Как работает сварочный аппарат ресанта
Обновлено: 23.04.2024
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
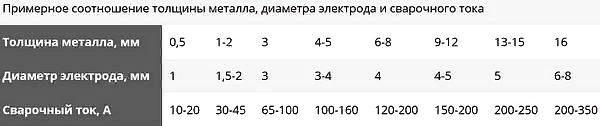
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Электростварка. Как научиться сварке самостоятельно
Работа с раскаленным металлолом не прощает пренебрежительного отношения к технике безопасности при проведении сварочных работ. Температура окалин, которые неизбежно отлетают от свариваемого металла достигают температуры 500–1000 °C, При этом, скорость снижения температуры "стальных брызг", очень низкая. Даже небольшая окалина сможет причинить вам значительные, очень болезненные ожоги на теле, руках, ногах.
Работать без маски сварщика категорически запрещено. Выбор защитной маски определяется вашими финансовыми возможностями, скоростью срабатывания автозатемнения, и необходимостью дополнительных функций, размера фильтра.
Прямая и обратная полярность подключения.
Выбор полярности подключения держака и массы напрямую зависит от толщины свариваемых деталей. Если предстоит сварка тонких металлов, толщиной до 3 мм, то желательно использовать прямую полярность. Масса подключается на плюс, а держак с электродом на минусовую клемму. При таком подключении вам будет сложнее прожечь насквозь металл, но при этом, каталитические свариваемые поверхности надежно проварятся.
Для более толстых заготовок, толщиной от 5 мм, желательно изменить полярность, Сделать так называемую обратную полярность. На держак подается "плюс". а на массу "минус". При таком подключении заготовки деталей провариваются более глубоко. Шов в толстых деталях получается не поверхностный, а глубокий, очень надежный.
Выбор мощности сварочного тока.
Безусловно, основным фактором, который определяет качестве и глубину сварки является мощность сварочного тока. Чем он выше, тем глубже проваривается металл. Но при излишне большой мощности, есть вероятность насквозь проварить заготовку.
Для упрощения подбора сварочного тока, мы хотим привести вам сводную таблицу, в которой указаны примерные, рекомендованные значения выбора параметров сварки.

Как производится сварка покрытым электродом.
При проведении сварочных работ между электродом и свариваемой заготовкой должно оставаться расстояние 2-3 мм, Этого будет вполне достаточно для создания сварочной дуги. Не стоит держать электрод вплотную к детали, так как электрод попросту прилипнет к металлу, "затухнет". Если есть возможность установить свариваемую деталь под небольшим наклоном, то вам будет более удобно проводить сварочные работы. Наклон "от себя" будет отводить шлак в противоположенную сторону от направления сварки, и не будет мешаться под электродом.
Пари сварке дух заготовок движения электродом производятся зигзагообразные. с небольшим нахлестом на обе свариваемые заготовки. Для обеспечения жесткости и точности свариваемых заготовок, необходимо изначально "прихватить" детали небольшими точками.
При сварке вертикального шва движение электродом начинается с низу, чтобы шлак стекал вниз, и не мешал работе сварщика.
Более наглядно наши советы по сварке для новичков вы можете посмотреть в данном видео.
Выбор сварочного аппарата.
Компания Ресанта специализируется на производстве сварочного оборудования. ВЫ можете купить инверторную сварку как бытового, начального уровня, так и профессиональные полуавтоматические сварочные аппараты Resanta.
Сварочные инверторы Ресанта: САИ, САИ ПН, САИ К, отзывы, цены, эксплуатация
- Полуавтоматы Ресанта САИПА.
- Сварочные инверторы Ресанта САИ.
- Инверторы, работающие на пониженном напряжении САИ ПН.
- Агрегаты с функцией аргонно-дуговой сварки САИ АД.
- Профессиональная линейка с регулируемой дугой САИ ПРОФ.
- Линейка «Компакт» — САИ-К.
- Инверторный плазменный резак — ИПР.
- Инверторная сварка, работающая от 380 В — САИ 315.
Продукция, по отзывам, в общем неплохая, со своими плюсами и минусами. Если вам нужен сварочный аппарат для домашнего применения — «Ресанта» вполне достойный выбор. Как говорят профи: дуга у него не такая тяжелая как у других марок из той же ценовой категории. Вот только с качество нестабильное: у кого-то при постоянной нагрузке (в цехах и на производстве) работает годами, а кто-то каждые две-три недели (тоже на производстве) возит в ремонт. Только производства и сварщики бывают разные. А от тех, кто эксплуатирует сварочные инверторы «Ресанта» в бытовых целях — в частном доме, в сельской местности, в гараже, от тех отзываются о работе агрегатов положительно.
Рабочий режим сварочных аппаратов любой линейки 70% на 30%. Что значит, что при работе на 140 А из 10 минут варить/резать вы можете 7, а 3 придется отдыхать — ждать, пока аппарат остынет. Соотношение не самое плохое и режим в общем, удобный.
Как выбрать сварочный аппарат «Ресанта»
Для бытового использования имеет смысл выбрать агрегат из двух линеек — САИ и САИ ПН.
Ресанта САИ — стандартная модификация, которая работает при 220 V в сети с небольшими отклонениями. Заявлен такой диапазон: +10% (до 242 В) и -30% (от 154 В). Вроде и должно хватать таких характеристик, но реально работает нормально при 190 В. Если падает еще ниже, начинаются проблемы и приходится ставить электроды меньшего диаметра.

Это сварочный аппарат Ресанта САИ 220 — небольшие размеры и вес
В сельской местности напряжение часто бывает и ниже 190 В. При таких параметрах сети нормально работать могут далеко не все сварочные аппараты. Если у вас такая ситуация — вам выбирать нужно инвертор из линейки САИ ПН. Он нормально сваривает даже при 140-160 В.
Есть еще одна линейка — «Компакт». Она отличается еще меньшими размерами и на килограмм-полтора меньше весит. При обозначении моделей этой линейки к цифре, обозначающей максимальный сварочный ток, приписывается буква «К». Если вес и размер для вас критичны — выбирайте сварочный инвертор из этой линейки.
Все остальные больше подходят для профессионального или полупрофессионального использования. Для бытового использования их «навороты» и повышенные мощности ни к чему. Если и можно их покупать, то уже не новичкам в сварке.
Выбор модели
После того как с линейкой определились, нужно выбрать максимальный сварной ток. Он проставляется в наименовании каждой модели после аббревиатуры САИ. Например, САИ-160 — максимальный сварочный ток 160 А, САИ 220 — может выдавать 220 А.
Как выбирать мощность? Исходя из работ, для которых приобретается или под тот размер электрода, которым вы предпочитаете работать. Например, для работы 3 мм электродами подходят аппараты на 140 и 160 ампер. Но 140 будет работать на пределе, а 160 — в нормальном режиме. Также можно рассмотреть вопрос приобретения 190, но он уже может работать и 4 мм электродами. А запас мощности — это всегда хорошо. Правда, за него приходится доплачивать.
Более мощные модели САИ 220 и 250 могут работать с электродами 5 мм и 6 мм соответственно. Если вам такие мощности не нужны, то и платить за них незачем. Но выбирать, как всегда, вам. Может вы предпочитаете работать 3 мм электродом но с повышенным током сварки — 190 и выше… Редко, но встречаются и такие сварщики.
Чтобы выбирать было проще, в таблице собрали наиболее важные характеристики сварочных инверторов Ресанта линейки САИ и САИ ПН, и САИ К.
Технические характеристики сварочных инверторов Ресанта САИ и САИ ПН, САИ К
| Модель сварочного инвертора | Максимальный потребляемый ток, А | Напряжение холостого хода, В | Напряжение дуги, В | Максимальный диаметр электрода, мм | Масса, кг | Цена |
|---|---|---|---|---|---|---|
| САИ-140 | 20 | 75 | 25 | 3,2 | 4,3 | 110 $ |
| САИ-160 | 22 | 80 | 26 | 4 | 4,5 | 120 $ |
| САИ-190 | 25 | 80 | 27 | 5 | 4,7 | 155$ |
| САИ-220 | 30 | 80 | 28 | 5 | 5 | 180$ |
| САИ-250 | 35 | 80 | 29 | 6 | 5,2 | 220$ |
| САИ-60ПН | 22 | 80 | 26 | 4 | 5,7 | 170$ |
| САИ-220ПН | 25 | 80 | 27 | 5 | 6,4 | 200$ |
| САИ-250ПН | 35 | 80 | 29 | 6 | 7,7 | 250$ |
| САИ-160К | 28,5 | 85 | 4 | 3,4 | 130$ | |
| САИ-190К | 32,5 | 80 | 5 | 4,3 | 155$ | |
| САИ-220К | 36,5 | 80 | 5 | 4,5 | 180$ | |
| САИ-250К | 42,5 | 80 | 6 | 4,6 | 210$ |
Электропитание инверторов Ресанта
Главный плюс этих сварочных аппаратов в том, что они работают от бытовой электросети 220 В, не предъявляя особых требований. Главное — чтобы розетка была заземлена. Класс защиты у всех агрегатов IP 21, что означает, что заземляется аппарат через шнур электропитания. Потому для защиты о поражения электричеством необходимо запитывать инвертор от заземленной розетки.
Работают нормально САИ-160 на автоматах 10-16 А, но на десятиамперных максимальный ток сварки не поставишь. Если планируете работать САИ 190, нужен будет, как минимум, автомат на 16 А.
Отзывы
Все отзывы об инверторных сварочных аппаратах Ресанта можно условно разделить: до 2012 года и после. До 12 года все отзывы очень хорошие, причем не от новичков, а тех, кто использует сварку в профессиональной деятельности. Дальше — хуже. В 2012 цена на эти аппараты значительно упала — почти вдвое. Вроде хорошо, но, как оказалось, качество тоже значительно снизилось. После этой даты отзывы есть разные, хотя положительные все-таки преобладают.
В нашем цеху Ресанта 250 (САИ), год отработала каждый день, пока ей кто-то ноги не приделал. К работе нареканий не было, только кабели коротковаты. Потому купили новую такую же. Эта через 3 месяца просто в один момент варить перестала. В сервисе вопросов не задавали, просто отремонтировали и все. Сейчас все нормально, работаем по-взрослому. Кроме кабелей никаких нареканий.
Виталий, Кинешма, 2013г
Я технолог и на мне закупка инструмента. Нужен был инвертор для сварщиков — работали трансформатором, так ч решил не покупать пока дорогой — вдруг не пойдет у них, вот и купил Ресанта САИ 250. За два года плотной работы ни одной проблемы. Трансформатор теперь стоит, а этот всегда занят. Варят на нем и спецы, и те, что только видели, как нормально работать нужно. Ничего, пашет. Говорят, с Ресантой — лотерея. Мы, похоже, вытянули хороший билет. Только заменили сварные кабели — поставили 10 метровые сечением 25мм2: прежние пятиметровые были неудобны.
Отремонтировал уже четвертый раз…Ресанта 220 у меня. Всех предыдущих ремонтов хватало на две недели работы. В последний раз ремонтировал по блату (докатился) в другом сервисе. Поставили, как сказали, нормальную плату. Отработал месяц, пока нормально. Раньше грешил на качество аппарата, теперь в растерянности, может сервис такой? Ставили фиговые детали, чтобы я им платил? Зла не хватает.
У меня Ресанта 190. Работаю ею периодически уже три года. Все нормально, нужно только при включении и выключении, как прописано в инструкции, выставлять минимальный сварочный ток. Мне несложно, и я это делаю. Еще периодически чищу от пыли. Для таких аппаратов это критично.
Виталий Сергеевич, Сергиев Посад
У меня уже три года работает Ресанта 220. Именно работает. За все время менял только кулера. Но чищу регулярно, стараюсь ей не резать, в чужие руки не даю. Рядом со сваркой не работаю болгаркой или шлифовалкой — пыли от них много, а для инверторов она очень вреда. Если нужно работать болгаркой, выношу Ресанту. Если вам все это в тягость, ищите другой аппарат. Есть европейцы, они не так требовательны к условиям работы, но стоят в несколько раз дороже, а еще при нашей пляшущей напруге работать не хотят. Так что если нужен европеец, работающий в наших условиях, покупаете еще и стабилизатор. Как-то так.
Ресанта — это не сварочный аппарат, а куча г…а. Мне надоело таскать его на ремонт. Он постоянно ломается. Просто перестает варить и все. Буду брать другой.
Купил Ресанту САИ 190 в мае 2014. В ноябре она навернулась. В гарантийной мастерской сказали, что много металлической пыли, потому и сгорела. Хотели свести к негарантийному ремонту (за мой счет), но после спора отремонтировали по гарантии. Теперь я ее берегу. Но как работать будет дальше — не знаю.
Как видите, положительные отзывы о Ресата САИ преобладают, хоть есть и негатив. Из опыта эксплуатации можно сделать некоторые выводы, касающиеся того, как сделать так, чтобы сварка работала без проблем.
Эксплуатация сварочных инверторов Ресанта
В инструкции по эксплуатации к этим сварочным аппаратам требования и рекомендации такие:
- Не использовать рядом с агрегатом болгарку, электропилы, шлифовальные и другие инструменты, при работе которыми возникает большое количество пыли.
- Не накрывать корпус во время работы: охлаждение принудительное — кулерами (вентиляторами). Если закрыть приток воздуха, аппарат перегреется и может перегореть.
- Не работать во влажных помещениях или под дождем.
- Если занесли инвертор в теплое помещение с мороза, необходимо выждать не менее двух часов, пока просохнет конденсат.
Порядок включения
Перед включением аппарата проверьте, чтобы переключатель стоял в выключенном положении. Подсоединяете силовой кабель и рабочие, включаете в розетку. Выставьте на регуляторе минимальный сварочный ток, потом нажмите на кнопку «вкл». Выключение проводится так: сначала выкручиваете на минимум, потом выключаете тумблером, а потом из сети. Если работа закончена, отсоединяете провода и укладываете их на место.
Разворачивая кабели, или пользуясь удлинителем, следите, чтобы все провода были развернуты полностью и не пересекались. Не оставляйте кабели смотанными в бухты: создается катушка индуктивности, которая негативно влияет на оборудование.
Практические рекомендации
В инверторах Ресанта САИ стоит защита от перегрева. Она автоматически отключает аппарат, когда температура приближается к критической. Но до отключения лучше не доводить. Работайте в прерывистом режиме: минут 7 варите, минуты 3-5 даете агрегату остыть. На эти промежутки выключать его не нужно.
Не нужно отключать питание и при выключении по перегреву. Просто переждите 5-7минут. Не отключайте и в том случае, если у вас в работе намечается короткий перерыв: чем реже включать оборудование, тем дольше служить оно будет. Пусковые токи, хоть и ест функция «плавного пуска», плохо влияют на такого рода оборудование. Потому отключайте инвертор, только если перерыв будет более часа.
Если хотите, чтобы Ресанта САИ работала нормально, периодически очищайте внутренности от пыли. Особенно если работали недалеко от источника пыли или после долгого простоя.
Варить нержавейку Ресантой нужно на обратной полярности.
Если соберетесь удлинять рабочие кабели, увеличивайте их диаметр, меньше будет просаживаться напряжение. Если ставите на 10 метров — сечение желательно 25мм 2 .
Практические советы по ремонту сварок Ресанта
Если вы имеете навык таких работ, то вам помогут схемы, выложенные ниже. Есть также несколько рекомендаций, основанных на опыте «самоделкиных».
Через полтора года работы Ресанта 220 стала отключаться по перегреву если работать на токах больше 140 А. Гарантия закончилась, полез смотреть сам. Всего-то и было, что входной кабель плохо был притянут. Он, кстати износился — работал каждый день полтора года. Кабель заменил, клеммы затянул не по-женски, и еще пропылесосил его.
Тимофей, Приморский край
Купил себе Ресанту 250 Проф. Шов держит отлично, варит мягко. Мне нравится. Вот только через месяц работы (1 кг тройки в день, но не всегда, бывало и меньше), после хлопка внутри он скончался. Отдал в ремон, прождал 45 дней. После ремонта через месяц случился пробой. Бывает, если в держаке электропровод не зажат. Ждать еще 45 дней не хотел, раскрутил сам. Там провода почти не прикручены к плате были. Только наживлены. И как сервисники смотрели? Или это они спецом? Платы кусок выгорело. Я провод к клемме припаял, прикрутил. Работает. Правда при минусовых температурах теперь индикатор показывает что-то немыслимое, но работает.
Виталий, Краснодар
Моя Ресанта САИ 220 после месяца работы тройкой перестала подавать признаки жизни. Открыл, проверил, сгорели два транзистора FGH40N60SFD. Я их нашел, купил, поменял все четыре, хоть сгорело два. Заодно заменил 12 Вт резистор на 51 Ом. Заработал, но ненадолго. Транзисторы горели через несколько включений. Видимо, попалась партия бракованная. Купил другие, поставил, работает нормально. Да. К моей 220 больше подошла схема от 250 — с мелкими несовпадениями. Что могу сказать, плата сделана нормально, дорожки не отслаиваются. Хоть это радует. Хотя детали могли бы и тестировать до того как в производство их пускать.
Анатолий, Нижний
Маски для сварки Ресанта
Работать со сваркой без маски сварщика невозможно — сразу получите ожог сетчатки, который называют «зайчиком». От повреждения инфракрасным и ультрафиолетовым излучением глаза защищают светофильтры. От летящих брызг и окалины — корпус маски. И то и другое должно быть надежным и обеспечивать максимальную защиту.

Сварочный маски Ресанта: МС-1, МС-2, МС-3 и МС-4
Ресанта выпускает несколько видов сварочных масок:
- МС-1 — с автоматическим светофильтром на жидких кристаллах ТСК-3201. Есть два режима: сварка и шлифовка, регулятор затемнения, которые позволяют использовать маску как для сварки, так и в качестве защитного щитка при работе болгаркой или другими подобными инструментами. Цена 1500-1800 рублей.
- МС-2 — со светофильтром TCK-4000. Регулировок три: степени затемнения, чувствительности, времени задержки (как быстро срабатывает при изменении яркости света). Ступенчатое изменение затемнения. Цена 1900-2100 рублей.
- МС-3 — светофильтр TCK-3202, регулировки такие же как в МС-2, но изменение прозрачности светофильтра плавное. Также разный диапазон регулировки у Ресанта МС-3 — 9-13DIN, у Ресанта МС-2 он 10-12DIN. Цена 2600-2800 рублей.
- МС-4 — самая дешевая (цена 1200-1400 рублей) и самая простая маска. Светофильтр ТСК-2101. Работает только при положительных температурах, даже при незначительном понижении начинает «тормозить».
Все основные технические характеристики масок сварщика Ресанта МС приведены в таблице.

Технические характеристики масок
И видео-отзыв о маске для сварки Ресанта МС-1.
Несколько схем сварочных инверторов:
Схема сварочного инверторного аппарата Ресанта САИ 220ПН Схема сварочного инверторного аппарата Ресанта САИ 160 Схема сварочного инверторного аппарата Ресанта САИ 220
4 конкурентных преимущества Ресанта 220
Сварочный аппарат Ресанта 220: плюсы и минусы приспособления + внутреннее устройство инвертора + технические характеристики сварочного аппарата и разбор 4 дополнительных опций + 7 правил эксплуатации + 5 правил хранения и транспортировки.

В быту и мелком строительстве предпочтение отдается инверторам. Компактность устройства в связке с высоким запасом надежности позволяет наносить ровные швы без лишних брызг, а сварочная дуга на подобных аппаратах считается одной из наиболее стойких.
В сегодняшней статье я хотел бы произвести краткий обзор сварочного аппарата Ресанта 220, и обсудить, стоит ли закупать данный агрегат новичкам.
Базовая информация сварочного аппарата Ресанта 220
При выборе агрегата для сварки — тяжело найти оптимальное соотношение цены и качества. Человеку попадаются либо дорогущие модели с мощными характеристиками, либо «слабачки» с низким ценником. Сварочный аппарат Ресанта 220 занимает среднее звено между бытовым направлением и промышленным.
Такое положение в нише дает возможность применять инвертор с одинаковым успехом как новичкам, так и профи в сварочных работах . Инструкция по эксплуатации не отобразит всего потенциала оборудования, потому дальнейшая информация для владельца сварочного агрегата к ознакомлению обязательна.
1) Устройство агрегата + разбор плюсов/минусов инвертора
Перед покупкой любого оборудования для сварки, человеку требуется провести некий анализ положительных и отрицательных сторон своей цели. Иногда минусы устройства перекрывают достоинства, а некоторые проблемы могут быть недопустимы для эксплуатации на постоянной основе.

У меня самого данный агрегат был полгода назад (потом поменял на более мощный), потому сформировалось некое экспертное мнение, которым и хочу поделиться с вами. Для пущей наглядности, информацию выложил в виде таблицы.
| Плюсы Ресанта 220 | Минусы устройства |
|---|---|
| Высокий показатель мобильности агрегата. Помимо небольшого веса, аппарат снабжен ремнем для транспортировки. Доставить Ресанту 220 к месту проведения сварочных работ не составит никаких проблем. | Много брака. Некоторые партии товара могут содержать до 5% бракованных инверторов. Проблемы проявляются не сразу, но они есть. При выявлении подобных, придется нести инвертор на замену по гарантии, а это дополнительная головная боль. |
| Корпус и начинка инвертора имеет повышенное сопротивление к механическим повреждениям. Парочка падений, опрокидываний или несильных ударов приборной части сварки ничего не сделают. В бытовых условиях этот параметр очень важен. | Инвертор плохо себя проявляет при сварочных работах на толстом листовом металле. Агрегат не способен полностью прогреть место шва даже с 5 мм электродами. |
| Расширенная комплектация. Чтобы не тягать провода с инвертором в руках, 90% производителей предлагают в комплекте специальный мини-чемодан с ручкой. | Несоответствие некоторых данных из технического паспорта с реальными. К примеру, производитель указывает силу тока в 210 А, а по факту человек не может выжать с инвертора больше 185 А. Потеря 12%-17% производительности в некоторых сварочных работах весьма ощутимый недостаток. |
| Продуманная конструкция инвертора дает возможность использовать сварку даже в неблагоприятных погодных условиях с температурным режимом менее 20 градусов по Цельсию. |
Сказать однозначно, что Ресанта 220 хорош нельзя. Идеальный портрет целевого потребителя для данного агрегата – это домашние сварщики и подмастерья у специалистов. Если не «загонять» оборудование длительной бесперебойной работой + следить за толщиной свариваемого металла, проблем данный инвертор своему владельцу не принесет точно.

Внутреннее устройство инвертора:
- выпрямитель транзистора классический и с пониженным напряжением;
- преобразователь постоянного электрического тока в переменный;
- трансформатор высокой частоты, который понижает входящее напряжения, опуская его значение до безопасного для систем инвертора;
- выпрямитель высокой частоты. Корректирует выходящий электрический ток с высокочастотного трансформатора;
- для стабилизации и сглаживания пульсации тока после выпрямителя используется дроссель.
Внешне Ресанта 220 имеет классический формат подачи – корпус из жестяного металла средней толщины и панель управления. Последняя состоит и регулятора силы тока, и разъемов для подключения кабелей с постоянным напряжением. Также имеются индикаторы сети и перегрева.

Важно: агрегат имеет систему принудительной вентиляции начинки, потому закрывать отверстие под вход и выход потока воздуха настоятельно не рекомендуется. В обратном случае, есть риск перегрев сварочного инвертора и выход его электроники из строя.
Возле разъемов подключения кабеля имеется индикация полярности для подсоединения клемм. Выключается и включается Ресанта специальным тумблером. О состоянии агрегата сигнализирует индикатор на поверхности корпуса. Также есть 2 крепежа под ремень для транспортировки.
2) Технические характеристики и дополнительные опции по сварке
Схемы с инструкциями по сборе несут свои корни с Латвии, но встретить на рынке именно сборки оборудования с их исторической родины сейчас практически нереально. Порядка 95% агрегатов собирается на реализацию в Поднебесной. Остальные 5% — это Латвия, но выпускают они сварочные инверторы Ресанта только для внутреннего рынка.

Основные технические характеристики 220 модели:
- 12-220 А – регуляция выдаваемого тока для обеспечения процесса сварки;
- 30 А – потребление электричества с пиковыми показателями нагрузки сварки;
- 68%-72% — длительность ПН с использованием максимального значения по току в 220 А;
- 10-150 А – если не перешагивать планку в 150 А, то агрегат выдает продолжительность нагрузки в полном объеме 100%;
- на выходе дуга выдает значение напряжения в 30 В, а при холостом ходе данный показатель возрастает до 90 В;
- можно использовать электроды с диаметрами вплоть до 5 миллиметров;

Хочу пару слов сказать о параметре ПН. Данное значение является процентной характеристикой по работе сварки в отношении общего времени применения. По РФ сварочный цикл составляет 300 секунд, но Ресанта 220 способна выдержать только 70% данного значения на максимальной мощности . Из этого следует, что нужно спустя 3 минуты давать агрегату передышку, либо использовать силу тока меньше на 80-120 А от максимального, тогда инвертор сможет проработать полный цикл в 5 минут. Информацию по опциям сварки на Ресанте 220 я подал в таблице ниже.
| Опция | Суть |
|---|---|
| Автоотключение | Встроенный термический датчик в режиме реального времени фиксирует температуру устройства, и при перегреве моментально его отключает. |
| «Горячий старт» | На дугу подается электрический ток с повышенным значением силы, из-за чего сварочная дуга зажигается очень быстро. |
| «Антизалипание» | Полезная функция на большинстве инверторов. Суть заключается в отключении подачи тока при возникновении ситуации приваривания конца электрода к детали, над которой протекает сварочный процесс. |
| «Форсаж» | Когда дуга сварки сокращается, функциональный блок в автоматическом режиме увеличивает силу подаваемого тока на сварочную дугу. Благодаря такому ходу предотвращается залипание сварочного прутка. |
Выше я уже упоминал, что Ресанта 220 имеет встроенную охладительную систему. Состоит она из пары вентиляторов, которые связаны с платой датчика по фиксации температуры электроники сварочного аппарата. Любое превышение заложенных показателей или приближение к критическим воспринимается системой как угроза, и за счет этого регулируется сила работы вентиляторов. При невозможности устранения высокой температуры, в работу вступает опция автоматического отключения устройства при перегреве.
Как подготовить Ресанту 220 к эксплуатации?
Исчерпывающая информация по данному моменту имеется в техническом паспорте аппарата, но на сколько могу судить по себе, для нашего народа, изучение инструкции на бумаге из коробки – это что-то мистическое. В эру развития технологий, куда удобнее вбить поисковый запрос, и прочитать результат из топ-10 по выдаче.
1) Разбор защитных свойств сварочного аппарата
Как видно с коробки на рисунке ниже, гарантия на Ресанту 220 составляет 2 года. Учитывая специализацию оборудования, срок вполне приемлемый. Главное, не потерять коробку и чек с магазина, в котором человек отоваривался.

Помимо стандартной системы охлаждения, которая обеспечивает агрегату длительный срок жизни, следует выделить другие конструкционные особенности сборки агрегата, защищающие как само устройство, так и сварщика.
Защиту начинки Ресанты обеспечивает:
- качественная изоляция токопроводящих элементов;
- подключение к сети обеспечивает кабелем с двойным слоем изоляционного материала, который готов выдержать пиковое напряжение в 3 кВт на протяжении 2-3 минут;
- внутренние узлы крепятся на изоляторы. Чтобы те справно выполняли свои функции, следует позаботиться об их чистоте. Периодической чистки от стружки и пыли будет предостаточно.
Стандарт защиты у инвертора невысокий, потому во избежание замыканий, советую хорошо защищать агрегат от проникновения внутрь капель жидкости. Допустимо проникновение внутрь коробки инвертора предметов с толщиной не более 1.2 сантиметра.
2) Этап подготовки к эксплуатации
Мнение профессионалов на данный счет едино – сборка устройства обязана выполняться по схеме низкого напряжения. Если у человека не имеется опыта в данном деле вообще, советую внимательно изучить рекомендации ниже.
Как настроить аппарат перед началом работы:
- Отключаем сварочный инвертор от розетки и смотрим на индикацию сети. На тумблере положение должно быть тоже выключено.
- Занимаемся креплением кабелей для сварочного процесса к клеммам силы агрегата.
- Далее нужно удостовериться в качественном креплении электродного держателя.
- Производим заземление корпуса Ресанты. Используется либо стационарный заземлитель, либо металлический пруток длиной от 180 сантиметров, что забивают в землю.
- Включаем кабель питания оборудования в розетку, подавая на него стандартное напряжение. Производим включение перемещением тумблера в позицию «Вкл». Об успехе просигнализирует зеленый цвет на лампочке индикации сети.
- Устанавливаем желаемый режим подачи тока. Для той цели используем регулятор на панели управления агрегата.
В конце сварщику останется проверить аппарат на факт замыкания в силовых рабочих кабелях. Если все хорошо, готовим рабочее место и приступаем к процессу сварки.
Кратких обзор характеристик + тестирование аппарата:
3) Правила безопасности при эксплуатации + особенности транспортировки
Любой сварочный агрегат – это потенциальная опасность для сварщика. Если человек пропустит мимо ушей базовые требования по технике безопасности, результатом работы может оказаться не только ровный валик, но и жесткие ожоги рук и лица.

Полный перечень правил по эксплуатации сварочного аппарата можно прочесть на специализированных сайтах пожарной безопасности или у торговых организаций, специализирующихся на сварочном оборудовании. Ниже я представлю список основных привил, соблюдение которых может спасти человека от получения серьезных увечий.
Безопасность во время работы с инвертором Ресанта 220:
- обязательное заземление во избежание загораний. Данный этап даже прописывается в инструкции по эксплуатации;
- нужно обеспечить хорошую вентиляцию в месте проведения сварочных работ;
- используйте защитную экипировку сварщика – очки, перчатки, специальная одежда и так далее;
- особо важно защитить лицо. Для этого обычных очков может быть мало, потому советую закупиться маской-хамелеоном;
- нельзя запускать в работу инвертор на открытом пространстве при дожде, снеге, тумане или повышенной влажности. В отношении высокого показателя влажности (более 80%), совет носит не рекомендационный, а обязательный к исполнению характер и при работе внутри помещений;
- когда человеку требуется выполнять сразу несколько технологических процессов (болгарка, дрель), советуется на это время выключать инвертор и накрывать его кожухом во избежание попадание внутрь пыли и мелкой металлической стружки;
- при наличии в изоляции проводов разрывов, эксплуатировать инвертор Ресанта 220 категорически запрещается.
Если оборудование находилось под влиянием низких температур, то при перемещении в теплое помещение, запускать инвертор не рекомендую от 2 до 3 часов. В обратном случае, высока вероятность возникновения конденсата внутри агрегата. Как итог, — короткое замыкание и выход из рабочего состояния.
Как перевозить и хранить оборудование:
- Для хранения используется тара от производителя. В 90% случаев она включена в комплект поставки.
- Температурный режим хранения от -12 до + 45 градусов. Показатель влажности не более 79%.
- Помещение для размещения инвертора не должно быть пыльным. Наличие ёмкостей с кислотами и щелочами также недопустимо.
- При транспортировке на авиатранспорте нужно помещать инвертор в отсеки с повышенной герметичностью.
- Недопустимо кантование.
Компактные габариты оборудования позволяют его транспортировать на любые расстояния без особых усилий, но лучше для этой цели использовать стандартную упаковку от изготовителя. Ремень качественно крепится и может значительно облегчить перенос на короткие расстояния, но, как и у других подобных агрегатов, при длительном использовании данного метода перемещения инвертора, затекание плеча необратимо.
В конце хочу рассказать о типичных проблемах при работе с оборудованием и оптимальных методах их решения.
| Проблема | Как решить |
|---|---|
| Нерабочий блок питания или перегрев оборудования | Здесь поможет только обращение в сервисный центр. Если текущая поломка входит в рамки гарантийного обслуживания (первые 2 года), то исправление проблемы будет бесплатным. Естественно, если человек сам разбил инвертор, то здесь последует закономерный отказ. |
| Не сетевой индикации | Проверить факт подключения к сети + удостовериться в верном положении тумблера включения. |
| Неполная мощность | Проверяем поверхность прутка на факт наличия влаги. Вторая причина – слабое сетевое напряжение. |
| Индикация перегрева | Пыль в вентиляторе или выход из строя. |
| Выключение вентиляции | Поломка датчиков температуры или непосредственно системы продува. |
| Громкие щелчки и выключение | Проверяем реле и накладки по схеме электрической цепи. Вторая причина - подгорание концов проводки. |
| Пробивание массы | Требуется проверка проводов на факт повреждения. |
Работа Ресанты 220 недопустима на морозе по причине растрескивания оплетки, а если в лопасти вентилятора попадет какой-либо объект, есть высокий шанс дробления пластика на мелкие кусочки. При возникновении нестандартных поломок, лучше сразу обращаться в сервисный центр.
Азы сварки металла инвертором для начинающих
Азы и правила сварки инвертором: подготовка к работе электродом для новичков, средства защиты, как правильно настроить и формировать сварочный шов. Применение прямой и обратной полярности. Как научиться резать и варить тонколистовой металл.

В последние десятилетия благодаря бурному развитию полупроводниковых технологий сварка инвертором стала доступна любому домашнему мастеру. Сейчас современный инверторный аппарат бытового назначения для ручной сварки с максимальным током от 160 А и весом около 5 кг можно приобрести всего за 4.5÷5.5 тыс. руб. При этом он будет стандартно оснащен набором возможностей, значительно облегчающих работу сварщика и повышающих качество сварного шва. Это не значит, что сварочный инвертор является аппаратом для «чайников» и не требует никаких знаний и навыков. В основе сварки инвертором лежат те же самые электродуговые процессы и сварочные технологии, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее обеспечивались только высокой квалификацией сварщика. В их число входит облегченный поджиг дуги («горячий пуск»), предотвращение прилипания электрода, переход в импульсный режим для восстановления капельного переноса (форсаж дуги), а также ряд других возможностей, облегчающих сварку и повышающих безопасность труда. Кроме того, инверторы позволяют работать на пониженном напряжении питания и способны сглаживать его скачки в широком диапазоне. Далее будут изложены основные правила работы и некоторые советы, которые могут быть полезны тем, кто впервые сталкивается с этим видом сварочного оборудования.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода. Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки. Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва. Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки. Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.

Передвижение и наклон электрода при сварке

При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.

При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Читайте также: