирует высокочастотные, кратковременные импульсы света. В результате описанных процессов внутри стержня формируется ионизированный лазерный пучок. Под действием магнитного поля он высвобождается в нужном направлении.
Указанная технология формирования лазера отличается невысокой мощностью. В связи с этим она применяется для небольших изделий, позволяя формировать качественные швы. Широкое распространение этот метод получил в микроэлектронике.
Аппараты с элементами на основе газовой среды
Газовое оборудование лазерной сварки более мощное по сравнению с твердотельными аналогами. Такие установки работают с использованием высоковольтных источников. Поддерживаются оба типа режимов источников: импульсный и постоянный.
Ручной лазерный аппарат подобного типа характеризуется более длинными волнами, а также высокой рабочей мощностью. Самыми распространенными являются газодинамические приборы. В качестве активной среды тут используются газы, температура которых может достигать трех тысяч градусов.
Мощность газовых установок позволяет сваривать металлические листы толщиной до двадцати миллиметров. Стоит отметить, что в этом случае также формируются аккуратные качественные швы, а за счет локализации термического воздействия изделия не деформируются после сварки.
Принцип работы устройств похож на твердотельные, однако вместо стержня лампа облучает газовую смесь, находящуюся под давлением в несколько атмосфер. Электроды периодически вызывают электрический разряд в смеси.
После многократных отражений от торцевых зеркал когерентный луч проходит через оптическую систему и облучает рабочую область.
Особенности сварки лазером тонкостенных металлов
Основное преимущество лазерной сварки – ее разнообразие. Каждому виду работы можно подобрать соответствующее оборудование. В зависимости от типа поставленных задач и материалов, которые предстоит сваривать, можно подобрать наиболее оптимальные устройства.
Так, например, соединение деталей маленькой и большой толщины необходимо осуществлять разными установками. Как уже было отмечено выше, в одном случае лучше воспользоваться твердотельным лазером, а в другом – аппаратами на основе газа.

Схема сварки лазерным лучом.
Особенно эффективной данная технология оказывается в сварке тонкостенных металлов. Использование других методов влечет за собой ряд рисков, связанных с прожиганием материала, а также с появлением различных термических дефектов.
Лазерная сварка позволяет избежать указанных проблем, однако для этого необходимо точно контролировать мощность излучения, скорость движения луча, а также фокусировку рабочего пятна.
Соединение тонкостенных деталей осуществляют на минимальной мощности. Если сваривание проводится в импульсном режиме, тогда повышают скважность импульса и сокращают его длительность. А в непрерывном режиме скорость движения лазера повышают.
Если установка не позволяет понизить мощность до необходимого уровня, тогда луч следует расфокусировать. Это уменьшит производительность сваривания, зато исключит вероятность прожигания изделия.
Отличия в технологии сваривания деталей из разных металлов
Различные металлы сваривают в соответствии с различными технологическими нормами. Работа с заготовками из стали требует предварительной зачистки от загрязнений, включая ржавчину. Также изделие должно быть тщательно обезжирено и высушено.

Технология сварки металла большой толщины.
Наличие влаги в области соединения деталей может привести к повышенной гидратации и, как следствие, к снижению его прочности и долговечности.
Благодаря высокой скорости движения луча, станки лазерной сварки позволяют формировать шов без окислов. В результате становится возможным осуществлять соединение нержавеющих и титановых сплавов без флюса и инертных газов.
Эта уникальная способность делает подобные установки незаменимыми при сваривании особенно ответственных конструкций.
Развитие технологий за последние годы позволило создать компактный прибор для ручной лазерной сварки. На сегодняшний момент существует множество моделей, представленных в магазинах. Все они могут похвастаться различными параметрами и функциональностью.
Конечно, стоимость подобных установок остается достаточно высокой. Тем не менее покупка данного прибора, несомненно, быстро окупится. Особенно, если речь идет о большом объеме работ.
Лазерная сварка металла – уникальная технология, позволяющая соединять тонкие материалы, нержавеющие и титановые сплавы. Главной особенностью данной технологии является формирование качественного, аккуратного шва без каких-либо дефектов, связанных с деформациями деталей.
Благодаря указанным преимуществам такой тип сварки получил широкое распространение на различных производствах.
Все о лазерных сварочных аппаратах
Лазерная сварка подразумевает применение лазера как энергетического источника. Такой вид приборов используют для работ с радиодеталями, металлами, для сварки электронного оборудования и в других сферах. Данная статья поможет разобраться в особенностях и принципах работы лазерных аппаратов, их видах, лучших моделях, а также сферах применения.



Особенности
С помощью сварки лазерным лучом можно неразъёмно соединить металлические и неметаллические элементы и поверхности. Лазерный сварочный аппарат для сварки использует излучение, которое отличается высокой степенью концентрации в отдельной зоне. Благодаря монохромности и когерентности лазер значительно превосходит по концентрации другие источники излучения.
Уникальные свойства лазерного луча способствуют быстрому нагреву и охлаждению во время работы над свариваемыми поверхностями или металлами.
Такой локальный нагрев считается главной особенностью лазерных сварочных аппаратов и станков.
Еще одним из преимуществ считается небольшой объем расплавленного материала. Расплавление происходит при высокой скорости (20-40 мм/с), что повышает производительность. Небольшие зоны термического влияния тоже являются преимуществом лазерного излучения перед другими видами энергии.
Дополнительные особенности лазерных сварочных приборов:
- работа с высокоточными конструкциями;
- работа без исправлений и доработки;
- высококачественные швы;
- высокая скорость и производительность;
- высокая степень безопасности в отличие от сварки традиционным методом.
Принцип работы
Работа лазерным сварочным устройством также имеет свои особенности. Принцип работы заключается в следующем.
- Лазер попадет в систему фокуса, где происходит превращение лазерного излучения в пучок с меньшим сечением.
- Далее излучение переходит на соединяемые сваркой детали и поверхности.
- Процесс заключается в частичном отражении и проникновении луча внутрь детали. Материал поглощает излучение. Таким образом, деталь нагревается и расплавляется. При этом формируется сварочный шов.
Работать лазерным аппаратом можно в любом положении. Сварочные работы происходят сквозным или частичным проплавом при помощи непрерывного или импульсного луча.
Лазерные приборы для сварки представлены в нескольких видах. Первый тип работает на твердотельном лазере. Устройство имеет рубиновый стержень, который выступает рабочим телом.
Стержень располагают в световой камере. Для старта сварочных работ используют импульсную лампу накачки. Аппарат с твердым стержнем создает мощность в 1-6 кВт. Этого импульса вполне достаточно для сваривания мелких частей, радиодеталей, сварки элементов ювелирных украшений.


Аппарат с твердотельным излучением дает качественный результат благодаря определенной дозировке энергии.
Второй вид лазерных устройств работает на углекислом газе, азоте и гелии. Прокачка смеси из газов внутри камеры происходит за счет возникновения электрического импульса. Возникает пробуждение атомов и создание источника энергии. Мощность газового лазерного излучения доходит до 20 кВт. Этого хватает для сваривания металлических деталей толщиной до 2 см.
Более мощными считаются газодинамические устройства для сварки. Максимальная температура нагрева газа внутри камеры — 3000°С. Нагретый газ перемещается в резонатор. Происходит охлаждение. Возникают световые энергетические кванты. Накачка осуществляется за счет работы маломощного излучения или другого вида энергии. Мощность излучения достигает 100 кВт. Газодинамическими приборами можно сваривать детали толщиной 3 см на большой скорости.


Существуют ручные лазерные приборы для сварочных работ. Это компактные станки с разными характеристиками и функционалом. Устройства предназначены для ремонта небольших конструкций, пайки электронных элементов. С помощью ручного аппарата также проводят точечную сварку и дезинфекцию медицинских деталей.
Еще одной разновидностью лазерных устройств являются оптоволоконные модели. Это новейшая технология позволяет использовать оптоволоконное лазерное излучение.
Работа таким аппаратом выполняется импульсно и непрерывно. Аппарат подходит для создания точечных и цельных швов.
Лучшие модели
Обзор лучших лазерных приборов для сварки стоит начать с оптоволоконной модели XTW-750.
Основные характеристики:
- мощность — 750 Вт;
- вид лазерной энергии — Raycus;
- непрерывная работа на протяжении 24 часов;
- диаметр импульса — 0,1-20 мс;
- длина волн — 1064 Нм;
- частота — 1-50 Гц;
- скорость до 120 мм/с;
- мощность потребления — 7,5 кВт;
- система охлаждения;
Устройство выполняет работы любой сложности.
Луч высокой плотности разрушает оксидные образования на обрабатываемой поверхности.
Прибор используют для обработки сварочными швами стальных, титановых, алюминиевых и медных изделий.
Ручной прибор Sekirus P2613M/SVR/1000W. Устройство позволяет выполнять различные виды работ. Предусмотрена сварка под углом, внахлест и встык. Мощность лазерного излучения – 1000 Вт, максимальный показатель мощности достигает 1500 Вт. Главные особенности:
- высокая скорость;
- простая система управления;
- ручной и гибкий режим работы;
- выполнение качественных швов;
- возможность работы с металлами, нержавейкой, алюминием, углеродистой и оцинкованной сталью.
Прибор для лазерной сварки Mega Hit (140 Дж). Особенности и характеристики:
- наличие дисплея и камеры в 4 Мп;
- простая настройка параметров лазера;
- низкий уровень шума;
- возможность работы с любыми сплавами и металлами;
- двойной режим управления;
- мощная система охлаждения;
- съемное дно и широкие дверцы позволяют размещать в рабочей камере крупные детали;
- специальный автоматический затвор для защиты глаз;
- потребляемая мощность — 7 кВт;
- время импульса — 0,1-20 мс;
- частота — 0,5-30 Гц;
- диаметр лазера — 0,2-2 мм.
Устройство предназначено для сварки ювелирных изделий, соединения металлов и различных сплавов.
Еще одна модель – Omec Wizard 60.00. Итальянский прибор для лазерной сварки подойдет для ювелирных и медицинских работ, задач повышенной сложности. Основные характеристики:
- наличие экрана и микроскопа;
- встроенная камера;
- возможность подключения к компьютеру для создания архивов и внесения данных;
- около 100 программ управления;
- микроскоп имеет ультрафиолетовый фильтр и 10-кратное увеличение;
- присутствует система охлаждения;
- частота — 0,5-20 Гц;
- максимальная мощность луча — 60 Дж;
- длительность импульса – до 10 мс;
- диаметр луча — 0,2-2 мм.
Устройство Master 100/3D. Главные особенности:
- максимальная мощность — 100 Дж;
- средняя мощность — 100 Вт;
- частота — 0,5-40 Гц;
- длительность — 0,1-20 мс;
- диаметр пятна — 0,2-2 мм;
- наличие дисплея;
- 100 программ для сварки;
- мощная система охлаждения;
- микроскоп 3D с 10-кратным увеличением;
- прибор дает возможность обходиться без флюса и припоя;
- высокая производительность.
Аппарат применяется в ювелирной сфере, медицинских областях, в работе с микросхемами и мелкими деталями.
Сфера применения
Лазерные устройства для сварки имеют широкую сферу использования. Приборы применяют для сваривания деталей высокой точности. Лазером выполняют ремонт мелких радиоэлементов, схем, элементов кинескопов, электронный изделий.
Лазерные аппараты имеют узкую световую направленность луча, благодаря которой возможна работа в труднодоступных местах. Поэтому устройства особенно популярны в ювелирном деле.
Прибор используют для сваривания деталей из цветных металлов, пайки золотых колец и украшений. Аппараты для ювелиров отличаются своей компактностью и функционалом.
Некоторые модели нацелены на работу с чугунными и пластиковыми изделиями. Широкое распространение лазерные приборы имеют в оборонной промышленности и производстве. Сварочные станки применяют в работе с крупногабаритными деталями для соединения различных элементов и металлических поверхностей.
Современные технологии не стоят на месте, и сейчас лазерные аппараты для сварки широко распространены как на производстве, так и в быту. Лазерная сварка имеет свои определенные свойства, благодаря чему повышается скорость работы и производительность. Приведенная информация знакомит читателя с особенностями приборов, а обзор лучших моделей поможет выбрать устройство для той или иной сферы применения.
Обзор лазерного аппарата для сварки SEKIRUS SVR-500 MINI в видео ниже.
Всё о лазерной сварке: преимущества и недостатки, характеристика, виды, дефекты
Лазерная сварка - это способ соединения деталей за счет локального плавления. Встречается при обработке изделий из металла, пластика, стекла и других твердых материалов, когда нужно точное соединение деталей при сложной конфигурации.
Эта технология дает гладкий шов без следов деформации в виде неровностей, искривлений, шероховатости.
Общая характеристика
Лазерная сварка активно используется в промышленных масштабах для формирования высокоточного и неразъемного соединения.
Во время лазерной сварки металлических изделий прибегают к специальному оборудованию, которое при нужных навыках и правильно подобранных настройках обеспечивает высокое качество фиксации и аккуратный шов.

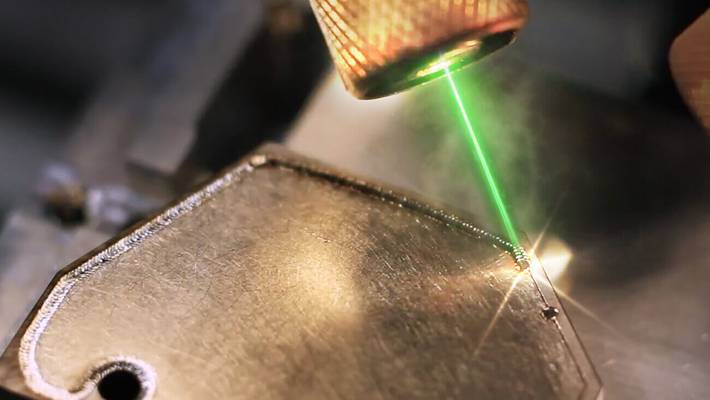
Рис.1. Сварка металлических изделий лазером
Процесс этой технологии обеспечивает преобразование металлического элемента на стыке. Луч лазера способствует процессу нагревания и дальнейшего плавления на обрабатываемом участке. Лазер создает световой поток с характерной монохромность.
Длина волн идентична. Это упрощает контроль потоков при фокусировке линз или отклонения рабочих призм. Мощность пуска повышается за счет появления волнового резонанса.
При лазерной сварке используются следующие сварочные аппараты:
- роботизированные (работа без человеческого присутствия и контроля);
- автоматические;
- полуавтоматические.
Всем трем видам характерно формирование лазерного луча, который воздействует на определенный участок - способен нагревать и расплавлять на ней металл.
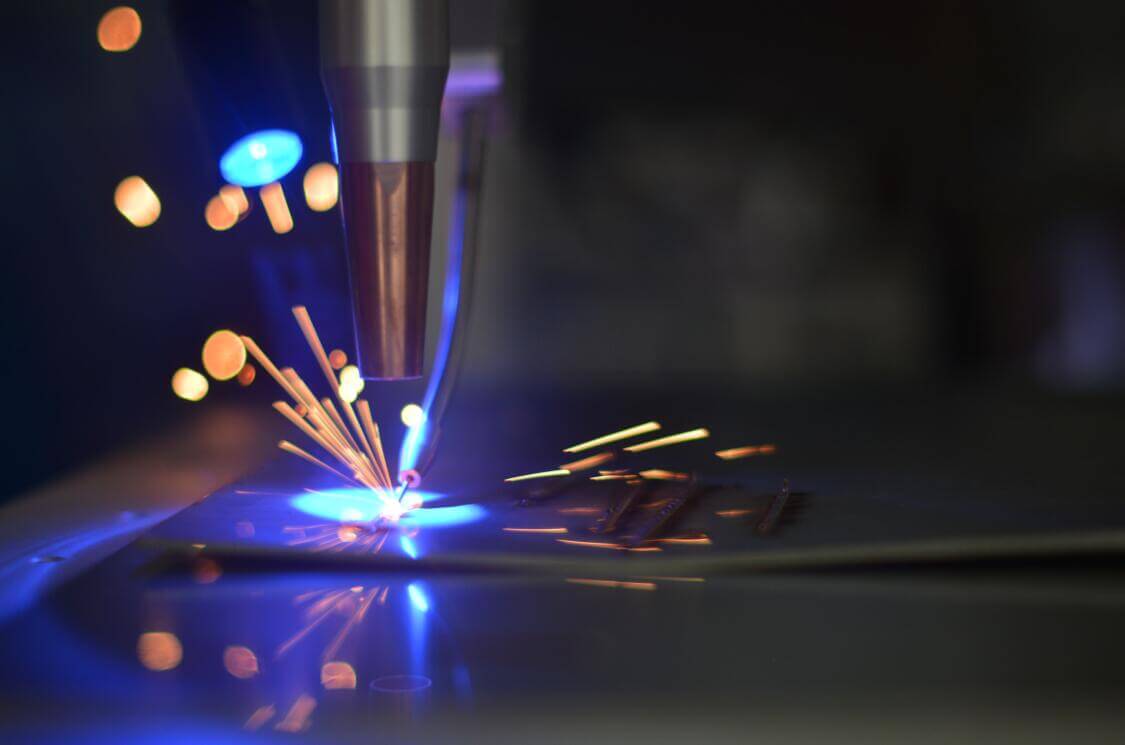
Рис.2. Технология лазерной сварки металлов
Лазерной сварке свойственны показатели:
- когерентности. Сочетание фаз теплового поля луча лазера в разных областях;
- монохроматичности. Малая ширина линий спектра-источника;
- направленности. Отсутствие рассеивания лазерного луча при его перемещении от источника к области для сварки во время сварочного процесса.
Из-за этих свойств мощность луча значительно увеличивается. Он отвечает за равномерное плавление, а также за испарение металлов в свариваемой зоне.
Особенностью сварочного процесса является факт того, что источник может находиться на удалении от области сварки, в то время как в промежутке лазерной ванны не обязательно наличие вакуума.
Как работает лазерная сварка
Лазерный луч производит фиксацию изделий следующим образом:
- Соединяемые элементы плотно фиксируется у соединительной линии;
- Лазерный луч направляется на стык;
- Происходит активизация генератора. Устройство равномерно разогревается и затем плавит металлические частицы на кромках. Лишние элементы при данной технологии испаряются.
У луча лазера сечение с небольшими размерами, поэтому полученный сплав исправляет неровности, заполняет трещинки и другие недочеты, попавшие на территорию обработки лазерным лучом.
Во время сварки лазером формируется сварное соединение изделий с большей плотностью. Для него не характерна пористость, которая встречается при других типах сварки. Также при лазерном типе отсутствует окисление металла из-за высокой скорости лазерного луча, который перемещается по поверхности изделия.
В этой технологии применяются два вида шва:
- Сплошной. Необходим при сваривании труб из нержавеющей стали. Нужны в операциях, где нужен высокий уровень герметичности
- Прерывистый. Подходит для сварки малых конструкций с поверхностными повреждениями.
В лазерной сварке можно найти много преимуществ, из-за чего она и стала более востребованной. Рассмотрим их поближе:
- Сварка лазером подходит для обработки многих материалов: различные магнитные сплавы и сплавы металла, стекло, термопласты, керамика.
- Обладает высокой точностью. Траектория пятна нагревания отличается стабильностью.
- Сварное соединение небольшого размера, из-за чего оно становится незаметным.
- Область около шва не нагревается, поэтому деформация свариваемых элементов минимальна.
- Во время нагревания не выражается рентгеновское излучение и не создаются продукты сгорания.
- У сварочного процесса высокая химическая чистота, так как в процессе сварки не прибегают к дополнительным электродам, флюсам и присадкам.
- Отличный вариант для сварки в труднодоступных местах. Может использоваться на большом расстоянии от области расположения лазера.
- С помощью данной техники можно обработать материалы, которые находятся за прозрачными элементами.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Созданным во время сварки сварным швам свойственны высокие показатели качества и прочности.
- При переходе на создание нового изделия можно происходит быстрая перенастройка системы.

Рис.3. Преимущества и недостатки сварки при помощи лазера
Перед подготовкой к лазерной сварке стоит учитывать и минусы данного вида сварки. В первую очередь, это следующие:
- Высокая стоимость. Инструменты и комплектующие для лазерной сварки относительно дорогие. Это причина, по которой данный тип преимущественно встречается в промышленности и на производстве. Можно попробовать создать оборудование для лазерной сварки самостоятельно, но для этого нужно обладать особыми навыками и знаниями, иметь специальные инструкции и схемы с чертежами.
- Обслуживающий персонал для устройств по лазерной сварке должен обладать высокой квалификацией.
- Также особые требования выдвигаются и к помещениям, где будет размещено оборудование для лазерной сварки. Рассматриваются все показатели - от запыленности до показателей вибрации и влажности.
- Низкий КПД у лазерно-дуговой сварки. В целом, для газовых сплавов он составляет 10%, а для твердотельных - лишь 1.
- Кроме этого, существует высокая зависимость от отражающей способности у самой заготовки. Если она низкая, то такой будет и эффективность.
Условия и способы лазерной сварки
Лазерная сварка металлов имеет разные требования и условия для проведения операций.
Для сварки изделий из нержавеющей стали, металлов и деталей из схожих сплавов необходим луч с повышенной мощностью. Во время операции нужно добиваться его точной фокусировки. Луч перемещается на рабочую поверхность через направляющие линзы и центр переднего зеркала, как только интенсивность пучка достигает самых высоких показателей.
Рис.4. Лазерная сварка металла
Также в зависимости от твердости материала, сварка нержавеющей стали и других металлов может проводиться по разному с точки зрения глубины проплава. Он может быть как поверхностный - эти показатели регулируются во время проплавления металлических частей.
Сварка проводится двумя способами:
- непрерывным лучом;
- прерывистыми импульсами.
Лазерная сварка импульсом лучше всего подходит для сварки изделий из тонколистового проката, толстостенных деталей и сложных профилей.
Методы лазерной сварки могут отличаться за счет специфики материала. Для обработки нержавеющей стали, алюминия и меди подойдут следующие:
- Стыковой метод. Для него не нужны дополнительные присадки или флюс. Размер стыка между металлическими деталями - не более 0,2 мм. Этого достаточно, чтобы создать корректную фокусировку луча лазера на стыке. “Кинжальное” проплавление металла происходит по всей толщине. В случае стыкового способа лазерной сварки на изделии проводится дополнительная защита шва азотом или газом от окисления металла. Интенсивность лазерного излучения до 1 мВт/см2.
- Нахлёсточный метод. В процессе операции происходит наложение металлических листов внахлест. Мощное излучение создает отличное соединение с дополнительным прижимом элементов. Зазор между ними составляет до 0,2 мм.
Виды лазеров
Лазерная сварка проводится при помощи разных лазеров в зависимости от обрабатываемого материала. Для нержавейки, алюминиевых сплавов или меди применяется другой тип, нежели тот, к которому прибегают для обработки стекла и керамики.
Оборудование бывает следующих типов:
Каждому из них соответствуют определенные характеристики.
Твердотельные лазеры
Твердотельные лазеры используются для сварки лазером серебра, пластмасс, нержавейки, меди, стекла и других твердых элементов. В составе таких лазеров имеется особый рубиновый стержень, который также производится из неодимового стекла. Располагается внутри специальной осветительной камеры.
Процесс использования данного вида лазеров выглядит следующим образом:
- В осветительную камеру с выбранной частотой направляется луч света с высокими показателями мощности. При этом возникает возбуждение атомных частиц.
- Появляется световое излучение. Его волны обладают одинаковой длиной.
- Так как части стержневой детали на торцах состоят из отражающих зеркал, а одно из них является частично прозрачным, именно через него проходит энергия в качестве лазерного излучения.
Газовые лазеры для сварки
Газовые сварочные лазеры отличаются большими мощностными показателями и производительностью. Это их отличает от твердотельных лазеров.
Активный компонент в случае таких устройств - газовая смесь.
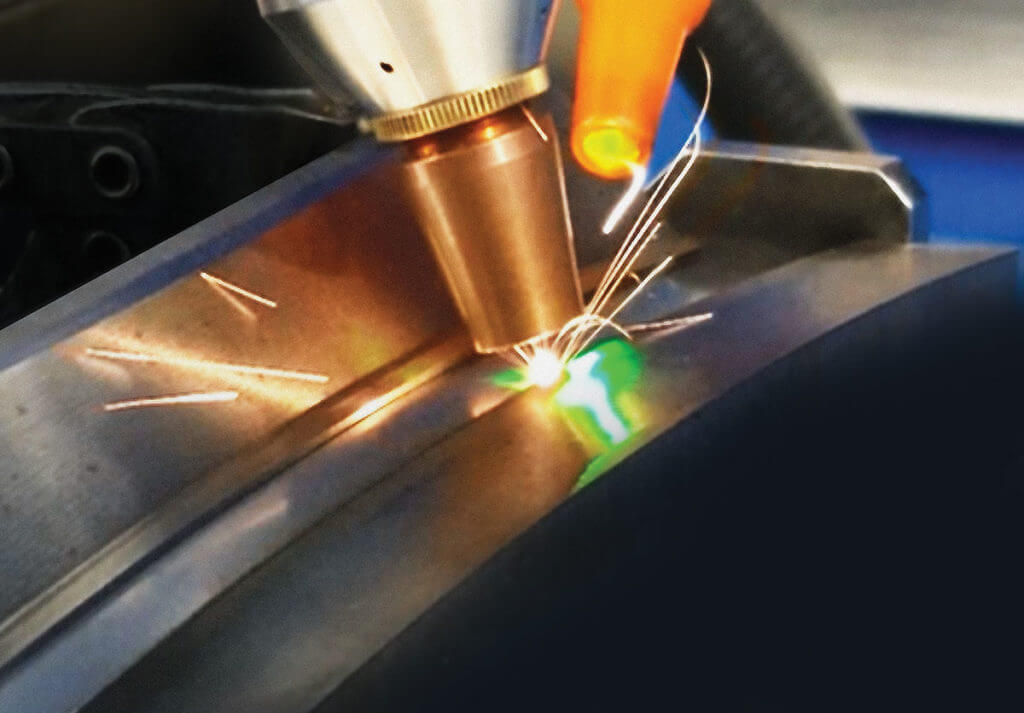
Рис.5. Сварка металла газовым лазером
Они проводят сварку таких материалов, как алюминий, титан, нержавейка и других похожих по параметрам металлов с использованием вспомогательных средств:
- прокачивание газа и передача его из баллонов происходит через насос, поэтому в качестве дополнительного элемента с ним используется газоразрядная трубка;
- между электродами проходит электрический разряд (ток). Из-за этого возбуждается газовая смесь;
- лазерные лучи проходят через установленные зеркала. Они располагаются в торцевой области газоразрядной трубы;
- при лазерной сварке крупных деталей (автомобильный кузов, детали с большой толщиной и др.) источник питания соединяется с электродами;
- охлаждается за счет водяной системы.
Газовое оборудование отличается большими габаритами, что не для всех удобно. В то же время существуют лазерные устройства, которым характерна поперечная прокачка газа. Они отличаются небольшими размерами и считаются более компактными. Показатели мощности подобных устройств - от 20 кВТ. Это позволяет проводить сварку толстостенного металла с высокой скоростью - приблизительно до 60 метров в час.
Такой метод лазерной сварки применим не только для прочных металлических сплавов - с его помощью обрабатываются драгоценные металлы (платина, золото, серебро), алюминий, медь, титан. Так как это специфические материалы, для них проведение операций по сварке происходит в атмосферных условиях со специально созданным вакуумом. Дополнительные средства формируют защиту от воздушного воздействия на расплавленный металл. В первую очередь, это газы. В особенности - аргон.
Из-за того, что во время сварки создается высокая тепловая мощность лазерного луча, процесс испарения металлических частиц проходит еще активнее. Параллельно с этим проводится ионизация паров, чтобы луч лазера экранизировался и рассеялся.
Газовые лазеры для сварки используются не только для металла, но также для стекла или пластмассы. В их обработке встречаются два вида газа:
Чаще всего, это гелий - он не рассеивает луч лазера и легче, чем аргон.
Сварщики с большим опытом работы упрощают процесс использованием комбинированных смесей газов, у которых есть защитные и плазмоподавляющие параметры.
Особенности газодинамических лазеров
У газодинамических лазеров самые высокие показатели мощности. Они относятся к устройствам с использованием окиси углерода. Данный состав нагревается до 3000 К. После проходит через сопло Лаваля, после чего происходит снижение давления и последующее охлаждение газового компонента.
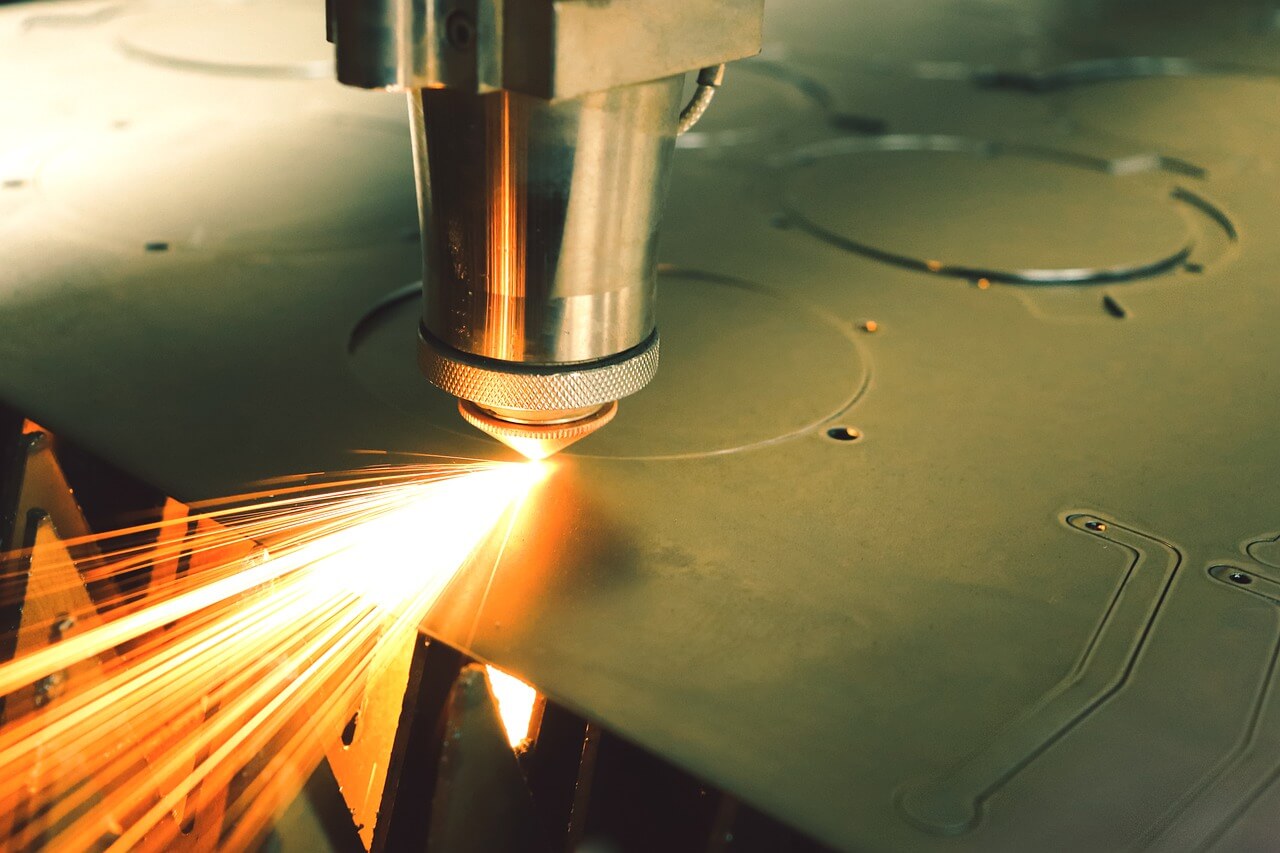
Рис.6. Применение лазеров для сварки по металлу
Использование гибридных установок
Лазерная сварка специальных элементов в виде толстостенных деталей, элементов с зазорами или большими металлическими плоскостями проводится при помощи дополнительных материалов для присадки. В первую очередь, это проволока для зажигания электрической дуги. За счет этого заполняется пространство между пластинами и создается соединительный шов с высокой прочностью.
Обдув инертным газом производит защиту толстостенных металлических конструкций и автомобильных деталей. Его подача происходит через сопло, которое крепится рядом с лазерной головкой.
Их сварка проходит на столе и на отдельных подставках от оборудования. Процесс осуществляется поэтапно:
- Сначала металл очищается от загрязнений, окалин, масляных остатков, водяных капель и влаги в цело.
- Детали плотно подгоняются стык в стык.
- Создается химическое травление металлической поверхности.
- Аппарат лазерной сварки настраивается с выставлением необходимых параметров. Для этого обращаются к типу свариваемого материала и подбивают параметры под него.
- Головка сварочного инструмента размещается у линии начала соединения.
- Активируется кнопка запуска сварки.
Во время сварочного процесса нужно следить за тем, как луч попадает на стыковую область.
Особенности сварки тонкостенных изделий
Тонкостенные детали представлены в виде небольших изделий из области микроэлектроники. Это могут быть проволочные выводы, чей диаметр варьируется от 0,01 до 0,1 мм, или же фольгированные элементы с диаметром точки лазера 0,5-0,9 мм. Их обработка производится твердотельными лазерами. Твердотельная лазерная установка способна провести точечную лазерную сварку для катонного соединения с высокой герметичностью. Необходимая деталь в современных кинескопах.
Для работы по мелким деталям с тонкими стенками подходит минимальная мощность проведения.
Операции проводятся импульсным или непрерывным режимом.
При импульсном режиме необходимо повышается скважность импульса и сокращать длительность. При непрерывном режиме - повышать скорость лазера.
Лазерная сварка стекла и пластмассы
Что касается изделий из стекла и пластмассы, лазерная сварка также проводится благодаря твердотельным установкам. Они представляют собой простое устройство, которое состоит из отражательной трубки с двумя электродами, а также смеси из ионизирующих газов в пространстве между ними.
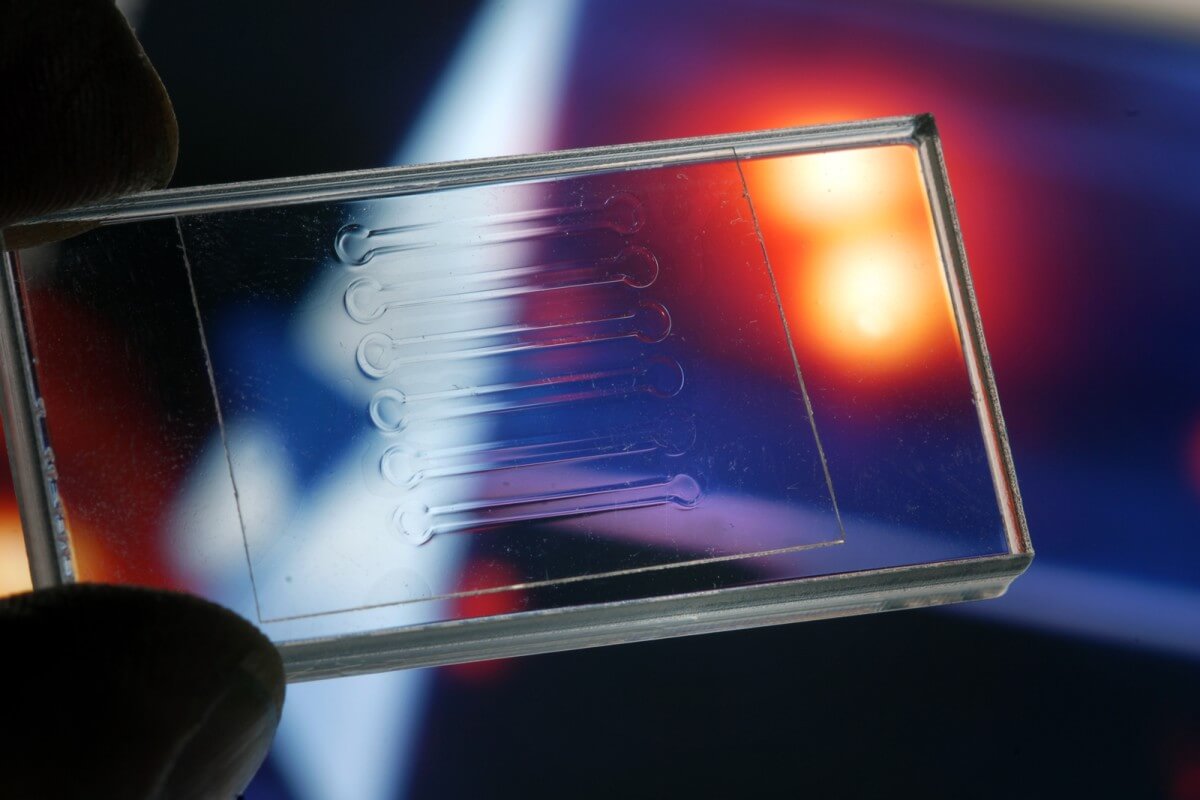
Рис.7. Лазерная сварка по стеклу
Такое устройство встречается во время ремонта очков - как пластиковых, так и стеклянных элементов. Сварка таким образом не требует дополнительного припоя при сваривании оправ.
Лазерная сварка деталей из стекла и пластика происходит с той же последовательностью, что и металлические изделия:
поверхности элементов, которые будут подвержены сварке, очищаются от пятен, пыли и других загрязнений
подготавливаются установка и электроды к дальнейшей работе, настраивается линза для фокусировки. В случае использования расфокусированной линзы есть риск смазанного лазерного луча. В таком в случае не получится сделать четкий локальный расплав металла. Корректно сфокусированный пучок обладает круглой формой
устанавливается нужное значение мощности сварки
можно приступать к работе.
Лазерная сварка в промышленности
В промышленной технологии лазерной сварки используются следующие устройства:
Плюсы и минусы сварки лазером

Виды и способы сварки
Лазерная сварка – один из способов соединения металлических заготовок, подразумевающий расплавление рабочей зоны путем нагрева энергией излучения. Такие работы относятся к термическому классу технологий совместно с электродуговой, плазменной и электронно-лучевой разновидностями.

Физические свойства процесса
От остальных способов лазерный метод отличается повышенной плотностью энергии в месте нагрева – 1 МВт на см². Это помогает ускорить процесс образования сварного соединения, уменьшить длительность теплового воздействия на прилегающие к шву участки. При лазерной сварке металла редко возникают деформации, посторонние включения или трещины.
Размер области воздействия сварочной установки лежит в диапазоне 0,2-13 мм. Глубина проплавления зависит от мощности лазерного излучения и расположения фокальной плоскости потока. Расплавленный металл движется вместе с лучом, формируя сварное соединение.
Оно получается глубоким и узким, поэтому сильно отличается от швов, образующихся при использовании других технологий.
Как работает сварка лазером
В лазерном аппарате для генерации излучения применяют 2 вида компонентов: газовые и твердотельные. Мощность первых достигает 25 кВт. Их конструкция включает полую трубку, содержащую газовую смесь. Мощность твердотельных генераторов не превышает 6 кВт. Они представляют собой рубиновый или гранатовый стержень, усиленный неодимом.
.jpg)
Принцип работы заключается в генерации светового потока, который через оптический резонатор попадает в систему зеркал. Требуемая для расплавления металла энергия образуется при прохождении луча через фокусирующую линзу. Рабочие параметры сварочной установки задают вручную или автоматически.
При использовании аппарата с ЧПУ (числовым программным управлением) непосредственное участие мастера в процессе не требуется. При ручной лазерной сварке оператор перемещает головку агрегата с помощью пульта.
Классификация режимов сварки и область применения
Используют 2 режима формирования соединений лазером:
- Точечный метод. В этом случае агрегат вырабатывает импульсное излучение. Такой способ сварки применяют для соединения тонких металлических заготовок.
- Шовная технология. Используется как импульсное, так и сплошное излучение. Сварной шов формируется благодаря перекрытию областей точечного нагрева. Скорость работы определяется частотой импульсов. Метод применяют для получения глубоких соединений на толстых деталях.
- Гибридный способ. В таком случае используют присадочную проволоку. Аппарат снабжают подающими механизмами. Расходный материал выводится в сварочную ванну одновременно с движением головки агрегата. Метод применяют для формирования сложных металлоконструкций. Толщину проволоки выбирают в соответствии с шириной соединения.

Основными сферами применения лазерной технологии являются:
- Электроника и приборостроение. Лазером соединяют детали разного состава и толщины. Способ помогает варить компоненты, расположенные вблизи кристаллов микросхем или других чувствительных к высоким температурам элементов.
- Автомобилестроение. Лазерная сварка применяется для ремонта кузова, алюминиевых деталей.
- Военная промышленность, судостроение, атомная энергетика. С помощью рассматриваемой технологии соединяют детали из титана – сложного в сварке металла.
Постепенное снижение стоимости лазерных установок позволяет применять их на строительных площадках и даже в бытовых условиях.
Конструкция и виды применяемого оборудования
Строение агрегата зависит от типа излучателя, входящего в его состав.
Твердотельные аппараты
Конструкция включает элементы из рубина, легированного неодимом стекла. Они активируются световым потоком, испускаемым мощными дуговыми светильниками. Агрегаты функционируют в режиме постоянного излучения. Они отличаются высокой частотой, низкими мощностью и КПД. Твердотельные аппараты применяют для сварки деталей малых размеров.
Газовые сварочные устройства
Такие агрегаты подходят для сварки толстых заготовок из стали и других металлов. Излучение, генерируемое в среде газов, характеризуется высокой мощностью. Установка способна соединять детали толщиной до 2 см. Она имеет достаточно высокий коэффициент полезного действия. Эксплуатация устройства усложняется из-за введения в конструкцию хрупкой стеклянной трубки.

Гибридные установки
Такие аппараты были созданы для соединения металлических заготовок большой толщины. Вместе с лазерной головкой схема прибора включает электродуговую горелку. Дополнительно установлен подающий механизм, выводящий расходный материал в сварочную ванну.
Ручные модели
Небольшие устройства работают по принципу стандартных агрегатов. Необходимость применения при сборке компактных деталей делает аппараты дорогими. Они используются для создания миниатюрных металлоконструкций, пайки микросхем.

Условия для работы лазером и техника безопасности
Для получения мощного луча требуется фокусировка. Она достигается благодаря нескольким последовательным отражениям. При превышении порогового значения интенсивности поток попадает в центр переднего зеркала, откуда подается в направляющие призмы и выходит в рабочую зону. Лазерная сварка проводится в любых условиях: при разных вариантах расположения деталей и глубины проплавления. Соединение формируют точечно или непрерывно.
Сварочный процесс имеет некоторые особенности, которые могут привести к травмированию мастера при несоблюдении техники безопасности:
- На пути луча не должно быть посторонних предметов. Если в рабочую область попадает рука сварщика, человек получает глубокий ожог.
- Перед началом сварки нужно проверять целостность и исправность основных элементов установки. В противном случае качество шва снижается, мастер рискует получить травму.
- На рабочем месте не должны находиться легковоспламеняющиеся предметы.
.jpg)
Общая технология
Процесс сварки мало чем отличается от такового при использовании электродугового метода. Общий алгоритм действий включает следующие этапы:
- Предварительная зачистка и обработка поверхностей обезжиривающим составом.
- Сопоставление краев соединяемых деталей.
- Нагрев металла путем направления лазерного луча в начальную точку шва.
- Формирование сварочной ванны.
- Перемещение головки аппарата вдоль линии соединения.
- Охлаждение и заключительная обработка шва (рабочую область очищают от шлака и наплавов).

Нюансы для разных материалов
Технологии сварки некоторых металлов имеют особенности.
Стальные листы
Перед соединением заготовок из этого материала поверхности очищают от коррозии и окалины. После этого детали тщательно просушивают. Расстояние между краями листов должно быть минимальным – не более 7% ширины сварочной ванны. Лучший вариант – использование стыкового способа сварки. При применении замковых и нахлесточных методов повышается вероятность деформации шва. Сварка ведется в среде аргона, смешанного с углекислым газом в соотношении 3:1.
Алюминий и магний
Формирование сварного соединения осложняется высокой активностью металлов. Края деталей быстро покрываются оксидным налетом, имеющим высокую температуру плавления. Использование концентрированного лазерного луча устраняет эту проблему. Подготовку выполняют, как при электродуговой сварке.
.jpg)
Поверхности очищают от налета, протравливают, промывают водой. Сварка ведется в среде инертного газа.
Сплавы из титана
Металл и содержащие его материалы при нагреве становятся чрезмерно активными. Сварочный шов нередко покрывается холодными трещинами. Перед началом сварки кромки обрабатывают механическим способом, протравливают химическими реагентами, повторно очищают. В качестве защитной среды используют чистый гелий. Процесс кристаллизации шва протекает в аргоне.
Стекло
Технология подразумевает применение стандартных газовых смесей. Дополнительно в рабочую зону подают гелий, обладающий плазмоподавляющими свойствами. Газ характеризуется меньшей, чем у аргона, плотностью. Поэтому он не изменяет параметры лазерного луча. Некоторые сварщики используют комбинированные газовые смеси, обладающие защитными и плазмоподавляющими свойствами.
.jpg)
Пластиковые элементы
Температура плавления полимеров низкая, поэтому при работе с такими материалами важна регулировка мощности излучения. В остальном процесс не отличается от сварки стеклянных элементов.
Если материал очень тонкий
Особенностью работы с такими листами является высокая вероятность прожога. Снизить риск появления дефекта помогает контроль следующих параметров сварочной установки:
- мощности генерируемого луча;
- скорости перемещения головки;
- фокусировки рабочей точки.
.jpg)
Соединяя тонкие детали, устанавливают минимальную мощность. При использовании непрерывной технологии сварочную головку перемещают с большей скоростью. В точечном режиме уменьшают длительность импульсов. Если плотность потока не меняется при снижении мощности, применяют принудительную расфокусировку луча. КПД падает, однако риск образования прожога сокращается.
Достоинства и недостатки метода
К положительным качествам рассматриваемой технологии относятся:
- возможность соединения разных материалов: от нержавейки до стекла и термопластов;
- повышенная точность воздействия луча, стабильность траектории сварочной ванны;
- отсутствие нагрева прилегающих к шву участков (это снижает риск деформации соединяемых деталей);
- минимальная ширина сварного соединения;
- химическая чистота рабочего процесса (объясняется отказом от использования электродов и флюсов);
- отсутствие токсичных продуктов горения и опасного излучения;
- возможность создания сложных конструкций, работы в труднодоступных местах;
- быстрая перенастройка установки при переходе к сварке другого материала;
- высокая прочность соединения;
- возможность сварки элементов, расположенных за прозрачными материалами.
К отрицательным сторонам лазерной сварки относят:
- высокую стоимость аппарата, запасных частей, расходных материалов;
- низкий коэффициент полезного действия (у твердотельных агрегатов он составляет 1%, у газовых – до 10%);
- зависимость качества сварного шва от отражающих свойств соединяемых металлов;
- особые требования к организации рабочих мест (отсутствие пыли, низкая влажность).
Какие дефекты могут оставаться
На производственных площадках ведется контроль лазерной сварки, предотвращающий образование недостатков швов. Однако даже при соблюдении технологии и правильной подготовке деталей могут появляются такие дефекты:
- непровары;
- пустоты и трещины;
- наплавления, кратеры, раковины;
- шлаковые включения;
- сквозные отверстия.
Вероятность образования недостатков снижается при правильной настройке установки, постоянном контроле процесса.
Читайте также: